Supported Zeolite Beta Layers via an Organic Template-Free Preparation Route



 and
and
Abstract
:1. Introduction
2. Results
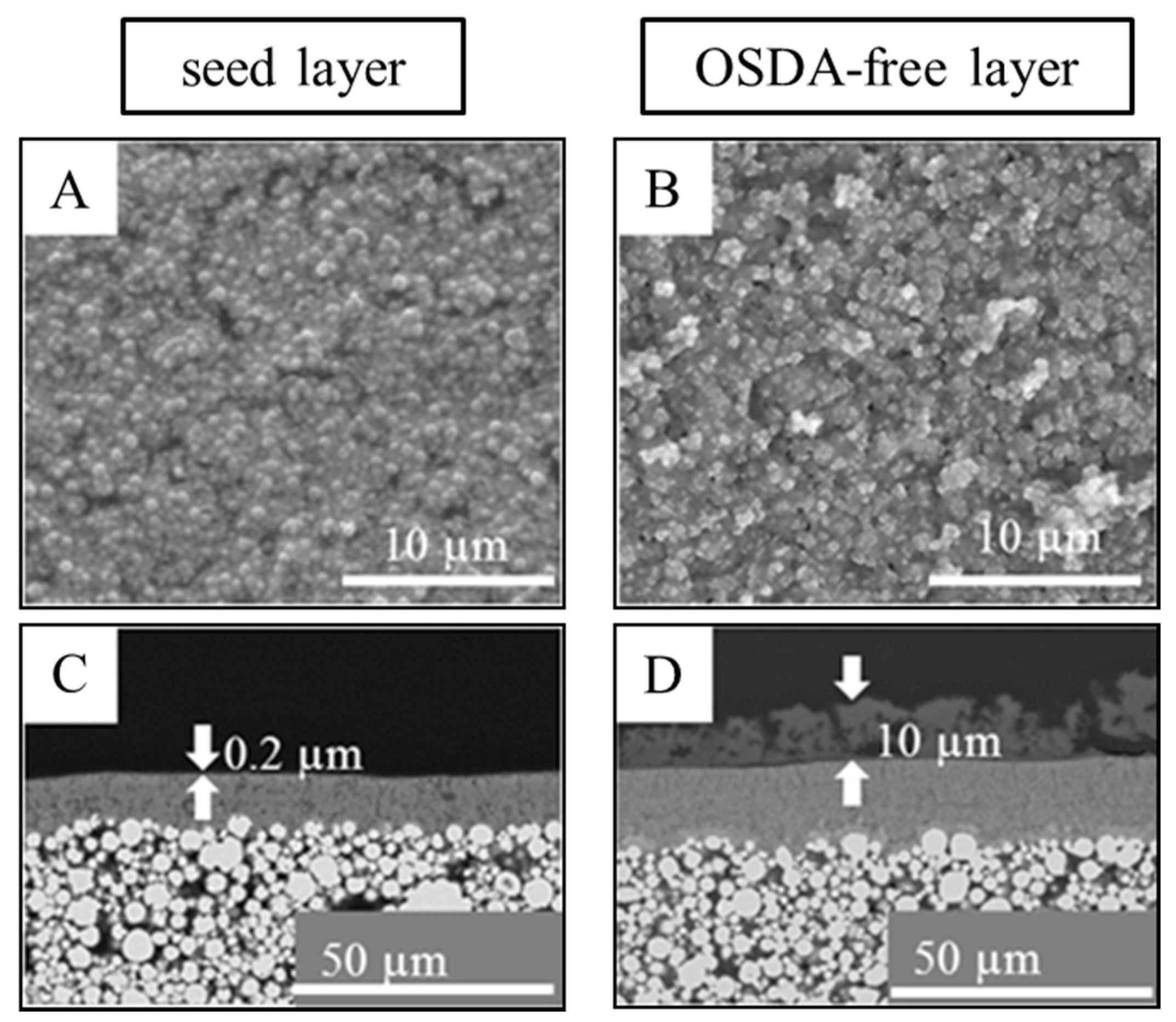
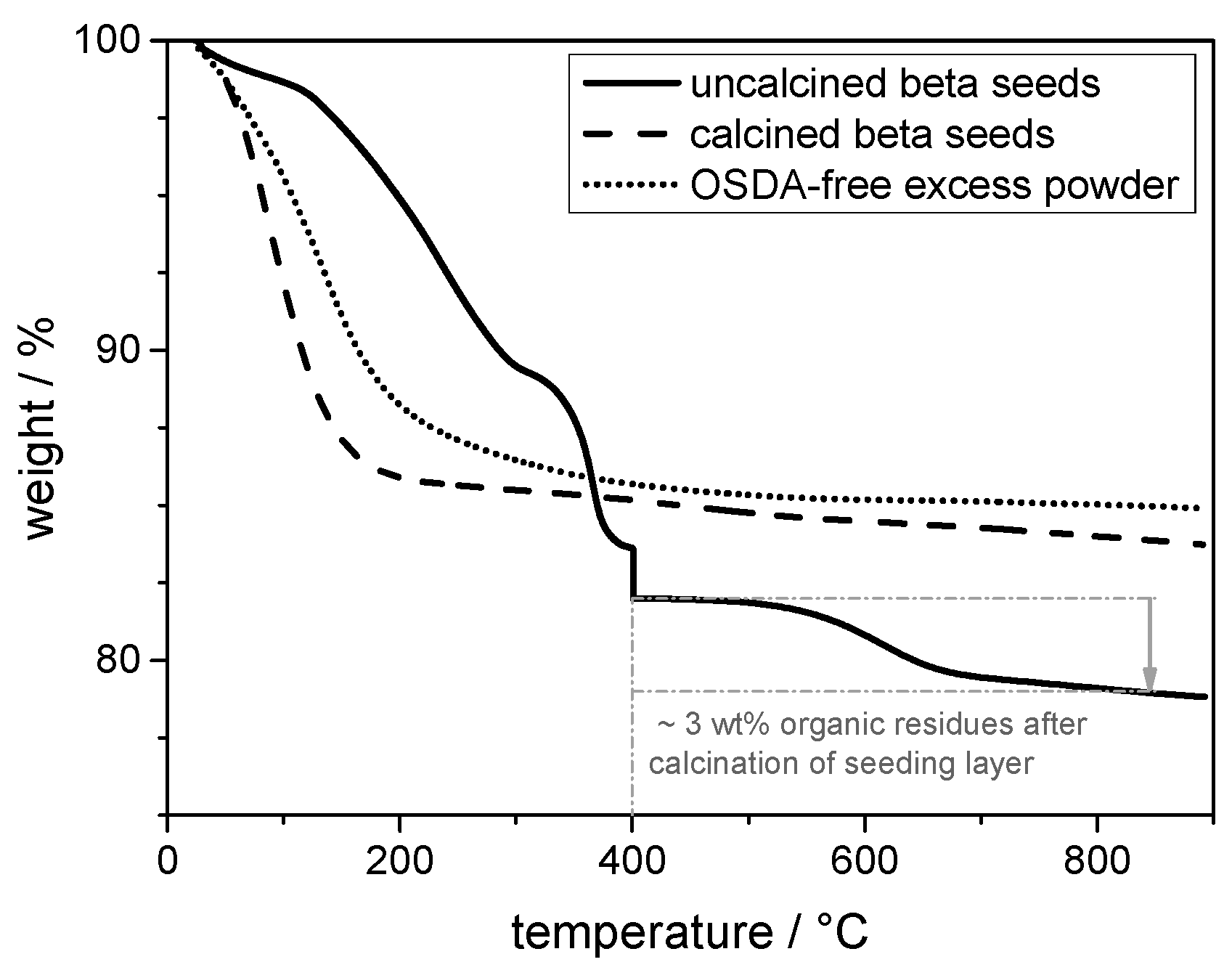
2.1. Characterization of the OSDA-Free Zeolite Beta Layer
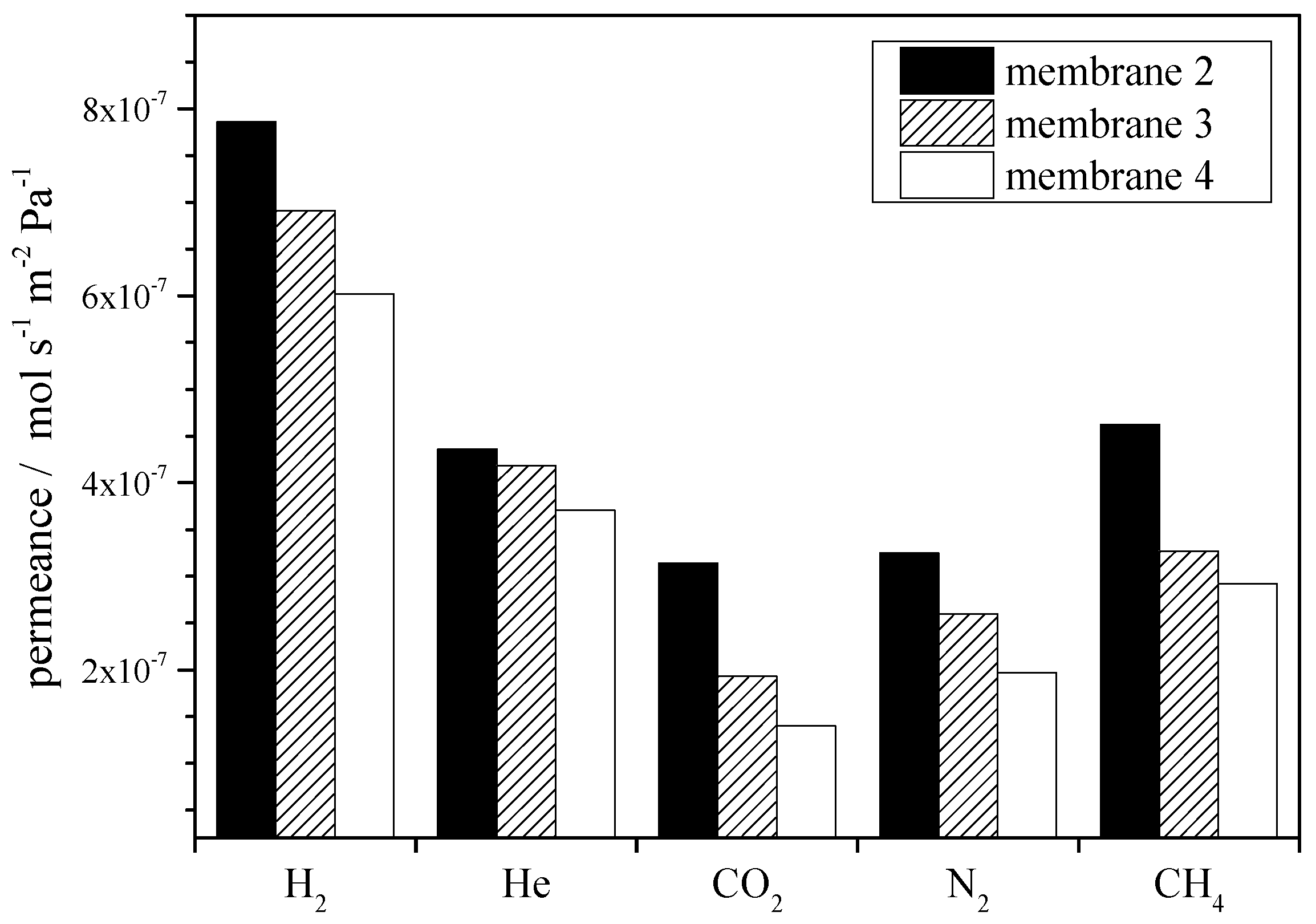
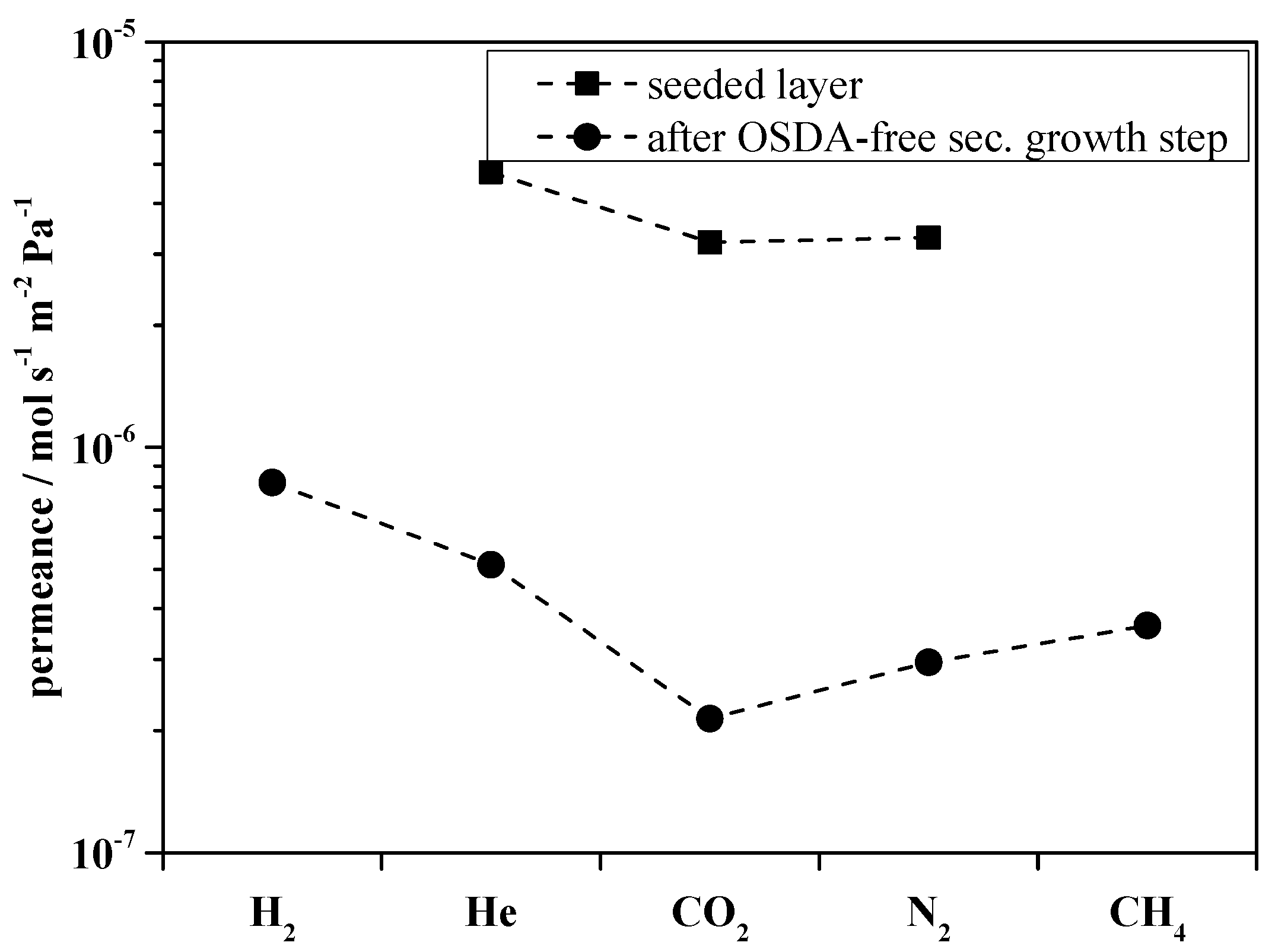
2.2. Membrane Preparation with OSDA-Free Beta
3. Materials and Methods
3.1. Preparation of the Zeolite Beta Seed Layer on Porous Stainless Steel Supports
3.2. Synthesis of OSDA-Free Zeolite Beta Layer
3.3. Characterization and Single Gas Permeances
4. Conclusions
5. Patents
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Caro, J. Neue nanoporöse Molekularsiebmembranen: Zeolithe contra MOFs—Gewinner und Verlierer. Chem. Ing. Tech. 2010, 82, 837–847. [Google Scholar] [CrossRef]
- Gascon, J.; Kapteijn, F.; Zornoza, B.; Sebastián, V.; Casado, C.; Coronas, J. Practical approach to zeolitic membranes and coatings: state of the art, opportunities, barriers, and future perspectives. Chem. Mater. 2012, 24, 2829–2844. [Google Scholar] [CrossRef]
- Pina, M.P.; Mallada, R.; Arruebo, M.; Urbiztondo, M.; Navascués, N.; de la Iglesia, O.; Santamaria, J. Zeolite films and membranes. Emerging applications. Microporous Mesoporous Mater. 2011, 144, 19–27. [Google Scholar] [CrossRef]
- Snyder, M.A.; Tsapatsis, M. Hierarchical nanomanufacturing: from shaped zeolite nanoparticles to high-performance separation membranes. Angew. Chem. Int. Ed. 2007, 46, 7560–7573. [Google Scholar] [CrossRef] [PubMed]
- Yu, M.; Noble, R.D.; Falconer, J.L. Zeolite membranes: microstructure characterization and permeation mechanisms. Acc. Chem. Res. 2011, 44, 1196–1206. [Google Scholar] [CrossRef] [PubMed]
- Algieri, C.; Barbieri, G.; Drioli, E. Zeolite Membranes for Gas Separations. In Membrane Engineering for the Treatment of Gases; Drioli, E., Barbieri, G., Eds.; The Royal Society of Chemistry: Cambridge, UK, 2011; pp. 223–252. ISBN 978-1-84973-239-0. [Google Scholar]
- Zheng, Y.; Li, X.; Dutta, P.K. Exploitation of unique properties of zeolites in the development of gas sensors. Sensors 2012, 12, 5170–5194. [Google Scholar] [CrossRef] [PubMed]
- McLeary, E.E.; Jansen, J.C.; Kapteijn, F. Zeolite based films, membranes and membrane reactors: Progress and prospects. Microporous Mesoporous Mater. 2006, 90, 198–220. [Google Scholar] [CrossRef]
- Lai, R.; Gavalas, G.R. ZSM-5 membrane synthesis with organic-free mixtures. Microporous Mesoporous Mater. 2000, 38, 239–245. [Google Scholar] [CrossRef]
- Lassinantti, M.; Jareman, F.; Hedlund, J.; Creaser, D.; Sterte, J. Preparation and evaluation of thin ZSM-5 membranes synthesized in the absence of organic template molecules. Catal. Today 2001, 67, 109–119. [Google Scholar] [CrossRef]
- Li, G.; Kikuchi, E.; Matsukata, M. ZSM-5 zeolite membranes prepared from a clear template-free solution. Microporous Mesoporous Mater. 2003, 60, 225–235. [Google Scholar] [CrossRef]
- Gopalakrishnan, S.; Yamaguchi, T.; Nakao, S.I. Permeation properties of templated and template-free ZSM-5 membranes. J. Membr. Sci. 2006, 274, 102–107. [Google Scholar] [CrossRef]
- Kanezashi, M.; O’Brien, J.; Lin, Y.S. Template-free synthesis of MFI-type zeolite membranes: Permeation characteristics and thermal stability improvement of membrane structure. J. Membr. Sci. 2006, 286, 213–222. [Google Scholar] [CrossRef]
- Tang, Z.; Kim, S.J.; Gu, X.; Dong, J. Microwave synthesis of MFI-type zeolite membranes by seeded secondary growth without the use of organic structure directing agents. Microporous Mesoporous Mater. 2009, 118, 224–231. [Google Scholar] [CrossRef]
- Zhu, M.-H.; Kumakiri, I.; Tanaka, K.; Kita, H. Dehydration of acetic acid and esterification product by acid-stable ZSM-5 membrane. Microporous Mesoporous Mater. 2013, 181, 47–53. [Google Scholar] [CrossRef]
- Iyoki, K.; Itabashi, K.; Okubo, T. Progress in seed-assisted synthesis of zeolites without using organic structure-directing agents. Microporous Mesoporous Mater. 2014, 189, 22–30. [Google Scholar] [CrossRef]
- Avahle, A.; Kaya, D.; Mabande, G.T.P.; Selvam, T.; Schwieger, W.; Stief, T.; Dittmeyer, R. Defect-free zeolite membranes of the type BEA for organic vapour separation and membrane reactor applications. Stud. Surf. Sci. Catal. 2008, 174, 669–672. [Google Scholar] [CrossRef]
- Avhale, A. Development of Stainless-Steel Supported MFI and BEA Type Zeolite Membranes; Friedrich-Alexander Universität Erlangen-Nürnberg: Erlangen, Germany, 2010. [Google Scholar]
- Bárcia, P.S.; Ferreira, A.; Gascon, J.; Aguado, S.; Silva, J.A.C.; Rodrigues, A.E.; Kapteijn, F. Zeolite Beta membranes for the separation of hexane isomers. Microporous Mesoporous Mater. 2010, 128, 194–202. [Google Scholar] [CrossRef]
- Maloncy, M.L.; Van Den Berg, A.W.C.; Gora, L.; Jansen, J.C. Preparation of zeolite beta membranes and their pervaporation performance in separating di- from mono-branched alkanes. Microporous Mesoporous Mater. 2005, 85, 96–103. [Google Scholar] [CrossRef]
- Shao, G.; Yu, C.; Fu, Y.; Dai, H.; Zhang, L. The investigation of preparing the beta zeolite membrane by the way of secondary growth. Adv. Mater. Res. 2013, 608–609, 1463–1466. [Google Scholar] [CrossRef]
- Torres, M.; Gutiérrez, M.; Mugica, V.; Romero, M.; López, L. Oligomerization of isobutene with a beta-zeolite membrane: Effect of the acid properties of the catalytic membrane. Catal. Today 2011, 166, 205–208. [Google Scholar] [CrossRef]
- Xie, B.; Song, J.; Ren, L.; Ji, Y.; Li, J.; Xiao, F.S. Organotemplate-free and fast route for synthesizing beta zeolite. Chem. Mater. 2008, 20, 4533–4535. [Google Scholar] [CrossRef]
- De Baerdemaeker, T.; Yilmaz, B.; Müller, U.; Feyen, M.; Xiao, F.S.; Zhang, W.; Tatsumi, T.; Gies, H.; Bao, X.; De Vos, D. Catalytic applications of OSDA-free beta zeolite. J. Catal. 2013, 308, 73–81. [Google Scholar] [CrossRef]
- Yilmaz, B.; Müller, U.; Feyen, M.; Maurer, S.; Zhang, H.; Meng, X.; Xiao, F.S.; Bao, X.; Zhang, W.; Imai, H.; et al. A new catalyst platform: zeolite Beta from template-free synthesis. Catal. Sci. Technol. 2013, 3, 2580–2586. [Google Scholar] [CrossRef]
- Zhang, H.; Xie, B.; Meng, X.; Müller, U.; Yilmaz, B.; Feyen, M.; Maurer, S.; Gies, H.; Tatsumi, T.; Bao, X.; et al. Rational synthesis of Beta zeolite with improved quality by decreasing crystallization temperature in organotemplate-free route. Microporous Mesoporous Mater. 2013, 180, 123–129. [Google Scholar] [CrossRef]
- Xie, B.; Zhang, H.; Yang, C.; Liu, S.; Ren, L.; Zhang, L.; Meng, X.; Yilmaz, B.; Müller, U.; Xiao, F.S. Seed-directed synthesis of zeolites with enhanced performance in the absence of organic templates. Chem. Commun. 2011, 47, 3945–3947. [Google Scholar] [CrossRef] [PubMed]
- Kamimura, Y.; Tanahashi, S.; Itabashi, K.; Sugawara, A.; Wakihara, T.; Shimojima, A.; Okubo, T. Crystallization behavior of zeolite beta in osda-free, seed-assisted synthesis. J. Phys. Chem. C 2011, 115, 744–750. [Google Scholar] [CrossRef]
- Iyoki, K.; Itabashi, K.; Okubo, T. Seed-assisted, one-pot synthesis of hollow zeolite beta without using organic structure-directing agents. Chem. Asian J. 2013, 8, 1419–1427. [Google Scholar] [CrossRef] [PubMed]
- Kamimura, Y.; Chaikittisilp, W.; Itabashi, K.; Shimojima, A.; Okubo, T. Critical factors in the seed-assisted synthesis of zeolite beta and “green beta” from OSDA-free Na+-aluminosilicate gels. Chem. Asian J. 2010, 5, 2182–2191. [Google Scholar] [CrossRef] [PubMed]
- Sasaki, Y.; Yoshida, Y.; Fisher, C.A.J.; Ikeda, T.; Itabashi, K.; Okubo, T. Polytype distributions in low-defect zeolite beta crystals synthesized without an organic structure-directing agent. Microporous Mesoporous Mater. 2016, 225, 210–215. [Google Scholar] [CrossRef]
- Majano, G.; Delmotte, L.; Valtchev, V.; Mintova, S. Al-rich zeolite beta by seeding in the absence of organic template. Chem. Mater. 2009, 21, 4184–4191. [Google Scholar] [CrossRef]
- Tang, Y.; Liu, X.; Nai, S.; Zhang, B. Template-free synthesis of beta zeolite membranes on porous α-Al2O3 supports. Chem. Commun. 2014, 50, 8834–8837. [Google Scholar] [CrossRef] [PubMed]
- Reuss, S.; Schwieger, W.; Schülein, M.; Reif, B.; Basahel, S.; Al-Youbi, A.; Al-Thabaiti, S. Process for the Preparation of Organo-Template Free Supported Zeolite Layers, Germany. WO 2015001095 A1, 8 January 2015. [Google Scholar]
- Singh, P.S.; Selvam, T.; Reuß, S.; Avhale, A.; Lopez-Orozco, S.; Schwieger, W. Nanocrystalline Zeolite Tetraethylammonium-Beta Membrane for Preferential Sorption and Transport of CO2 over N2. Chem. Eng. Technol. 2013, 36, 1209–1216. [Google Scholar] [CrossRef]
Sample Availability: Samples of the compounds are available on request from Prof. W. Schwieger. |








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experimental Series | Seeding Steps (with OSDA) | Membrane Number | Secondary Growth (without OSDA) | Membrane Number |
|---|---|---|---|---|
| 1 | 0 | 1.1 | 1 | 1.2 |
| 2 | 1 | 2.1 | 1 | 2.2 |
| 3 | 2 | 3.1 | 1 | 3.2 |
| 3 * | 2 | 3.1 * | 2 | 3.2 * |
| 4 | 3 | 4.1 | 1 | 4.2 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Reuss, S.; Sanwald, D.; Schülein, M.; Schwieger, W.; Al-Thabaiti, S.A.; Mokhtar, M.; Basahel, S.N. Supported Zeolite Beta Layers via an Organic Template-Free Preparation Route. Molecules 2018, 23, 220. https://doi.org/10.3390/molecules23010220
Reuss S, Sanwald D, Schülein M, Schwieger W, Al-Thabaiti SA, Mokhtar M, Basahel SN. Supported Zeolite Beta Layers via an Organic Template-Free Preparation Route. Molecules. 2018; 23(1):220. https://doi.org/10.3390/molecules23010220
Chicago/Turabian StyleReuss, Stephanie, Dirk Sanwald, Marion Schülein, Wilhelm Schwieger, Shaeel A. Al-Thabaiti, Mohamed Mokhtar, and Sulaiman N. Basahel. 2018. "Supported Zeolite Beta Layers via an Organic Template-Free Preparation Route" Molecules 23, no. 1: 220. https://doi.org/10.3390/molecules23010220
APA StyleReuss, S., Sanwald, D., Schülein, M., Schwieger, W., Al-Thabaiti, S. A., Mokhtar, M., & Basahel, S. N. (2018). Supported Zeolite Beta Layers via an Organic Template-Free Preparation Route. Molecules, 23(1), 220. https://doi.org/10.3390/molecules23010220