1. Introduction
Nanofluids—i.e., suspensions of nanometer-sized particles—are the novel generation of heat transfer fluids for different industrial applications, due to their excellent thermal efficiency. Some instances of the applications of nanofluids include various types of heat exchangers [
1,
2], thermosyphons and heat pipes [
3,
4], car radiators [
5], cooling of electronic devices, chillers, cooling and heating in buildings, medical applications [
6], microchannels [
7], and solar collectors [
8].
A great deal of research work has been performed on nanofluids [
9,
10,
11]. The initial studies were mainly confined to measurement and modeling of thermal conductivity. To our knowledge, the first research on these suspensions was implemented in 1993 by Masuda et al. [
12]. They added Al
2O
3 and TiO
2 nanoparticles at a concentration of 4.3% in base fluid, and illustrated that the thermal conductivity increment values are 32% and 11%, respectively. In comparison with base fluids, Choi and Eastman [
13] showed that the thermal conductivities of Cu–water and carbon nanotube (CNT)–water nanofluids are higher. Eastman et al. [
14] indicated that Cu–ethylene glycol nanofluid presents a 40% increment in thermal conductivity at 0.3% concentration.
In spite of the initial studies (which were often done on the thermal conductivity), the researchers have recently paid more attention to the convective heat transfer, since the nanofluids can have many potential applications in the processes associated with convective heat transfer [
15,
16,
17]. Sundar and Sharma [
18] assessed the influence of the water–Al
2O
3 concentration on the Nusselt number and friction factor in a circular pipe having a twisted tape for turbulent condition. Their obtained results showed that the heat transfer augments by concentration and Reynolds number increment.
Mahdavi et al. [
19] evaluated flow and heat transfer characteristics of the laminar flow of a nanofluid inside a straight pipe using the Eulerian–Lagrangian method. In this study, some conventional kinds of nanofluids, including nanoparticles of alumina, zirconia, and silica were examined, and the findings were compared with experimental data. Pressure drop predicted by Eulerian–Lagrangian technique was found to be reliable for concentrations less than 3%.
In the research contributions conducted so far, a nanofluid has frequently been presumed to be a uniform suspension which has uniform properties in all positions of the suspension. These assumptions cannot be true, and may lead to mistakes in phenomena associated with nanofluids. In fact, the nanoparticles can have Brownian diffusion resulting from their low mass and size, even if they are in a motionless medium. Therefore, the nanoparticle movement examination is significant to evaluate nanofluids as heat transfer fluids. Additionally, the presented findings on flow and heat transfer features of nanofluids are remarkably inconsistent. These inconsistencies (which are seen to a large extent in the literature) prove that the interactions of base fluid and nanoparticles may considerably affect the amount of heat transfer, and are currently unclear. Although many mechanisms, such as liquid layering, Brownian diffusion, ballistic conduction, etc. have been introduced, there is not any overall approach to demonstrating nanofluid behavior.
A significant parameter that may be operative for the proper characterization of nanofluid behavior is particle migration. It is indicated that if the particle migration impacts are properly considered, more truthful findings that are much closer to the physics of the problem can be achieved. A non-uniform concentration distribution is obtained, caused by the particle migration, which can change the distributions of thermo-physical properties—especially the viscosity and thermal conductivity, as these properties are significantly functions of particle distribution.
Very few research studies have been carried out addressing the impacts of particle migration on the characteristics of nanofluids [
20,
21,
22]. Ding and Wen [
23] examined nanoparticle motion in the flow of nanofluids for the laminar regime. It was found that the particle concentration near the pipe wall is lower in comparison to central areas. Bahiraei [
24] examined the hydrothermal properties of the nanofluids containing magnetite nanoparticles for the turbulent regime. The impacts of non-uniform shear rate, Brownian motion, and viscosity gradient were taken into account. By considering the influences of particle migration, the near-wall concentration was smaller than in central areas. The particle concentration non-uniformity was more obvious for the larger nanoparticles, and was augmented by increment of Reynolds number and mean concentration. Malvandi et al. [
25] studied heat transfer properties hydromagnetic alumina/water nanofluid through a micro-annulus, taking various mechanisms of particle migration into account. The mode utilized was capable of regarding particle migration due to Brownian diffusion and thermophoresis. The results proved that augmenting the slip velocity and magnetic field improves the heat transfer efficacy, while raising concentration, ratio of internal wall to outer wall radius, and heat flux ratio, reducing thermal efficiency.
Most of the contributions on nanofluids (some of them were mentioned above) have been carried out using the first law of thermodynamics, while it is not properly able to analyze energy saving or wasting alone.
Generally, since the 1970s, the application of the second law of thermodynamics in the thermal design of equipment has attracted substantial attention. The second law of thermodynamics is related to energy availability. The most efficient use of available energy can be attained by applying optimization of thermal exchange equipment through the second law instead of the first law. Employing the second law of thermodynamics has influenced the design approaches of various thermal devices to optimize the rates of entropy production, and therefore to maximize achievable work. The use of one of two terms has been considered by many researchers: irreversibility (entropy generation) and exergy (available energy). Lower entropy production in a piece of thermal equipment means lower energy dissipation. Bejan [
26] carried out one of the initial research studies on entropy production for convection heat exchange in a number of important applications. Bejan [
27] is the most famous investigator in this field, and has concentrated on the various factors that are effective on the production of entropy.
Although the key goal in heat exchange systems is the heat exchange rate, the entropy production can be great, which may cause a small efficacy of the second law. Therefore, entropy production analysis could be an appropriate approach to investigating a heat transfer device from a second law viewpoint.
Several researchers have used the second law of thermodynamics in their investigations for the analysis of nanofluid performance. Moghaddami et al. [
28] investigated entropy production for two Al
2O
3–water and Al
2O
3–ethylene glycol nanofluids inside a tube under uniform heat flux and for both laminar and turbulent regimes. The authors concluded that the addition of solid nanoparticles decreases entropy production for the laminar regime, whereas there was an optimum Reynolds number in which entropy generation was minimized in turbulent conditions.
Sheremet et al. [
29] investigated the influences of a temperature-constant panel insertion for a cavity filled with nanofluid that is chilled using a temperature-constant cooler. The model developed as dimensionless parameters was solved through finite volume approach. The research was carried out for various geometrical ratios of block inserted and temperature-constant cooler, Rayleigh number, and particle concentration. The results showed that Bejan number, Nusselt number, and total entropy generation augment by concentration increment.
Mahian et al. [
30] assessed the entropy production between two cylinders, applying TiO
2–water nanofluid under the influence of Magneto-Hydrodynamic (MHD) flow. In addition to the thermal and frictional impacts, the effect of the employed magnetic field on the entropy production was also taken into account. The authors proposed utilizing nanofluids under MHD just for small Brinkman numbers.
Boghrati et al. [
31] evaluated entropy production due to the flow of water-based carbon nanotubes (CNTs) and Al
2O
3 nanoparticles inside parallel plates. Between the two plates, a rectangular barrier was situated such that the nanofluid can flow around the barrier. The results revealed that entropy production augments through the addition of solid nanoparticles. Furthermore, it was concluded that the entropy production caused by CNTs is higher than that resulting from Al
2O
3 nanoparticles.
Mahmoudi et al. [
32] investigated the effect of MHD on the production of entropy, applying Cu–water nanofluids inside a trapezoidal cavity. It was concluded that the production of entropy decreases as concentration increases, whereas it increases with the magnetic field.
Frictional, thermal, and total entropy generation rates for the water–Al2O3 nanofluid flow inside a circular minichannel are examined in the present work, with respect to the particle migration effects. The impacts of parameters such as particle size, Reynolds number, and concentration on entropy production are studied. To the best knowledge of the authors, the current research is the first investigation in which the second law analysis is employed to assess irreversibility in nanofluids with respect to the impacts of particle migration.
6. Results and Discussion
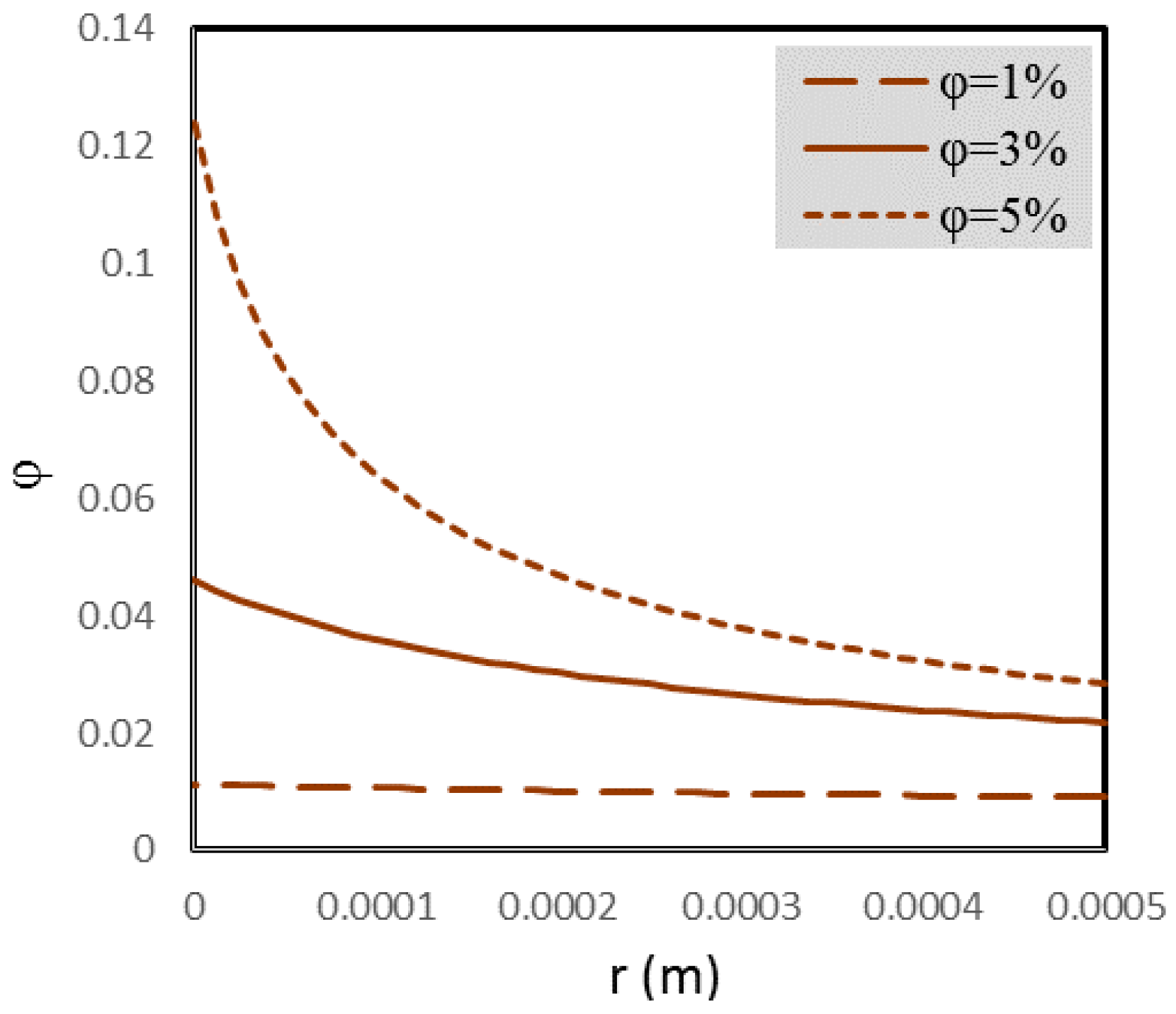
Numerical research is conducted in order to assess the influence of particle migration on entropy production for the water–Al2O3 nanofluid flow within a circular minichannel under a constant wall heat flux (i.e., 5000 W/m2). The numerical runs are carried out for mean concentrations of 1%, 3% and 5%, the Reynolds numbers of 200, 1000, and 2000, and particle sizes of 10, 50, and 90 nm. For this goal at first, the distribution of the concentration at the cross-section of the pipe should be determined by solving Equation (10) for different states.
Figure 2 depicts the concentration distribution for various mean concentrations at
Re = 2000 and
dp = 90 nm at a tube cross-section. As can be observed, non-uniformity of the concentration distribution intensifies by mean concentration increment, so that the nanofluid attains a higher concentration in the central areas of the tube. This observation is attributed to 1/
ϕ2 in the latest term of Equation (10), which considerably reduces with the increase of concentration, due to the power of second order in the denominator. Indeed, the impact of Brownian motion—which tends to make the particle distribution more uniform—reduces by the concentration increment as compared to the effect of the other factors.
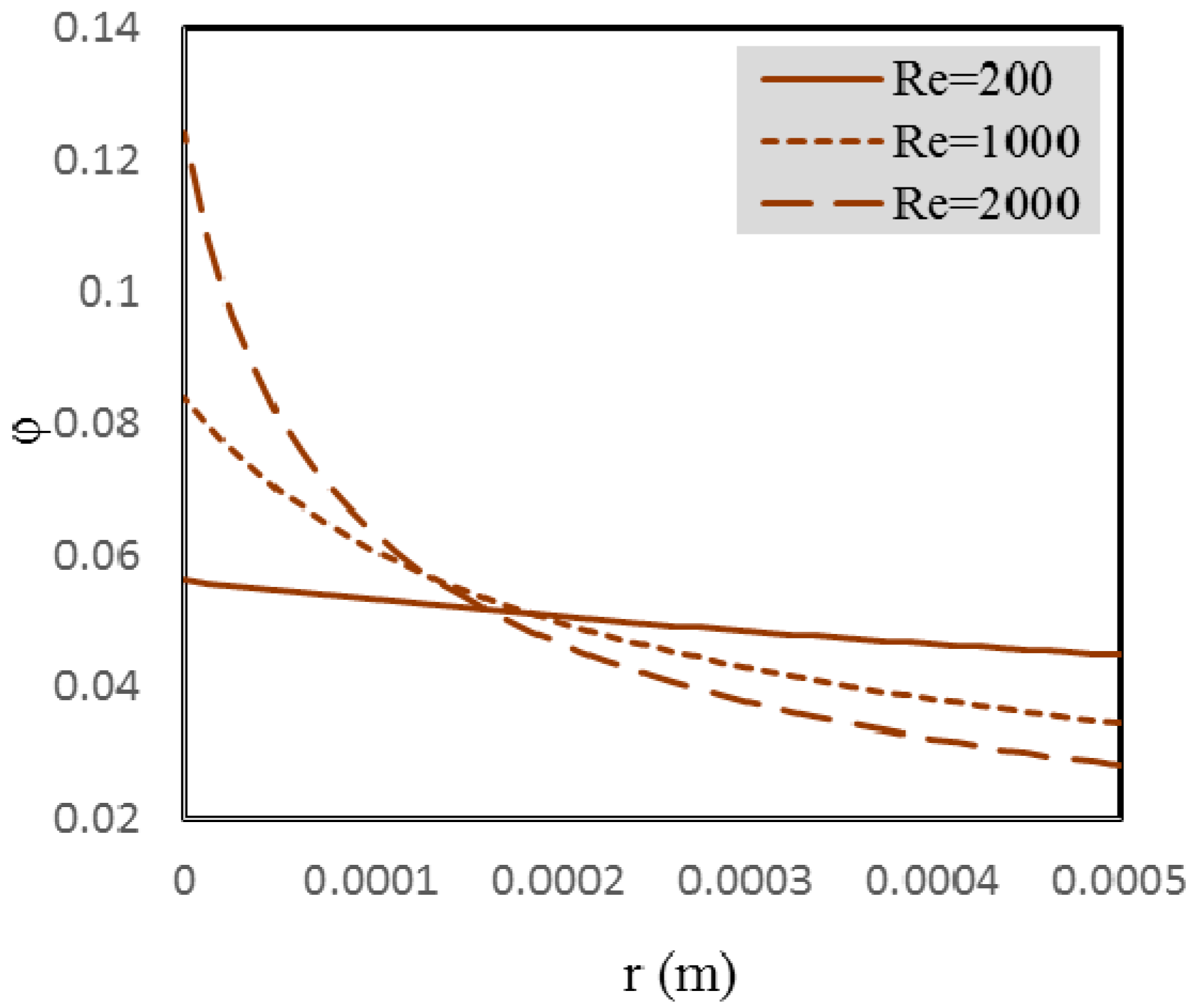
The concentration distribution is presented in
Figure 3 for different Reynolds numbers at
ϕm = 5% and
dp = 90 nm. It can be noticed that augmenting the Reynolds number makes the concentration distribution rather non-uniform at the tube cross-section. This is attributed to an increment in diffusion due to non-uniform shear induced at the higher Reynolds numbers, which can increase gathering of the nanoparticles in the central areas.
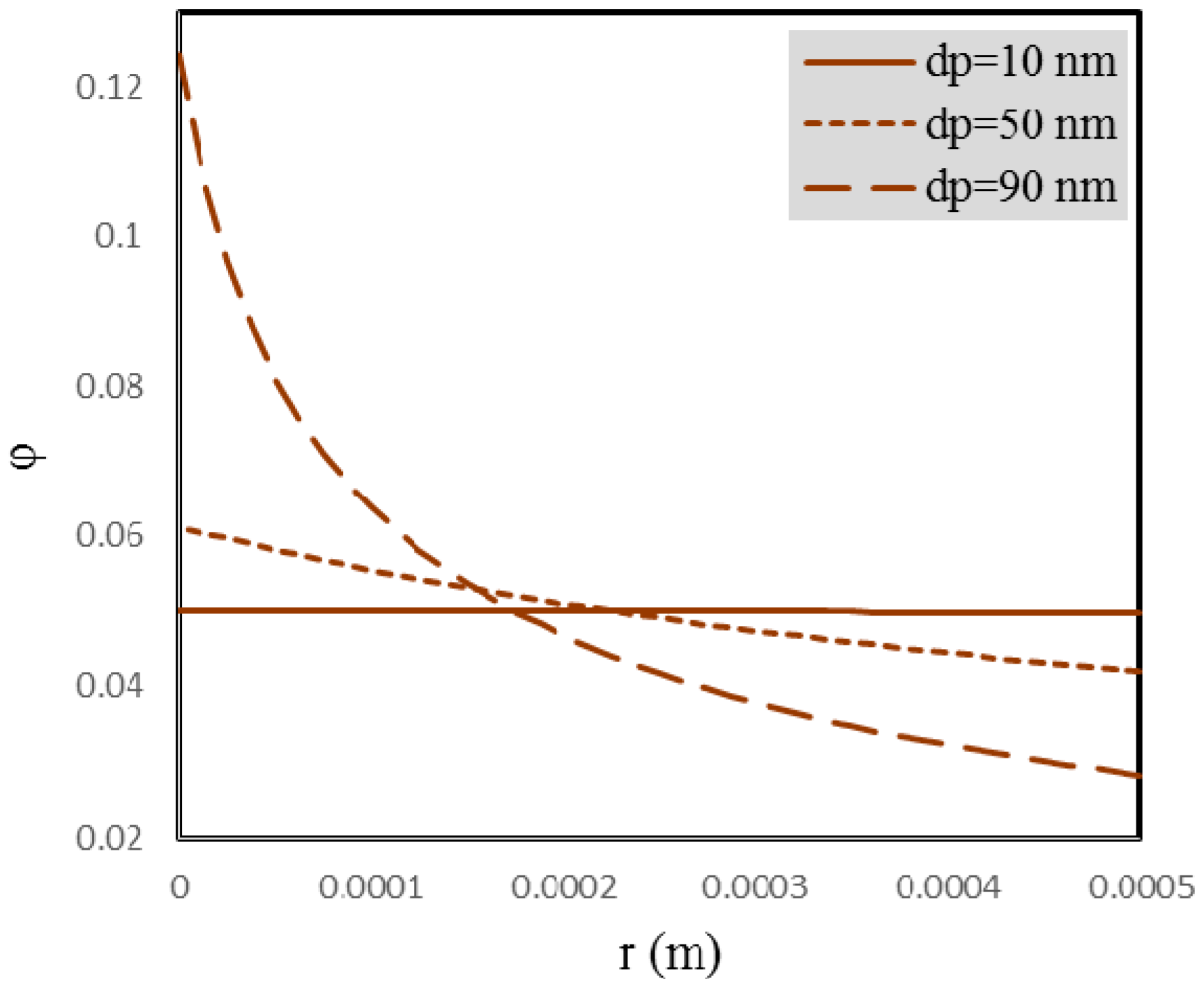
The concentration distribution at the tube cross-section is illustrated in
Figure 4 for different sizes of the nanoparticles at
Re = 2000 and
ϕm = 5%. As can be observed, the concentration distribution becomes more non-uniform by particles’ enlargement. The non-uniform shear rate leads to the migration of nanoparticles to the central areas of the tube, while the Brownian diffusion guides the nanoparticles opposite to the concentration gradient. Thus, these two mechanisms work in two opposite directions. By increasing the particle size, the impact of the Brownian diffusion reduces, while the influence of the non-uniform shear rate augments. Thus, at a given mean concentration, a higher agglomeration of the nanoparticles accumulates in the central areas for coarser nanoparticles, such that the concentration value increases just 0.36% from the wall to the tube center for the particles of 10 nm size, while it increases by almost four times from the wall to the tube center for particles of 90 nm size.
The effects of various parameters on entropy production rates will be discussed in the following, taking into consideration the particle migration impacts. Local investigations are carried out on a cross-section of 0.9 m distance from the tube inlet, unless otherwise mentioned for the relevant cross-section location.
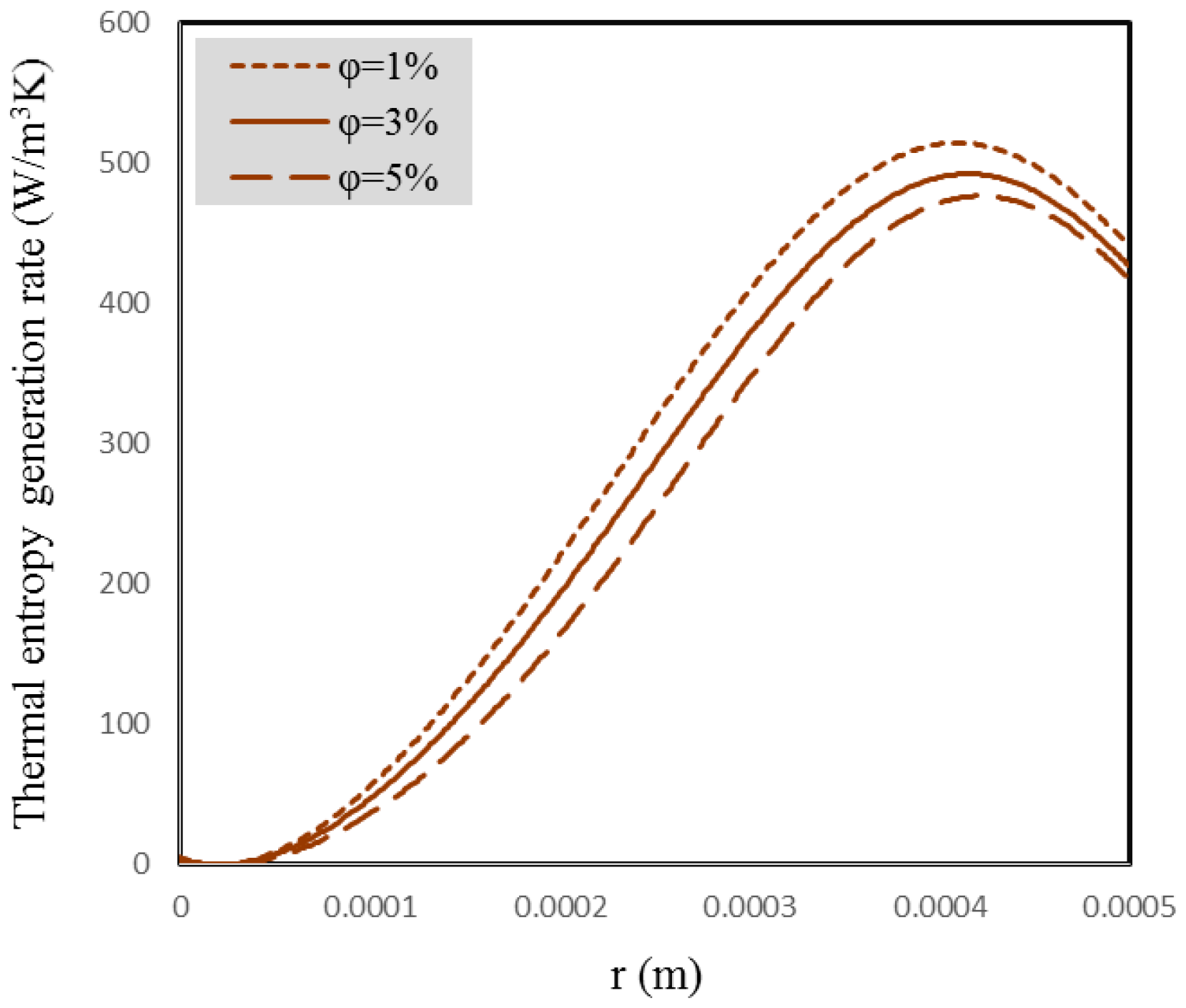
Figure 5 illustrates the thermal entropy generation rate at
Re = 2000 and
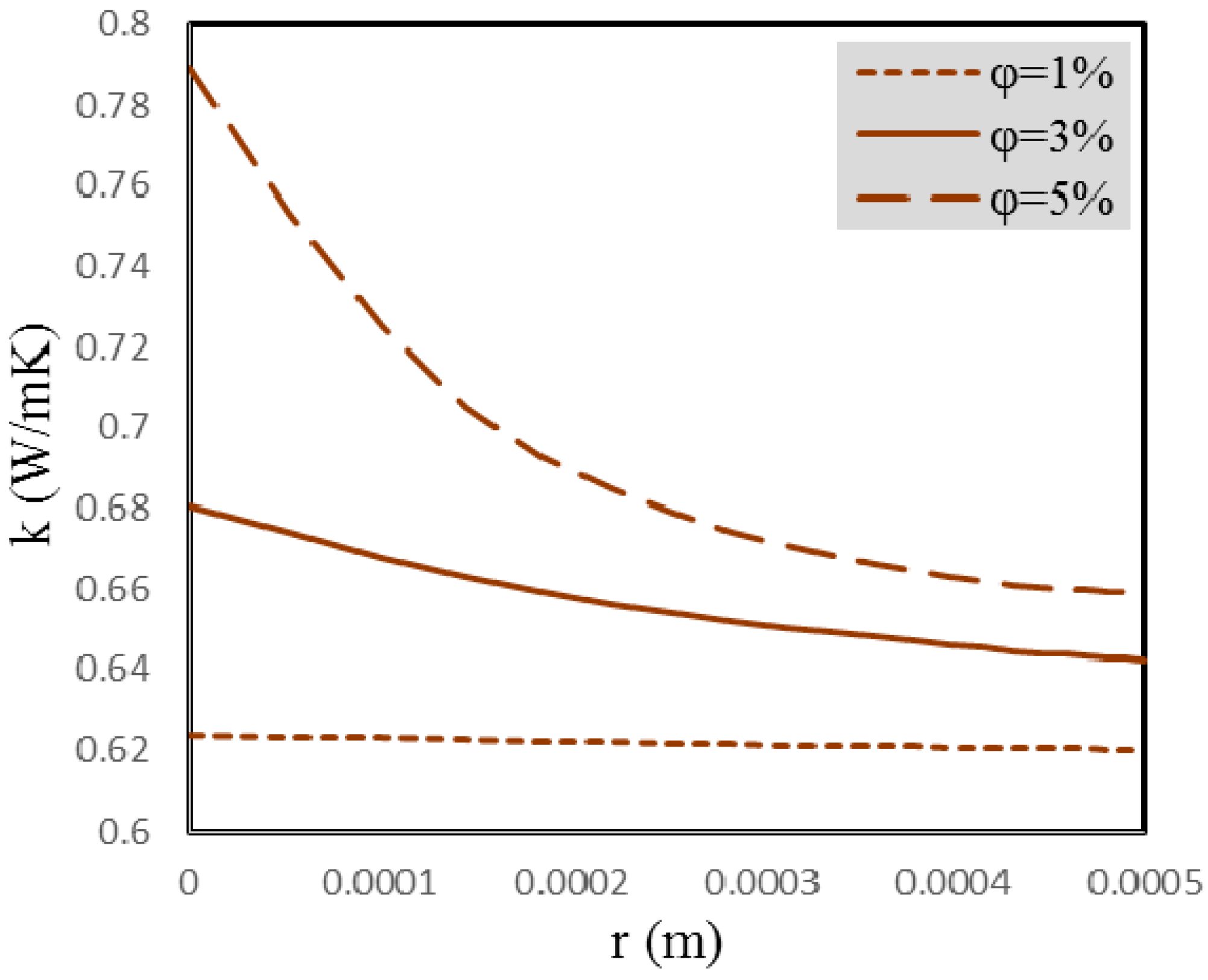
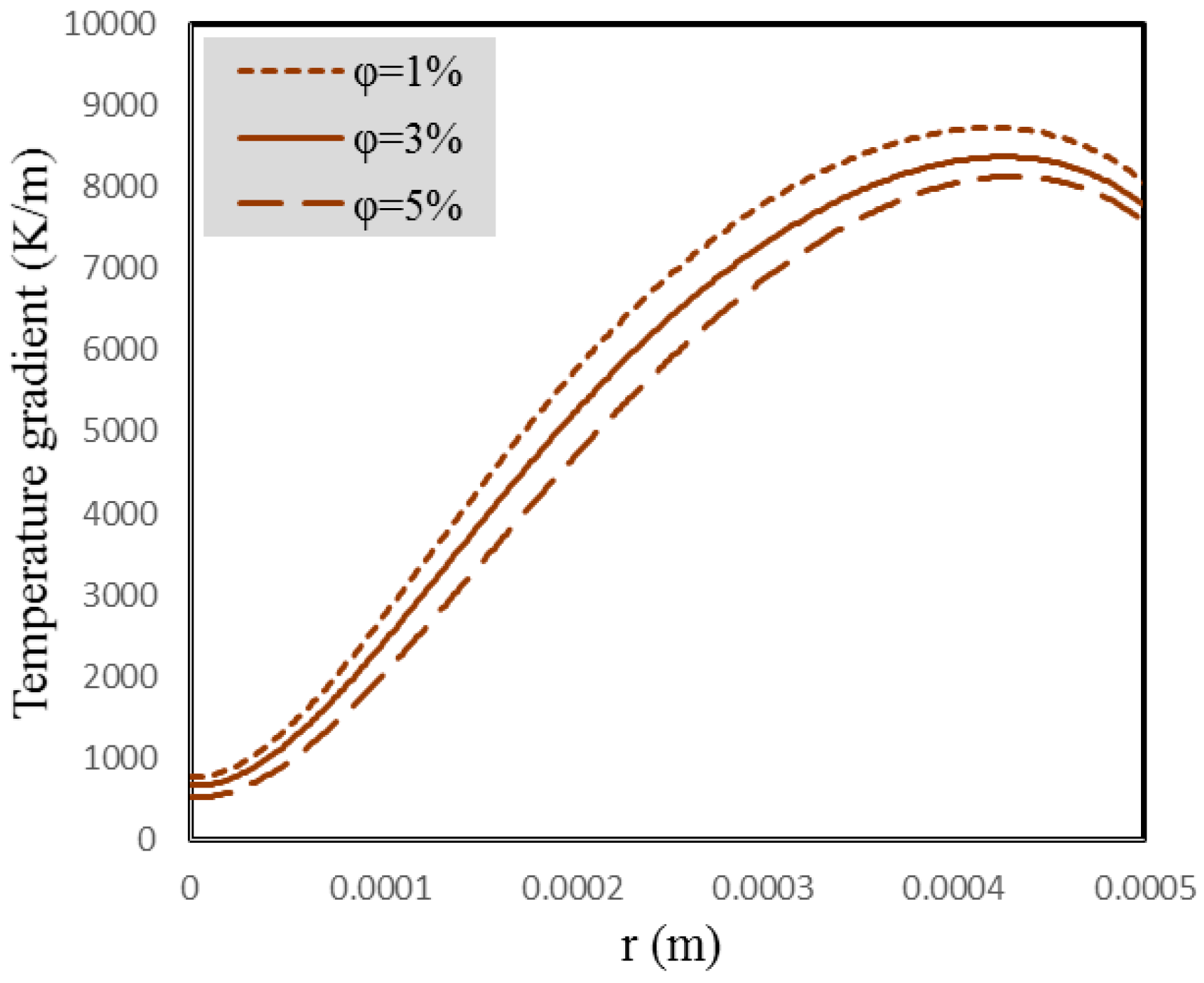
dp = 90 nm for various concentrations. As seen from this figure, increasing the concentration leads to a reduction in the thermal entropy production. The reason for this is that the increased concentration improves the nanofluid thermal conductivity, which results in a reduction of the temperature gradient (see
Figure 6 and
Figure 7). On the other hand, the greater concentration increases the nanofluid viscosity, and because the investigations are done at a constant Reynolds number, the nanofluid velocity shall be augmented (since the viscosity is in the Reynolds number denominator), which causes a nanofluid temperature decrement. The lower temperature enhances the thermal entropy generation rate because the temperature is located in the denominator of the equation, which describes the thermal entropy generation (Equation (25)). However, since the temperature gradient decrease dominates the temperature decrease, the thermal entropy generation rate reduces with concentration augmentation.
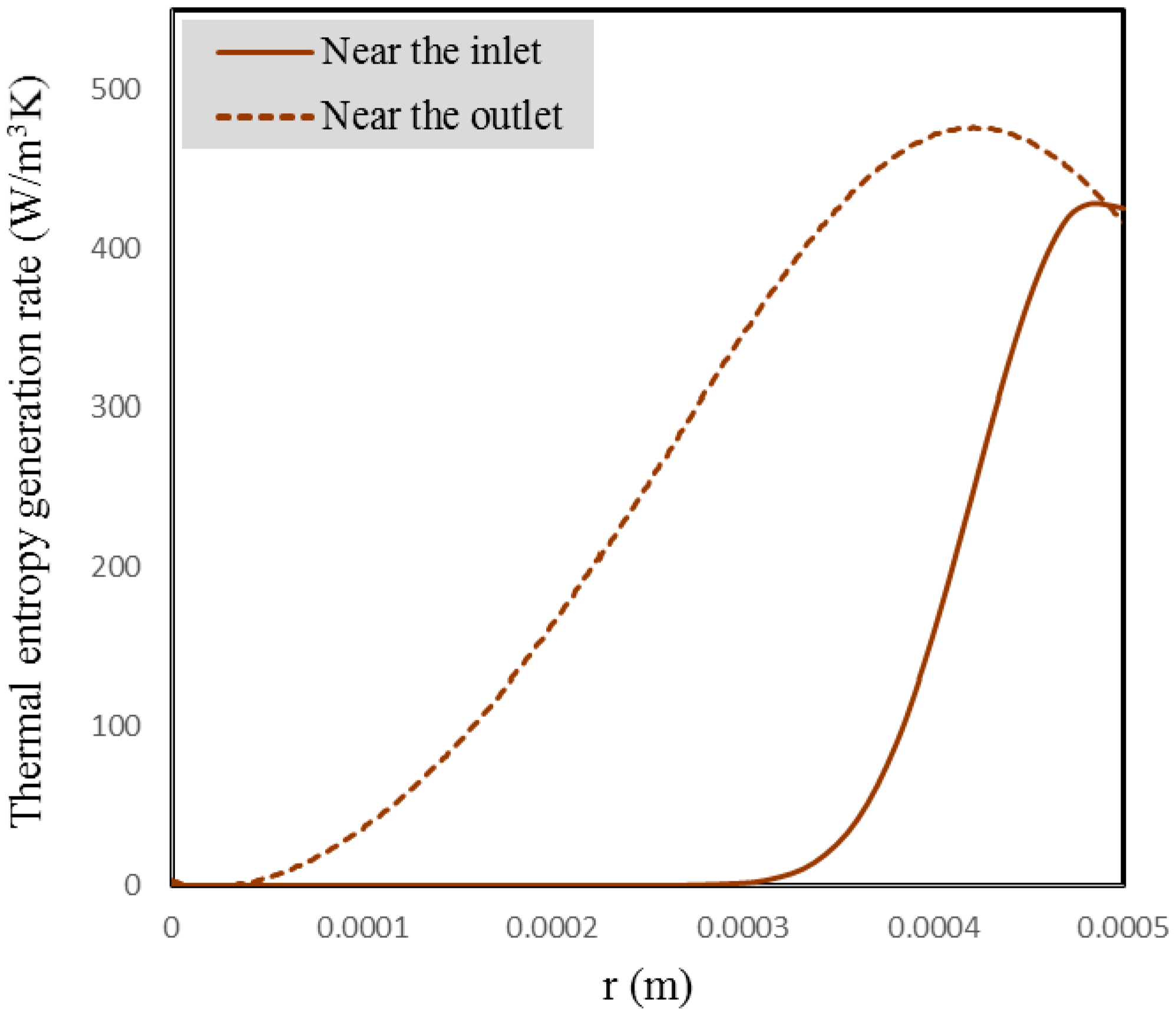
Figure 8 shows the distributions of thermal entropy generation rate for two different cross-sections—one just close to the inlet (i.e., at
x = 0.05 m), and the other close to the outlet (i.e., at
x = 0.9 m)—at
Re = 2000,
dp = 90 nm, and
ϕm = 5%. It is clearly seen that at the cross-section near the inlet, the thermal entropy generation rate is insignificant in a wide area of this cross-section. The reason for this is that the temperature gradient is negligible in the central areas because the thermal boundary layer has not developed much, and has not yet reached central regions as a consequence. However, at the cross-section near the outlet, this rate has become significant in a wider area of the cross-section due to more development of the thermal boundary layer. In addition, it is noticed that the thermal entropy production rate near the wall for the cross-section close to the outlet is smaller than that for the one close to the inlet. The reason is that on one hand, the temperature gradient on the wall is the same for both of the cross-sections, in accordance with the Fourier law (Equation (30)), and on the other hand, for the cross-section close to the outlet, the temperature is higher, and consequently, the thermal entropy generation near the wall for this cross-section will be smaller (as per Equation (25)).
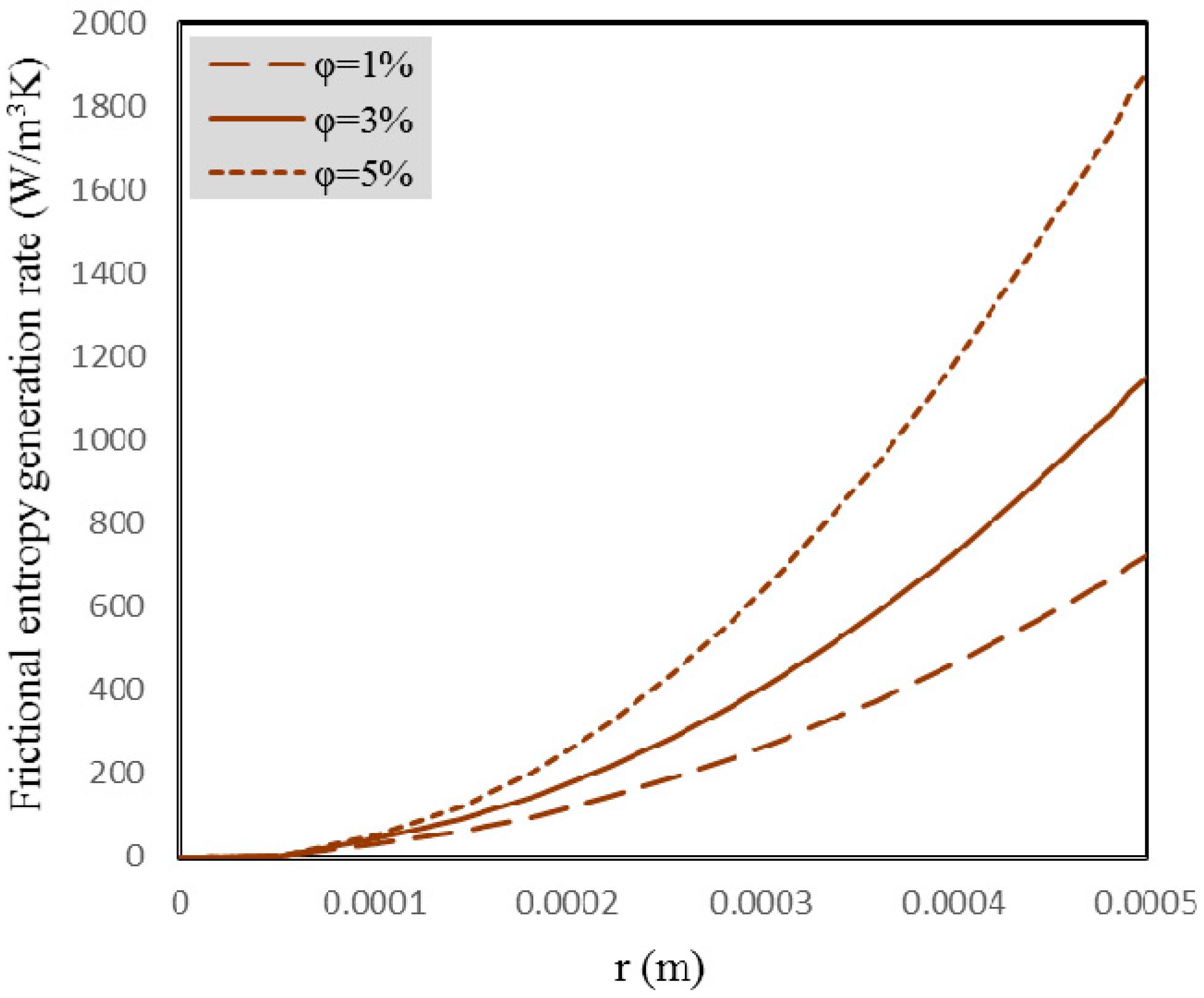
Figure 9 illustrates the frictional entropy generation rate at
Re = 2000 and
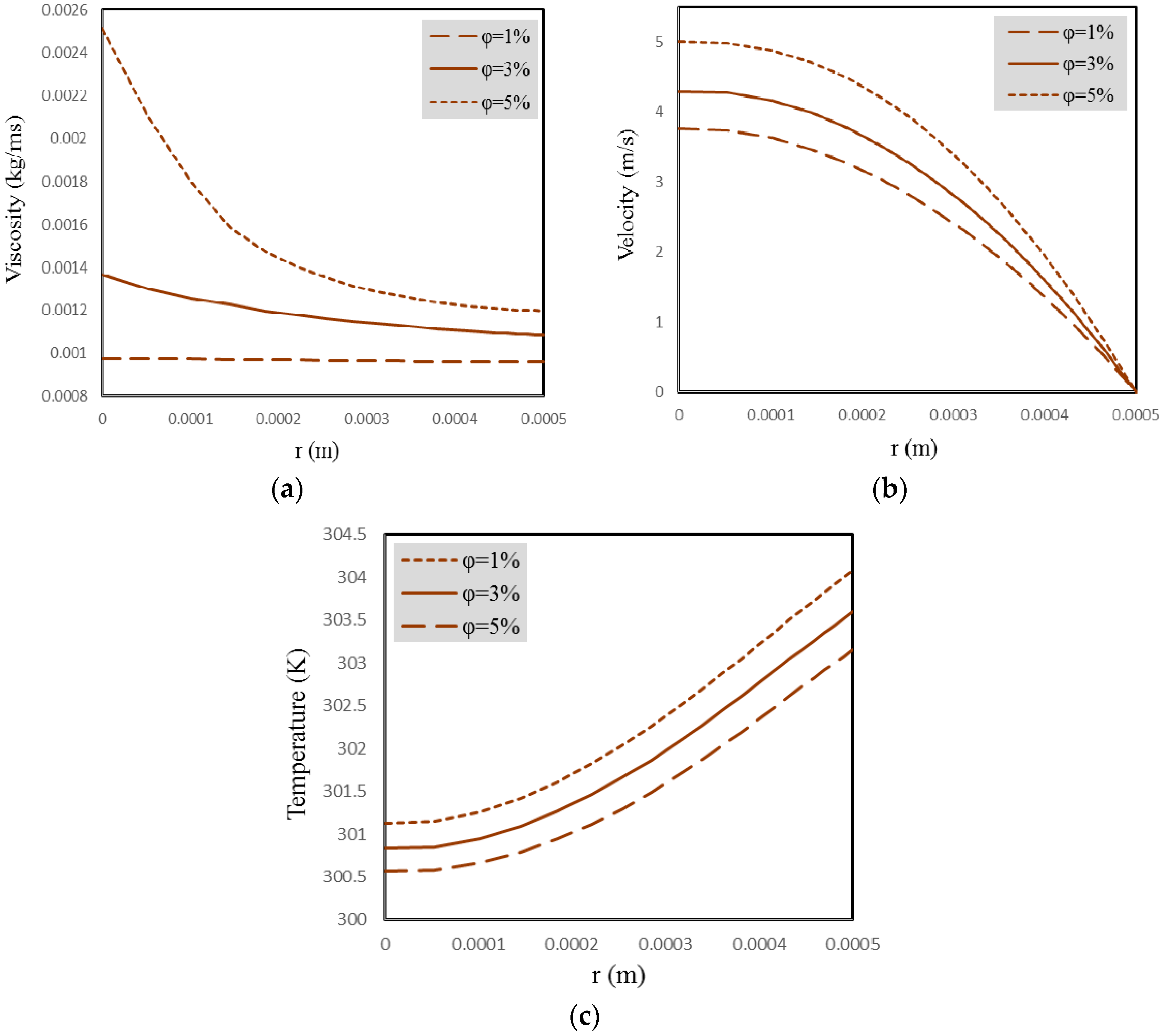
dp = 90 nm for various concentrations. Increasing the concentration intensifies the frictional entropy production rate. One reason is that the nanofluid viscosity increases at higher concentrations (see
Figure 10a), which can increase the frictional entropy generation rate (as per Equation (26)). On the other hand, since the examination is done at a constant Reynolds number, and the viscosity—which is in denominator of the Reynolds number calculation—increases by increasing the concentration, greater velocities are adopted at higher concentrations (see
Figure 10b), which can augment the frictional entropy generation due to the velocity gradient increment. Another reason for the increased frictional entropy generation rate at higher concentrations is that the nanofluid temperature decreases by concentration augmentation (see
Figure 10c). The reason for the temperature reduction is that although the nanofluid specific heat decreases at greater concentrations (and the specific heat decrement can increase the nanofluid temperature), the increased velocity compensates for this specific heat reduction, such that the temperature eventually decreases. Thus, since the temperature is in the denominator of Equation (26), the temperature reduction can increase the frictional entropy generation rate. Additionally, due to the more intensive particle migration to the central areas at higher concentrations (and thus, more non-uniform distribution of the concentration at the cross-section of the pipe), the nanofluid viscosity reduces considerably near the wall, which can intensify the velocity gradient there (see
Figure 11). As shown in
Figure 9, this causes significant discrepancy in the frictional entropy generation rates adjacent to the wall for different concentrations.
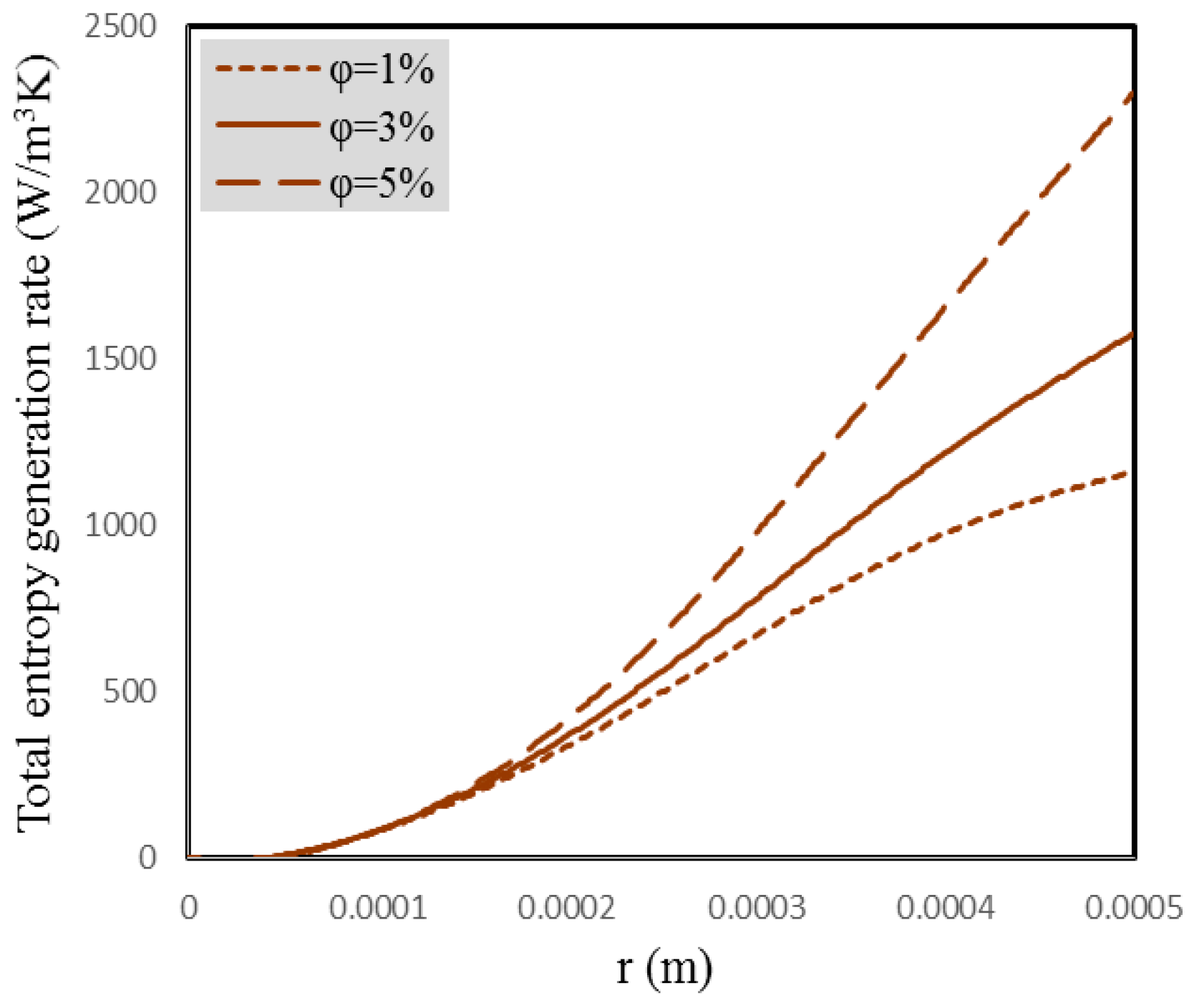
The total entropy generation rate versus the concentration is illustrated in
Figure 12 for
Re = 2000 and
dp = 90 nm. It is noticed that variations of the total entropy generation rate at the concentrations of 3% and 5% have a similar trend to those of the frictional entropy generation rate. This is because the contribution of the frictional entropy generation is much greater than that of the thermal entropy generation at these concentrations, as is evident from a comparison between
Figure 5 and
Figure 9. However, at the concentration of 1%, the frictional and thermal entropy generation rates have close values; therefore, the trend of variations in the total entropy generation rate at this concentration is affected by both thermal and frictional entropy generation rates.
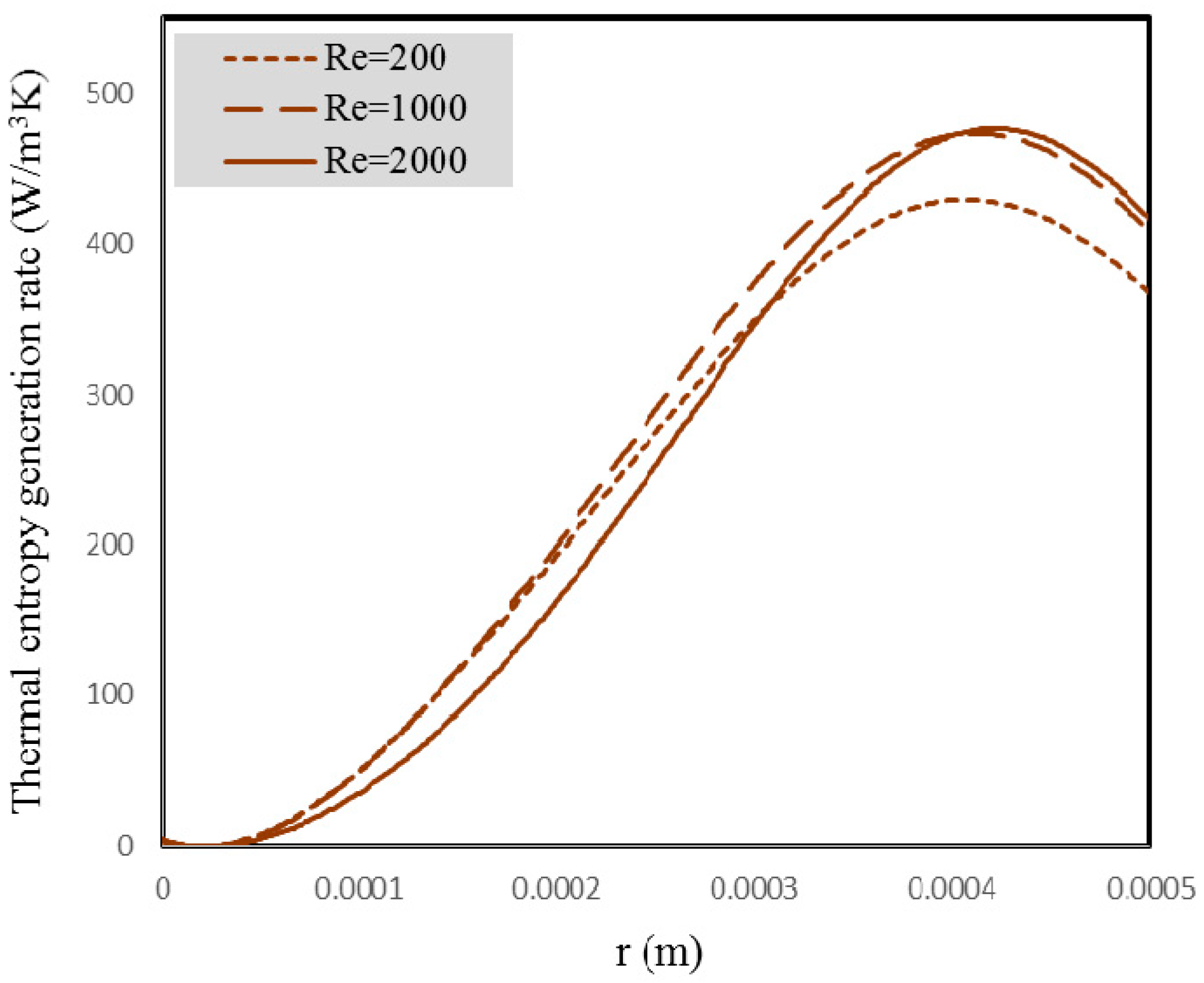
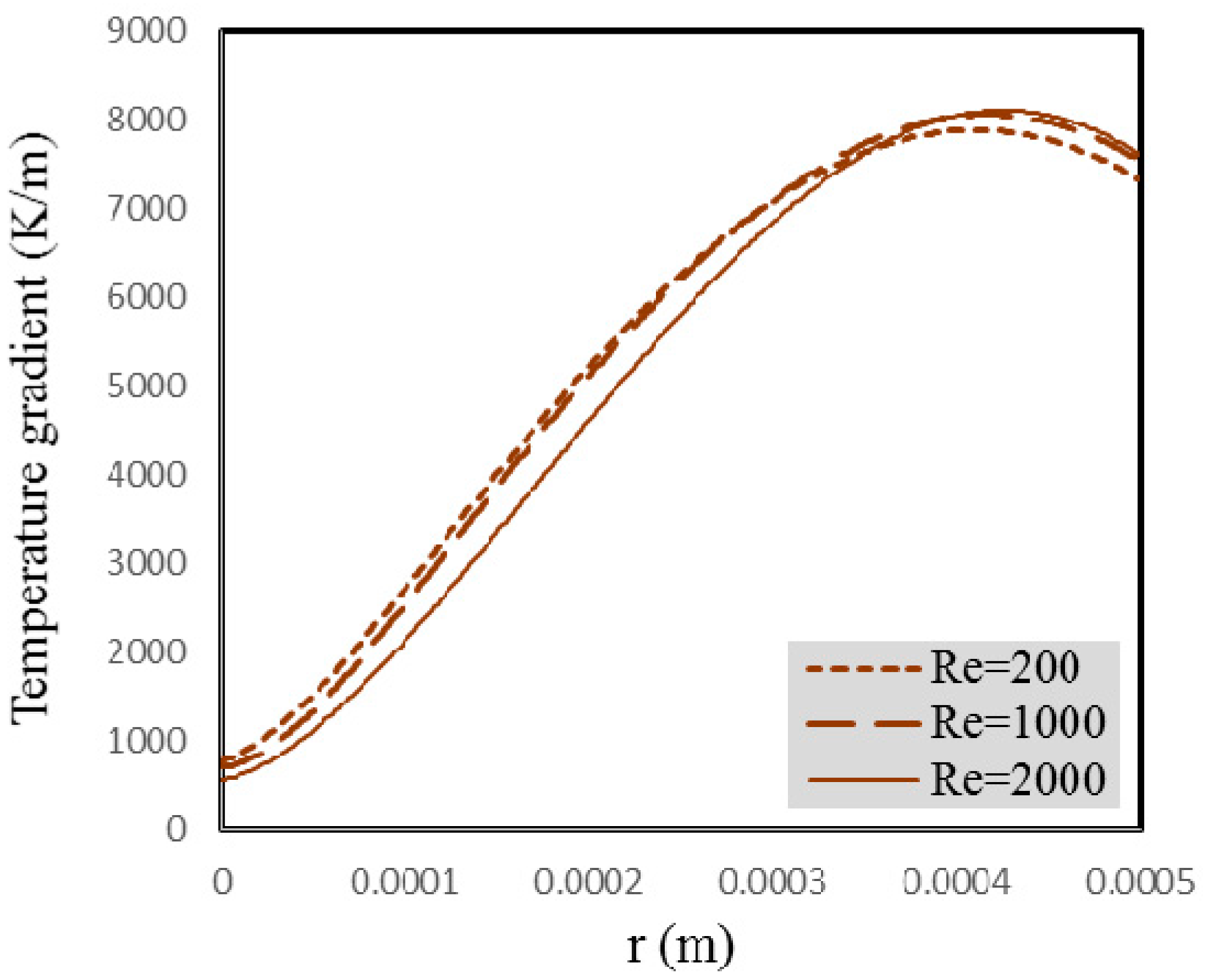
Figure 13 depicts the thermal entropy generation rate for different Reynolds numbers at
ϕm = 5% and
dp = 90 nm. It is seen that the thermal entropy generation rate near the wall is greater at the larger Reynolds numbers. This is because at greater Reynolds numbers (as discussed before,
Figure 3), migration of the particles to the central areas occurs with more intensity, so that the concentration decreases more significantly near the wall. This causes a decrease of the thermal conductivity adjacent to the wall at the higher Reynolds numbers. Therefore, with respect to the constant amount of heat flux on wall, the temperature gradient at the vicinity of the wall will be greater at larger Reynolds numbers (see
Figure 14). Approaching the central regions, the opposite trend is noted. In other words, for higher Reynolds numbers at the central regions, the thermal conductivity increases; consequently, the temperature gradient decreases in comparison with lower Reynolds numbers. This will reduce the thermal entropy production rate in the central areas at higher Reynolds numbers.
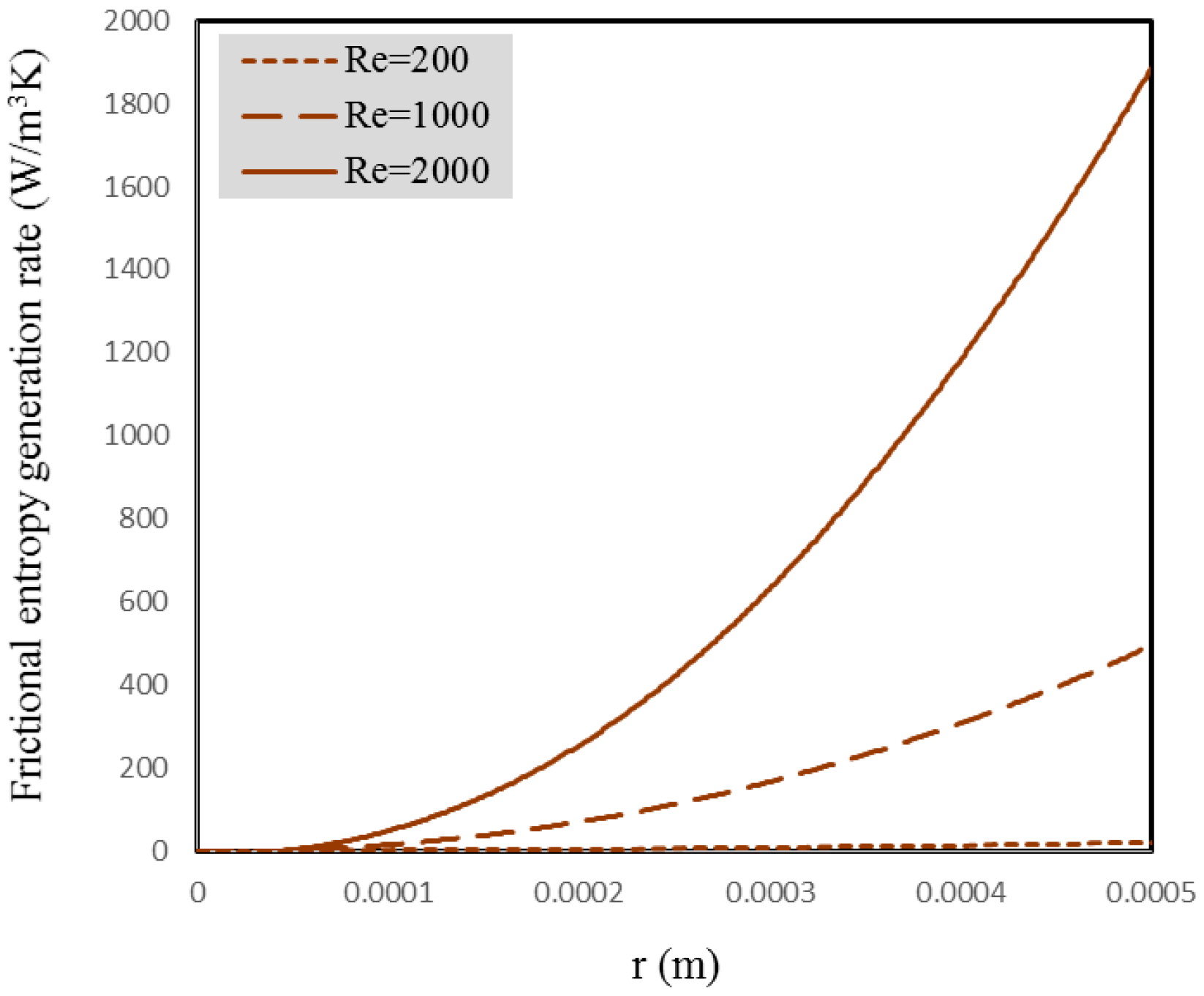
Frictional entropy generation rate is demonstrated in
Figure 15 for different Reynolds numbers at
ϕm = 5% and
dp = 90 nm. As is clearly seen from this figure, the frictional entropy generation rate increases at the higher Reynolds numbers. The difference between the frictional entropy generation rates becomes more considerable near the wall. One can notice from
Figure 16 that increasing the Reynolds number has a significant effect on the velocity gradient intensification. Here, in addition to the effect of velocity increase on velocity gradient increment, the concentration distribution is more non-uniform at greater Reynolds numbers (
Figure 3). This will reduce the viscosity near the wall, and therefore the gradient of the velocity will be more significant there; finally, it causes a significant discrepancy between the frictional entropy generation rates near the wall for different Reynolds numbers.
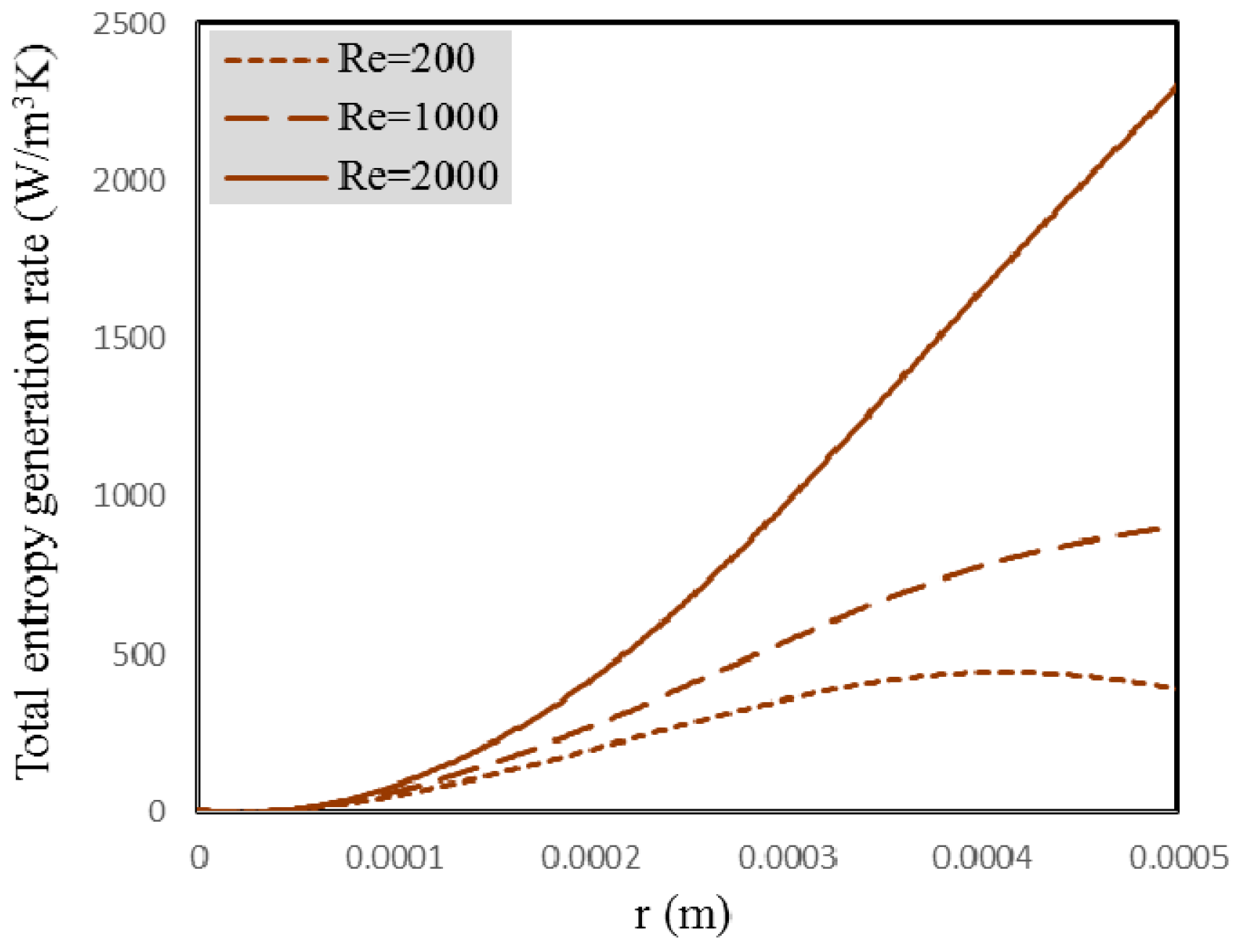
Figure 17 shows the total entropy generation rate at
ϕm = 5% and
dp = 90 nm for various Reynolds numbers. As can be noticed, the diagram of the total entropy generation rate at
Re = 2000 is very like that of the frictional entropy generation rate. This is because at this Reynolds number (as is obvious in
Figure 13 and
Figure 15), the frictional entropy generation has a significantly greater contribution compared to the entropy generation due to heat transfer. At
Re = 1000, wherein the contributions of the friction and heat transfer in entropy generation are almost equal, the diagram of the total entropy generation rate has been affected by both factors equally. However, the thermal entropy generation completely dominates the frictional entropy generation at
Re = 200, and that is why the diagram of the total entropy generation rate in
Figure 17 is to a large extent similar to the thermal entropy production rate.
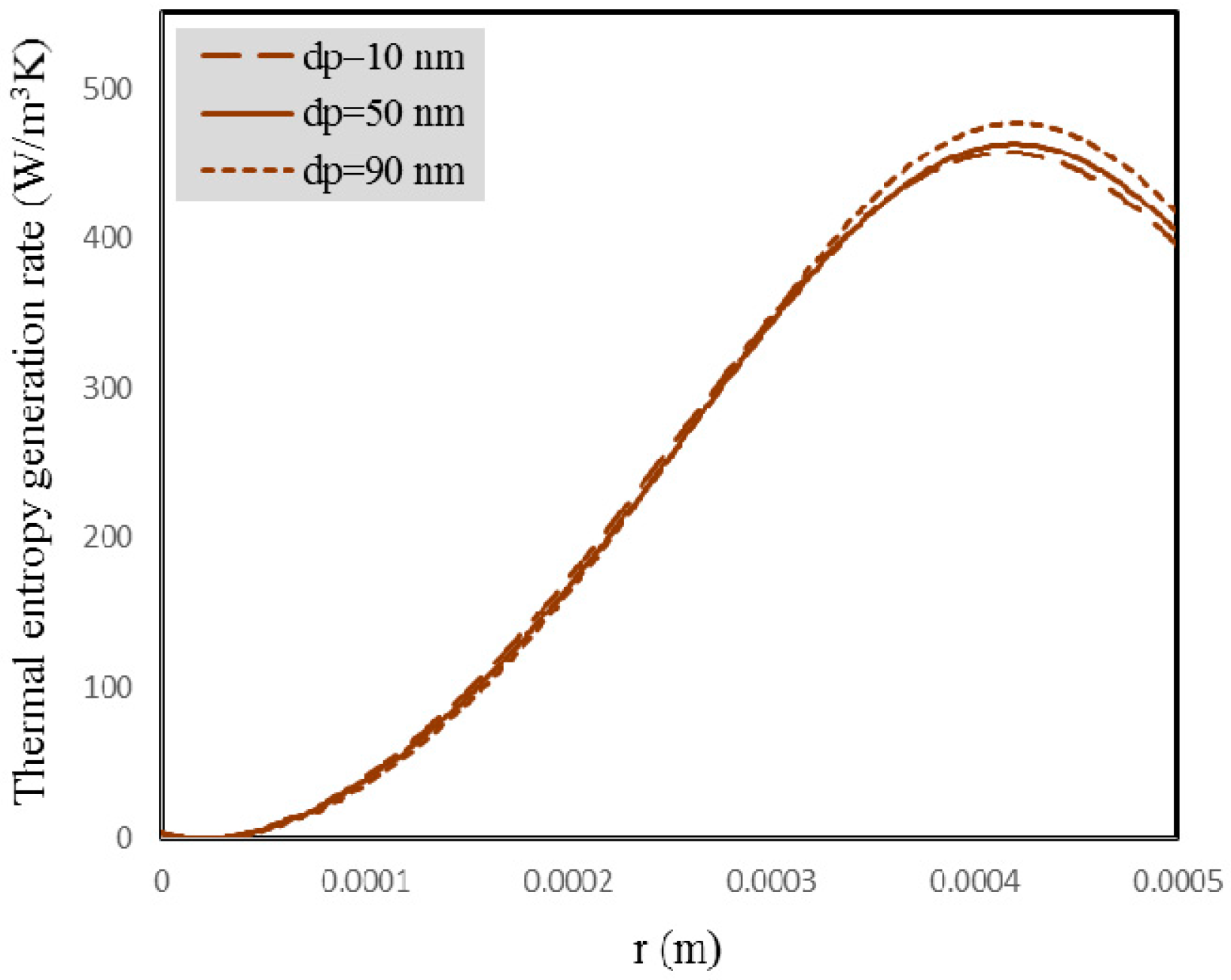
Figure 18 depicts the impact of particle size on thermal entropy generation rate at
ϕm = 5% and
Re = 2000. It is observed that the thermal entropy generation rate near the wall intensifies by an increase of the nanoparticle size. Going far from the wall and approaching to the tube center, the opposite trend is observed, where an increase in the nanoparticle size corresponds to a smaller thermal entropy generation rate in the central regions. This is because, in accordance with Equation (11), as the nanoparticle size increases, the Peclet number will be greater, which intensifies migration of the nanoparticles to the central regions. As a consequence, the concentration distribution will be more non-uniform at the tube cross-section (
Figure 4). For larger particles, the concentration will thus be lower adjacent to the wall, and higher in the central areas. This can reduce the thermal conductivity in regions adjacent to the wall, and enhance it in the central areas. Thus, for larger nanoparticles, the temperature gradient augments at the wall vicinity and reduces in the central areas.
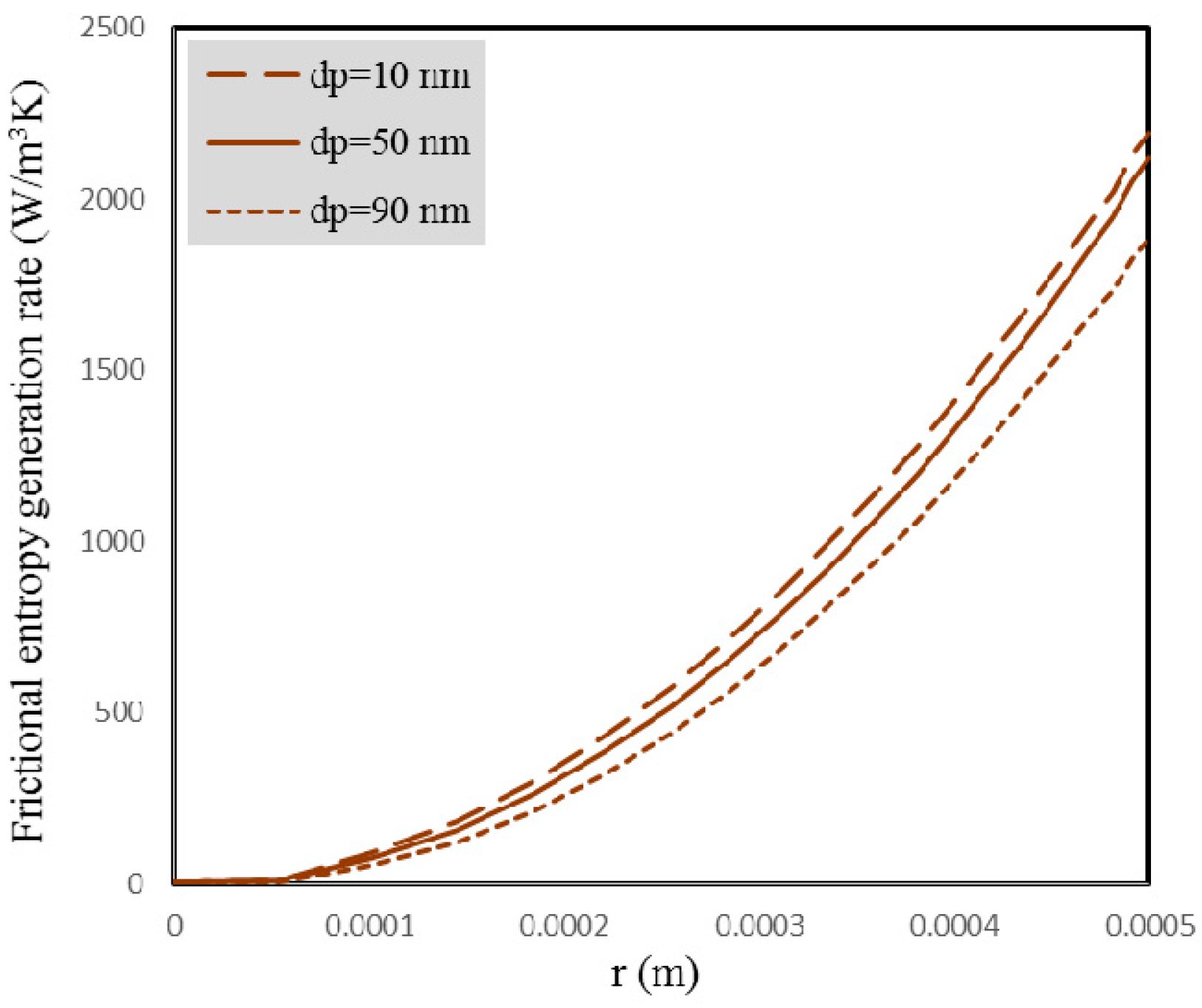
Figure 19 displays the frictional entropy generation rate at
ϕm = 5% and
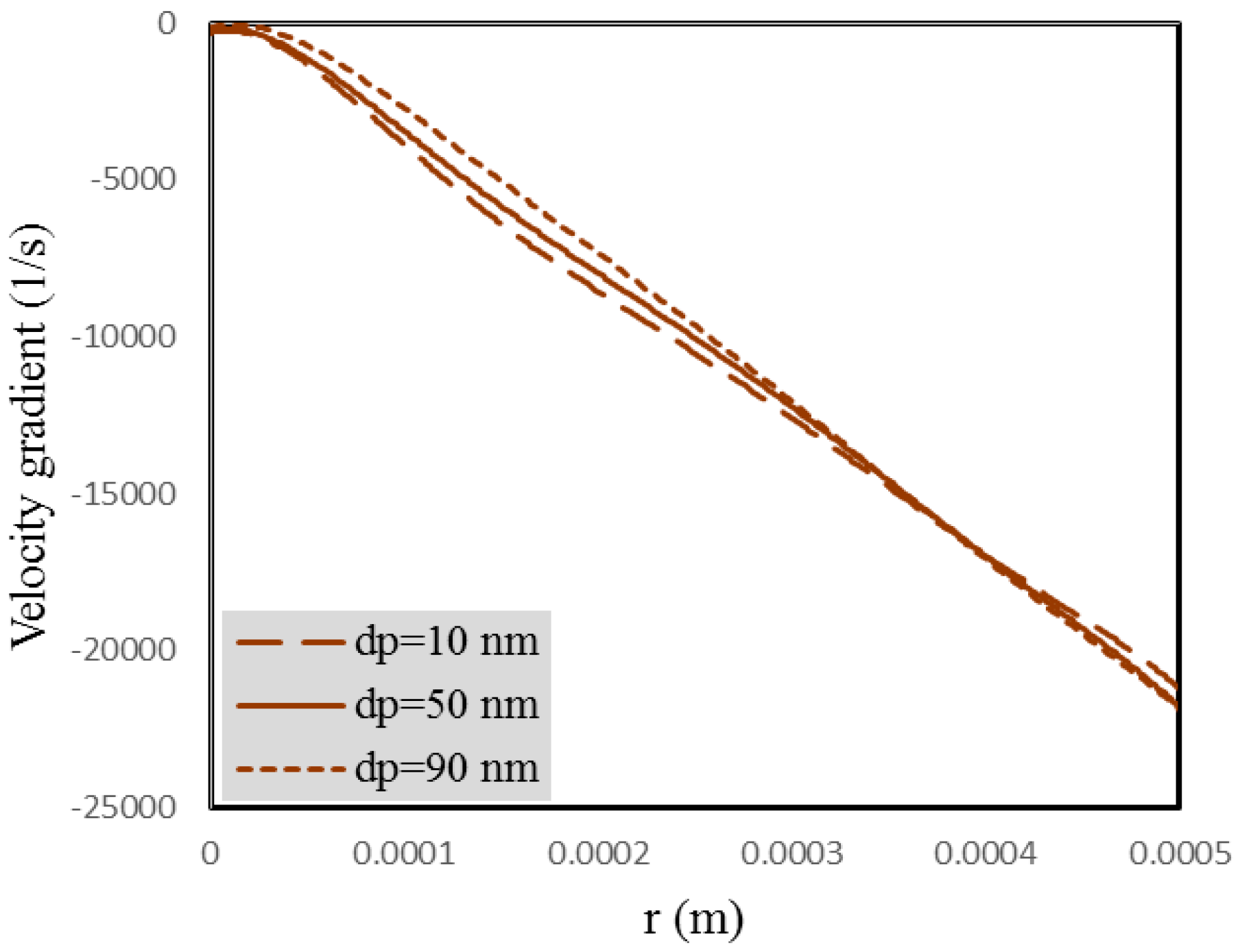
Re = 2000 for various particle diameters. It is observed that the frictional entropy generation rate reduces with increasing nanoparticle size. For larger nanoparticles, although the velocity gradient is greater adjacent to the wall (
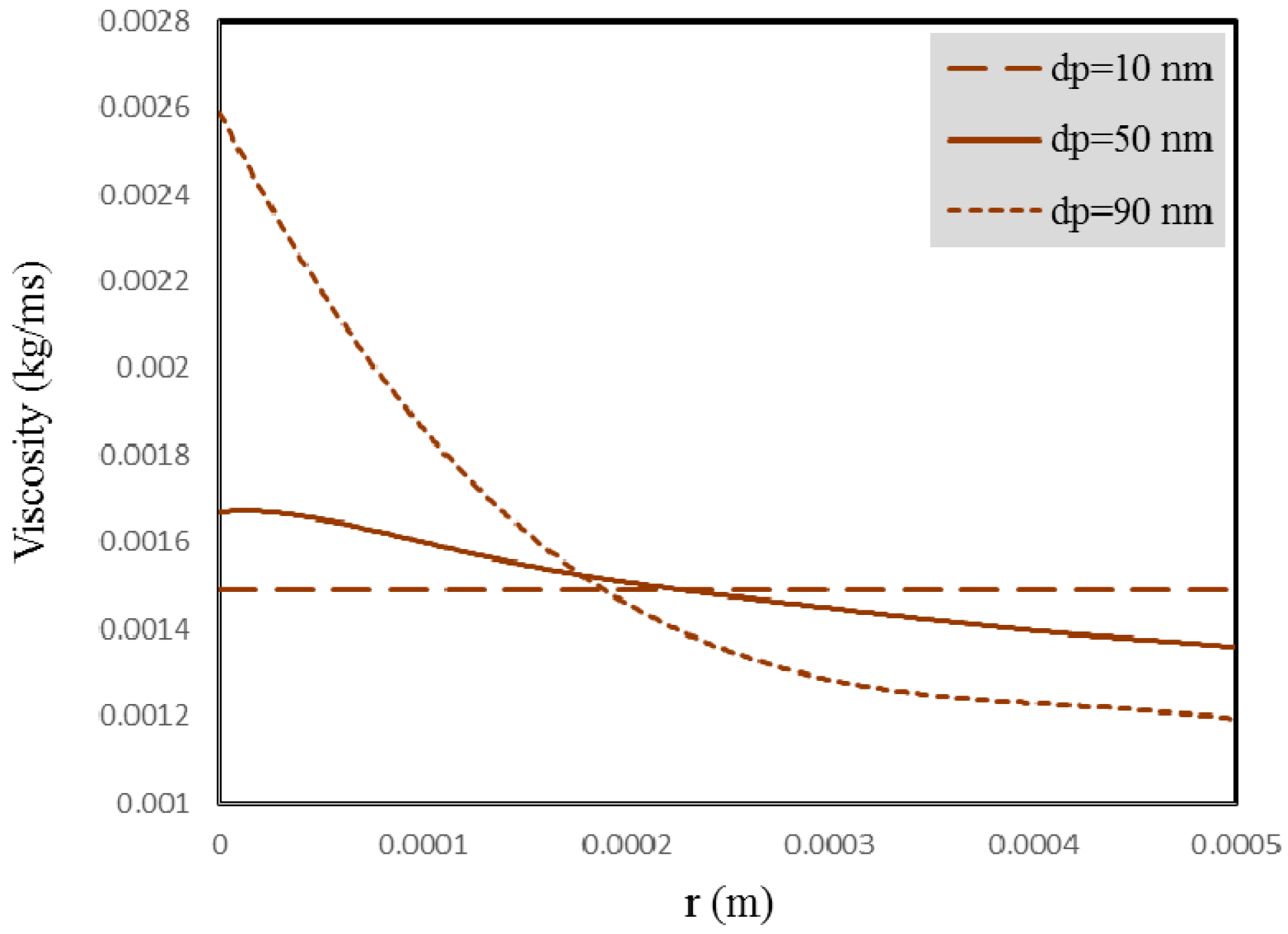
Figure 20), the frictional entropy generation rate is lower. The reason for this is that for the larger nanoparticles, the viscosity becomes smaller near the wall due to more considerable particle migration toward the central areas (see
Figure 21). Meanwhile, the velocity gradient decreases in the central regions due to the velocity profile flattening for the greater nanoparticles, due to the viscosity increment. This reduction in the velocity gradient will decrease the frictional entropy generation rate there when compared against the case using finer particles.
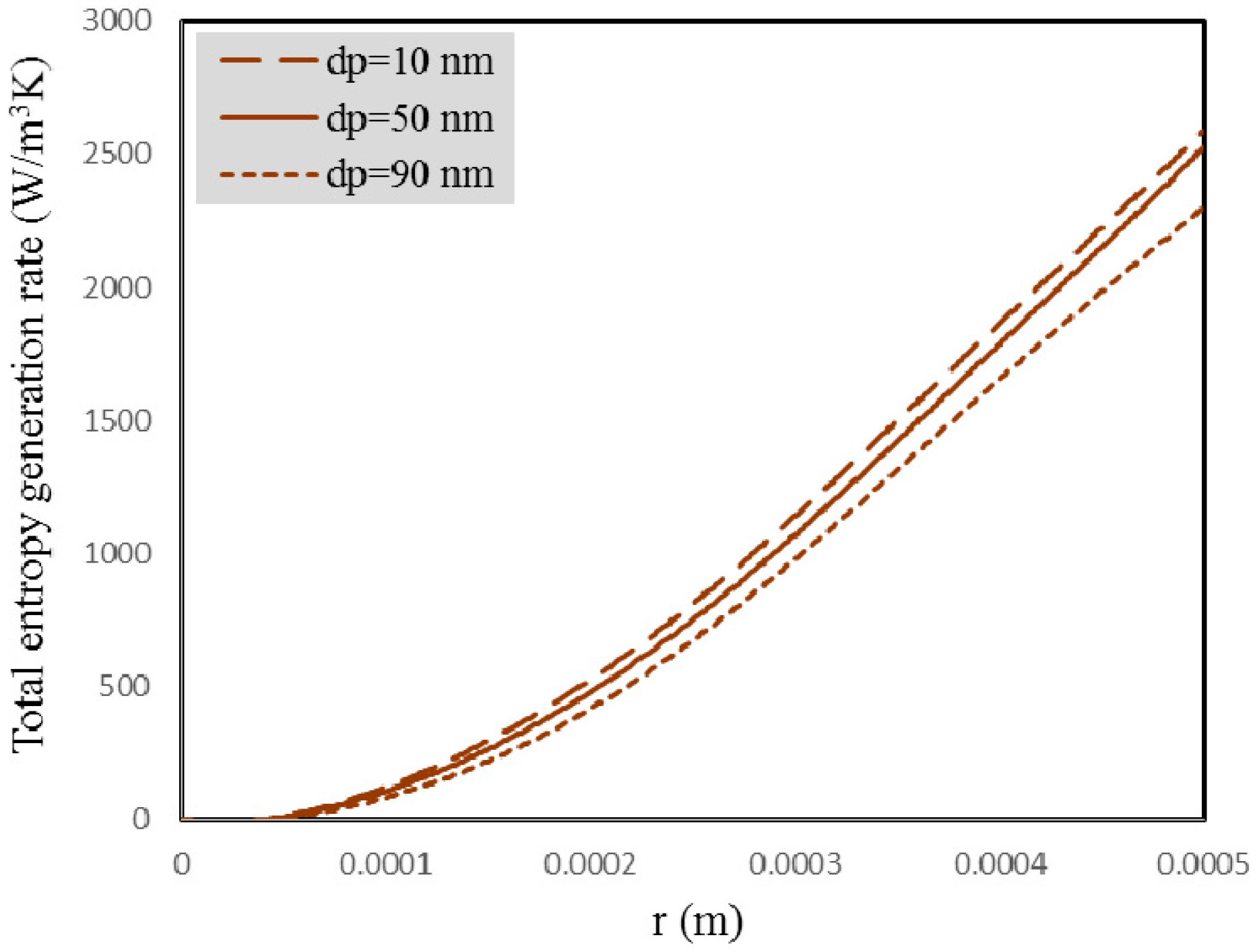
Figure 22 illustrates the total entropy production rate for various nanoparticle sizes at
ϕm = 5% and
Re = 2000. It is noticed that in all particle sizes, the total entropy generation rate changes with a trend that is similar to that of the frictional entropy production rate. This is attributed to the greater contribution of the frictional entropy production compared to that of the thermal entropy generation at
Re = 2000 and
ϕm = 5% (see
Figure 18 and
Figure 19). Furthermore, it is noticed that an increase of the nanoparticle size decreases the total entropy production rate, such that the total entropy production rate decreases by about 20% on average by increasing the particle size from 10 to 90 nm.
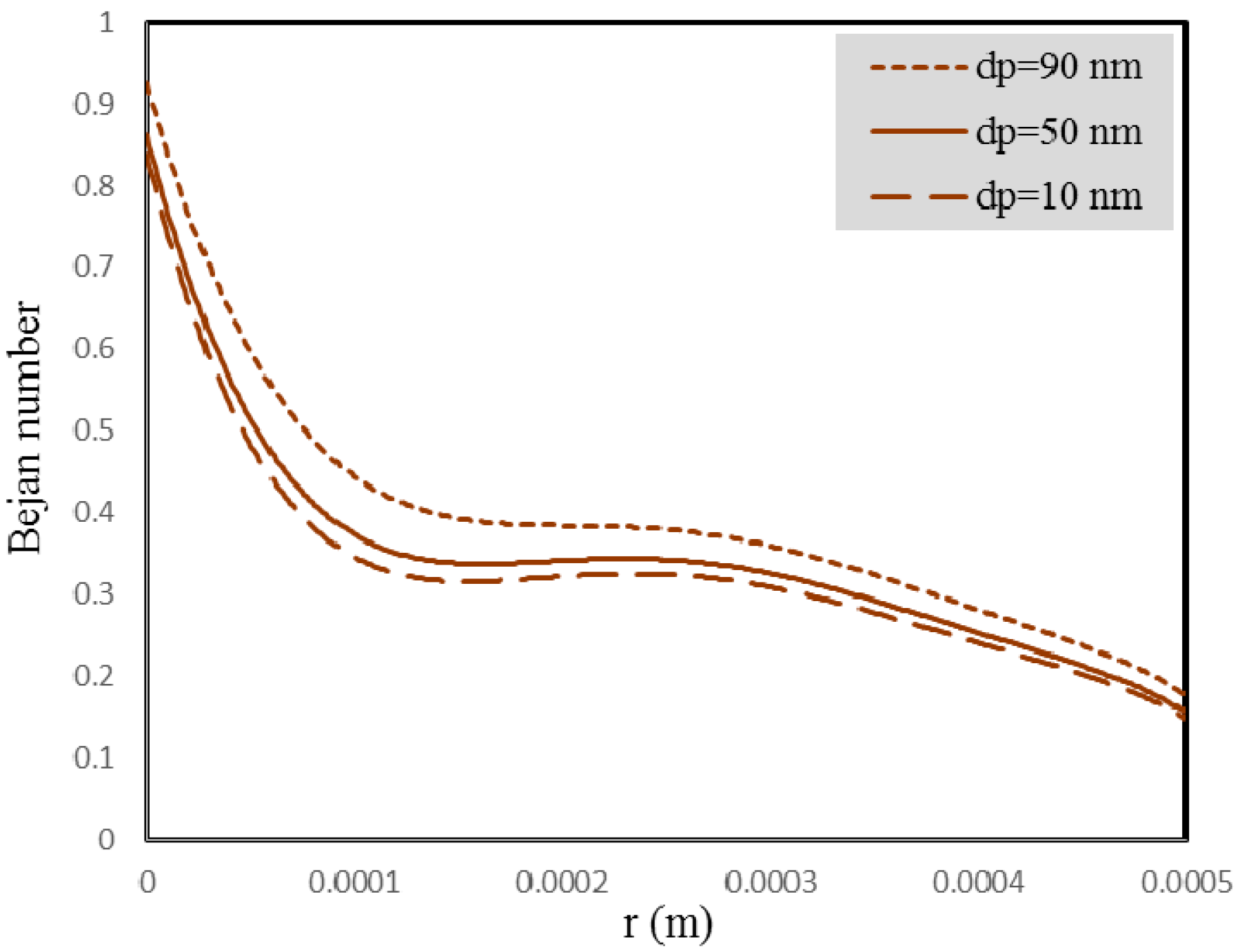
The Bejan number is employed to determine the contribution of two factors in entropy production (i.e., friction and heat transfer).
Figure 23 depicts the local Bejan number at
ϕm = 5% and
Re = 2000 for various particle sizes. As can be noticed, the Bejan number is higher than 0.5 in the central regions, and consequently, the contribution of the thermal entropy generation is greater than that of the frictional one. Nevertheless, near the wall, the trend is opposite, and since the Bejan number is smaller than 0.5, the contribution of frictional entropy production is higher than that of the thermal entropy generation. Furthermore, looking at this figure will reveal that as the particles increase in size, the Bejan number changes from values over 0.5 to values below 0.5, occurring further away from the centerline. The reason for this is attributed to the rather non-uniform concentration distribution for the larger nanoparticles.
Up to here, the effects of particle size, Reynolds number, and particle concentration on the rate of entropy production were assessed considering particle migration. In most of the papers available in the related literature, nanofluids have been considered as homogeneous fluids with uniform concentration distribution. The effect of regarding the phenomenon of nanoparticle migration is studied in the following on the generation of entropy in the nanofluid as compared to the state in which the migration of nanoparticles is not taken into account at all. In the following investigations, the non-uniform model means regarding the impact of particle migration, which causes concentration gradients, and thus, the non-uniform distribution of thermophysical properties at the cross-section of the tube. In addition, the uniform model means ignoring the particle migration, the result of which would be a uniform concentration distribution, and therefore, uniform thermophysical properties throughout the domain.
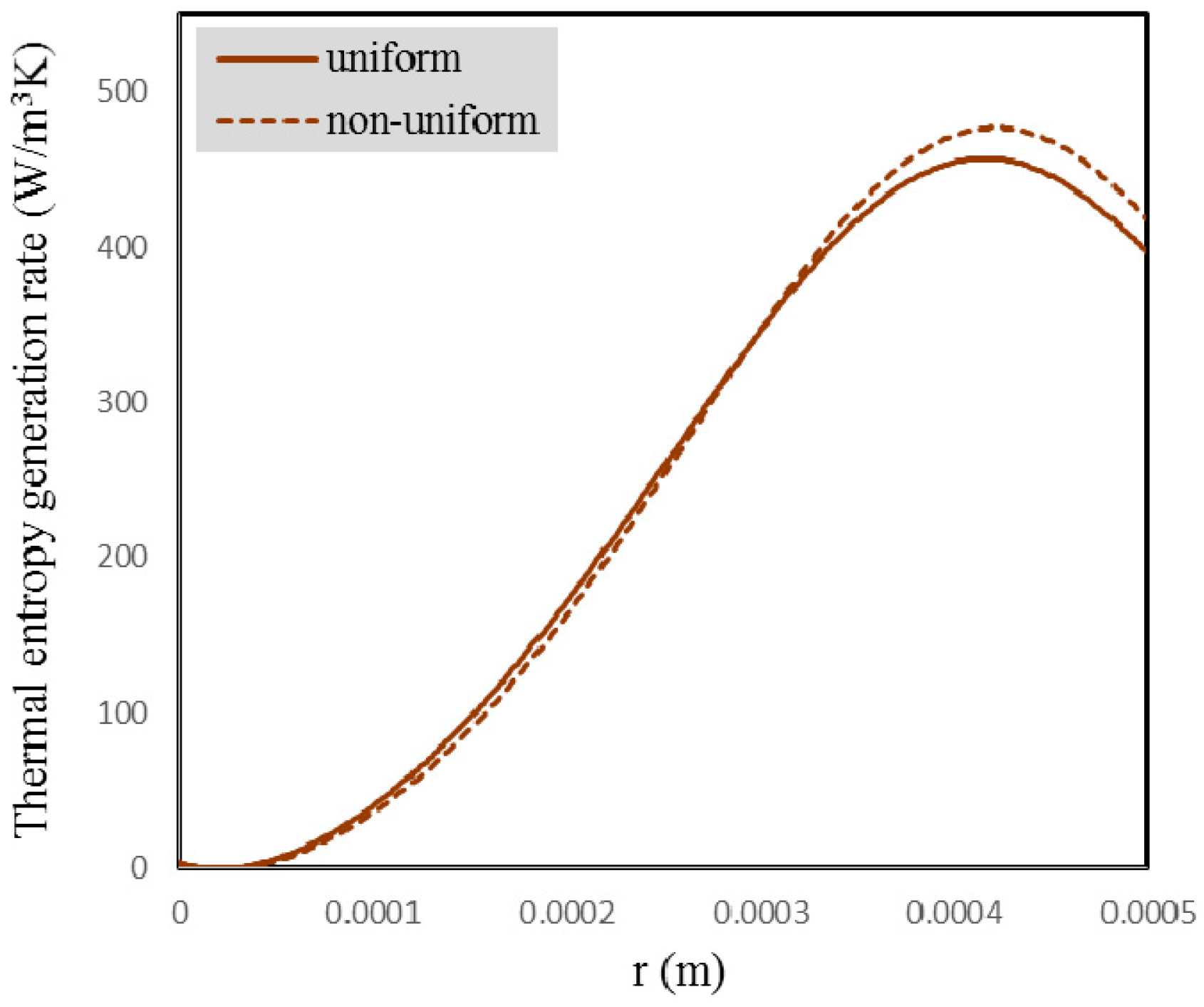
Figure 24 shows the rate of thermal entropy generation for two uniform and non-uniform models at
ϕm = 5%,
Re = 2000, and
dp = 90 nm. As can be observed, the thermal entropy production rate for the non-uniform model is greater than that for the uniform one near the wall. This is due to migration of the particles, which reduces the concentration there. Therefore, the thermal conductivity will also be smaller in this region, and the temperature gradient increases due to the wall heat flux being constant (see Equation (30)). It is also noticed that the effect of considering the particle migration near the wall is higher than that in the central regions. Furthermore, in the central areas, the thermal entropy production rate for the case of considering the particle migration is smaller in comparison with the result obtained from the uniform model, since the concentration is greater for the non-uniform model there.
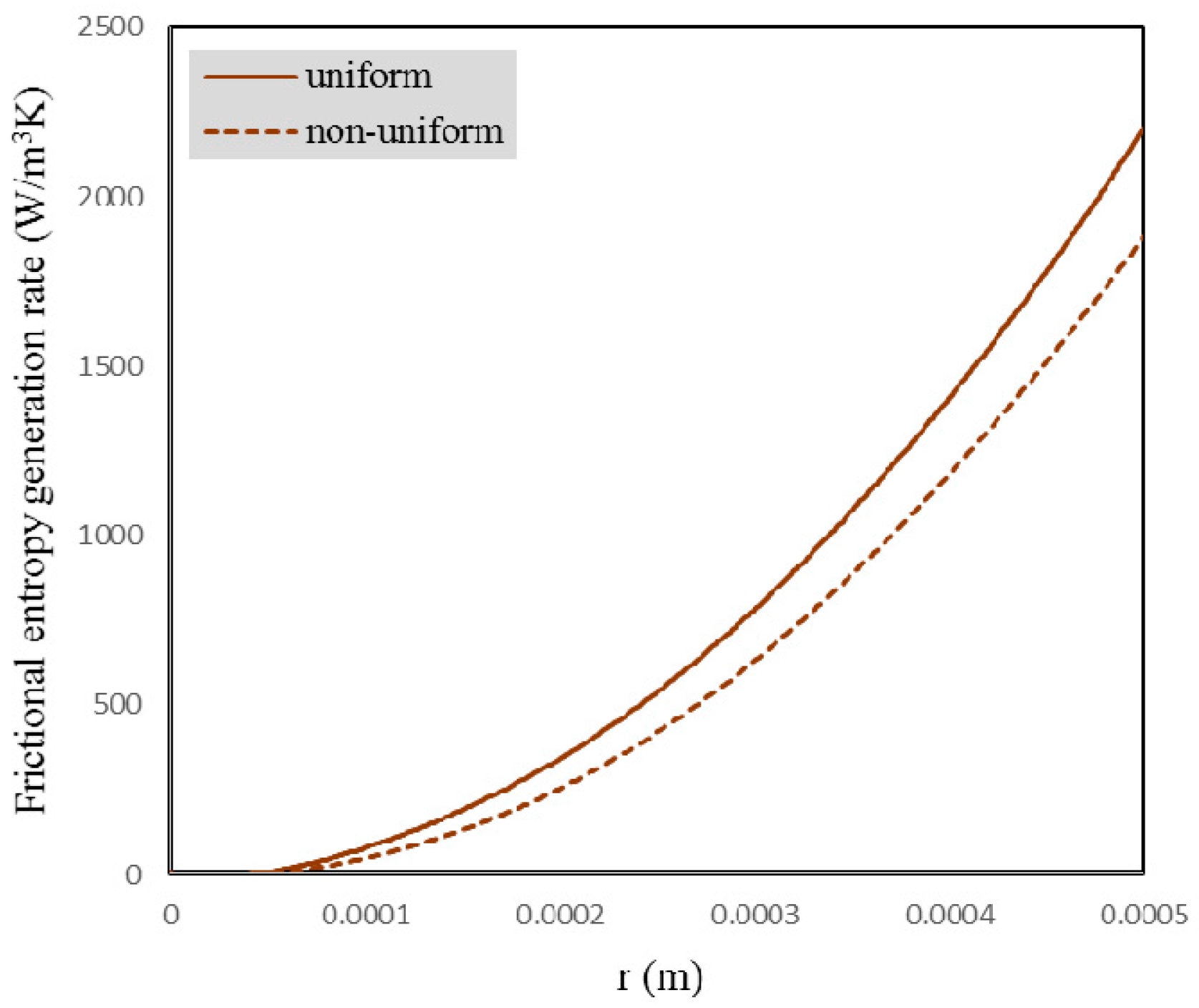
Figure 25 demonstrates the frictional entropy generation rate for two models (namely, uniform and non-uniform) at
ϕm = 5%,
Re = 2000, and
dp = 90 nm. It is seen that taking particle migration into consideration significantly reduces the frictional entropy generation.
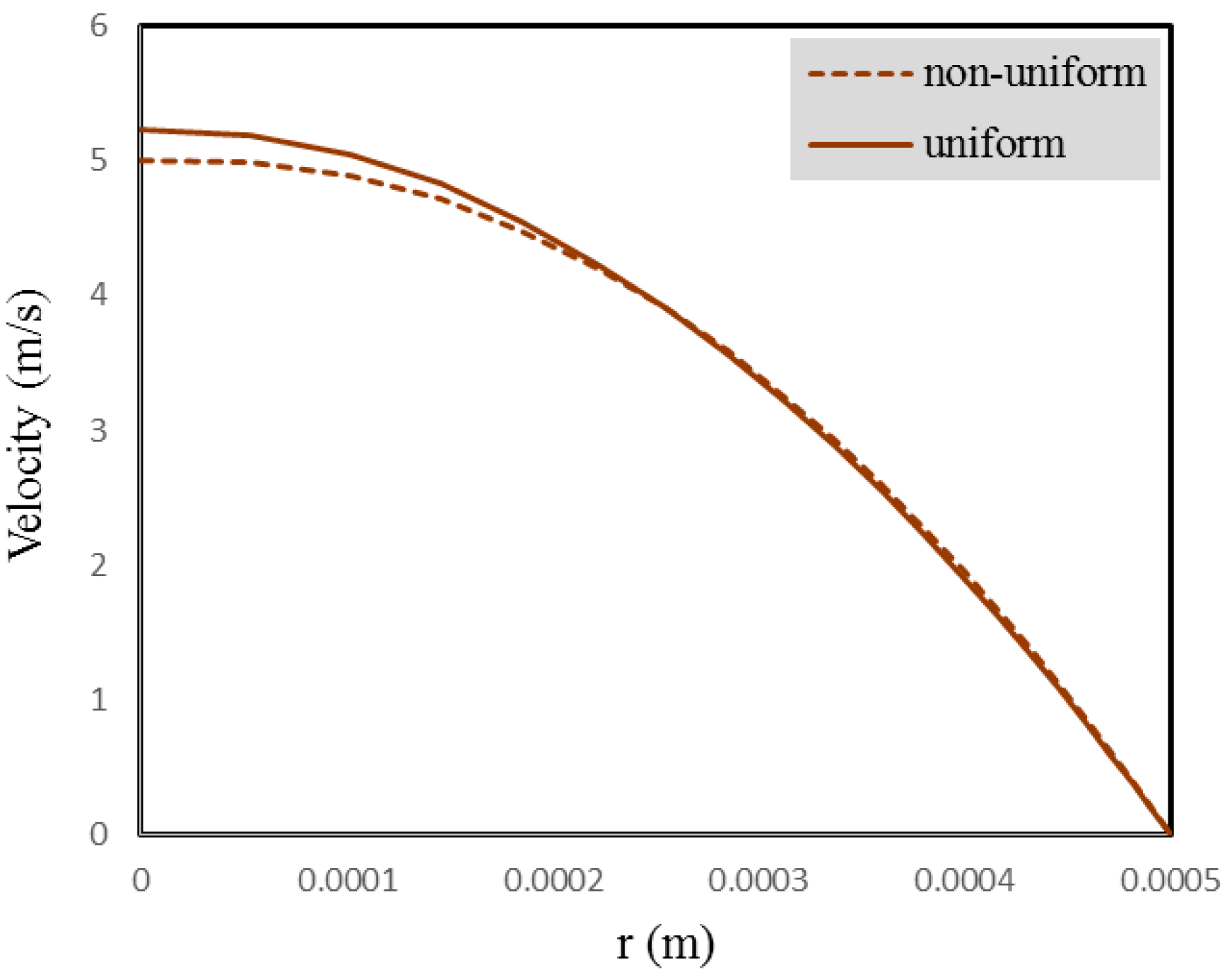
Figure 26 indicates that, due to migration of the nanoparticles to the central areas and the viscosity increase there, the velocity distribution of the non-uniform model is flatter than that of the uniform model. This leads to the velocity gradient related to the former to be below that of the later near the tube centerline, and thus in these regions, the frictional entropy production rate for the non-uniform model will be lower. Adjacent to the wall, in spite of the higher velocity gradient in the non-uniform model, the frictional entropy generation rate is lower than the one obtained from the uniform model. This is because of the smaller viscosity for the non-uniform model near the wall as a consequence of the particle migration toward the central regions. The discrepancy between the frictional entropy production rates adjacent to the wall for two approaches is approximately 14%, which gradually decreases approaching the centerline.
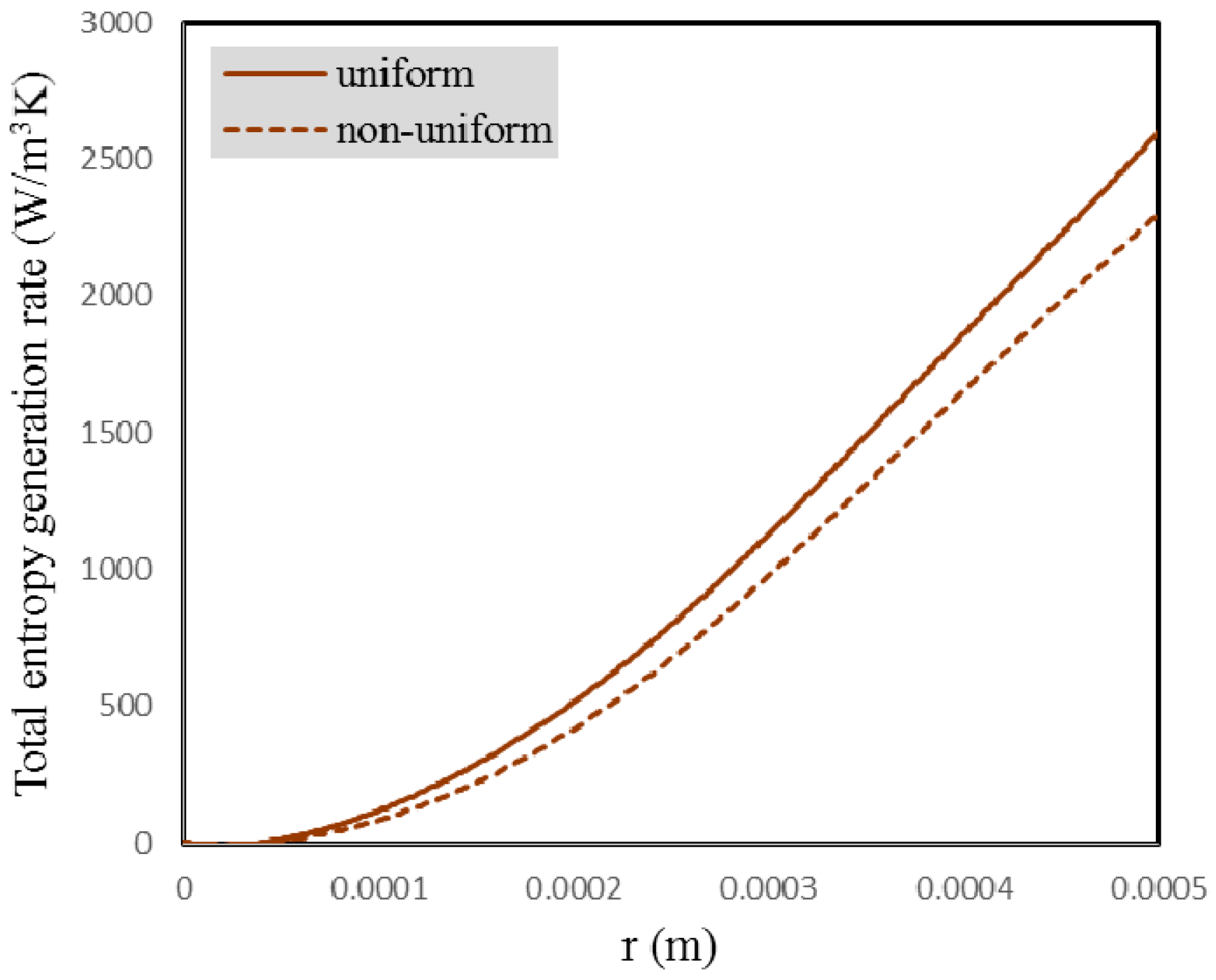
Figure 27 compares the total entropy production rates achieved from the uniform and non-uniform models at
ϕm = 5%,
Re = 2000, and
dp = 90 nm. Under these conditions, since the frictional entropy generation dominates the thermal entropy production, and the frictional entropy production of the uniform model is greater than that of the non-uniform model (
Figure 25), the total entropy production for the uniform model is greater than that of the non-uniform model.
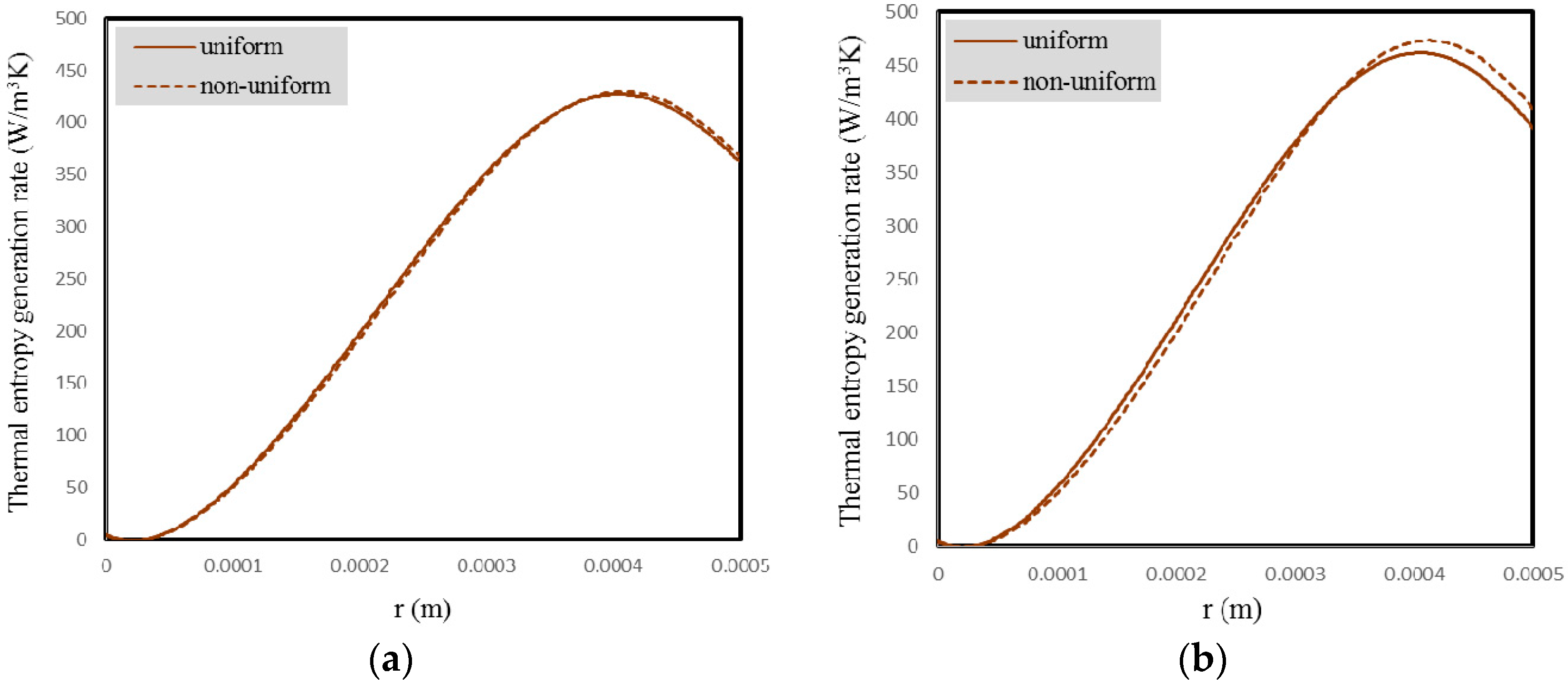
Figure 28 illustrates the thermal entropy production rate for the uniform and non-uniform models at two different Reynolds numbers for
ϕm = 5% and
dp = 90 nm. It is clear that the discrepancy between the amounts of thermal entropy production rate obtained from these two models at the higher Reynolds number is greater in comparison with the lower Reynolds number, which is due to higher non-uniformity of concentration at the greater Reynolds number.
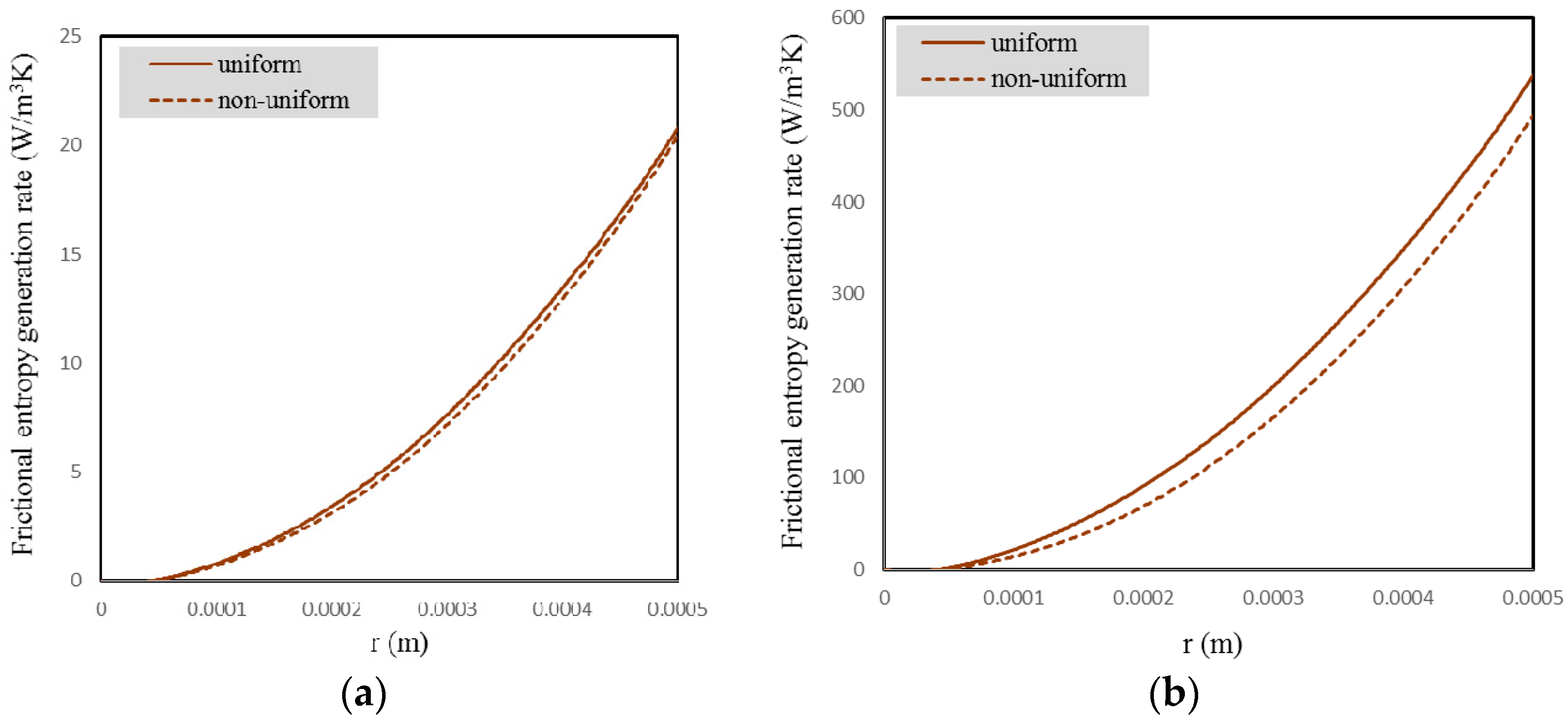
Similar to the thermal entropy production, the difference in the frictional entropy production obtained from these two models increases by increasing the Reynolds number (
Figure 29).
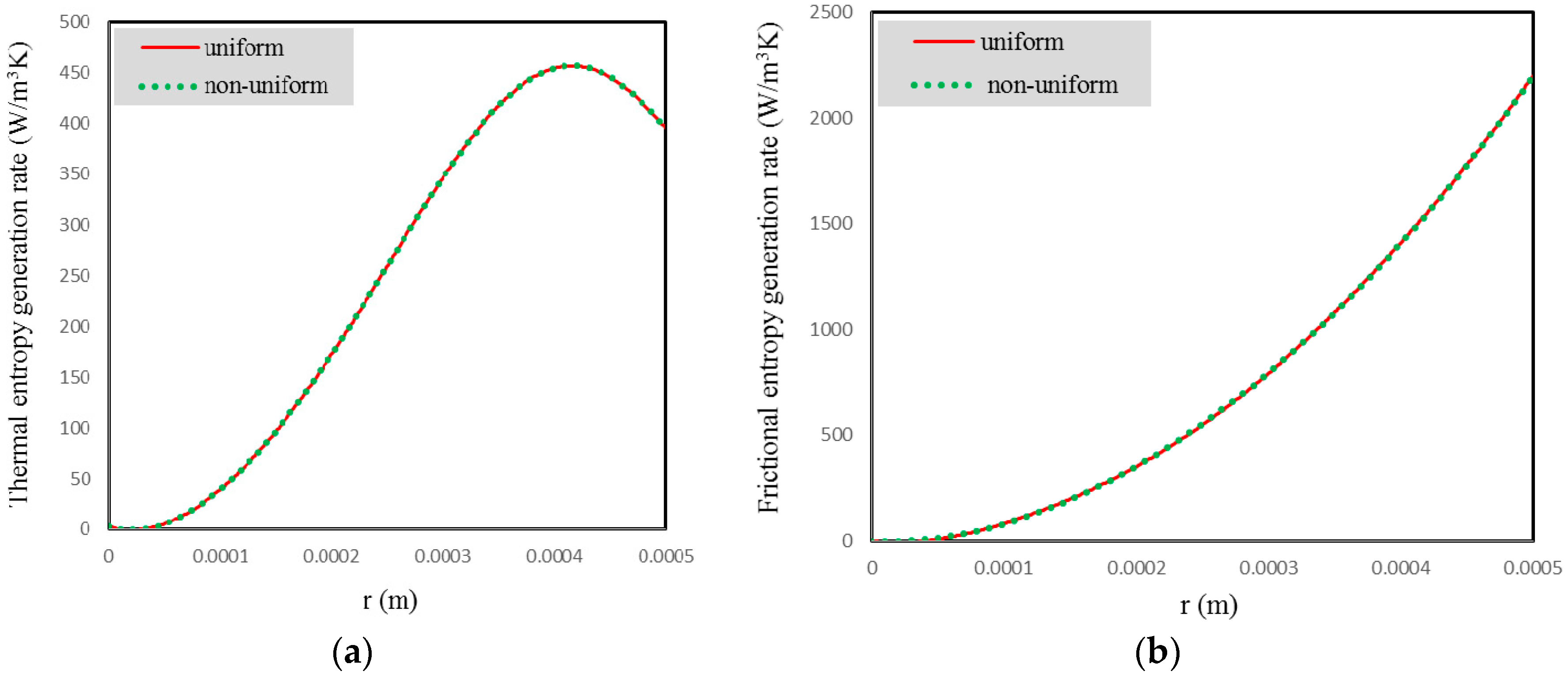
Figure 30 provides both thermal and frictional entropy generation rates obtained from the uniform model and non-uniform one for the particle size of 10 nm at
ϕm = 5% and
Re = 2000. As observed in this figure, in contrast with
Figure 24 and
Figure 25 (which were for the particles of 90 nm), since the particle distribution is very uniform for
dp = 10 nm, no significant difference is noticed between the entropy generation rates of the uniform and non-uniform models. Moreover, a comparison between this figure with
Figure 24 and
Figure 25 clarifies that the effect of changing the particle size on the difference between the uniform and non-uniform models for frictional entropy production is greater in comparison with thermal entropy production. Based on
Figure 24 and
Figure 25 (which are depicted for
dp = 90 nm), the difference between the rates of thermal entropy generation obtained from the two models near the wall is about 5%, and the difference between the rates of frictional entropy generation obtained from the two models near the wall is about 14.5%, while these differences are negligible for 10 nm particles, as shown in
Figure 30.
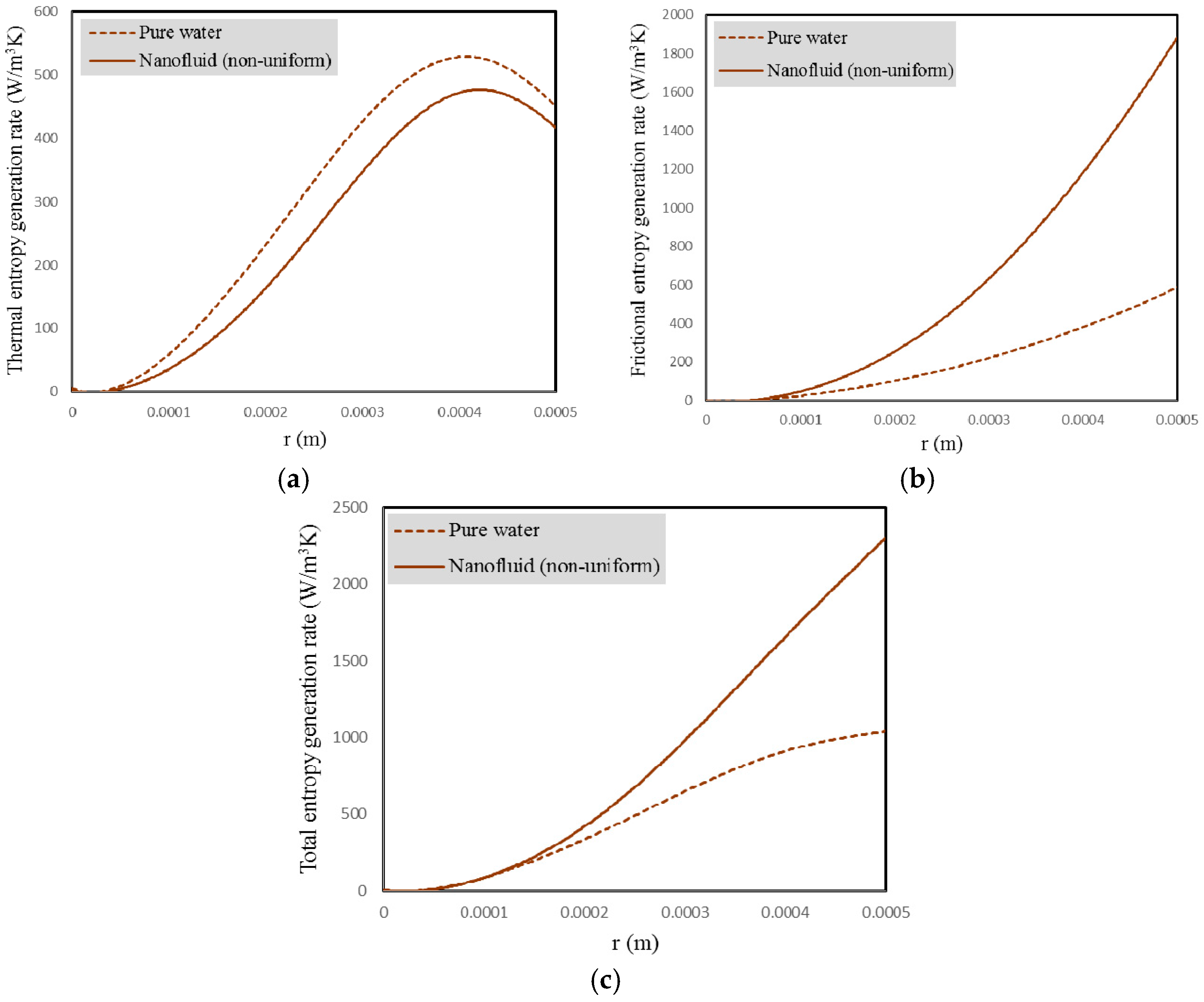
Figure 31 demonstrates the variations of the thermal, frictional, and total entropy production rates of water upon adding particles of 90 nm size with the concentration of 5% at
Re = 2000. It is seen that the thermal entropy production rate of the base fluid decreases, and its frictional entropy production rate increases; however, due to the dominance of the latter to the former, the total entropy generation increases.
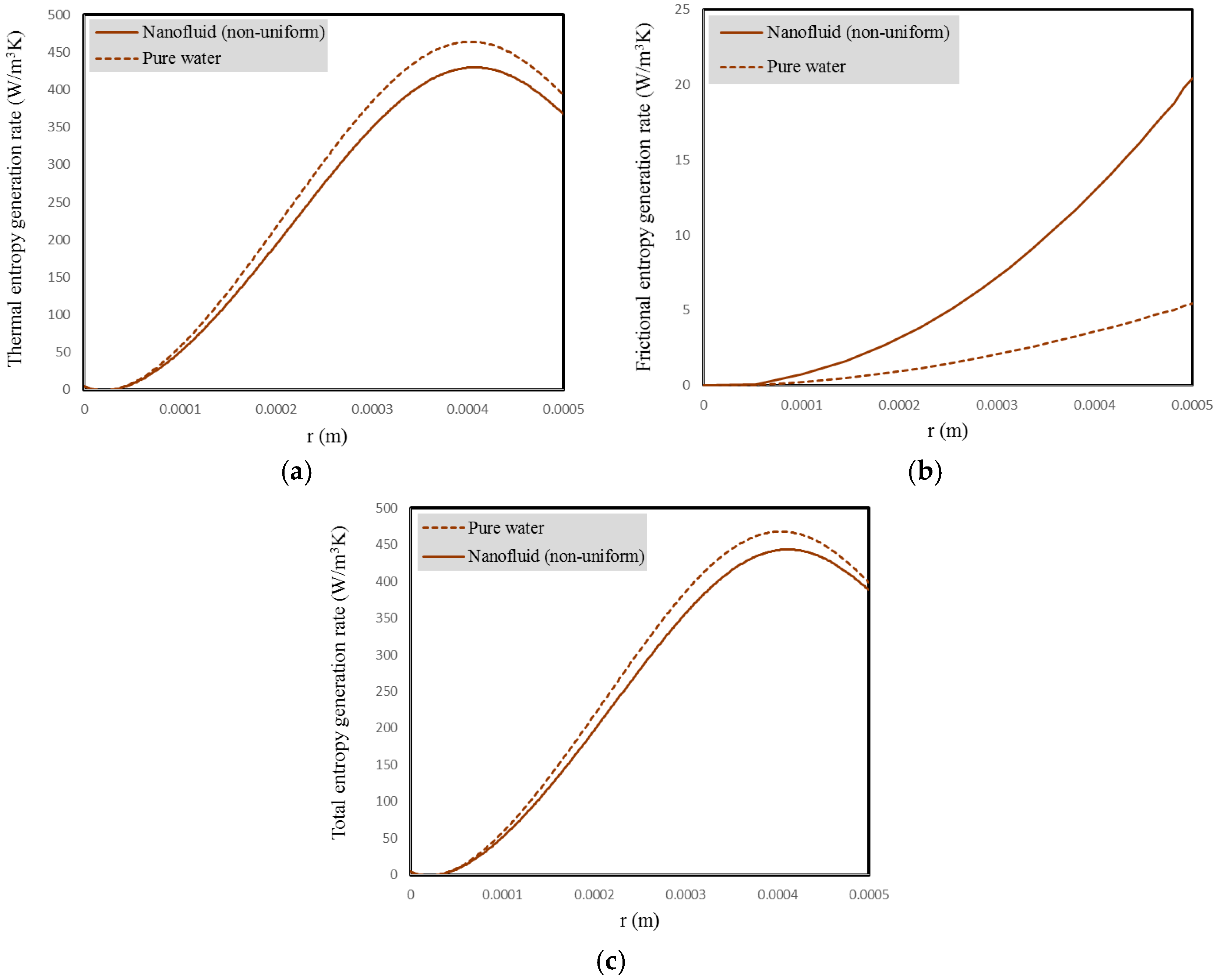
Figure 32 demonstrates the variations in the thermal, frictional, and total entropy production rates by adding nanoparticles of 90 nm size with the concentration of 5% at
Re = 200. As seen from
Figure 32c, in contrast to the case of
Re = 2000, addition of the nanoparticles reduces the total entropy production rate by about 5.5% for the base fluid. Therefore, from the second law standpoint, in these conditions, the nanofluid will be of lower irreversibility in comparison with the base fluid; thus, it is more optimal than the base fluid for effectual use of the available energy. This is because at this Reynolds number, heat transfer has a greater contribution to the generation of entropy in comparison with the friction, and (as shown in
Figure 32a) the rate of thermal entropy production related to the nanofluid is smaller than the water. The addition of nanoparticles to the water will on average multiply the frictional entropy generation rate by approximately four (see
Figure 32b), but the rate of thermal entropy generation decreases by about 7.5%, and finally, the total entropy production decreases as a result of higher contribution of the thermal entropy production.
In the following, the entropy generated in the total volume of the nanofluid will be evaluated and discussed under different conditions. These values are obtained by integrating over the entire domain of the nanofluid, according to Equation (27).
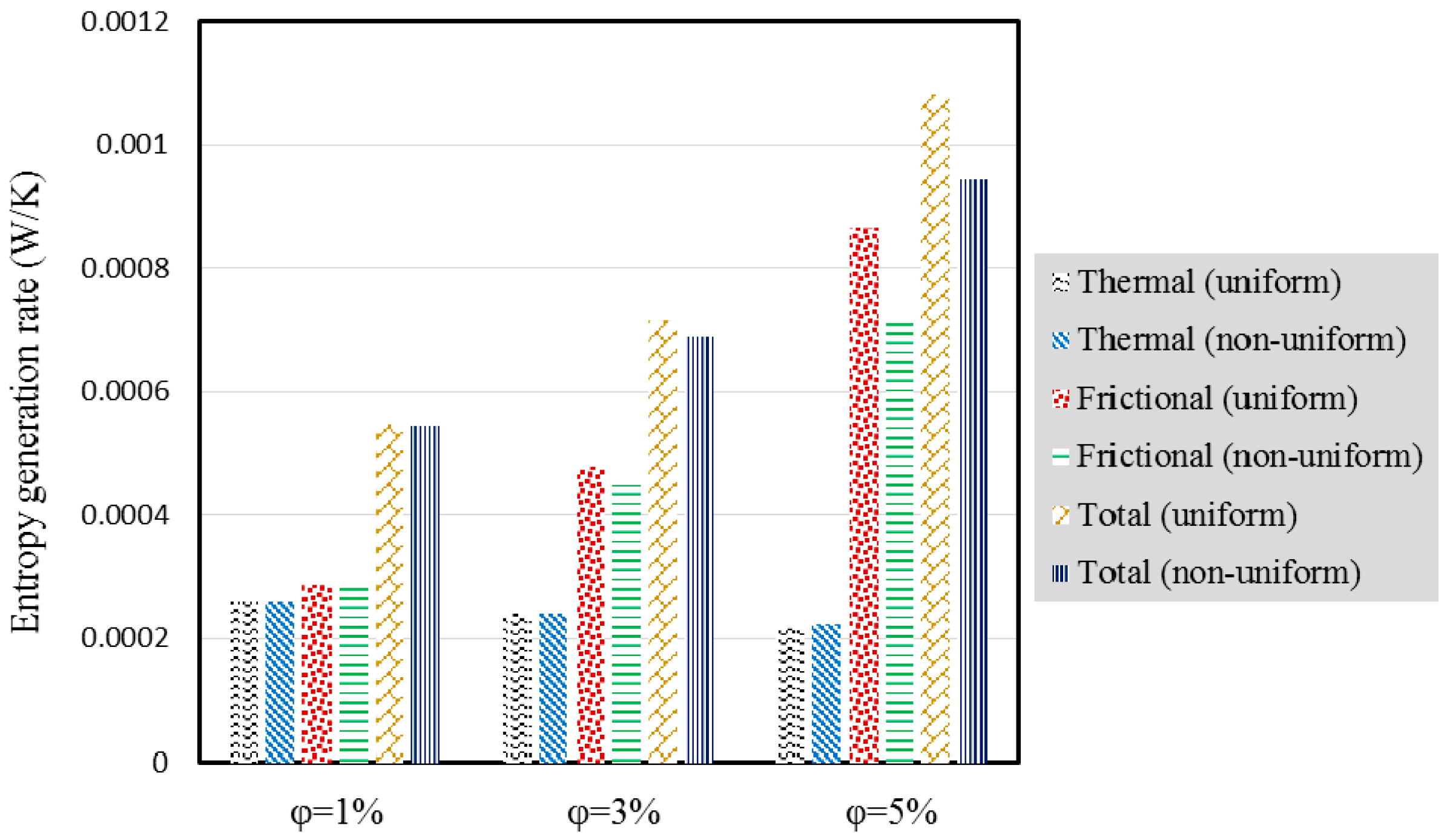
Figure 33 illustrates the rates of thermal, frictional, and total entropy production for different concentrations at
Re = 2000 and
dp = 90 nm for two states with and without the migration of nanoparticles (i.e., uniform and non-uniform models). It is seen that for the two models, augmenting the concentration decreases the thermal entropy production and raises the frictional entropy production, such that by increasing the concentration from 1% to 5% for the non-uniform model, the rate of thermal entropy production reduces by about 14%, whereas the rate of frictional entropy production augments by about 120%. It causes the total entropy production increment rate to 73%. It is also obvious from
Figure 33 that at the low concentration, since the particle distribution is almost uniform, there would be no significant difference between the data achieved from the uniform model and the non-uniform one. However, at the higher concentrations, the difference between the results of these two models increases. Therefore, for the 5% concentration, the frictional and thermal entropy generation rates obtained from the non-uniform model will be around 16% and 3% lower and higher, respectively, than those of the uniform model. Therefore, the results of the uniform model are acceptable only at low concentrations. Meanwhile, by considering particle migration, a lower total entropy production rate will be obtained as compared to the uniform model.
Table 3 lists the rates of thermal, frictional, and total entropy production at
ϕm = 5% and
dp = 90 nm for the uniform and non-uniform models at different Reynolds numbers. It is noticed that augmenting the Reynolds number decreases the rate of thermal entropy production and raises the rate of frictional entropy production for both models. Increase of the frictional entropy production rate occurs more considerably than the decrease of the thermal entropy production rate. Meanwhile, for smaller Reynolds numbers, great discrepancy is not seen between the results of the uniform model and the non-uniform one, though this difference becomes more considerable at greater Reynolds numbers. As discussed earlier, it is because the particle migration happens more significantly at the higher Reynolds numbers.
To evaluate the contributions of two factors in the total entropy production, the Bejan number is presented in
Table 4 for two models at
ϕm = 5% and
dp = 90 nm for different Reynolds numbers. It is obvious that the Bejan number reduces for greater Reynolds numbers, which indicates a decrease of the heat transfer contribution in comparison with the friction. At
Re = 200, more than 90% of the entropy generation is originated from heat transfer, while the heat transfer contribution is about 20% at
Re = 2000. For the case of considering particle migration, a greater Bejan number is obtained in comparison with the uniform model. Therefore, in this case, the heat transfer contribution is more significant in comparison with the uniform model. This becomes even more significant at higher Reynolds numbers.
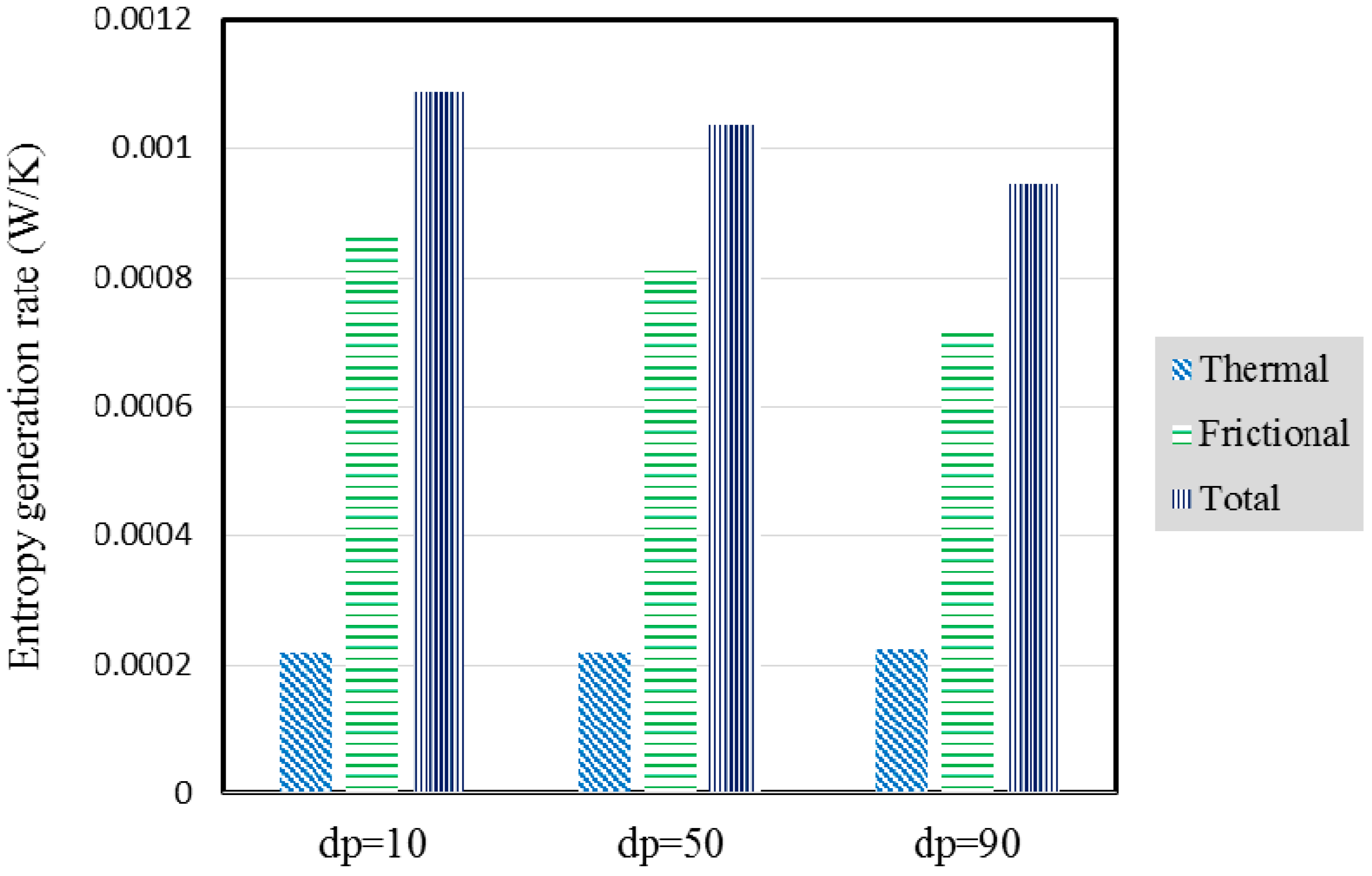
Figure 34 shows the rates of thermal, frictional, and total entropy production, considering particle migration for various particle sizes at
Re = 2000 and
ϕm = 5%. It is noticed that the rate of thermal entropy production remains almost constant with changing particle size, since as the particle size changes, the local rate of thermal entropy generation increases in some regions and decreases elsewhere, as shown in
Figure 18. Therefore, its global value (which is indicative of the thermal entropy generation throughout the nanofluid domain) remains almost unchanged. Looking at
Figure 34 clarifies the fact that the rate of frictional entropy production reduces with particle enlargement, because of the reduction in local rates of frictional entropy production (see
Figure 19). In addition, the total entropy production rate decreases with particle enlargement, such that from 10 nm to 90 nm, its value reduces by about 13%.
Applying the second law of thermodynamics, flow of a nanofluid within a minichannel was evaluated in the present survey. However, since most of the conducted investigations on nanofluids have followed the first law of thermodynamics, and since the great importance of the second law of thermodynamics is in the optimization of systems and the efficient use of energy, much more investigations are needed in this area.





































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}