
Development of Piezoresistive Sensor Yarn to Monitor Local Fabric Elongation




Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
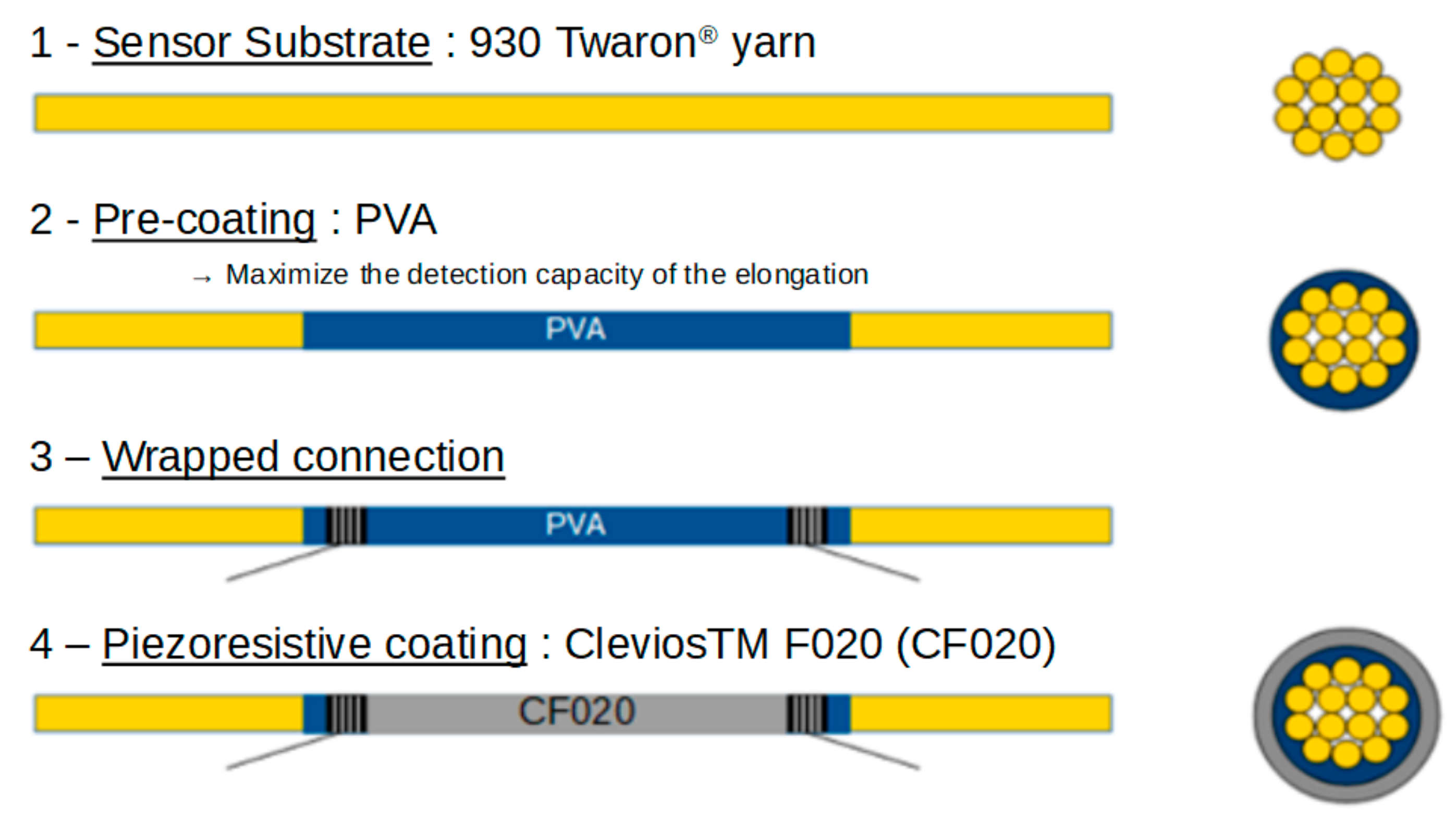
2.1.1. Sensor Substrate: 930 dTex Twaron® Yarn
2.1.2. Pre-Coating: PVA
2.1.3. Connecting Wires
2.1.4. Piezoresistive Coating: CleviosTM F020 Commercial Formulation
2.2. Design and Manufacturing Piezoresistive Sensor Yarns
2.2.1. PVA Pre-Coating on Twaron® Yarns
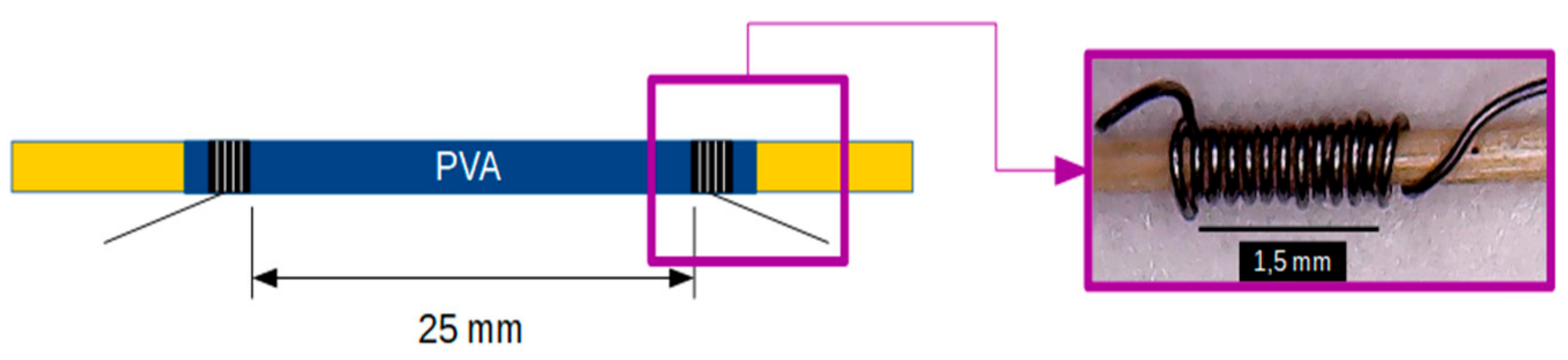
2.2.2. Realisation of the Wrapped Connection
2.2.3. Piezoresistive Coating
2.3. Experimental Methods for the Characterisation of Piezoresistive Sensor Yarns
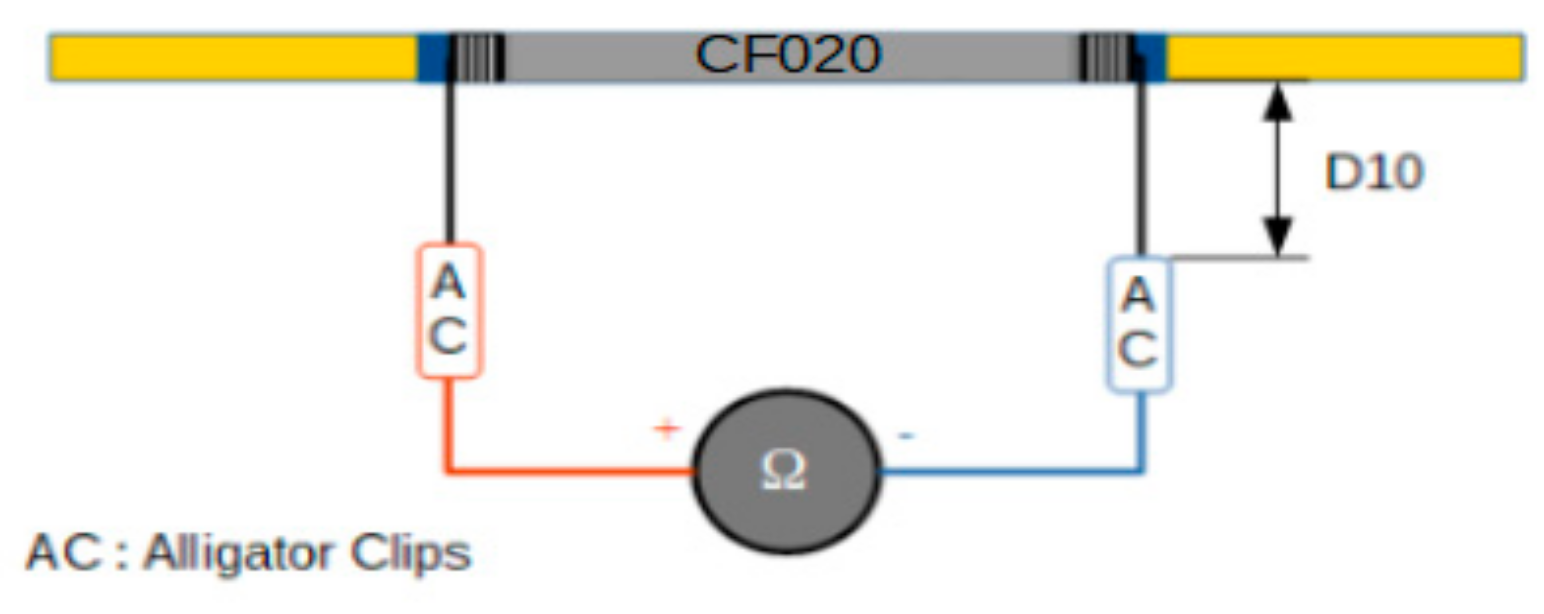
2.3.1. Electrical Resistance Measurement
2.3.2. Optical Microscopy and Image Analysis
2.3.3. Tensile Testing
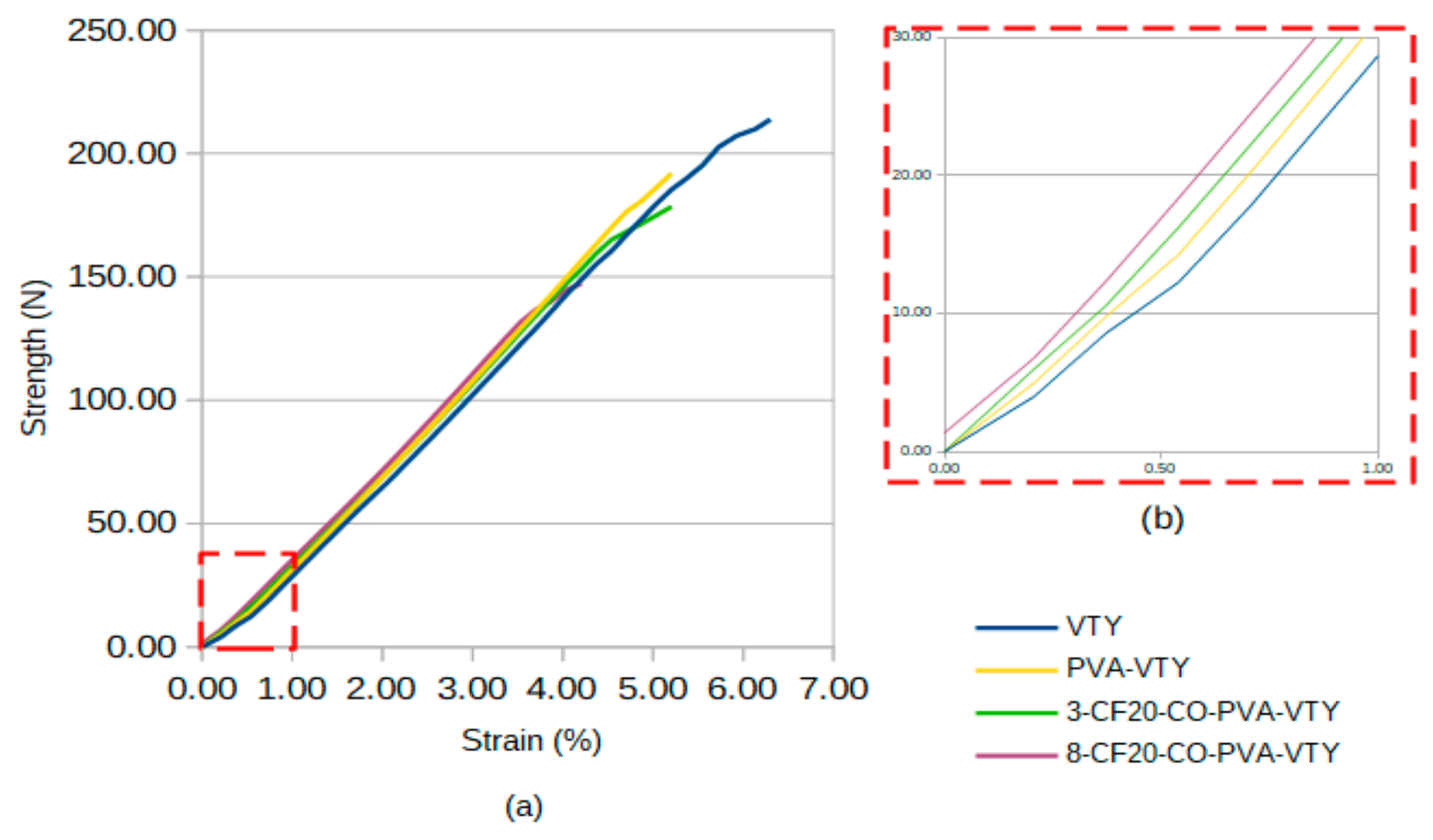
- Configuration 1: the virgin Twaron® yarns (VTY).
- Configuration 2: the PVA pre-coating Twaron® yarns (PVA-VTY).
- Configuration 3: the PVA pre-coating Twaron® yarns with connectors (COPVA-VTY).
- Configuration 4a: the elongation sensor yarns with 3 layers of CF020 (3-CF20-CO-PVA-VTY). It was the configuration 3 with the addition of 3 layers of CleviosTM F020. Drying conditions (c.f. Section 2.2.3) were applied between each coated layer of CleviosTM F020.
- Configuration 4b: the elongation sensor yarns with 8 layers of CF020 (8-CF20-CO-PVA-VTY). It was the configuration 4a with the addition of 5 layers of CF020.
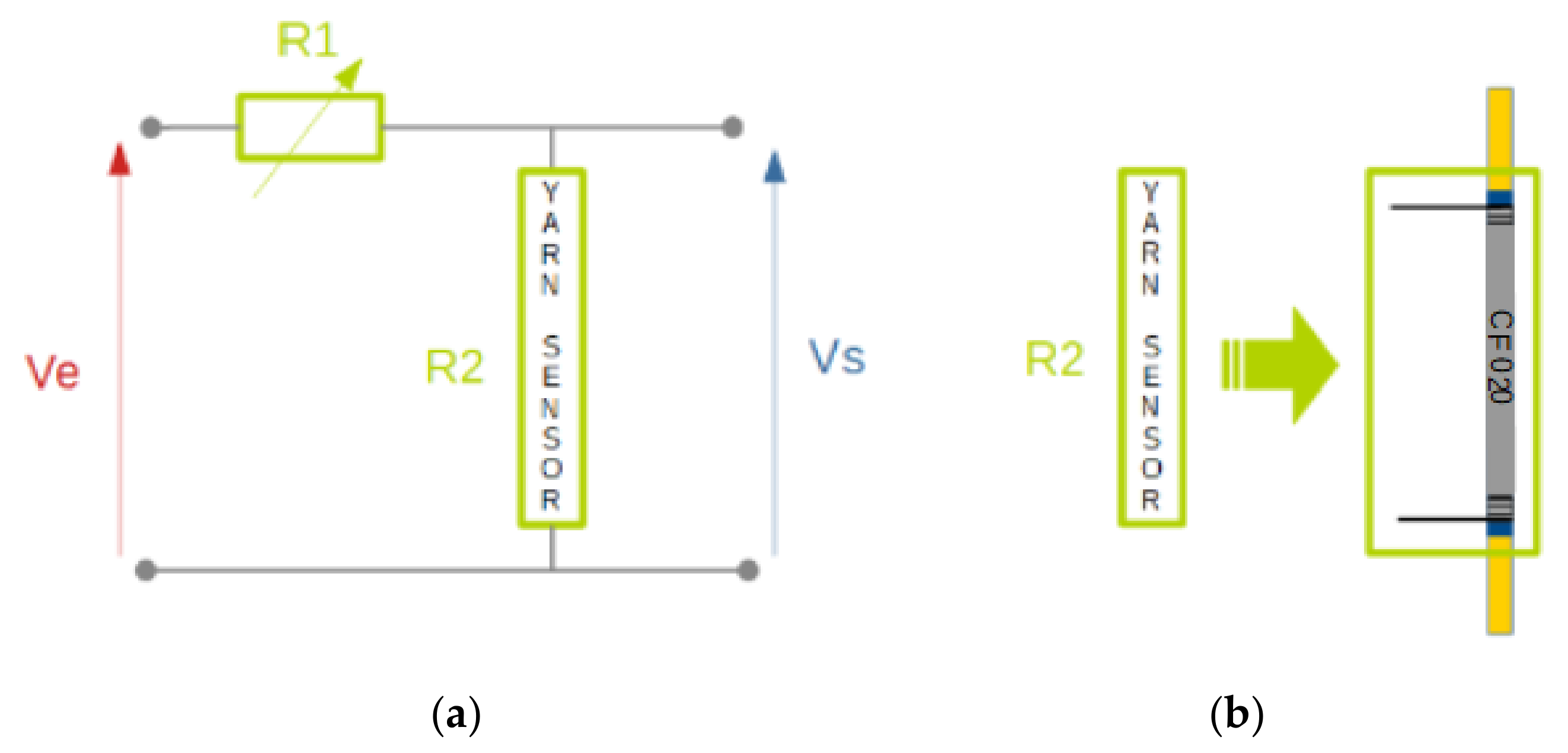
2.3.4. Electromechanical Tensile Testing
2.4. Statistical Analysis
3. Results and Discussion
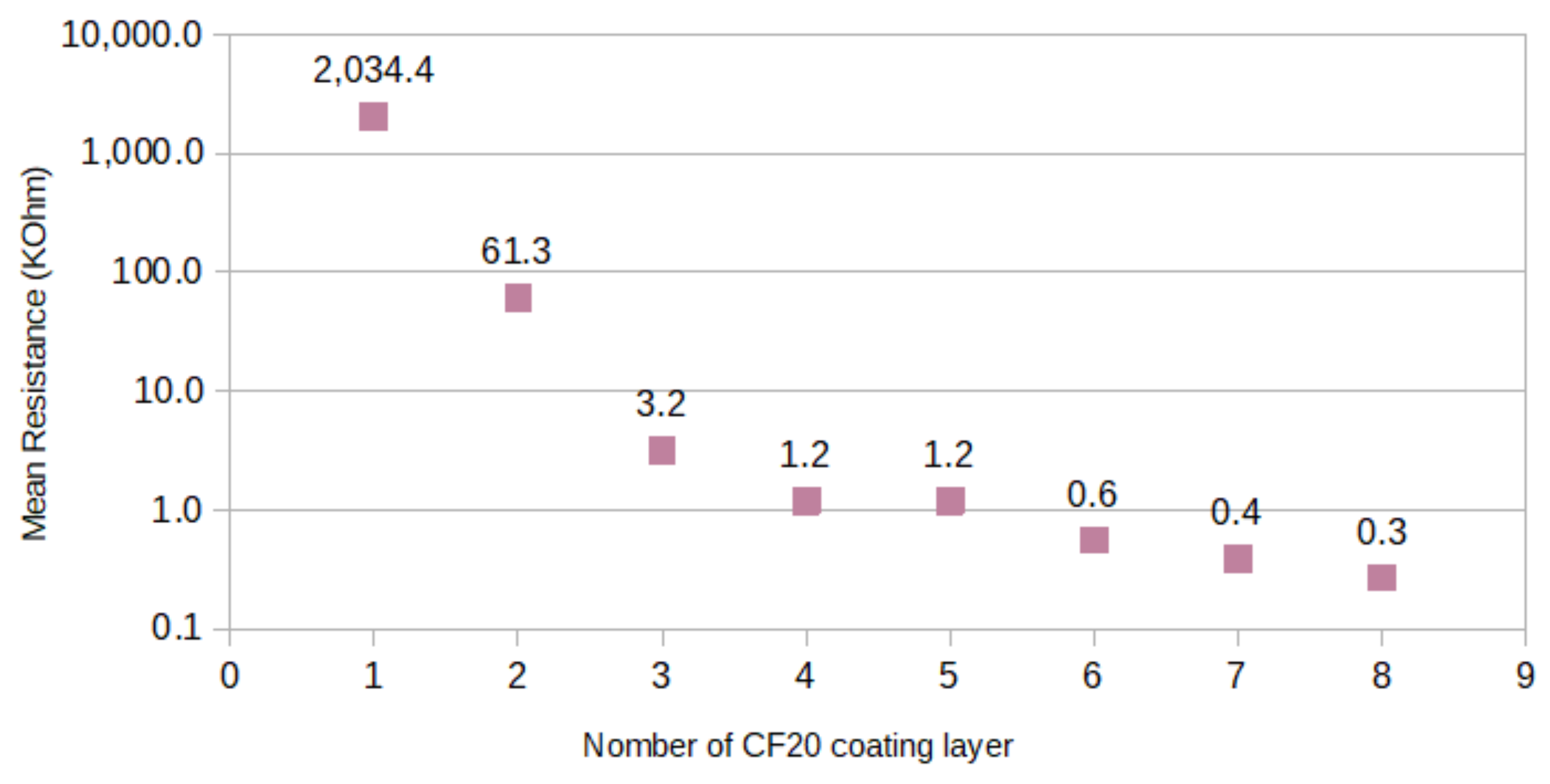
3.1. Influence of the Number of Piezoresistive Coating Layers on the Resistance of the Sensor Yarns
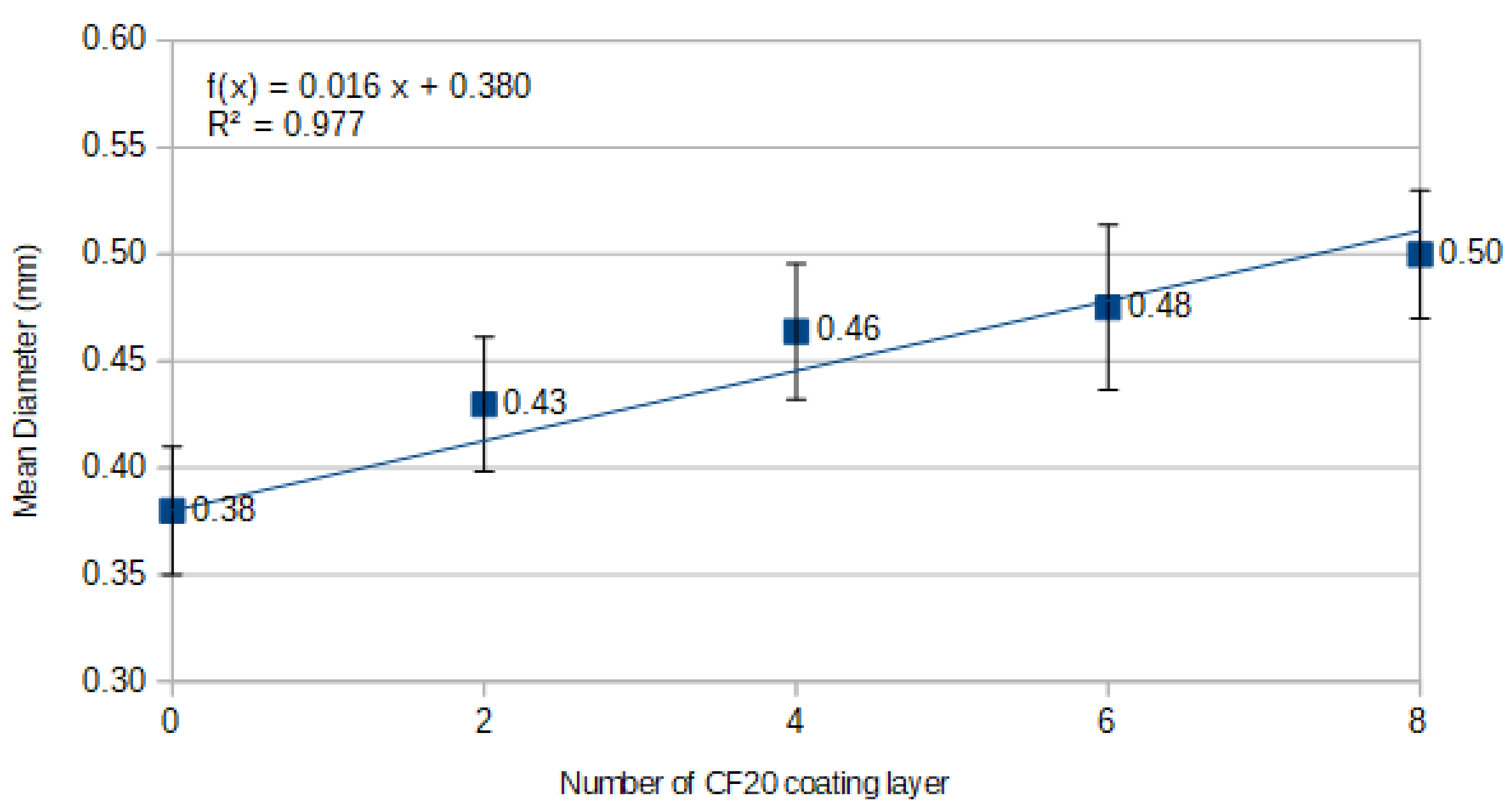
3.2. Influence of the Number of Piezoresistive (CF020) Coating Layers on the Sensor Yarn Thickness
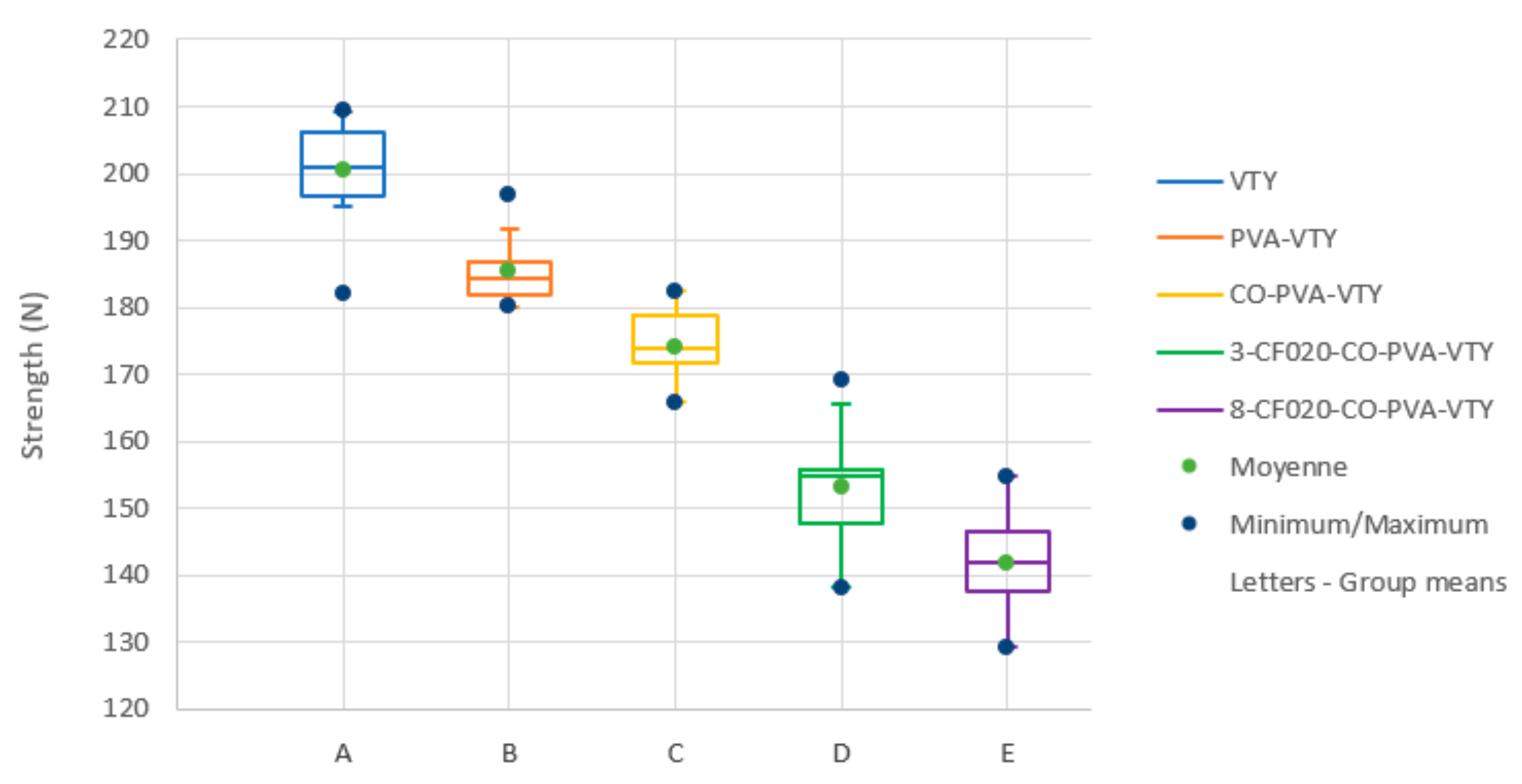
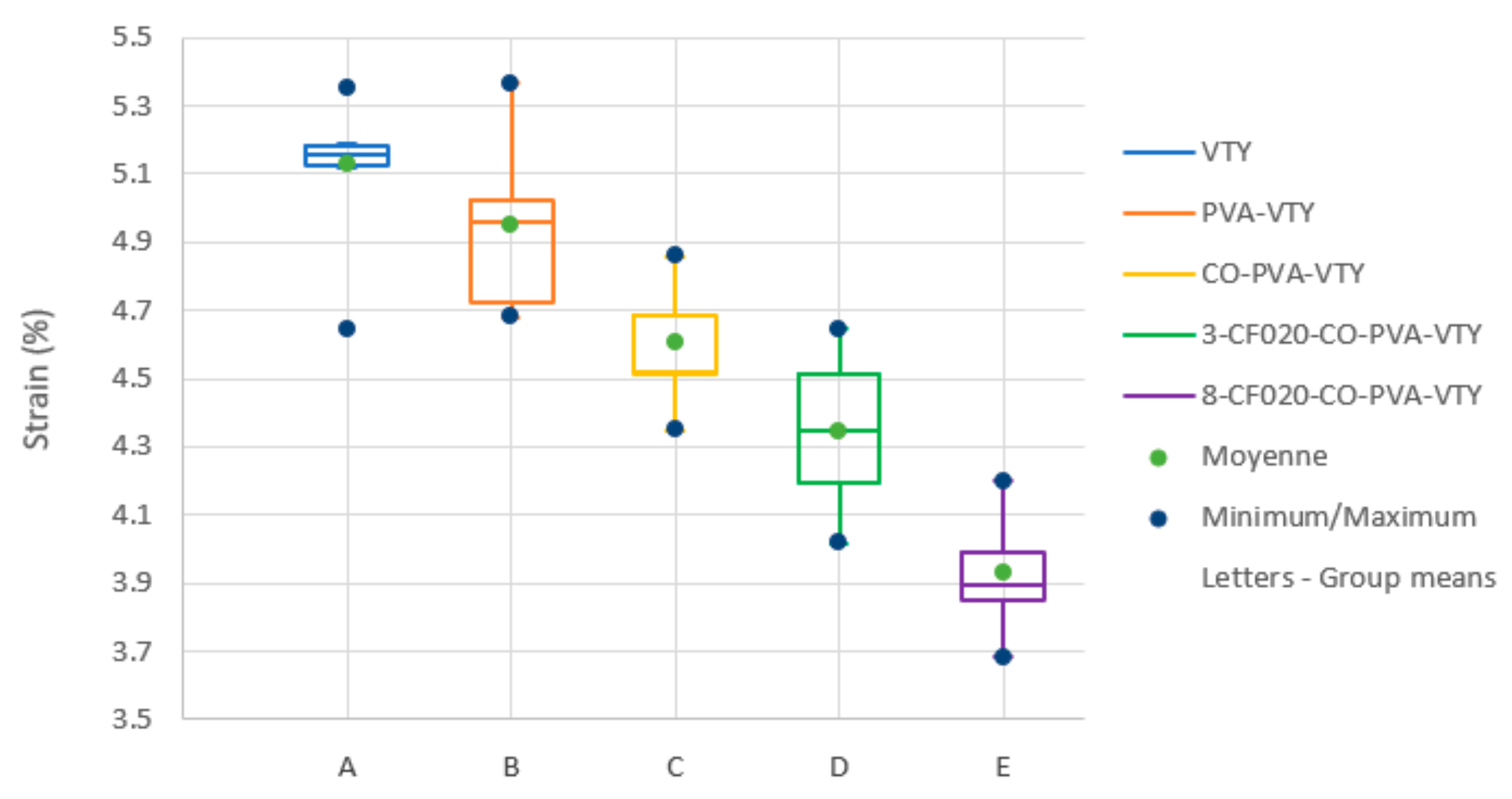
3.3. Mechanical Characterisation of the Piezoresistive Sensor Yarns
3.3.1. Evaluation of the Tensile Properties of the Subtract: The Virgin Twaron® Yarns
3.3.2. Evaluation of the Tensile Properties at Each Stage, Allowing for the Realisation of Sensor Yarns
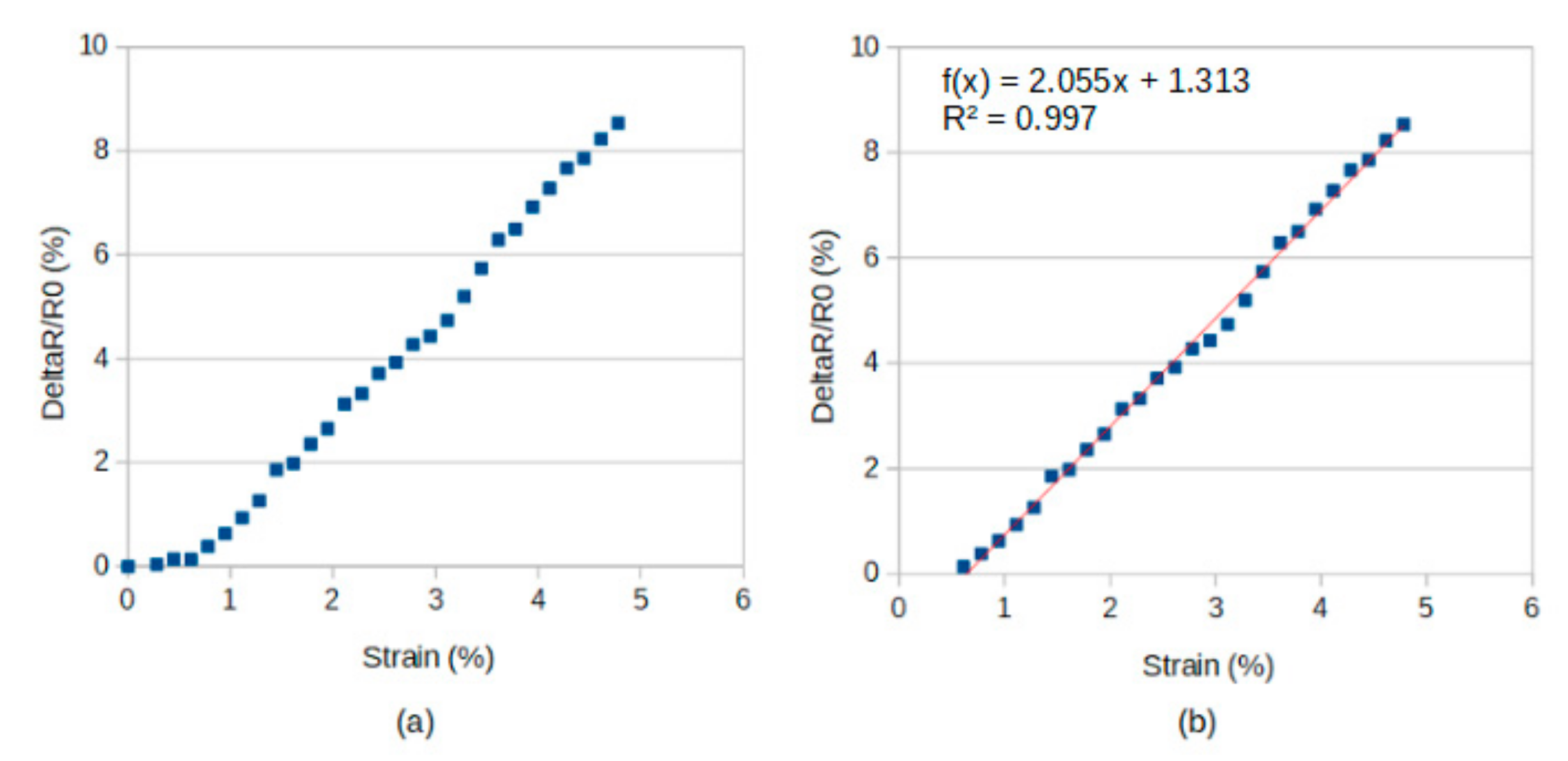
3.4. Electromechanical Characterisation of the Piezoresistive Sensor Yarns
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ha-Minh, C.; Imad, A.; Boussu, F.; Kanit, T. On analytical modelling to predict of the ballistic impact behaviour of textile multi-layer woven fabric. Compos. Struct. 2013, 99, 462–476. [Google Scholar] [CrossRef]
- Abtew, M.A.; Boussu, F.; Bruniaux, P.; Loghin, C.; Cristian, I. Ballistic impact mechanisms—A review on textiles and fibre-reinforced composites impact responses. Compos. Struct. 2019, 223, 110966. [Google Scholar] [CrossRef]
- Abtew, M.A.; Boussu, F.; Bruniaux, P.; Loghin, C.; Cristian, I. Engineering of 3D warp interlock p-aramid fabric structure and its energy absorption capabilities against ballistic impact for body armour applications. Compos. Struct. 2019, 225, 111179. [Google Scholar] [CrossRef]
- Abtew, M.A.; Boussu, F.; Bruniaux, P.; Loghin, C.; Cristian, I.; Chen, Y.; Wang, L. Ballistic impact performance and surface failure mechanisms of two-dimensional and three-dimensional woven p-aramid multi-layer fabrics for lightweight women ballistic vest applications. J. Ind. Text. 2021, 50, 1351–1383. [Google Scholar] [CrossRef]
- Abtew, M.A.; Boussu, F.; Bruniaux, P.; Loghin, C.; Cristian, I.; Chen, Y.; Wang, L. Influences of fabric density on mechanical and moulding behaviours of 3D warp interlock para-aramid fabrics for soft body armour application. Compos. Struct. 2018, 204, 402–418. [Google Scholar] [CrossRef]
- Ha-Minh, C.; Imad, A.; Kanit, T.; Boussu, F. Numerical analysis of a ballistic impact on textile fabric. Int. J. Mech. Sci. 2013, 69, 32–39. [Google Scholar] [CrossRef]
- Ha-Minh, C.; Imad, A.; Boussu, F.; Kanit, T. Experimental and numerical investigation of a 3D woven fabric subjected to a ballistic impact. Int. J. Impact Eng. 2016, 88, 91–101. [Google Scholar] [CrossRef]
- Chevalier, C.; Kerisit, C.; Klavzar, A.; Boussu, F.; Coutellier, D. Measurements of dynamic properties of ballistic yarns using innovative testing devices. In Advanced Fibrous Composite Materials for Ballistic Protection; Elsevier: Amsterdam, The Netherlands, 2016; pp. 199–215. [Google Scholar]
- Chevalier, C.; Kerisit, C.; Boussu, F.; Coutellier, D.; Faderl, N.; Klavzar, A. A new experimental setup to characterize the dynamic mechanical behaviour of ballistic yarns. Meas. Sci. Technol. 2016, 27, 105902. [Google Scholar] [CrossRef]
- Dufour, C.; Boussu, F.; Wang, P.; Soulat, D. Local strain measurements of yarns inside of 3D warp interlock fabric during forming process. Int. J. Mater. Form. 2018, 11, 775–788. [Google Scholar] [CrossRef]
- Trifigny, N.; Kelly, F.; Cochrane, C.; Boussu, F.; Koncar, V.; Soulat, D. PEDOT:PSS-Based Piezo-Resistive Sensors Applied to Reinforcement Glass Fibres for in Situ Measurement during the Composite Material Weaving Process. Sensors 2013, 13, 10749–10764. [Google Scholar] [CrossRef] [PubMed]
- Boussu, F.; Trifigny, N.; Cochrane, C.; Koncar, V. Fibrous sensors to help the monitoring of weaving process. In Smart Textiles and Their Applications; Elsevier: Amsterdam, The Netherlands, 2016; pp. 375–400. [Google Scholar]
- Rausch, J.; Mäder, E. Health monitoring in continuous glass fibre reinforced thermoplastics: Manufacturing and application of interphase sensors based on carbon nanotubes. Compos. Sci. Technol. 2010, 70, 1589–1596. [Google Scholar] [CrossRef] [Green Version]
- Rausch, J.; Mäder, E. Health monitoring in continuous glass fibre reinforced thermoplastics: Tailored sensitivity and cyclic loading of CNT-based interphase sensors. Compos. Sci. Technol. 2010, 70, 2023–2030. [Google Scholar] [CrossRef] [Green Version]
- Nauman, S.; Lapeyronnie, P.; Cristian, I.; Boussu, F.; Koncar, V. Online Measurement of Structural Deformations in Composites. IEEE Sens. J. 2011, 11, 1329–1336. [Google Scholar] [CrossRef]
- Jerkovic, I.; Grancaric, A.M.; Koncar, V. Structural Health Monitoring of Composites with Newly Developed Textile Sensors In Situ. IOP Conf. Ser. Mater. Sci. Eng. 2018, 460, 012046. [Google Scholar] [CrossRef]
- Trifigny, N. Mesure In Situ Et Connaissance Des Phénomènes Mécaniques Au Sein d’Une Structure Tissée Multicouches. Ph.D. Thesis, Université de Lille, Lille, France, 2013. [Google Scholar]
- Zhao, Z.; Yan, C.; Liu, Z.; Fu, X.; Peng, L.-M.; Hu, Y.; Zheng, Z. Machine-Washable Textile Triboelectric Nanogenerators for Effective Human Respiratory Monitoring through Loom Weaving of Metallic Yarns. Adv. Mater. 2016, 28, 10267–10274. [Google Scholar] [CrossRef] [PubMed]
- Hu, L.; Pasta, M.; La Mantia, F.; Cui, L.; Jeong, S.; Deshazer, H.D.; Choi, J.W.; Han, S.M.; Cui, Y. Stretchable, Porous, and Conductive Energy Textiles. Nano Lett. 2010, 10, 708–714. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Shim, B.S.; Chen, W.; Doty, C.; Xu, C.; Kotov, N.A. Smart Electronic Yarns and Wearable Fabrics for Human Biomonitoring made by Carbon Nanotube Coating with Polyelectrolytes. Nano Lett. 2008, 8, 4151–4157. [Google Scholar] [CrossRef] [PubMed]
- Bashir, T.; Skrifvars, M.; Persson, N.-K. Synthesis of high performance, conductive PEDOT-coated polyester yarns by OCVD technique. Polym. Adv. Technol. 2012, 23, 611–617. [Google Scholar] [CrossRef]
- Neves, A.I.S.; Bointon, T.H.; Melo, L.V.; Russo, S.; de Schrijver, I.; Craciun, M.F.; Alves, H. Transparent conductive graphene textile fibers. Sci. Rep. 2015, 5, 9866. [Google Scholar] [CrossRef] [Green Version]
- Åkerfeldt, M.; Strååt, M.; Walkenström, P. Influence of coating parameters on textile and electrical properties of a poly(3,4-ethylene dioxythiophene):poly(styrene sulfonate)/polyurethane-coated textile. Text. Res. J. 2013, 83, 2164–2176. [Google Scholar] [CrossRef]
- Correia, V.; Caparros, C.; Casellas, C.; Francesch, L.; Rocha, J.G.; Lanceros-Mendez, S. Development of inkjet printed strain sensors. Smart Mater. Struct. 2013, 22, 105028. [Google Scholar] [CrossRef]
- Eom, J.; Jaisutti, R.; Lee, H.; Lee, W.; Heo, J.-S.; Lee, J.-Y.; Park, S.K.; Kim, Y.-H. Highly Sensitive Textile Strain Sensors and Wireless User-Interface Devices Using All-Polymeric Conducting Fibers. ACS Appl. Mater. Interfaces 2017, 9, 10190–10197. [Google Scholar] [CrossRef] [PubMed]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Virgin Twaron® Yarns | Breaking Strength (N) | Elongation (%) |
|---|---|---|
| Untwisted yarn | 225.0 | 3.5 |
| Twisted yarn (25 twists/m) | 200.4 (± 5.13) | 5.1 (± 0.41) |
| Initial Resistance R0-(KΩ) | ΔR/R0 (%) | Gauge Factor K-(-) | Coefficient of Determination-R2 (-) | Zone of Linearity Concerning the Elongation at Break (%) | |
|---|---|---|---|---|---|
| Mean value | 1.58 | 10.38 | 2.32 | 0.988 | 0.65–4.71 |
| Standard deviation | 0.36 | 2.71 | 0.46 | 0.01 | 0.53/0.31 |
| CV% | 22.78 | 26.11 | 19.83 | 1.22 | 81.58–6.64 |
| Median | 1.54 | 10.15 | 2.31 | 0.991 | 0.57–4.61 |
| Initial Resistance R0-(KΩ) | ΔR/R0 (%) | Gauge Factor K-(-) | Coefficient of Determination-R2 (-) | Zone of Linearity Concerning the Elongation at Break (%) | |
|---|---|---|---|---|---|
| Mean value | 1.01 | 6.75 | 2.04 | 0.970 | 0.68–4.01 |
| Standard deviation | 0.39 | 3.26 | 0.75 | 0.02 | 0.45/0.16 |
| CV % | 38.79 | 48.28 | 36.80 | 2.40 | 59.17/4.04 |
| Median | 0.742 | 4.89 | 2.10 | 0.979 | 0.58–4.01 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Barthod-Malat, B.; Cochrane, C.; Boussu, F. Development of Piezoresistive Sensor Yarn to Monitor Local Fabric Elongation. Textiles 2021, 1, 170-184. https://doi.org/10.3390/textiles1020008
Barthod-Malat B, Cochrane C, Boussu F. Development of Piezoresistive Sensor Yarn to Monitor Local Fabric Elongation. Textiles. 2021; 1(2):170-184. https://doi.org/10.3390/textiles1020008
Chicago/Turabian StyleBarthod-Malat, Benjamin, Cédric Cochrane, and François Boussu. 2021. "Development of Piezoresistive Sensor Yarn to Monitor Local Fabric Elongation" Textiles 1, no. 2: 170-184. https://doi.org/10.3390/textiles1020008
APA StyleBarthod-Malat, B., Cochrane, C., & Boussu, F. (2021). Development of Piezoresistive Sensor Yarn to Monitor Local Fabric Elongation. Textiles, 1(2), 170-184. https://doi.org/10.3390/textiles1020008