
Manufacturing of Low-Cost Bricks Using Waste Materials †


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Mixing and Specimen Preparation Procedure
3. Experimental Study
3.1. Dimension Test
3.2. Water Absorption Test
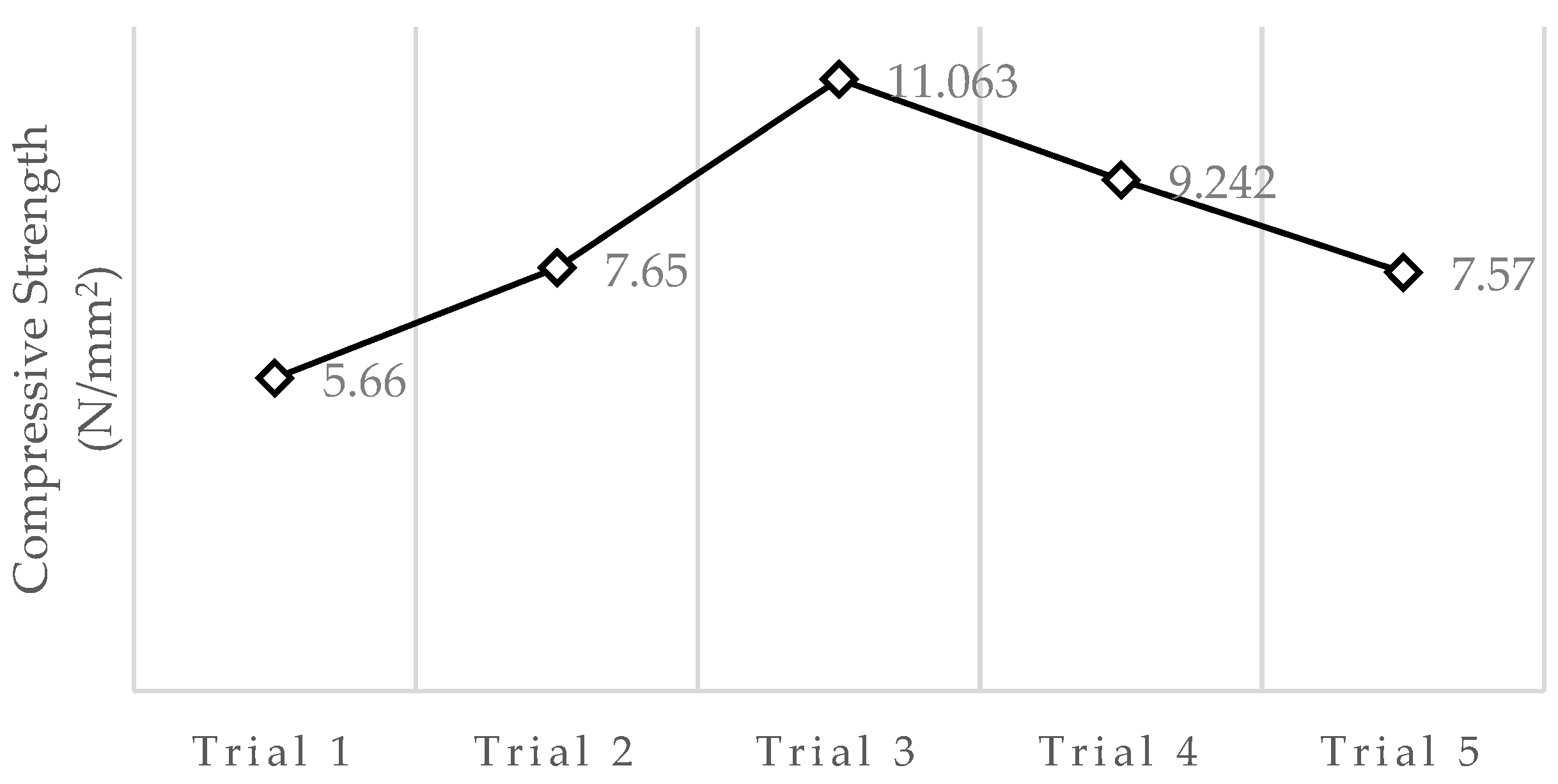
3.3. Compressive Strength Test
3.4. Efflorescence Test
4. Cost Estimation
5. Comparative Analysis
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Khitab, A.; Anwar, W. Advanced Research on Nanotechnology for Civil Engineering Applications; IGI Global: Hershey, PA, USA, 2016; pp. 1–27. [Google Scholar]
- Pawar, A.S.; Garud, D.B. Engineering properties of clay bricks with use of fly ash. Int. Res. J. Eng. Technol. 2014, 3, 75–80. [Google Scholar]
- Zhan, L. Production of bricks from waste materials. Constr. Build. Mater. 2014, 47, 643–655. [Google Scholar] [CrossRef]
- Ricardo, R.J.; Brito, D.; Sardinha, M. Mechanical properties of structural concrete containing very fine aggregates from marble cutting sludge. Constr. Build. Mater. 2015, 77, 349–356. [Google Scholar]
- Heniegal, A.M.; Ramadan, M.A.; Naguib, A.; Agwa, I.S. Study on properties of clay brick incorporating sludge of water treatment plant and agriculture waste. Case. Stud. Constr. Mater. 2020, 13, e00397. [Google Scholar] [CrossRef]
- Murugesan, T.; Bahurudeen, A.; Sakthivel, M.; Vijay, R.; Sakthivel, S. Performance evaluation of burnt clay-fly ash unburnt bricks and precast paver blocks. Mater. Today Proc. 2017, 4, 9673–9679. [Google Scholar] [CrossRef]
- James, J.; Pandian, P.K. A short review on the valorisation of sugarcane bagasse ash in the manufacture of stabilized/sintered earth blocks and tiles. Adv. Mater. Sci. Eng. 2017, 2017, 1706893. [Google Scholar] [CrossRef] [Green Version]
- Sutas, J.; Mana, A.; Pitak, L.J.P.E. Effect of rice husk and rice husk ash to properties of bricks. Procedia Eng. 2012, 32, 1061–1067. [Google Scholar] [CrossRef] [Green Version]
- Demir, I. Reuse of waste glass in building brick production. Waste Manag. Res. 2009, 27, 572–577. [Google Scholar] [CrossRef]
- Okunade, E.A. The effect of wood ash and sawdust admixtures on the engineering properties of a burnt laterite-clay brick. Res. J. Appl. Sci. 2008, 8, 1042–1048. [Google Scholar] [CrossRef] [Green Version]
- Gorai, S. Utilization of Fly ash for sustainable environment management. J. Mater. Environ. Sci. 2018, 9, 385–393. [Google Scholar]
- Ngayakamo, B.H.; Bello, A.; Onwualu, A.P. Development of eco-friendly fired clay bricks incorporated with granite and eggshell wastes. Environ. Chall. 2020, 1, 100006. [Google Scholar] [CrossRef]
- Christy, C.F.; Tensing, D. Greener building material with fly ash. Asian J. Civ. Eng. 2011, 12, 87–105. [Google Scholar]
- Kayathri, K.; Vigneshkumar, C.; Gohila, M.R.; Karthik, K. Effect of copper slag, fly ash and granite power as a partial replacement in fine aggregate. Int. J. Innov. Res. Technol. Sci. Eng. 2014, 2, 439–443. [Google Scholar]
- Shakir, A.A.; Naganathan, S.; Mustapha, K.N. Properties of bricks made using fly ash, quarry dust and billet scale. Constr. Build. Mater. 2013, 41, 131–138. [Google Scholar] [CrossRef]
- Abbas, S.; Saleem, M.A.; Kazmi, M.S.; Munir, M.J. Production of sustainable clay bricks using waste fly ash: Mechanical and durability properties. J. Build. Eng. 2017, 14, 7–14. [Google Scholar] [CrossRef]
- Jittin, V.; Bahurudeen, A.; Ajinkya, S.D. Utilisation of rice husk ash for cleaner production of different construction products. J. Clean. Prod. 2020, 263, 121578. [Google Scholar]
- Ramasamy, V. Compressive strength and durability properties of rice husk ash concrete. KSCE J. Civ. Eng. 2012, 6, 93–102. [Google Scholar] [CrossRef]
- Choudhary, R.; Koppala, S.; Swamiappan, S. Bioactivity studies of calcium magnesium silicate prepared from eggshell waste by sol–gel combustion synthesis. KSCE J. Civ. Eng. 2015, 3, 173–177. [Google Scholar] [CrossRef] [Green Version]
- Hamada, H.M.; Tayeh, B.A.; Al-Attar, A.; Yahaya, F.M.; Muthusamy, K.; Humada, A.M. The present state of the use of eggshell powder in concrete: A review. J. Build. Eng. 2020, 32, 101583. [Google Scholar] [CrossRef]
- Dhanapandian, S.; Gnanavel, B. An investigation on the effect of incorporation of granite and marble wastes in the production of bricks. ARPN J. Eng. Appl. Sci. 2009, 4, 46–50. [Google Scholar]
- Segadães, A.M.; Carvalho, M.A.; Acchar, W. Using marble and granite rejects to enhance the processing of clay products. Appl. Clay Sci. 2005, 30, 42–52. [Google Scholar]
- Rasool, M.A.; Hameed, A.; Qureshi, M.U.; Ibrahim, Y.E.; Qazi, A.U.; Sumair, A. Experimental study on strength and endurance performance of burnt clay bricks incorporating marble waste. J. Asian Archit. Build. Eng. 2022, 22, 240–255. [Google Scholar] [CrossRef]
- Qureshi, M.U.; Al-Sawafi, B.; Al-Washahi, M.; Al-Saidi, M.; Al-Badi, S. The Sustainable Use of Fine Marble Waste Powder for the Stabilization of Desert Sand in Oman. In Proceedings of the 1st GeoMEast International Congress and Exhibition, Cairo, Egypt, 10–15 November 2017. [Google Scholar]
- Katz, A.; Baum, H. Effect of high levels of fines content on concrete properties. ACI Mater. J. 2006, 103, 474. [Google Scholar]
- Kumar, D.S.; Hudson, W.R. Use of Quarry Fines for Engineering and Environmental Applications; Special Report; University of Texas: Austin, TX, USA, 1992. [Google Scholar]
- IS. Indian Standard 3495 (Parts 1 to 4), Methods of Tests of Burnt Clay Bricks. Available online: https://www.iitk.ac.in/ce/test/IS-codes/is.3495.1-4.1992.pdf (accessed on 12 December 2021).
- IS. Indian Standard 1077, Common Burnt Clay Building Bricks—Specification. Available online: https://www.iitk.ac.in/ce/test/IS-codes/is.1077.1992.pdf (accessed on 12 December 2021).
- Ukwatta, A.; Mohajerani, A.; Eshtiaghi, N.; Setunge, S. Variation in Physical and Mechanical Properties of Fired-clay Bricks Incorporating ETP Biosolids. J. Clean. Prod. 2015, 119, 76–85. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Fly Ash | Marble Dust | RHA | ESP | Quarry Dust | Cement |
|---|---|---|---|---|---|---|
| SiO2 | 35–59 | 28.35 | 90.20 | 0.01 | 69.94 | 21.54 |
| Al2O3 | 23–33 | 0.42 | 0.85 | 0.01 | 14.60 | 5.32 |
| CaO | 10–16 | 40.45 | 1.18 | 52.75 | 2.23 | 63.60 |
| Loss on ignition | 1–2 | - | 3.95 | 46.62 | - | - |
| S | 0.5–1.5 | - | - | 0.5-1.5 | - | - |
| Fe | 0.5–2 | - | - | - | - | - |
| Fe2O3 | - | 9.7 | 1.38 | 0.01 | 2.16 | 3.6 |
| MgO | - | 16.25 | 1.21 | 0.51 | 0.38 | 1 |
| SO3 | - | - | - | 0.62 | - | - |
| Materials | Trial 1 | Trial 2 | Trial 3 | Trial 4 | Trial 5 |
|---|---|---|---|---|---|
| Fly ash (%) | 40 | 40 | 40 | 40 | 40 |
| Marble dust (%) | 10 | 10 | 10 | 10 | 10 |
| Cement (%) | 5 | 5 | 5 | 5 | 5 |
| RHA (%) | 2 | 2 | 2 | 3 | 3 |
| Quarry dust (%) | 40 | 38 | 33 | 27 | 22 |
| ESP (%) | 3 | 5 | 10 | 15 | 20 |
| Trail | Dimension (mm) | Tolerance (%) | ||||
|---|---|---|---|---|---|---|
| L * | B # | D + | L | B | D | |
| 1 | 4517 | 2158 | 1378 | −1.8 | −1.9 | −1.57 |
| 2 | 4533 | 2163 | 1386 | −1.46 | −1.68 | −1.0 |
| 3 | 4528 | 2159 | 1394 | −1.57 | −1.86 | −0.43 |
| 4 | 4522 | 2165 | 1375 | −1.69 | −1.59 | −1.78 |
| 5 | 4548 | 2168 | 1382 | −1.13 | −1.45 | −1.28 |
| Unit Cost (in INR) | Trial 1 | Trial 2 | Trial 3 | Trial 4 | Trial 5 | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Weight (kg) | Cost (INR) | Weight (kg) | Cost (INR) | Weight (kg) | Cost (INR) | Weight (kg) | Cost (INR) | Weight (kg) | Cost (INR) | ||
| Materials | |||||||||||
| Fly ash | 0.7/kg | 1.4 | 0.980 | 1.4 | 0.980 | 1.4 | 0.980 | 1.4 | 0.980 | 1.4 | 0.980 |
| Quarry dust | 0.42/kg | 1.4 | 0.589 | 1.33 | 0.558 | 1.16 | 0.490 | 0.945 | 0.397 | 0.77 | 0.323 |
| Marble powder | 0.4/kg | 0.35 | 0.140 | 0.35 | 0.140 | 0.35 | 0.140 | 0.35 | 0.140 | 0.35 | 0.140 |
| Cement | 6.50/kg | 0.175 | 1.138 | 0.175 | 1.138 | 0.175 | 1.138 | 0.175 | 1.138 | 0.175 | 1.137 |
| ESP | 1/kg | 0.105 | 0.105 | 0.175 | 0.175 | 0.35 | 0.350 | 0.525 | 0.525 | 0.7 | 0.700 |
| RHA | 0.10/kg | 0.07 | 0.0007 | 0.07 | 0.0007 | 0.07 | 0.0007 | 0.105 | 0.010 | 0.105 | 0.010 |
| Others | |||||||||||
| Labor/brick | 0.3 | 0.300 | 0.3 | 0.300 | 0.3 | 0.300 | 0.3 | 0.300 | 0.3 | 0.300 | |
| Electric supply/brick | 0.07 | 0.070 | 0.07 | 0.070 | 0.07 | 0.070 | 0.07 | 0.070 | 0.07 | 0.070 | |
| Total cost | 3.322 | 3.361 | 3.475 | 3.560 | 3.660 | ||||||
| Experimental Test | Sample 1 | Sample 2 | Sample 3 | Average |
|---|---|---|---|---|
| Water absorption (%) | 12.715 | 10.170 | 9.906 | 10.930 |
| Compressive strength (N/mm2) | 5.260 | 9.010 | 8.860 | 7.710 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ramakrishnan, K.; Chellappa, V.; Chandrasekarabarathi, S. Manufacturing of Low-Cost Bricks Using Waste Materials. Mater. Proc. 2023, 13, 25. https://doi.org/10.3390/materproc2023013025
Ramakrishnan K, Chellappa V, Chandrasekarabarathi S. Manufacturing of Low-Cost Bricks Using Waste Materials. Materials Proceedings. 2023; 13(1):25. https://doi.org/10.3390/materproc2023013025
Chicago/Turabian StyleRamakrishnan, Kalaimani, Vigneshkumar Chellappa, and Subha Chandrasekarabarathi. 2023. "Manufacturing of Low-Cost Bricks Using Waste Materials" Materials Proceedings 13, no. 1: 25. https://doi.org/10.3390/materproc2023013025
APA StyleRamakrishnan, K., Chellappa, V., & Chandrasekarabarathi, S. (2023). Manufacturing of Low-Cost Bricks Using Waste Materials. Materials Proceedings, 13(1), 25. https://doi.org/10.3390/materproc2023013025