
Theoretical Prediction of the Efficiency of Hydrogen Production via Alkane Dehydrogenation in Catalytic Membrane Reactor



Abstract
:1. Introduction
2. Modeling and Calculations
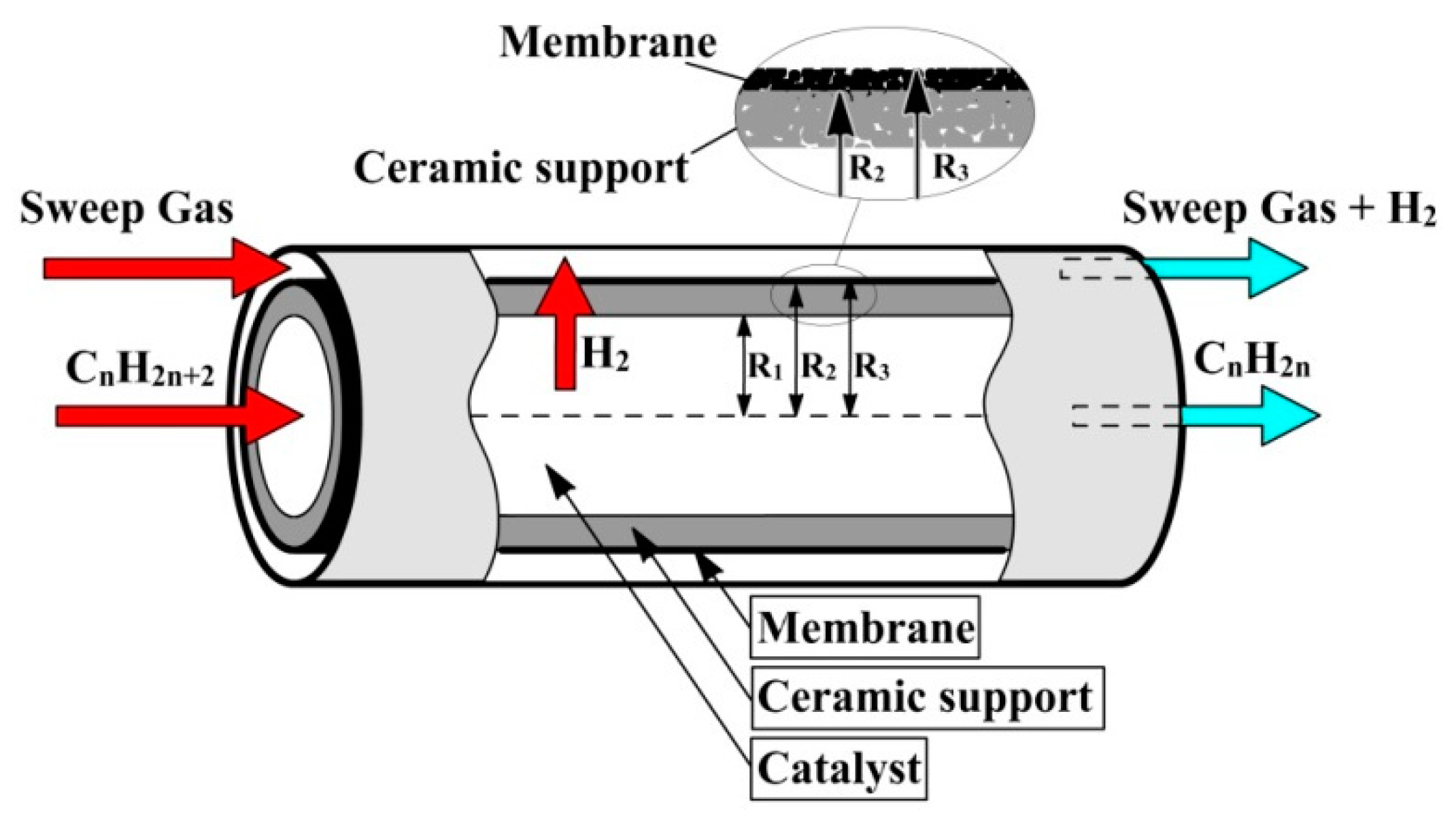
2.1. Description of the Reactor and the Mathematical Model
- The steady-state conditions are considered;
- The convective radial transfer is negligible;
- The axial dispersion is negligible (D/u·L < 0.01);
- The internal mass and energy transport limitations inside the catalyst pellets, as well as external mass and heat transfer resistances at the surface of the pellets, are negligible.
2.2. Parameters of the Mathematical Model
2.3. Reaction Kinetics
2.3.1. Ethane Dehydrogenation
2.3.2. Propane Dehydrogenation
2.4. Numerical Solution of the Model Equations
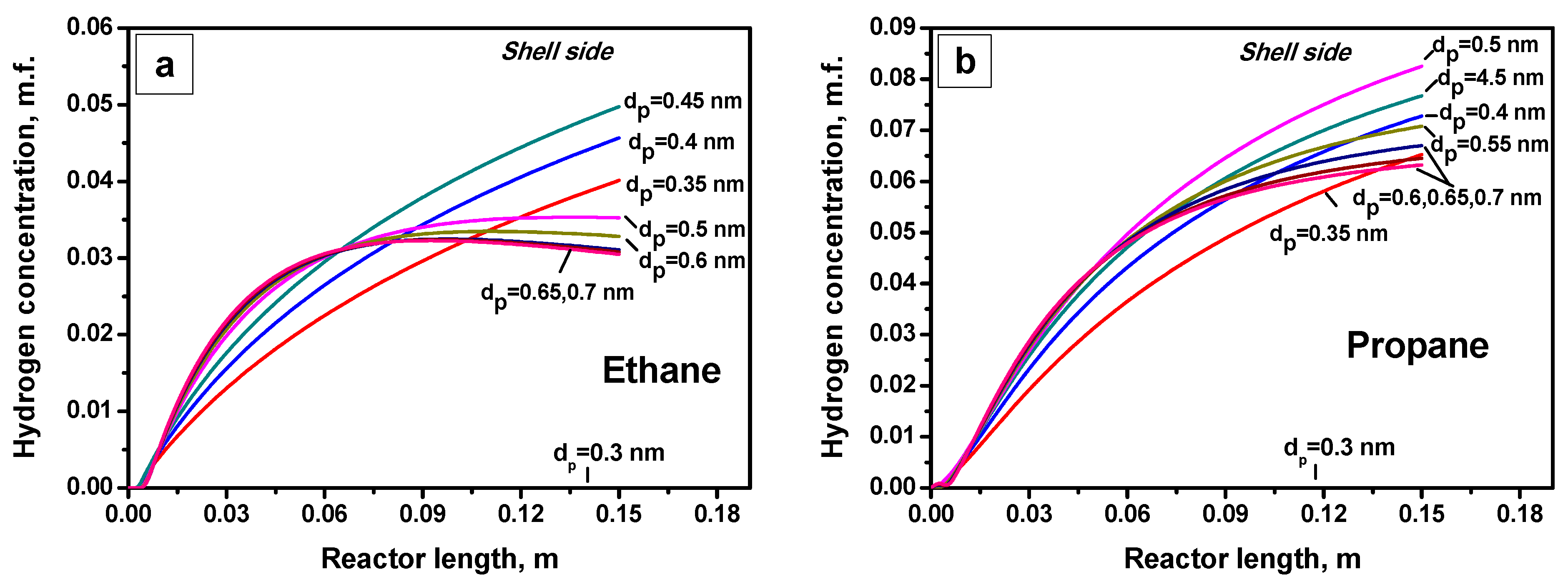
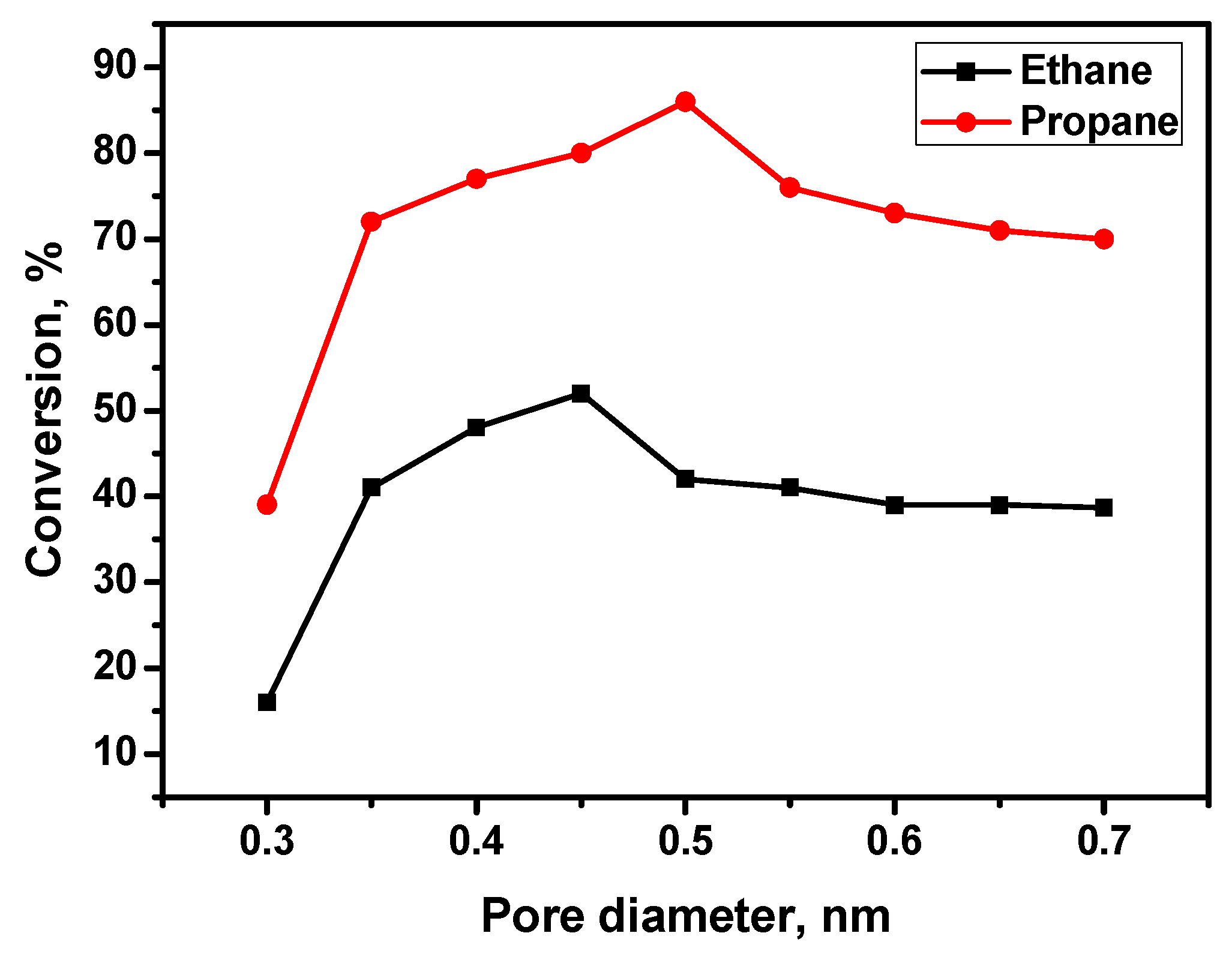
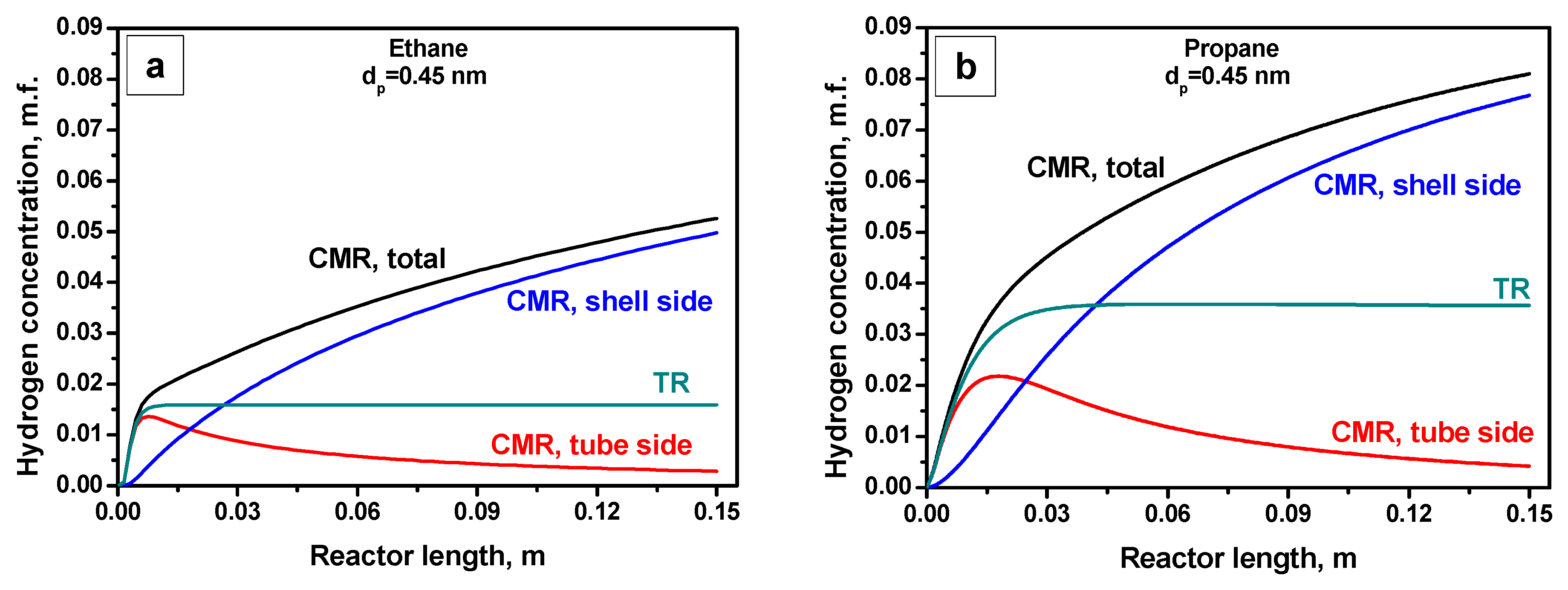
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Appendix A. Model Equations
Appendix B. List of Symbols
References
- Newborough, M.; Cooley, G. Developments in the global hydrogen market: The spectrum of hydrogen colours. Fuel Cells Bull. 2020, 2020, 16–22. [Google Scholar] [CrossRef]
- Espegren, K.; Damman, S.; Pisciella, P.; Graabak, I.; Tomasgard, A. The role of hydrogen in the transition from a petroleum economy to a low-carbon society. Int. J. Hydrog. Energy 2021, 46, 23125–23138. [Google Scholar] [CrossRef]
- Falcone, P.M.; Hiete, M.; Sapio, A. Hydrogen economy and sustainable development goals: Review and policy insights. Curr. Opin. Green Sustain. Chem. 2021, 31, 100506. [Google Scholar] [CrossRef]
- Oliveira, A.M.; Beswick, R.R.; Yan, Y. A green hydrogen economy for a renewable energy society. Curr. Opin. Chem. Eng. 2021, 33, 100701. [Google Scholar] [CrossRef]
- Docekal, J. Hydrogen production from hydrocarbons. Int. J. Hydrog. Energy 1986, 11, 709–714. [Google Scholar] [CrossRef]
- Wang, H.; Baker, R.T.K. Decomposition of Methane over a Ni−Cu−MgO Catalyst to Produce Hydrogen and Carbon Nanofibers. J. Phys. Chem. B 2004, 108, 20273–20277. [Google Scholar] [CrossRef]
- Wang, Y.; Shah, N.; Huffman, G.P. Simultaneous production of hydrogen and carbon nanostructures by decomposition of propane and cyclohexane over alumina supported binary catalysts. Catal Today 2005, 99, 359–364. [Google Scholar] [CrossRef]
- Rahman, M.S.; Croiset, E.; Hudgins, R.R. Catalytic Decomposition of Methane for Hydrogen Production. Top. Catal. 2006, 37, 137–145. [Google Scholar] [CrossRef]
- Onsan, I. Catalytic Processes for Clean Hydrogen Production from Hydrocarbons. Turk. J. Chem. 2007, 31, 531–550. [Google Scholar]
- Ibrahim, A.A.; Fakeeha, A.H.; Al-Fatesh, A.S.; Abasaeed, A.E.; Khan, W.U. Methane decomposition over iron catalyst for hydrogen production. Int. J. Hydrog. Energy 2015, 40, 7593–7600. [Google Scholar] [CrossRef]
- Tezel, E.; Figen, H.E.; Baykara, S.Z. Hydrogen production by methane decomposition using bimetallic Ni–Fe catalysts. Int. J. Hydrog. Energy 2019, 44, 9930–9940. [Google Scholar] [CrossRef]
- Vedyagin, A.A.; Mishakov, I.V.; Korneev, D.V.; Bauman, Y.I.; Nalivaiko, A.Y.; Gromov, A.A. Selected Aspects of Hydrogen Production via Catalytic Decomposition of Hydrocarbons. Hydrogen 2021, 2, 122–133. [Google Scholar] [CrossRef]
- Choudhary, N.; Hwang, S.; Choi, W. Carbon Nanomaterials: A Review. In Handbook of Nanomaterials Properties; Springer: Berlin, Germany, 2014; pp. 709–769. [Google Scholar] [CrossRef]
- Zhou, X.; Wang, Y.; Gong, C.; Liu, B.; Wei, G. Production, structural design, functional control, and broad applications of carbon nanofiber-based nanomaterials: A comprehensive review. Chem. Eng. J. 2020, 402, 126189. [Google Scholar] [CrossRef]
- Shelepova, E.V.; Vedyagin, A.A.; Mishakov, I.V.; Noskov, A.S. Simulation of hydrogen and propylene coproduction in catalytic membrane reactor. Int. J. Hydrog. Energy 2015, 40, 3592–3598. [Google Scholar] [CrossRef]
- Ahn, S.H.; Choi, I.; Kwon, O.J.; Kim, J.J. Hydrogen production through the fuel processing of liquefied natural gas with silicon-based micro-reactors. Chem. Eng. J. 2014, 247, 9–15. [Google Scholar] [CrossRef]
- Bang, Y.; Han, S.J.; Yoo, J.; Park, S.; Choi, J.H.; Lee, Y.J.; Song, J.H.; Song, I.K. Hydrogen production by steam reforming of liquefied natural gas (LNG) over mesoporous nickel–phosphorus–alumina aerogel catalyst. Int. J. Hydrog. Energy 2014, 39, 4909–4916. [Google Scholar] [CrossRef]
- Ohashi, H.; Ohya, H.; Aihara, M.; Takeuchi, T.; Negishi, Y.; Fan, J.; Semenova, S.I. Analysis of a two-stage membrane reactor integrated with porous membrane having Knudsen diffusion characteristics for the thermal decomposition of hydrogen sulfide. J. Membr. Sci. 2000, 166, 239–247. [Google Scholar] [CrossRef]
- Koutsonikolas, D.; Kaldis, S.; Zaspalis, V.T.; Sakellaropoulos, G.P. Potential application of a microporous silica membrane reactor for cyclohexane dehydrogenation. Int. J. Hydrog. Energy 2012, 37, 16302–16307. [Google Scholar] [CrossRef]
- Wang, L.; Murata, K.; Inaba, M. Production of pure hydrogen and more valuable hydrocarbons from ethane on a novel highly active catalyst system with a Pd-based membrane reactor. Catal Today 2003, 82, 99–104. [Google Scholar] [CrossRef]
- Pedernera, M.; Alfonso, M.J.; Menéndez, M.; Santamaría, J. Simulation of a catalytic membrane reactor for the oxidative dehydrogenation of butane. Chem. Eng. Sci. 2002, 57, 2531–2544. [Google Scholar] [CrossRef]
- Brinkmann, T.; Perera, S.P.; Thomas, W.J. An experimental and theoretical investigation of a catalytic membrane reactor for the oxidative dehydrogenation of methanol. Chem. Eng. Sci. 2001, 56, 2047–2061. [Google Scholar] [CrossRef]
- Shelepova, E.V.; Vedyagin, A.A.; Mishakov, I.V.; Noskov, A.S. Mathematical modeling of the propane dehydrogenation process in the catalytic membrane reactor. Chem. Eng. J. 2011, 176–177, 151–157. [Google Scholar] [CrossRef]
- Shelepova, E.V.; Vedyagin, A.A.; Noskov, A.S. Effect of catalytic combustion of hydrogen on the dehydrogenation processes in a membrane reactor. I. Mathematical model of the process. Combust. Explos. Shock Waves 2011, 47, 499–507. [Google Scholar] [CrossRef]
- Shelepova, E.V.; Vedyagin, A.A.; Noskov, A.S. Effect of catalytic combustion of hydrogen on dehydrogenation in a membrane reactor. II. Dehydrogenation of ethane. Verification of the mathematical model. Combust. Explos. Shock Waves 2013, 49, 125–132. [Google Scholar] [CrossRef]
- Shelepova, E.V.; Vedyagin, A.A. Intensification of the dehydrogenation process of different hydrocarbons in a catalytic membrane reactor. Chem. Eng. Process.—Process Intensif. 2020, 155, 108072. [Google Scholar] [CrossRef]
- Gobina, E.; Hou, K.; Hughes, R. Ethane dehydrogenation in a catalytic membrane reactor coupled with a reactive sweep gas. Chem. Eng. Sci. 1995, 50, 2311–2319. [Google Scholar] [CrossRef]
- Lobera, M.P.; Téllez, C.; Herguido, J.; Menéndez, M. Transient kinetic modelling of propane dehydrogenation over a Pt–Sn–K/Al2O3 catalyst. Appl. Catal. A Gen. 2008, 349, 156–164. [Google Scholar] [CrossRef]
- Shelepova, E.V.; Ilina, L.Y.; Vedyagin, A.A. Mathematical modeling of a catalytic membrane reactor: Dehydrogenation of methanol over copper on silica-montmorillonite composite. React. Kinet. Mech. Catal. 2019, 127, 117–135. [Google Scholar] [CrossRef]
- Novikov, E.A. Numerical methods for solution of differential equations in chemical kinetics. In Mathematical Methods in Chemical Kinetics; Nauka: Novosibirsk, Russia, 1990; pp. 53–68. [Google Scholar]
- Garcia-Fayos, J.; Serra, J.M.; Luiten-Olieman, M.W.J.; Meulenberg, W.A. Gas separation ceramic membranes. In Advanced Ceramics for Energy Conversion and Storage; Elsevier: Amsterdam, The Netherlands, 2020; pp. 321–385. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter, Dimension | Value | Parameter, Dimension | Value |
|---|---|---|---|
| L, m | 0.15 | Tw, °C | 500 |
| r1, m | 0.39 × 10−2 | Tint,s, °C | 100 |
| dr, m | 0.2 × 10−1 | Pt, atm | 1.5 |
| δc, m | 0.11 × 10−2 | Ps, atm | 1 |
| δm, m | 4 × 10−6 | Gt, ml·min−1 | 22 |
| dpc, m | 1 × 10−6 | Gs, ml·min−1 | 75 |
| dk, m | 0.15 × 10−2 | , m.f. | 0.1 |
| ρkt, g·m−3 | 0.2 × 107 | , m.f. | 0.9 |
| εt | 0.5 | μg, kg m−1 s−1 | 1.67 × 10−5 |
| εc | 0.28 | λc,m, J m −1 s−1 K−1 | 0.1 |
| εm | 0.14 |
| Reaction Rate and Rate Constant Equations | Reaction Rate Constant at T0, mmol·g−1min−1bar−1 | Activation Energy, kJ mol−1 |
|---|---|---|
| k01 = 0.5242 = −85.817 kJ mol−1 K0 = 3.46 | Ea1 = 34.57 | |
| k02 = 0.00465 | Ea2 = 137.31 | |
| k03 = 0.000236 | Ea2 = 154.54 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shelepova, E.V.; Vedyagin, A.A. Theoretical Prediction of the Efficiency of Hydrogen Production via Alkane Dehydrogenation in Catalytic Membrane Reactor. Hydrogen 2021, 2, 362-376. https://doi.org/10.3390/hydrogen2030019
Shelepova EV, Vedyagin AA. Theoretical Prediction of the Efficiency of Hydrogen Production via Alkane Dehydrogenation in Catalytic Membrane Reactor. Hydrogen. 2021; 2(3):362-376. https://doi.org/10.3390/hydrogen2030019
Chicago/Turabian StyleShelepova, Ekaterina V., and Aleksey A. Vedyagin. 2021. "Theoretical Prediction of the Efficiency of Hydrogen Production via Alkane Dehydrogenation in Catalytic Membrane Reactor" Hydrogen 2, no. 3: 362-376. https://doi.org/10.3390/hydrogen2030019
APA StyleShelepova, E. V., & Vedyagin, A. A. (2021). Theoretical Prediction of the Efficiency of Hydrogen Production via Alkane Dehydrogenation in Catalytic Membrane Reactor. Hydrogen, 2(3), 362-376. https://doi.org/10.3390/hydrogen2030019