
Surface-Sensing Principle of Microprobe System for Micro-Scale Coordinate Metrology: A Review


Abstract
:1. Introduction
2. Overview of Microprobe System for Coordinate Metrology
2.1. Issues for Microprobe System
2.2. Contact Probing System with Hinge Structure
2.3. Review the Specification of the Proposed Microprobe System
3. Surface Detection Principle of Microprobe System
3.1. Overview of Physical Interaction-Based Microprobe System
3.2. Vibration Probe
3.2.1. UA3P by Mitutoyo
3.2.2. Assembled Cantilever Probe by Physikalisch-Technische Bundesanstalt (PTB)
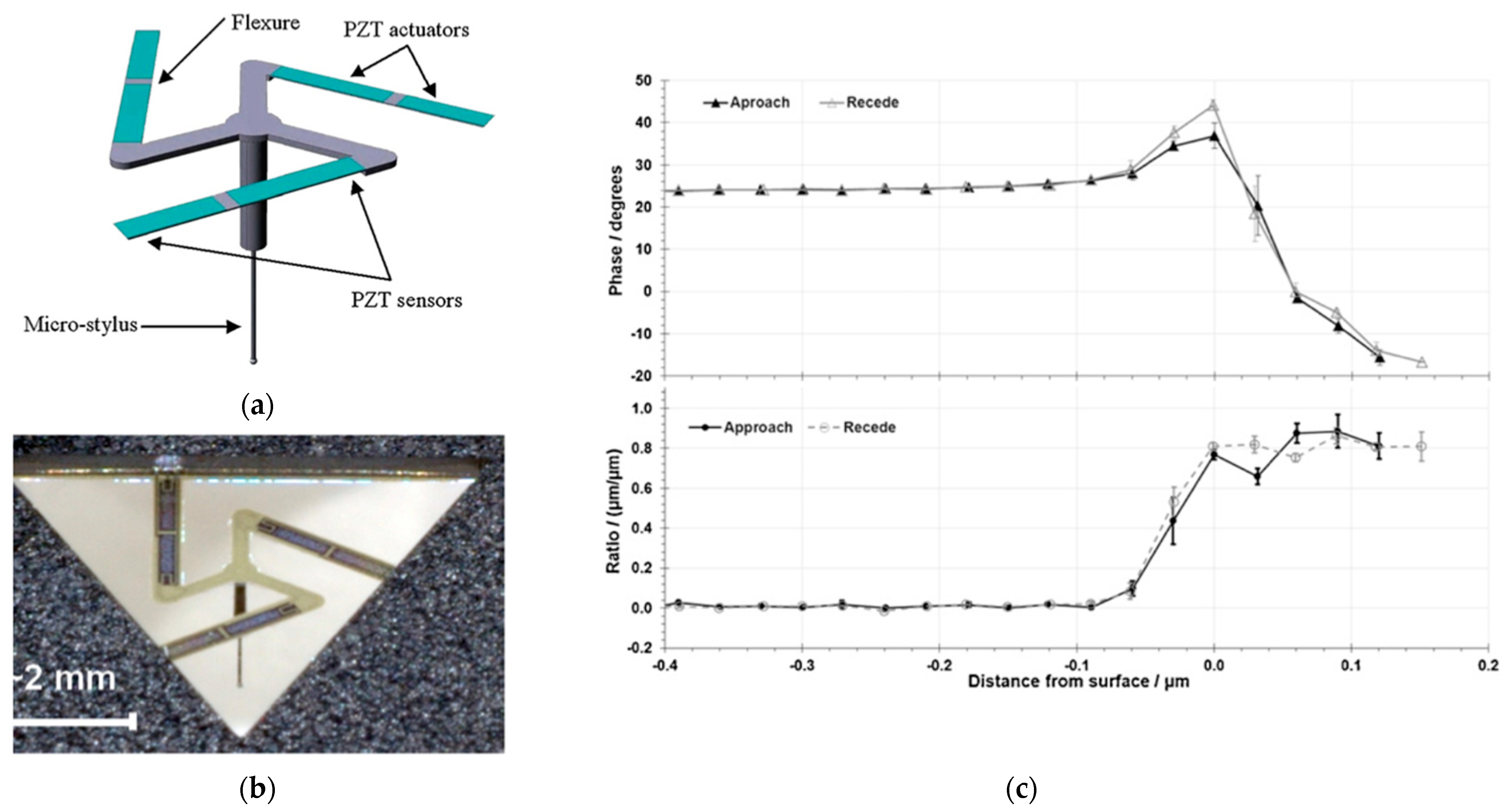
3.2.3. Vibrating Tactile Probe by the National Physical Laboratory (NPL)
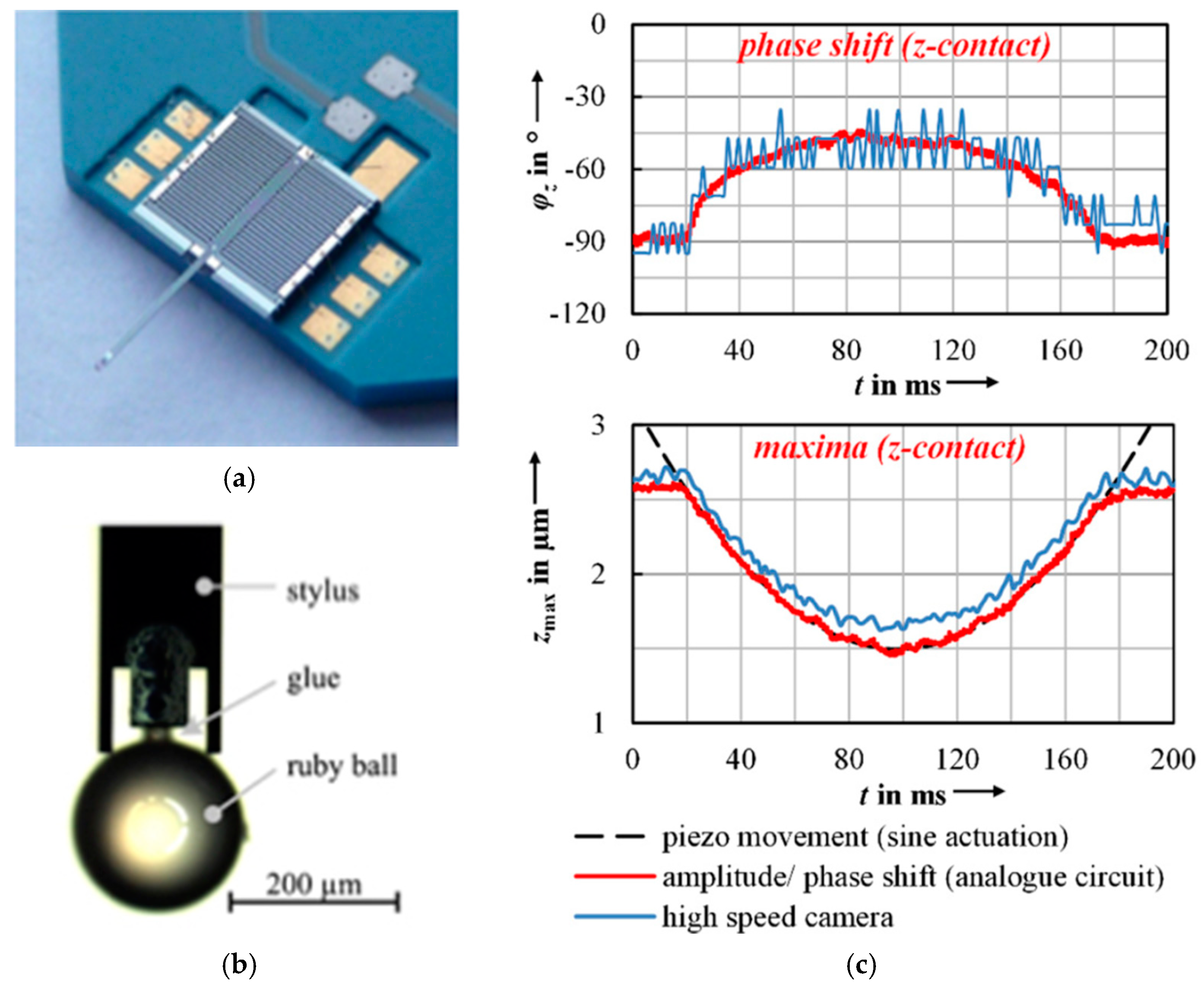
3.2.4. Resonant Microprobe by TU Ilmenau
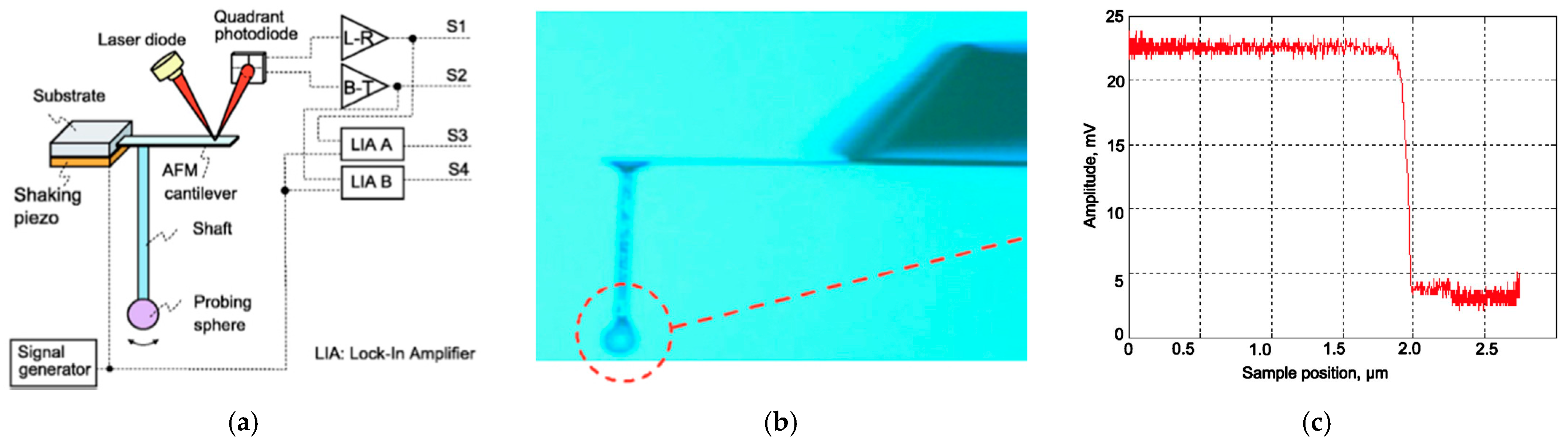
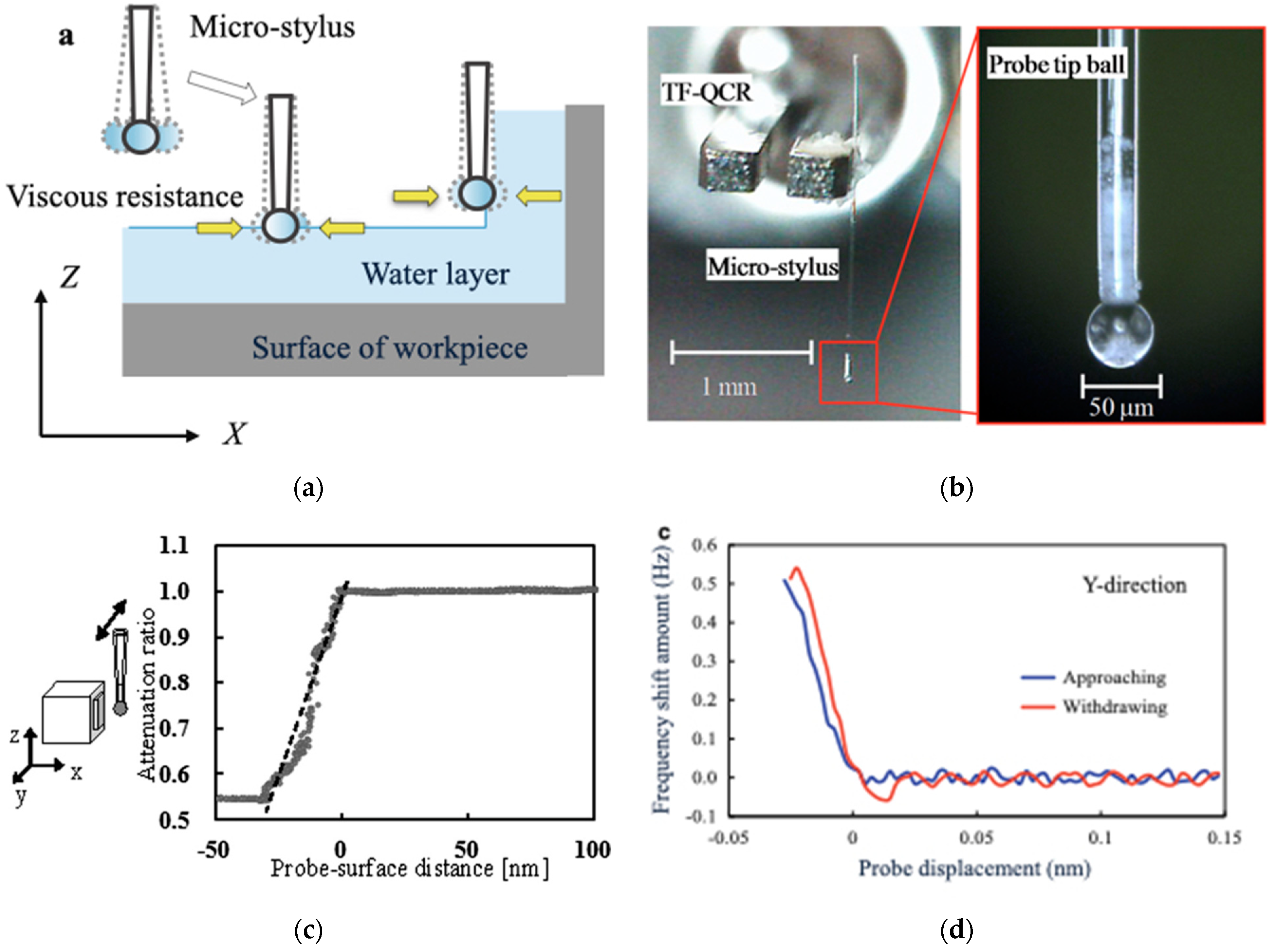
3.2.5. Share-Force-Based Microprobe by Toyama Prefectural U
3.2.6. Resonant Triggering Microprobe by the Hefei University of Tech
3.2.7. Laser-Trapping-Based Microprobe by Osaka U
3.2.8. Summary of Vibration Probes
3.3. Probe System of Other Sensing Principles
3.3.1. Standing Wave Probe by InsituTec Inc.
3.3.2. Tunnel Current Microprobe
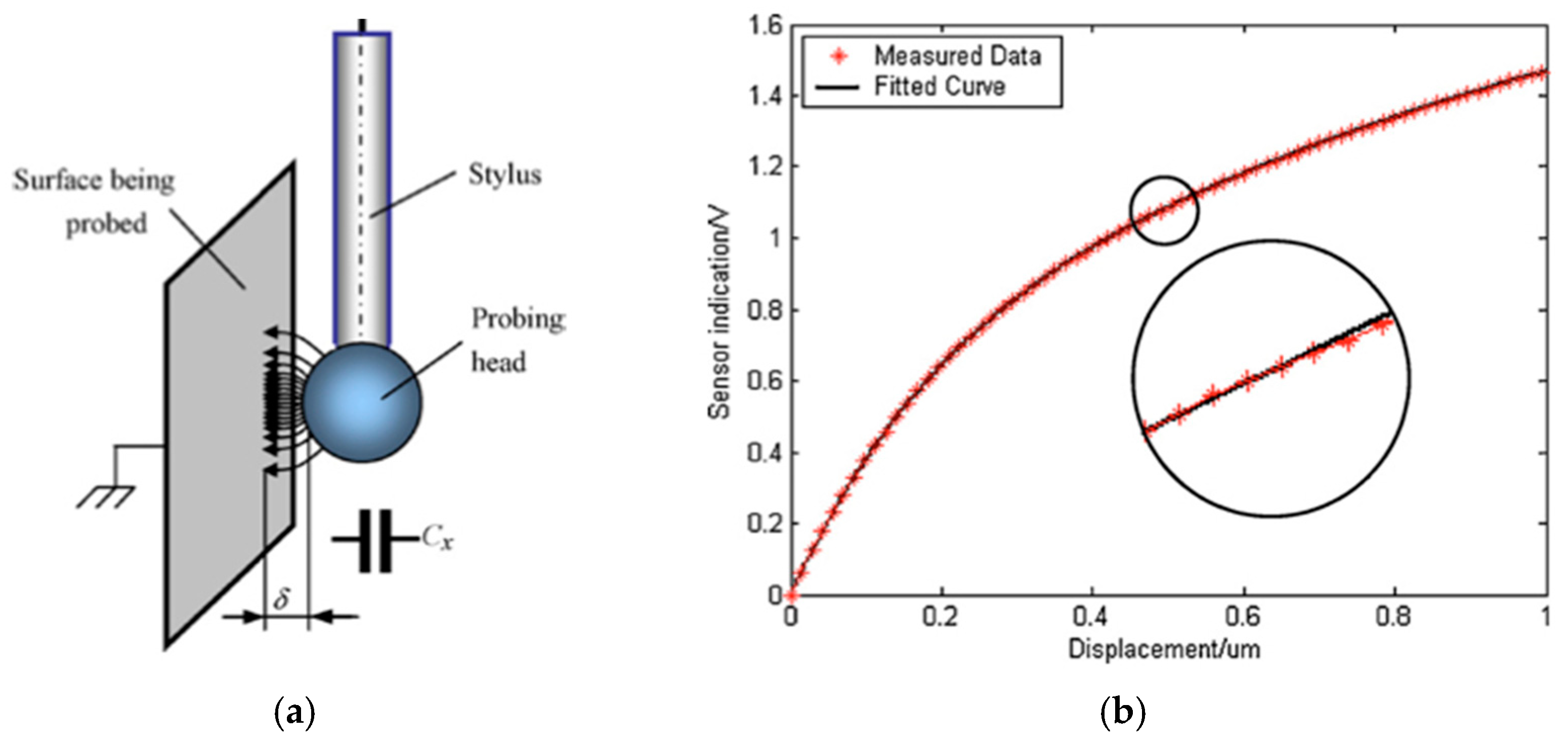
3.3.3. Capacitive Microprobe
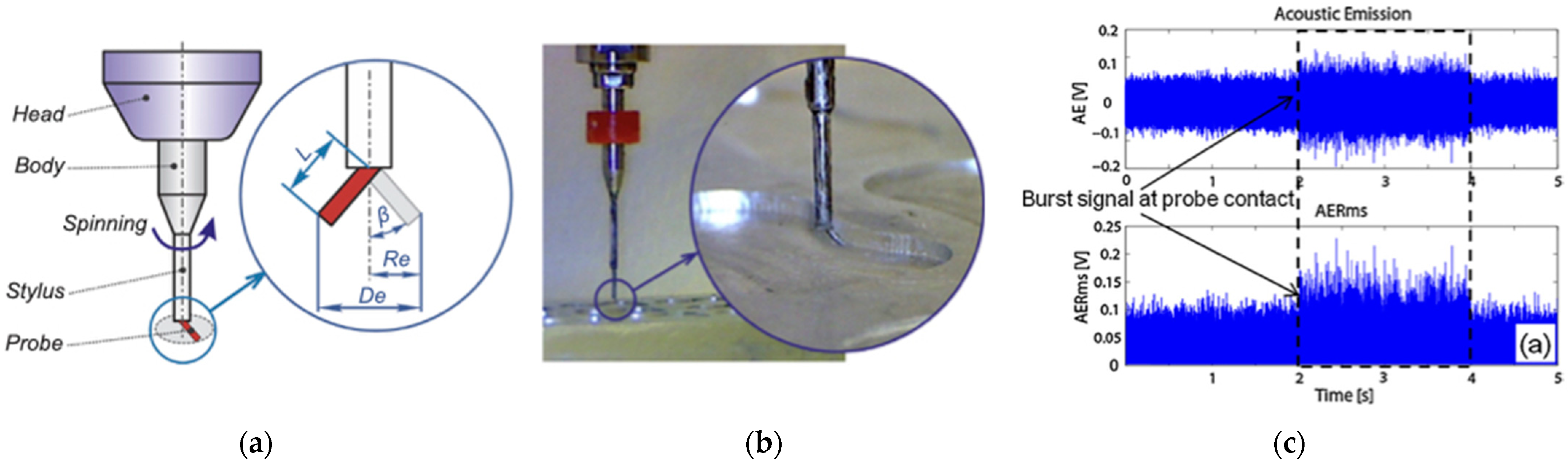
3.3.4. Acoustic Emission
3.4. Summary of Other Various Types of Probe Systems
4. Discussion
5. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- ISO10360-1; Geometrical Product Specifications (GPS)—Acceptance and Reverification Test for Coordinate Measuring Machines (CMM)—Part 1: Vocabulary. ISO, 2000. Available online: https://www.iso.org/standard/18418.html (accessed on 9 January 2022).
- De Chiffre, L.; Carmignato, S.; Kruth, J.-P.; Schmitt, R.; Weckenmann, A. Industrial applications of computed tomography. CIRP Ann. 2014, 63, 655–677. [Google Scholar] [CrossRef]
- Villarraga-Gómez, H.; Herazo, E.L.; Smith, S.T. X-ray computed tomography: From medical imaging to dimensional metrology. Precis. Eng. 2019, 60, 544–569. [Google Scholar] [CrossRef]
- Hocken, R.J.; Pereira, P.H. Coordinate Measuring Machines and Systems; CRC Press: London, UK, 1995. [Google Scholar]
- Dornfeld, D.; Min, S.; Takeuchi, Y. Recent advances in mechanical micromachining. CIRP Ann. 2006, 55, 745–768. [Google Scholar] [CrossRef] [Green Version]
- Vaezi, M.; Seitz, H.; Yang, S. A review on 3D micro-additive manufacturing technologies. Int. J. Adv. Manuf. Technol. 2013, 67, 1721–1754. [Google Scholar] [CrossRef]
- Giboz, J.; Copponnex, T.; Mele, P. Microinjection molding of thermoplastic polymers: A review. J. Micromech. Microeng. 2007, 17, R96–R109. [Google Scholar] [CrossRef]
- Kunieda, M.; Lauwers, B.; Rajurkar, K.P.; Schumacher, B.M. Advancing EDM through Fundamental Insight into the Process. CIRP Ann. 2005, 54, 64–87. [Google Scholar] [CrossRef]
- Hansen, H.N.; Carneiro, K.; Haitjema, H.; De Chiffre, L. Dimensional Micro and Nano Metrology. CIRP Ann. 2006, 55, 721–743. [Google Scholar] [CrossRef]
- Takamasu, K.; Ozawa, S.; Asano, T.; Suzuki, A.; Furutani, R.; Ozono, S. Basic concepts of nano-CMM-Coordinate Measuring Machine with Nanometer Resolution. In Proceedings of the 1996 Japan-China Bilateral Symposium on Advanced Manufacturing Engineering, Tokyo, Japan; 1996; pp. 155–158. Available online: http://www.nanolab.t.u-tokyo.ac.jp/pdffiles/nichu-nano09.pdf (accessed on 9 January 2022).
- Cao, S.; Brand, U.; Kleine-Besten, T.; Hoffmann, W.; Schwenke, H.; Bütefisch, S.; Büttgenbach, S. Recent developments in dimensional metrology for microsystem components. Microsyst. Technol. 2002, 8, 3–6. [Google Scholar] [CrossRef]
- Brand, U.; Kirchhoff, J. A micro-CMM with metrology frame for low uncertainty measurements. Meas. Sci. Technol. 2005, 16, 2489–2497. [Google Scholar] [CrossRef]
- Peggs, G.; Lewis, A.; Oldfield, S. Design for a Compact High-Accuracy CMM. CIRP Ann. 1999, 48, 417–420. [Google Scholar] [CrossRef]
- Liang, S.Y. Mechanical machining and metrology at micro/nano scale. In Proceedings of the SPIE 6280, Third International Symposium on Precision Mechanical Measurements, Xinjiang, China, 2–6 August 2006. [Google Scholar] [CrossRef]
- Okabe, K. Development of an ultra-precision CMM for 3D measurement of large parts. In Proceeding of the JSPE Spring Meeting, Tokyo, Japan, 16–18 August 2006; pp. 1163–1164. (In Japanese). [Google Scholar]
- Tsutsumi, H.; Yoshizumi, K.; Takeuchi, H. Ultrahighly accurate 3D profilometer. In Proceedings of the SPIE 5638, Optical Design and Testing II; SPIE: Bellingham, DC, USA, 2005. [Google Scholar] [CrossRef]
- Fan, K.C.; Fei, Y.T.; Yu, X.F.; Chen, Y.J.; Wang, W.L.; Chen, F.; Liu, Y.S. Development of a low-cost micro-CMM for 3D micro/nano measurements. Meas. Sci. Technol. 2006, 17, 524–532. [Google Scholar] [CrossRef] [Green Version]
- Donker, R.L.; Widdershoven, I.; Spaan, H.A.M. Isara 400: Enabling Ultra-precision Coordinate Metrology for Large Parts. In Proceedings of the 10th Euspen International Conference, Delft, The Netherlands, 31 May–4 June 2010; Volume 1, pp. 204–208. [Google Scholar]
- Claverley, J.; Leach, R. A review of the existing performance verification infrastructure for micro-CMMs. Precis. Eng. 2015, 39, 1–15. [Google Scholar] [CrossRef]
- Vermeulen, M.; Rosielle, P.; Schellekens, P. Design of a High-Precision 3D-Coordinate Measuring Machine. CIRP Ann. 1998, 47, 447–450. [Google Scholar] [CrossRef]
- Jäger, G. Three-dimensional nanopositioning and nanomeasuring machine with a resolution of 0.1 nm. Optoelectron. Instrum. Data Process. 2010, 46, 318–323. [Google Scholar] [CrossRef]
- Leach, R.; Haycocks, J.; Jackson, K.; Lewis, A.; Oldfield, S.; Yacoot, A. Advances in traceable nanometrology at the National Physical Laboratory. Nanotechnology 2000, 12, R1–R6. [Google Scholar] [CrossRef]
- Widdershoven, I.; Donker, R.L.; Spaan, H.A.M. Realization and calibration of the “Isara 400” ultra-precision CMM. J. Phys. Conf. Ser. 2011, 311, 012002. [Google Scholar] [CrossRef]
- Moers, A.J.M.; van Riel, M.C.J.M. Design and verification of the Trinano ultra precision CMM. In Proceedings of the 56th International Scientific Colloquium, Ilmenau, Germany, 12–16 September 2011; pp. 12–16. [Google Scholar]
- Manske, E.; Jäger, G.; Hausotte, T.; Füßl, R. Recent developments and challenges of nanopositioning and nanomeasuring technology. Meas. Sci. Technol. 2012, 23, 074001. [Google Scholar] [CrossRef]
- Jäger, G.; Manske, E.; Hausotte, T.; Müller, A.; Balzer, F. Nanopositioning and nanomeasuring machine NPMM-200—A new powerful tool for large-range micro- and nanotechnology. Surf. Topogr. Metrol. Prop. 2016, 4, 034004. [Google Scholar] [CrossRef]
- Schwenke, H.; Hartig, F.; Wendt, K.; Waldele, F. Future challenges in Co-ordinate metrology: Addressing metrological problems for very small and very large parts. In Proceedings of the IDW Conference, Knoxville, TN, USA, 7–10 May 2001; pp. 1–12. [Google Scholar]
- Weckenmann, A.; Estler, T.; Peggs, G.; McMurtry, D. Probing Systems in Dimensional Metrology. CIRP Ann. 2004, 53, 657–684. [Google Scholar] [CrossRef]
- Weckenmann, A.; Peggs, G.; Hoffmann, J. Probing systems for dimensional micro- and nano-metrology. Meas. Sci. Technol. 2006, 17, 504–509. [Google Scholar] [CrossRef]
- Fan, K.-C.; Li, R.-J.; Xu, P. Design and Verification of Micro/Nano-Probes for Coordinate Measuring Machines. Nanomanuf. Metrol. 2018, 2, 1–15. [Google Scholar] [CrossRef]
- Claverley, J.D.; Leach, R. A vibrating micro-scale CMM probe for measuring high aspect ratio structures. Microsyst. Technol. 2009, 16, 1507–1512. [Google Scholar] [CrossRef]
- Michihata, M.; Yoshikane, T.; Hayashi, T.; Takaya, Y. New technique for single-beam gradient-force optical trapping in air. Int. J. Optomechatronics 2013, 7, 46–59. [Google Scholar] [CrossRef]
- Murakami, H.; Katsuki, A.; Sajima, T.; Fukuda, M. Reduction of Liquid Bridge Force for 3D Microstructure Measurements. Appl. Sci. 2016, 6, 153. [Google Scholar] [CrossRef] [Green Version]
- Bos, E. Aspects of tactile probing on the micro scale. Precis. Eng. 2011, 35, 228–240. [Google Scholar] [CrossRef]
- Dai, G.; Neugebauer, M.; Stein, M.; Bütefisch, S.; Neuschaefer-Rube, U. Overview of 3D Micro- and Nanocoordinate Metrology at PTB. Appl. Sci. 2016, 6, 257. [Google Scholar] [CrossRef] [Green Version]
- Kinnell, P.; Habeb, R.R. An evaluation of cleaning methods for micro-CMM probes. Meas. Sci. Technol. 2013, 24, 085603. [Google Scholar] [CrossRef]
- Murakami, H.; Katsuki, A.; Onikura, H.; Sajima, T.; Kawagoishi, N.; Kondo, E. Development of a System for Measuring Micro Hole Accuracy Using an Optical Fiber Probe. J. Adv. Mech. Des. Syst. Manuf. 2010, 4, 995–1004. [Google Scholar] [CrossRef] [Green Version]
- Meli, F.; Küng, A. AFM investigation on surface damage caused by mechanical probing with small ruby spheres. Meas. Sci. Technol. 2007, 18, 496–502. [Google Scholar] [CrossRef]
- Nicolet, A.; Küng, A.; Meli, F. Study of sapphire probe tip wear when scanning on different materials. Meas. Sci. Technol. 2012, 23, 094016. [Google Scholar] [CrossRef]
- Küng, A.; Nicolet, A.; Meli, F. Study of wear of diamond-coated probe tips when scanning on different materials. Meas. Sci. Technol. 2015, 26, 084005. [Google Scholar] [CrossRef] [Green Version]
- Van Vliet, W.; Schellekens, P. Accuracy Limitations of Fast Mechanical Probing. CIRP Ann. 1996, 45, 483–487. [Google Scholar] [CrossRef] [Green Version]
- Claverley, J.D.; Burisch, A.; Leach, R.; Raatz, A. Semi-automated Assembly of a MEMS-Based Micro-scale CMM Probe and Future Optimization of the Process Chain with a View to Desktop Factory Automation. In Precision Assembly Technologies and Systems. IPAS 2012. IFIP Advances in Information and Communication Technology; Ratchev, S., Ed.; Springer: Berlin/Heidelberg, Germany, 2012; Volume 371. [Google Scholar] [CrossRef] [Green Version]
- Dai, G.; Wolff, H.; Weimann, T.; Xu, M.; Pohlenz, F.; Danzebrink, H.-U. Nanoscale surface measurements at sidewalls of nano- and micro-structures. Meas. Sci. Technol. 2007, 18, 334–341. [Google Scholar] [CrossRef]
- Li, R.; Chen, C.; Li, D.; Fan, K.-C.; Cheng, Z.; Huang, Q.; Dang, X. Ball Tips of Micro/Nano Probing Systems: A Review. Chin. J. Mech. Eng. 2017, 30, 222–230. [Google Scholar] [CrossRef]
- Murakami, H.; Katsuki, A.; Sajima, T.; Uchiyama, K. Fabrication of Ultra-Small-Diameter Optical-Fiber Probe Using Acid-Etch Technique and CO2 Laser for 3D-Micro Metrology. Int. J. Autom. Technol. 2017, 11, 699–706. [Google Scholar] [CrossRef]
- Sheu, D.-Y. Study on an evaluation method of micro CMM spherical stylus tips by µ-EDM on-machine measurement. J. Micromech. Microeng. 2010, 20, 075003. [Google Scholar] [CrossRef]
- Muralikrishnan, B.; Stone, J.; Stoup, J. Fiber deflection probe for small hole metrology. Precis. Eng. 2006, 30, 154–164. [Google Scholar] [CrossRef]
- Ito, S. Micro-dimensional Measurement by a Micro-probing System. In Metrology. Precision Manufacturing; Gao, W., Ed.; Springer: Singapore, 2019. [Google Scholar] [CrossRef]
- Yu, H.; Huang, Q.; Zhao, J. Fabrication of an Optical Fiber Micro-Sphere with a Diameter of Several Tens of Micrometers. Materials 2014, 7, 4878–4895. [Google Scholar] [CrossRef] [Green Version]
- Sheu, D.-Y. Micro-spherical probes machining by EDM. J. Micromech. Microeng. 2005, 15, 185–189. [Google Scholar] [CrossRef]
- Li, R.; Chen, C.; Fan, K.; Wang, Z.; Liu, F.; Huang, Q. Fabrication and Study of Micro Monolithic Tungsten Ball Tips for Micro/Nano-CMM Probes. Micromachines 2018, 9, 133. [Google Scholar] [CrossRef] [Green Version]
- Chen, L.-C. Automatic 3D surface reconstruction and sphericity measurement of micro spherical balls of miniaturized coordinate measuring probes. Meas. Sci. Technol. 2007, 18, 1748. [Google Scholar] [CrossRef]
- Fan, K.-C.; Wang, N.; Wang, Z.-W.; Zhang, H. Development of a roundness measuring system for microspheres. Meas. Sci. Technol. 2014, 25, 064009. [Google Scholar] [CrossRef]
- Medicus, K.M.; Jansen, M. Diameter measurement of small spheres on a white light interferometer including uncertainty analysis. In Proceedings of the 10th Euspen International Conference, Delft, The Netherlands, 31 May–4 June 2010; p. 75. [Google Scholar]
- Michihata, M.; Hayashi, T.; Adachi, A.; Takaya, Y. Measurement of probe-stylus sphere diameter for micro-CMM based on spectral fingerprint of whispering gallery modes. CIRP Ann. 2014, 63, 469–472. [Google Scholar] [CrossRef]
- Kobayashi, Y.; Michihata, M.; Zheng, Z.; Chu, B.; Takamasu, K.; Takahashi, S. Radial mode number identification on whis-pering gallery mode resonances for diameter measurement of microsphere. Meas. Sci. Technol. 2019, 30, 065201. [Google Scholar] [CrossRef]
- Spaan, H.A.M.; Widdershoven, I.; Morel, M.A.A. Novel calibration techniques and applications for touch probes with na-nometre accuracy. In Proceedings of the Euspen International Conference, Vienna, Austria, 28 May–1 June 2006; p. 386. [Google Scholar]
- Fang, C.-Z.; Huang, Q.-X.; Ding, X.-M.; Cheng, R.-J.; Zhang, L.; Wang, C.-Q.; Mei, J.; Li, H.-L. Measurement and uncertainty evaluation of the microsphere used for micro-CMM probe. Meas. Sci. Technol. 2020, 31, 025004. [Google Scholar] [CrossRef]
- Kung, A.; Meli, F.; Thalmann, R. Ultraprecision micro-CMM using a low force 3D touch probe. Meas. Sci. Technol. 2007, 18, 319–327. [Google Scholar] [CrossRef]
- Thalmann, R.; Meli, F.; Küng, A. State of the Art of Tactile Micro Coordinate Metrology. Appl. Sci. 2016, 6, 150. [Google Scholar] [CrossRef]
- Ito, S.; Tsutsumi, D.; Kamiya, K.; Matsumoto, K.; Kawasegi, N. Measurement of form error of a probe tip ball for coordinate measuring machine (CMM) using a rotating reference sphere. Precis. Eng. 2020, 61, 41–47. [Google Scholar] [CrossRef]
- Schaude, J.; Baumgärtner, B.; Hausotte, T. Bidirectional confocal measurement of a microsphere. Appl. Opt. 2021, 60, 8890–8895. [Google Scholar] [CrossRef]
- Haitjema, H.; Pril, W.; Schellekens, P. Development of a Silicon-based Nanoprobe System for 3-D Measurements. CIRP Ann. 2001, 50, 365–368. [Google Scholar] [CrossRef] [Green Version]
- Pornnoppadol, P.; Cao, S.; Schmidt, M.; Wilke, R.; Bütefisch, S.; Nesterov, V.; Brand, U. Three-dimensional microprobe with reduced probing forces. In Proceedings of the Euspen International Conference, Eindhoven, The Netherlands, 26–30 May 2002; pp. 737–740. [Google Scholar]
- Ogura, I.; Okazaki, Y. Development of microprobe for micro-CMM. In Proceedings of the 17th annual meeting of ASPE, St. Louis, MO, USA, 20–25 October 2002; pp. 349–352. [Google Scholar]
- Takamasu, K.; Chih-Che, K.; Suzuki, A.; Hiraki, M.; Furutani, R.; Ozono, S. Development of Pneumatic Ball Probe for Measuring Small Hole. In Proceedings of the ICPE’97, Taipei, Taiwan, 20–22 November 1997; pp. 767–771. [Google Scholar]
- Ruther, P.; Bartholomeyczik, J.; Trautmann, A.; Wandt, M.; Paul, O.; Dominicus, W.; Roth, R.; Seitz, K.; Strauss, W. Novel 3D Piezoresistive Silicon Force Sensor for Dimensional Metrology of Micro Components. In Proceedings of the IEEE Sensors 2005, Irvine, CA, USA, 30 October–3 November 2005; p. 4. [Google Scholar] [CrossRef]
- Takaya, Y.; Shimizu, H.; Takahashi, S.; Miyoshi, T. Fundamental study on the new probe technique for the nano-CMM based on the laser trapping and Mirau interferometer. Measurement 1999, 25, 9–18. [Google Scholar] [CrossRef]
- Hidaka, K.; Schellekens, P. Study of a Small-sized Ultrasonic Probe. CIRP Ann. 2006, 55, 567–570. [Google Scholar] [CrossRef]
- Wang, W.-L.; Fan, K.-C.; Chen, Y.-J. Development of a touch trigger probe for micro/nano CMM. In Proceedings of the Fourth International Symposium on Precision Mechanical Measurements; SPIE: Bellingham, DC, USA, 2008; Volume 7130, p. 71300. [Google Scholar]
- Dai, G.; Bütefisch, S.; Pohlenz, F.; Danzebrink, H.-U. A high precision micro/nano CMM using piezoresistive tactile probes. Meas. Sci. Technol. 2009, 20, 084001. [Google Scholar] [CrossRef]
- Fan, K.-C.; Cheng, F.; Pan, W.-T.; Li, R. Analysis of the Contact Probe Mechanism for Micro-Coordinate Measuring Machines, Optoelectronics. Instrum. Data Process. 2010, 46, 340–346. [Google Scholar] [CrossRef]
- He, M.; Liu, R.; Li, Y.; Wang, H.; Lu, X.; Ding, G.; Wu, J.; Zhang, T.; Zhao, X. Tactile probing system based on micro-fabricated capacitive sensor. Sens. Actuators A Phys. 2013, 194, 128–134. [Google Scholar] [CrossRef]
- Cui, J.; Bian, X.; He, Z.; Li, L.; Sun, T. A 3D nano-resolution scanning probe for measurement of small structures with high aspect ratio. Sensors Actuators A Phys. 2015, 235, 187–193. [Google Scholar] [CrossRef]
- Li, J.; Cui, J.; Tan, J. Design of Three-dimensional Isotropic Microprobe Based on Three-Flexible-Hinge Suspension for Measurement of Microstructures. IEEE/ASME Trans. Mechatron. 2020, 25, 2123–2133. [Google Scholar] [CrossRef]
- Alblalaihid, K.; Kinnell, P.; Lawes, S. Fabrication and characterisation of a novel smart suspension for micro-CMM probes. Sens. Actuators A Phys. 2015, 232, 368–375. [Google Scholar] [CrossRef] [Green Version]
- Chu, C.-L.; Chen, H.-C. Development of a surface scanning touch probe for micro-CMM. In Proceedings of the 2017 International Conference on Applied System Innovation (ICASI), Sapporo, Japan, 13–17 May 2017; pp. 1942–1945. [Google Scholar]
- Liu, F.; Wang, J.; Chen, L.; Li, R.; Xia, H.; Yu, L. Development and characterization of a high-sensitivity fiber Bragg grating-based vibrating nano-probe for 3D measurement. Sens. Rev. 2019, 39, 199–207. [Google Scholar] [CrossRef]
- Lei, L.; Deng, L.; Fan, G.; Cai, X.; Li, Y.; Li, T. A 3D micro tactile sensor for dimensional metrology of micro structure with nanometer precision. Measurement 2014, 48, 155–161. [Google Scholar] [CrossRef]
- Kao, S.-M.; Sheu, D.-Y. Developing a novel tri-switch tactile probing structure and its measurement characteristics on micro-CMM. Measurement 2013, 46, 3019–3025. [Google Scholar] [CrossRef]
- Li, R.-J.; Xiang, M.; He, Y.-X.; Fan, K.-C.; Cheng, Z.-Y.; Huang, Q.-X.; Zhou, B. Development of a High-Precision Touch-Trigger Probe Using a Single Sensor. Appl. Sci. 2016, 6, 86. [Google Scholar] [CrossRef]
- Development of Micro Contact Detection Probe for Microhole Quality Control. Int. J. Autom. Technol. 2011, 5, 102–108. [CrossRef]
- Ogura, I.; Ashida, K. Development of on-machine measurement system for micro-factory–Contact and non-contact combined probe–. In Proceedings of the 9th International Workshop on Microfactories(IWMF2014), Honolulu, HI, USA, 5–8 October 2014; pp. 1–6. [Google Scholar]
- Metz, D.; Jantzen, S.; Wessel, D.; Mies, G.; Lüdenbach, J.; Stein, M.; Kniel, K.; Dietzel, A. Integration of an isotropic microprobe and a microenvironment into a conventional CMM. Meas. Sci. Technol. 2019, 30, 115007. [Google Scholar] [CrossRef]
- Metz, D.; Dietzel, A. 3-D Isotropic Tactile Microprobe Based on a Silicon Parallelogram Kinematic: From Concept to Fabrication. J. Microelectromech. Syst. 2018, 28, 63–76. [Google Scholar] [CrossRef]
- Nesterov, V.; Brand, U. Modelling and investigation of the silicon twin design 3D micro probe. J. Micromech. Microeng. 2004, 15, 514–520. [Google Scholar] [CrossRef]
- Van Riel, M.C.J.M.; Bos, E.J.C. 3D Vibrating Probe For Measuring Microfeatures With Nanometer Un-Certainty. In Proceedings of the 56th International Scientific Colloquium, Ilmenau, Germany, 12–16 September 2011. [Google Scholar]
- Wiegmann, A.; Schulz, M.; Yoshizumi, K.; Kubo, K.; Ramm, D. Comparison of a Scanning Interferometric Profile Measurement Method and an Ultra-Precise Coordinate Measuring Machine. In Proceedings of the 10th IMEKO TC14 Symposium on Laser Metrology for Preci-sion Measurement and Inspection in Industry, Braunschweig, Germany, 12–14 September 2011. [Google Scholar]
- Spaan, H.A.M.; Widdershoven, I. Isara 400 ultra-precision CMM. In Proceedings of the SPIE Optical Systems Design; SPIE: Bellingham, DC, USA, 2011; Volume 8169, p. 81690. [Google Scholar]
- Habeb, R.R.; Kinnell, P. Evaluation Tip Cleaning for a Micro CMM Touch Trigger Stylus Sensor. Procedia Eng. 2012, 47, 306–309. [Google Scholar] [CrossRef]
- Bergmans, R.H.; Nieuwenkamp, H.J.; van Veghel, M.G.A. Probing behavior of a micro CMM. In Proceedings of the 11th Euspen International Conference, Como, Italy, 23–26 May 2011; Volume 1, pp. 104–107. [Google Scholar]
- Nouira, H.; Bergmans, R.; Küng, A.; Pirée, H.; Henselmans, R.; Spaan, H. Ultra-high precision CMMs and their associated tactile or/and optical scanning probes. Int. J. Metrol. Qual. Eng. 2014, 5, 204. [Google Scholar] [CrossRef]
- Lewis, A.; Oldfield, S.; Peggs, G.N. The NPL small CMM-3-D measurement of small features. In Laser Metrology and Machine Performance; WIT Press: Southampton, UK, 2001; pp. 197–207. [Google Scholar]
- Brand, U.; Kleine-Besten, T.; Schwenke, H. Development of a special CMM for dimensional metrology on microsystem components. ASPE 2000, 542, 15. [Google Scholar]
- Bos, E.J.C.; Delbressine, F.L.M.; Haitjema, H. High-Accuracy CMM Metrology for Micro Systems. In Proceedings of the 8th International Symposium on Measurement and Quality Control in Production, Erlangen, Germany, 12–15 October 2004; 2004; pp. 511–522. [Google Scholar]
- Meli, F.; Bieri, M.; Thalmann, R.; Fracheboud, M.; Breguet, J.; Clavel, R.; Bottinelli, S. Novel 3D analogue probe with a small sphere and low measurement force. In Proceedings of the ASPE Summer Topical Meeting, Charlotte, NC, USA, 25–26 June 2003. [Google Scholar]
- Claverley, J.D.; Leach, R. Development of a three-dimensional vibrating tactile probe for miniature CMMs. Precis. Eng. 2013, 37, 491–499. [Google Scholar] [CrossRef]
- Stoyanov, S.; Bailey, C.; Leach, R.; Hughes, B.; Wilson, A.; O’Neill, W.; Dorey, R.A.; Shaw, C.; Underhill, D.; Almond, H.J. Modelling and prototyping the conceptual design of 3D CMM micro-probe. In Proceedings of the 2008 2nd Electronics Systemintegration Technology Conference, Greenwich, UK, 1–4 September 2008; pp. 193–198. [Google Scholar] [CrossRef]
- Alblalaihid, K.; Kinnell, P.; Lawes, S.; Desgaches, D.; Leach, R. Performance Assessment of a New Variable Stiffness Probing System for Micro-CMMs. Sensors 2016, 16, 492. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Goj, B.; Dressler, L.; Hoffmann, M. Design and characterization of a resonant triaxial microprobe. J. Micromech. Microeng. 2015, 25, 125011. [Google Scholar] [CrossRef]
- Cui, J.; Li, J.; Feng, K.; Tan, J.; Zhang, J. A 3D fiber probe based on orthogonal micro focal-length collimation and fiber Bragg grating. Meas. Sci. Technol. 2016, 27, 074005. [Google Scholar] [CrossRef]
- Ji, H.; Hsu, H.-Y.; Kong, L.X.; Wedding, A.B. Development of a contact probe incorporating a Bragg grating strain sensor for nano coordinate measuring machines. Meas. Sci. Technol. 2009, 20, 095304. [Google Scholar] [CrossRef]
- Eom, S.I.; Takaya, Y.; Hayashi, T. Novel contact probing method using single fiber optical trapping probe. Precis. Eng. 2009, 33, 235–242. [Google Scholar] [CrossRef]
- Cui, J.; Li, L.; Li, J.; Tan, J.B. Fiber probe for micro-hole measurement based on detection of returning light energy. Sens. Actuators A Phys. 2013, 190, 13–18. [Google Scholar] [CrossRef]
- Murakami, H.; Katsuki, A.; Sajima, T. Development of Touch Probing System Using a Fiber Stylus. Fibers 2016, 4, 24. [Google Scholar] [CrossRef] [Green Version]
- Muralikrishnan BStone JStoup, J.; Sahay, C. Micro-Feature Dimensional and Form Measurements with the NIST Fiber Probe on A CMM. Cal Lab Int. J. Metrol. 2010, 17, 25. Available online: https://tsapps.nist.gov/publication/get_pdf.cfm?pub_id=903944 (accessed on 24 September 2021).
- Neuschaefer-Rube, U.; Bremer, H.; Hopp, B.; Christoph, R. Recent developments of the 3d fiber probe. In Proceedings of the 11th Laser Metrology for Precision Measurement and Inspection in Industry 2014, Tsukuba, Japan, 2–5 September 2014. [Google Scholar]
- Cui, J.; Li, J.; Feng, K.; Tan, J. Three-dimensional fiber probe based on orthogonal micro focal-length collimation for the measurement of micro parts. Opt. Express 2015, 23, 26386–26398. [Google Scholar] [CrossRef]
- Murakami, H.; Katsuki, A.; Sajima, T.; Uchiyama, K.; Yoshida, I.; Hamano, Y.; Honda, H. Development of measurement system for microstructures using an optical fiber probe: Improvement of measurable region and depth. Meas. Sci. Technol. 2020, 31, 075902. [Google Scholar] [CrossRef]
- Petz, M.; Tutsch, R.; Christoph, R.; Andraes, M.; Hopp, B. Tactile—optical probes for three-dimensional microparts. Measurement 2012, 45, 2288–2298. [Google Scholar] [CrossRef]
- Murakami, H.; Katsuki, A.; Sajima, T.; Suematsu, T. Study of a vibrating fiber probing system for 3-D micro-structures: Performance improvement. Meas. Sci. Technol. 2014, 25, 094010. [Google Scholar] [CrossRef]
- Oiwa, T.; Nishitani, H. Three-dimensional touch probe using three fibre optic displacement sensors. Meas. Sci. Technol. 2003, 15, 84–90. [Google Scholar] [CrossRef]
- Zou, L.; Ni, H.; Zhang, P.; Ding, X. Assembled Cantilever Fiber Touch Trigger Probe for Three-Dimensional Measurement of Microstructures. Sensors 2017, 17, 2652. [Google Scholar] [CrossRef] [Green Version]
- Kubo, K. Laser Based Asphere And Freeform Measurement Technology By Ua3p. In Proceedings of the 11th Laser Metrology for Precision Measurement and Inspection in Industry 2014, Tsukuba, Japan, 2–5 September 2014. [Google Scholar]
- Ito, S.; Kodama, I.; Gao, W. Development of a probing system for a micro-coordinate measuring machine by utilizing shear-force detection. Meas. Sci. Technol. 2014, 25, 064011. [Google Scholar] [CrossRef]
- Huang, Q.; Chen, C.; Wu, K.; Zhang, L.; Li, R.-J.; Fan, K.-C. A Three-Dimensional Resonant Triggering Probe for Micro-CMM. Appl. Sci. 2017, 7, 403. [Google Scholar] [CrossRef] [Green Version]
- Dai, G.; Wolff, H.H.; Danzebrink, H.-U. Atomic force microscope cantilever based microcoordinate measuring probe for true three-dimensional measurements of microstructures. Appl. Phys. Lett. 2007, 91, 121912. [Google Scholar] [CrossRef]
- Goj, B.; Dressler, L.; Hoffmann, M. Semi-contact measurements of three-dimensional surfaces utilizing a resonant uniaxial microprobe. Meas. Sci. Technol. 2014, 25, 064012. [Google Scholar] [CrossRef]
- Bohm, S.; Goj, B.; Dittrich, L.; Dressler, L.; Hoffmann, M. Material Dependence of the Contact Behavior of Oscillating Microprobes—Modeling and Experimental Evidence. J. Micro Nano-Manuf. 2017, 5, 021002. [Google Scholar] [CrossRef]
- Ganta, D.; Dale, E.B.; Rosenberger, A.T. Measuring sub-nm adsorbed water layer thickness and desorption rate using a fused-silica whispering-gallery microresonator. Meas. Sci. Technol. 2014, 25, 055206. [Google Scholar] [CrossRef]
- Atia, W.A.; Davis, C.C. A phase-locked shear-force microscope for distance regulation in near-field optical microscopy. Appl. Phys. Lett. 1997, 70, 405–407. [Google Scholar] [CrossRef]
- Ito, S.; Kikuchi, H.; Chen, Y.; Shimizu, Y.; Gao, W.; Takahashi, K.; Kanayama, T.; Arakawa, K.; Hayashi, A. A Micro-Coordinate Measurement Machine (CMM) for Large-Scale Dimensional Measurement of Micro-Slits. Appl. Sci. 2016, 6, 156. [Google Scholar] [CrossRef] [Green Version]
- Ito, S.; Kamiya, K.; Matsumoto, K. Study for the surface interaction force of a shear-mode detection micro-probe. In Proceeding of JSPE Spring Meeting; The Japan Society for Precision Engineering: Tokyo, Japan, 2018; pp. 657–658. (In Japanese) [Google Scholar] [CrossRef]
- Ito, S.; Shima, Y.; Kato, D.; Matsumoto, K.; Kamiya, K. Development of a Microprobing System for Side Wall Detection Based on Local Surface Interaction Force Detection. Int. J. Autom. Technol. 2020, 14, 91–98. [Google Scholar] [CrossRef]
- Michihata, M.; Takaya, Y.; Hayashi, T. Development of the nano-probe system based on the laser trapping technique. CIRP Ann.-Manuf. Technol. 2008, 57, 493–496. [Google Scholar] [CrossRef]
- Michihata, M.; Takaya, Y.; Hayashi, T. Improvement of Laser Trapping Based Microprobe in Laser Shaded Condition. J. Adv. Mech. Des. Syst. Manuf. 2012, 6, 764–770. [Google Scholar] [CrossRef] [Green Version]
- Michihata, M.; Nagasaka, Y.; Hayashi, T.; Takaya, Y. Probing technique using circular motion of a micro-sphere controlled by optical pressure for a nano-coordinate measuring machine. Appl. Opt. 2009, 48, 198–205. [Google Scholar] [CrossRef] [PubMed]
- Michihata, M.; Takaya, Y.; Hayashi, T. Laser trapping based surface sensing probe using Brownian motion for nano-coordinate measurement. In Proceedings of the 14th International Conference on Mechatronics Technology (ICMT 2010), Osaka, Japan, 24–26 November 2010; pp. 313–316. [Google Scholar]
- Michihata, M.; Ueda, S.; Takahashi, S.; Takamasu, K.; Takaya, Y. Scanning dimensional measure-ment using laser-trapped microsphere with optical standing-wave scale. Opt. Eng. 2017, 56, 064103. [Google Scholar] [CrossRef]
- Michihata, M.; Kim, J.; Takahashi, S.; Takamasu, K.; Mizutani, Y.; Takaya, Y. Surface Imaging Technique by an Optically Trapped Microsphere in Air Condition. Nanomanuf. Metrol. 2018, 1, 32–38. [Google Scholar] [CrossRef]
- Bauza, M.B.; Woody, S.C.; Smith, S.T.; Darnell, R.M.S.I.M.; Florando, J.N. Microscale metrology using standing wave probes. In Proceedings of the 23rd ASPE Annual Meeting and 12th ICPE, Portland, OR, USA, 19–24 October 2008. [Google Scholar]
- Bauza, M.B.; Hocken, R.J.; Smith, S.T.; Woody, S.C. Development of a virtual probe tip with an application to high aspect ratio microscale features. Rev. Sci. Instrum. 2005, 76, 95112. [Google Scholar] [CrossRef]
- Weckenmann, A.; Hoffmann, J.; Schuler, A. Development of a tunnelling current sensor for a long-range nano-positioning device. Meas. Sci. Technol. 2008, 19, 064002. [Google Scholar] [CrossRef]
- Hoffmann, J.; Weckenmann, A.; Sun, Z. Electrical probing for dimensional micro metrology. CIRP J. Manuf. Sci. Technol. 2008, 1, 59–62. [Google Scholar] [CrossRef]
- Schuler, A.; Hausotte, T.; Sun, Z. Micro- and nanocoordinate measurements of micro-parts with 3-D tunnelling current probing. J. Sens. Sens. Syst. 2015, 4, 199–208. [Google Scholar] [CrossRef] [Green Version]
- Sun, Z.; Hausotte, T. 3.1.2—Development of a 3D capable probing system based on electrical near-field interactions for micro- and nanocoordinate metrology. Tagungsband 2016, 156–161. Available online: https://www.ama-science.org/proceedings/details/2330 (accessed on 9 January 2022).
- Tan, J.; Cui, J. Ultraprecision 3D probing system based on spherical capacitive plate. Sens. Actuators A Phys. 2010, 159, 1–6. [Google Scholar] [CrossRef]
- Inasaki, I. Application of acoustic emission sensor for monitoring machining processes. Ultrasonics 1998, 36, 273–281. [Google Scholar] [CrossRef]
- Elfurjani, S.; Bayesteh, A.; Park, S.; Jun, M. Dimensional measurement based on rotating wire probe and acoustic emission. Measurement 2015, 59, 329–336. [Google Scholar] [CrossRef]
- Goo, C.-S.; Jun, M.B.; Saito, A. Probing system for measurement of micro-scale components. J. Manuf. Process. 2012, 14, 174–180. [Google Scholar] [CrossRef]
- Kuramoto, N.; Fujii, K.; Yamazawa, K. Volume measurements of28Si spheres using an interferometer with a flat etalon to determine the Avogadro constant. Metrologia 2011, 48, S83–S95. [Google Scholar] [CrossRef]
- Manske, E.; Jäger, G.; Hausotte, T. A Multi-Sensor Approach for Complex and Large-Area Applications in Micro and Nanometrology. NCSLI Meas. 2012, 7, 44–50. [Google Scholar] [CrossRef]
- Yamamoto, M.; Takeuchi, H.; Aoki, S. Dimensional measurement of high aspect ratio micro structures with a resonating micro cantilever probe. Microsyst. Technol. 2000, 6, 179–183. [Google Scholar] [CrossRef]
- Peiner, E.; Balke, M.; Doering, L.; Brand, U. Tactile probes for dimensional metrology with microcomponents at nanometre resolution. Meas. Sci. Technol. 2008, 19, 064001. [Google Scholar] [CrossRef]
- Kim, B.; Masuzawa, T.; Bourouina, T. The vibroscanning method for the measurement of micro-hole profiles. Meas. Sci. Technol. 1999, 10, 697–705. [Google Scholar] [CrossRef]
- Wedmann, A.; Kniel, K.; Krah, T.; Härtig, F. T-shaped microprobe and gap measurement standard for inner microstructures. Measurement 2016, 94, 949–953. [Google Scholar] [CrossRef]
- Leach, R.; Weckenmann, A.; Coupland, J.M.; Hartmann, W. Interpreting the probe-surface interaction of surface measuring instruments, or what is a surface? Surf. Topogr. Metrol. Prop. 2014, 2, 035001. [Google Scholar] [CrossRef]
- Zangl, K.; Danzl, R.; Helmli, F.; Prantl, M. Highly accurate optical µCMM for measurement of micro holes. Procedia CIRP 2018, 75, 397–402. [Google Scholar] [CrossRef]
- Leach, R.K.; de Groot, P.; Haitjema, H. Infidelity and the calibration of surface topography measuring instruments. In Proceedings of the ASPE Annual Meeting, Las Vegas, NV, USA, 4–9 November 2018. [Google Scholar]
- Miura, K.; Nose, A.; Suzuki, H.; Okada, M. Cutting Tool Edge and Textured Surface Measurements with a Point Autofocus Probe. Int. J. Autom. Technol. 2017, 11, 761–765. [Google Scholar] [CrossRef]
- Michihata, M.; Fukui, A.; Hayashi, T.; Takaya, Y. Sensing a vertical surface by measuring a fluorescence signal using a confocal optical system. Meas. Sci. Technol. 2014, 25, 064004. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Conventional CMM | micro-CMM | |
|---|---|---|
| Measuring range | (1 m)3 | (10 mm)3 |
| Resolution | 1 μm | 10 nm |
| Accuracy | 5 μm | 50 nm |
| Probe tip size | 5 mm | 50 μm |
| Measuring force | 10−1 N | 10−3 N |
| Sensing Principle | Probe Tip Diameter | Shaft Length | Probing Force | Probe Tip Material | |
|---|---|---|---|---|---|
| Panasonic, UA3P-AFP | Contact, Hinge-type probe | 30, 80 μm | 300, 500 μm | 0.3 mN | Ruby, Tungsten carbide |
| Xpress PE, GANNEN XP | Contact, Hinge-type Vibration probe | 50–120 μm | 6.8 mm | 0.4 mN | Ruby |
| IBS P.E. Trislelion | Contact, Hinge-type probe | 80–250 μm | 6–8.5 mm | 0.3 mN | Ruby |
| 3D Werth Fiber Probe | Contact, Fiber probe | 40–250 μm | 20 mm | 1–100 μN | Glass |
| Werth Fiber Probe, WFP/S | Contact, Fiber probe | down to 25 μm | 150 mm | 1–100 μN | Glass |
| Mitutoyo, UMAP | Vibration probe | 15–300 μm | 0.2–16 mm | 1–25 μN | Glass |
| Zeiss, F25 probe | Contact, Hinge-type probe | 100–700 μm | up to 4 mm | 0.5 mN | Ruby |
| Probe Tip Diameter | Shaft Length | Aspect Ratio | Probing Force | Resonant Frequency | Stiffness | Respond Distance † | |
|---|---|---|---|---|---|---|---|
| UMAP | 30 μm | 3 mm | 100 | 0.15 μN | 349 kHz | − | non |
| ACP | 120 μm | 1 mm | 8 | 1 μN | 260 kHz | 15 N/m | 200–300 nm |
| Vibrating tactile probe | 70 μm | 1 mm | 14 | − | 1.6 kHz | 15 N/m | 100 nm |
| Resonant probe | 200 μm | 4 mm | 20 | − | 0.73 kHz | 10 N/m | non |
| Share force detection probe | 50 μm | 2.5 mm | 50 | − | − | − | 30 nm |
| Resonant triggering probe | 80 μm | 1 mm | 12.5 | μN order | 32 kHz | 143 N/m | A few nm |
| Laser-trapping-based probe | 8 μm | 30 μm | 4 | − | 2.7 kHz | 1.5 × 10−4 N/m | 10 μm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Michihata, M. Surface-Sensing Principle of Microprobe System for Micro-Scale Coordinate Metrology: A Review. Metrology 2022, 2, 46-72. https://doi.org/10.3390/metrology2010004
Michihata M. Surface-Sensing Principle of Microprobe System for Micro-Scale Coordinate Metrology: A Review. Metrology. 2022; 2(1):46-72. https://doi.org/10.3390/metrology2010004
Chicago/Turabian StyleMichihata, Masaki. 2022. "Surface-Sensing Principle of Microprobe System for Micro-Scale Coordinate Metrology: A Review" Metrology 2, no. 1: 46-72. https://doi.org/10.3390/metrology2010004
APA StyleMichihata, M. (2022). Surface-Sensing Principle of Microprobe System for Micro-Scale Coordinate Metrology: A Review. Metrology, 2(1), 46-72. https://doi.org/10.3390/metrology2010004