Novel Biobased Textile Fiber from Colombian Agro-Industrial Waste Fiber

 , , ,
, , ,  , and
, and 
Abstract
:1. Introduction
2. Results and Discussion
2.1. Design of Experiment (DOE)
2.2. Physicochemical Characterization of Fique Cellulose Pulp (FCP) and Wood Cellulose Pulp (WCP)
2.3. Characterization of the Fique Cellulose Viscose (FV) and Wood Cellulose Viscose (WV) Dopes
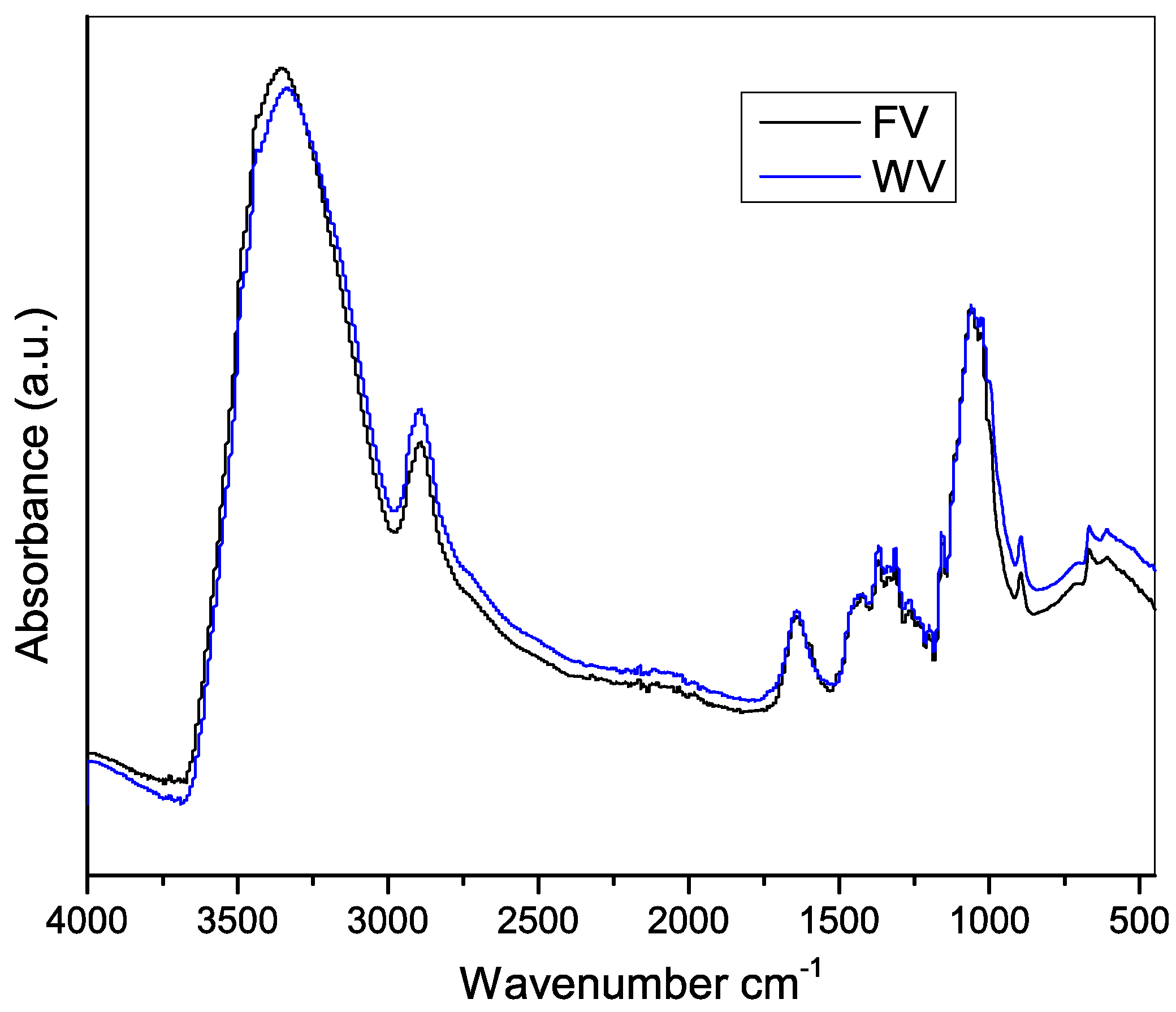
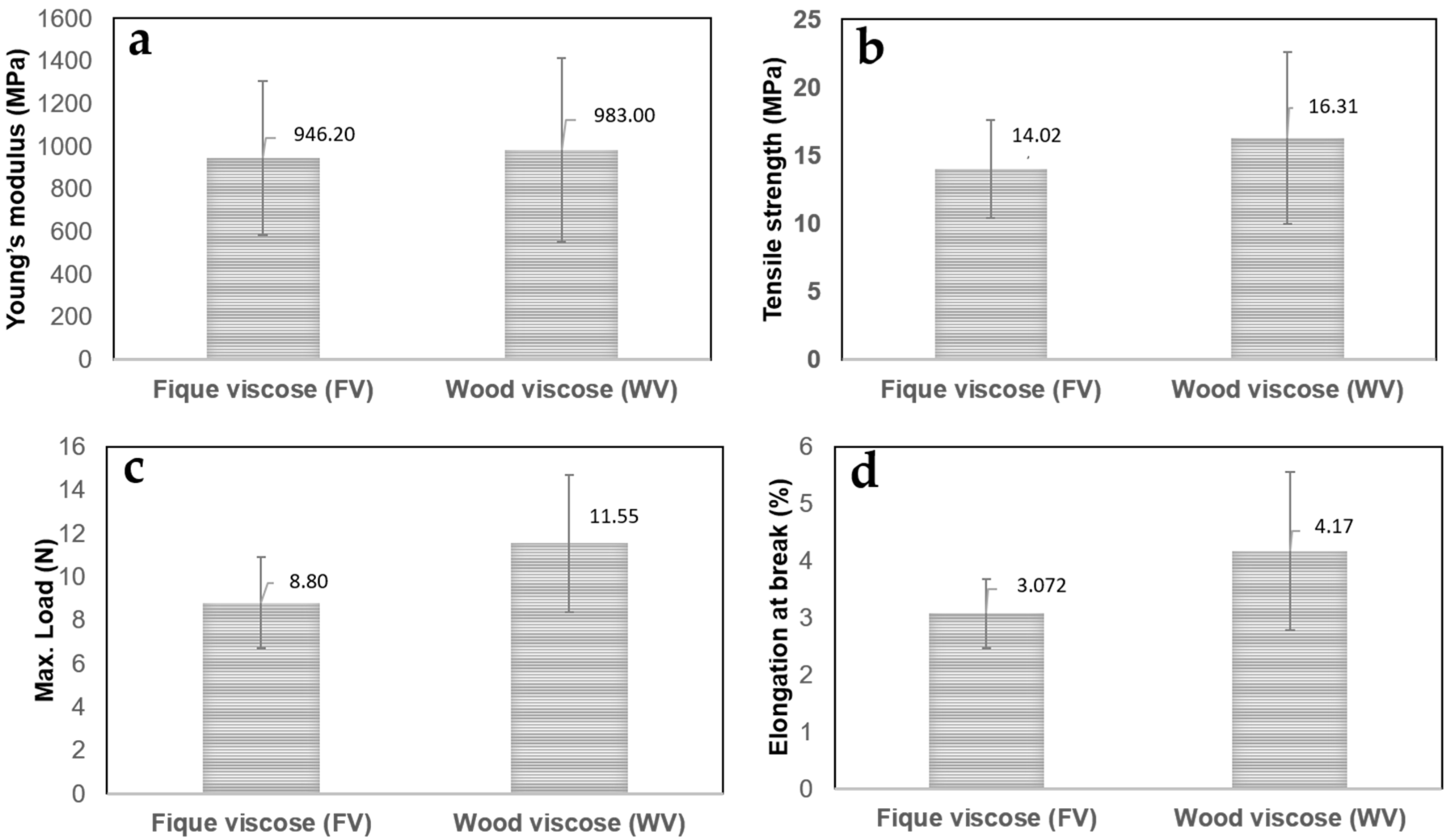
2.4. Characterization of Viscose Rayon Films Obtained from FCP and WCP
3. Materials and Methods
3.1. Materials
3.2. Fique Cellulose Isolation (FCP)
3.3. Preparation of Fique Viscose Dope (FV)
3.4. FV Film and Filament Preparation
3.5. Physicochemical Characterization of Fique Cellulose Pulp
3.6. Physicochemical Characterization of Fique and Wood Viscose Films
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Pan, X.; Nelson, T.J.; Webster, D.C. Novel biobased dual-cure coating system. Prog. Org. Coat. 2012, 73, 344–354. [Google Scholar] [CrossRef]
- Cunningham, S.C.; Nally, R.M.; Baker, P.J.; Cavagnaro, T.R.; Beringer, J.; Thomson, J.R.; Thompson, R.M. Balancing the environmental benefits of reforestation in agricultural regions. Perspect. Plant. Ecol. Syst. 2015, 17, 301–317. [Google Scholar] [CrossRef]
- Quye, A. Factors influencing the stability of man-made fibers: A retrospective view for historical textiles. Polym. Degrad. Stab. 2014, 107, 210–218. [Google Scholar] [CrossRef]
- Jiang, W.; Sun, L.; Hao, A.; Chen, J.Y. Regenerated cellulose fibers from waste bagasse using ionic liquid. Text. Res. J. 2011, 81, 1949–1958. [Google Scholar] [CrossRef]
- Daud, W.R.W.; Djuned, F.M. Cellulose acetate from oil palm empty fruit bunch via a one step heterogeneous acetylation. Carbohydr. Polym. 2015, 132, 252–260. [Google Scholar] [CrossRef] [PubMed]
- Sugesty, S.; Kardiansyah, T.; Hardiani, H. Bamboo as Raw Materials for Dissolving Pulp with Environmental Friendly Technology for Rayon Fiber. Procedia Chem. 2015, 17, 194–199. [Google Scholar] [CrossRef]
- Gañán, P.; Mondragon, I. Surface modification of fique fibers. Effects on their physico-mechanical properties. Polym. Compos. 2002, 23, 383–394. [Google Scholar] [CrossRef]
- Linares, E.; Galeano, G.; García, N.; Figueroa, Y. Fibras Vegetales Empleadas en Artesanias en Colombia; Artesanias de Colombia: Bogotá, Colombia, 2008; pp. 1–30. [Google Scholar]
- Finagro. Cultivos Permanentes. Anuario. 2013. Available online: https://www.finagro.com.co/sites/default/files/node/basic-page/files/fique_-_anuario_2013.pdf (accessed on 5 December 2015).
- Morales, M.E.; Peláez, N.S. El Estudio de la Cadena Productiva del Fique. Innovar 2002, 20, 121–134. [Google Scholar]
- Pulido, H.G.; de la Vara Salazar, R. Análisis y Diseño de Experimentos; McGraw-Hill Interamericana: Universidad Autónoma Chapingo, Mexico, 2008; Volume 53. [Google Scholar]
- Pang, J.; Wu, M.; Zhang, Q.; Tan, X.; Xu, F.; Zhang, X.; Sun, R. Comparison of physical properties of regenerated cellulose films fabricated with different cellulose feedstocks in ionic liquid. Carbohydr. Polym. 2015, 121, 71–78. [Google Scholar] [CrossRef] [PubMed]
- Zuluaga, R.; Putaux, J.L.; Cruz, J.; Vélez, J.; Mondragon, I.; Gañán, P. Cellulose microfibrils from banana rachis: Effect of alkaline treatments on structural and morphological features. Carbohydr. Polym. 2009, 76, 51–59. [Google Scholar] [CrossRef]
- Porras, A.; Maranon, A.; Ashcroft, I.A. Characterization of a novel natural cellulose fabric from Manicaria saccifera palm as possible reinforcement of composite materials. Compos. Part B Eng. 2015, 74, 66–73. [Google Scholar] [CrossRef]
- Hildebrandt, N.C.; Piltonen, P.; Valkama, J.P.; Illikainen, M. Self-reinforcing composites from commercial chemical pulps via partial dissolution with NaOH/urea. Ind. Crops Prod. 2017, 109, 79–84. [Google Scholar] [CrossRef]
- Sixta, H. Chemical Pulping Processes, Handbook of Pulp; Wiley-VCH: Weinheim, Germany, 2008; Volume 1, pp. 229–365. [Google Scholar]
- Kvarnlöf, N. Activation of Dissolving Pulps Prior to Viscose Preparation; Fakulteten för teknik-och naturvetenskap: Karlstad, Sweden, 2007; Volume 46. [Google Scholar]
- Eriksson, J. Pilot Spinning of Viscose Staple Fibres; Umeå University: Umeå, Sweden, 2015. [Google Scholar]
- Huzii, M. Studies on Viscose, IV. Sen-Iso Kogyo 1942, 18, 52–57. [Google Scholar]
- Kudryavtseva, A.G.; Mogilevskii, E.M.; Papkov, S.P. The cellulose content of the viscose as a factor in the tenacity of viscose rayon. Fibre Chem. 1973, 4, 45–47. [Google Scholar] [CrossRef]
- Kotek, R. Regenerated Cellulose Fiber. In Handbook of Fiber Chemistry; Lewin, M., Ed.; CRC Press: Boca Raton, FL, USA, 2006; pp. 667–772. [Google Scholar]
- Sengupta, A.K. Rayon fibers. In Manufactured Fibre Technology; Gupta, V.B., Kothari, V.K., Eds.; Springer: Berlin, Germany, 2012; pp. 480–513. [Google Scholar]
- Wilkes, A. The viscose process. In Regenerated Cellulose Fibres; Woodings, C., Ed.; Woodhead Publishing: Cambridge, UK, 2001; pp. 37–62. [Google Scholar]
- Doud, E. The Viscosity of Viscose Solutions Made from Georgia Pine Pulp; Georgia School of Technology: Atlanta, Georgia, 1936. [Google Scholar]
- Rodrigues, J.; Faix, O.; Pereira, H. Determination of lignin content of Eucalyptus globulus wood using FTIR spectroscopy. Holzforschung 1998, 52, 46–50. [Google Scholar] [CrossRef]
- Comnea-Stancu, I.R.; Wieland, K.; Ramer, G.; Schwaighofer, A.; Lendl, B. On the Identification of Rayon/Viscose as a Major Fraction of Microplastics in the Marine Environment: Discrimination between Natural and Manmade Cellulosic Fibers Using Fourier Transform Infrared Spectroscopy. Appl. Spectrosc. 2017, 71, 939–950. [Google Scholar] [CrossRef] [PubMed]
- Carrillo, F.; Colom, X.; Suñol, J.J.; Saurina, J. Structural FTIR analysis and thermal characterisation of lyocell and viscose-type fibres. Eur. Polym. J. 2004, 40, 2229–2234. [Google Scholar] [CrossRef]
- Kamppuri, T.; Vehviläinen, M.; Puolakka, A.; Honkanen, M.; Vippola, M.; Rissanen, M. Characterisation of novel regenerated cellulosic, viscose, and cotton fibres and the dyeing properties of fabrics. Color. Technol. 2015, 131, 396–402. [Google Scholar] [CrossRef]
- Liu, C.F.; Xu, F.; Sun, J.X.; Ren, J.L.; Curling, S.; Sun, R.C.; Fowler, P.; Baird, M.S. Physicochemical characterization of cellulose from perennial ryegrass leaves (Lolium perenne). Carbohydr. Res. 2006, 341, 2677–2687. [Google Scholar] [CrossRef] [PubMed]
- Gurudatt, K.; Tripathi, V.S. Studies on changes in morphology during carbonization and activation of pretreated viscose rayon fabrics. Carbon N. Y. 1998, 36, 1371–1377. [Google Scholar] [CrossRef]
- Teng, Y.; Yu, G.; Fu, Y.; Yin, C. The preparation and study of regenerated cellulose fibers by cellulose carbamate pathway. Int. J. Biol. Macromol. 2018, 107, 383–392. [Google Scholar] [CrossRef] [PubMed]
- Hatakeyama, T.; Nakamura, K.; Hatakeyama, A. Vaporization of bound water associated with cellulose fibres. Thermochim. Acta 2000, 352, 233–239. [Google Scholar] [CrossRef]
- Suñol, J.J.; Saurina, J.; Carrasco, F.; Colom, X.; Carrillo, F. Thermal degradation of lyocell, modal and viscose fibers under aggressive conditions. J. Therm. Anal. Calorim. 2007, 87, 41–44. [Google Scholar] [CrossRef]
- Hatakeyama, T.; Hatakeyama, H. Thermal Properties of Green Polymers and Biocomposites; Springer: New York, NY, USA, 2004; pp. 68–71. [Google Scholar]
- Qu, L.; Tian, M.; Zhang, X.; Guo, X.; Zhu, S.; Han, G.; Li, C. Barium sulfate/regenerated cellulose composite fiber with X-ray radiation resistance. J. Ind. Text. 2015, 45, 352–367. [Google Scholar] [CrossRef]
- Ganster, J.; Fink, H.-P. The Structure of Man-Made Cellulosic Fibres; Woodhead Publishing Limited: Cambridge, UK, 2009; pp. 201–233. [Google Scholar]
- Rojas, O.J. Cellulose Chemistry and Properties: Fibers, Nanocelluloses and Advanced Materials; Springer: Berlin, Germany, 2016; Volume 271. [Google Scholar]
- Murthy, H.V.S. Introduction to Textile Fibers; Woodhead Publishing India PVT Ltd.: New Delhi, India, 2016. [Google Scholar]
- Dence, C.W. The determination of lignin. In Methods in Lignin Chemistry; Lin, S.Y., Dence, C.W., Eds.; Springer: Berlin, Germany, 1992; pp. 33–61. [Google Scholar]
- Marx-Figini, M. Significance of the intrinsic viscosity ratio of unsubstituted and nitrated cellulose in different solvents. Die Angew. Makromol. Chem. Banner 1978, 72, 161–171. [Google Scholar] [CrossRef]
Sample Availability: Samples of the compounds are available from the authors. |









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Source | Sum of Squares | Df | Mean Square | F-Ratio | p-Value |
|---|---|---|---|---|---|
| A: temperature | 30.64 | 1 | 30.64 | 7.73 | 0.0082 |
| B: time | 2.68 | 1 | 2.68 | 0.68 | 0.4160 |
| C: concentration | 5.03 | 1 | 5.03 | 1.27 | 0.2666 |
| AA | 6.72 | 1 | 6.72 | 1.70 | 0.2002 |
| AB | 0.12 | 1 | 0.12 | 0.03 | 0.8637 |
| AC | 0.45 | 1 | 0.45 | 0.11 | 0.7383 |
| BB | 1.49 | 1 | 1.49 | 0.38 | 0.5433 |
| BC | 0.84 | 1 | 0.83 | 0.21 | 0.6495 |
| CC | 0.69 | 1 | 0.69 | 0.18 | 0.6777 |
| lack-of-fit | 35.97 | 17 | 2.11 | 0.53 | 0.9187 |
| pure error | 162.57 | 41 | 3.96 | ||
| total (corr.) | 247.90 | 67 |
| Components | Virgin Fique (FF) | Fique Pulp (FCP) | Wood Pulp (WCP) [15] |
|---|---|---|---|
| Cellulose (wt %) | 50.5 | 69.1 | 96.8 |
| Lignin (wt %) | 13.9 | 12.8 | 0.1 |
| Hemicellulose (wt %) | 14.6 | 6.6 | 3.1 |
| Others (wt %) | 21 | 11.5 | - |
| Total | 100 | 100 | - |
| Sample | Intrinsic Viscosity (dg/L) | DP | Chain Length (nm) |
|---|---|---|---|
| Fique cellulose pulp | 6.77 | 1286.94 | 662.77 |
| Wood cellulose pulp | 8.96 | 1703.64 | 877.37 |
| Independent Variables | Code | Levels | ||
|---|---|---|---|---|
| −1 | 0 | 1 | ||
| Temperature (°C) | A | 60 | 70 | 80 |
| Time (min) | B | 30 | 45 | 60 |
| Peroxide concentration (%) | C | 1 | 3 | 5 |
| Factors | Cellulose (%) | Hemicellulose (%) | Lignin (%) | Others (%) | |||
|---|---|---|---|---|---|---|---|
| Treatment No. | A | B | C | ||||
| 1 | 70 | 30 | 5 | 63.97 | 12.86 | 9.90 | 13.27 |
| 2 | 60 | 30 | 3 | 61.10 | 11.70 | 10.95 | 16.25 |
| 3 | 70 | 30 | 3 | 65.17 | 12.43 | 10.10 | 12.30 |
| 4 | 80 | 30 | 5 | 61.90 | 11.86 | 10.16 | 16.08 |
| 5 | 80 | 60 | 3 | 62.53 | 12.23 | 9.13 | 16.11 |
| 6 | 80 | 60 | 5 | 61.10 | 12.15 | 9.75 | 17.00 |
| 7 | 60 | 45 | 5 | 60.67 | 11.86 | 11.26 | 16.21 |
| 8 | 70 | 30 | 1 | 60.67 | 12.26 | 12.10 | 14.97 |
| 9 | 70 | 60 | 5 | 61.06 | 12.50 | 10.36 | 16.08 |
| 10 | 80 | 30 | 3 | 59.03 | 11.83 | 11.43 | 17.71 |
| 11 | 80 | 45 | 5 | 66.00 | 11.66 | 8.23 | 14.11 |
| 12 | 60 | 30 | 5 | 63.43 | 10.83 | 12.43 | 13.31 |
| 13 | 60 | 60 | 5 | 63.43 | 12.30 | 11.40 | 12.87 |
| 14 | 80 | 45 | 3 | 64.60 | 12.46 | 9.86 | 13.08 |
| 15 | 70 | 60 | 3 | 64.65 | 11.30 | 9.80 | 14.24 |
| 16 | 70 | 45 | 1 | 58.10 | 12.50 | 11.05 | 18.35 |
| 17 | 60 | 30 | 1 | 62.80 | 12.53 | 12.16 | 12.51 |
| 18 | 60 | 45 | 3 | 62.63 | 12.33 | 10.30 | 14.74 |
| 19 | 80 | 60 | 1 | 62.90 | 12.50 | 8.76 | 15.84 |
| 20 | 70 | 45 | 3 | 63.75 | 13.10 | 10.55 | 12.60 |
| 21 | 70 | 45 | 5 | 61.27 | 12.70 | 9.33 | 16.70 |
| 22 | 70 | 60 | 1 | 60.93 | 14.83 | 9.70 | 14.54 |
| 23 | 80 | 30 | 1 | 63.10 | 12.10 | 10.00 | 14.80 |
| 24 | 60 | 60 | 1 | 60.50 | 12.50 | 10.25 | 16.75 |
| 25 | 60 | 45 | 1 | 70.00 | 13.00 | 12 | 5.00 |
| 26 | 80 | 45 | 1 | 60.15 | 12.15 | 8.60 | 19.10 |
| 27 | 60 | 60 | 3 | 59.90 | 12.66 | 9.96 | 17.48 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Amaya Vergara, M.C.; Cortés Gómez, M.P.; Restrepo Restrepo, M.C.; Manrique Henao, J.; Pereira Soto, M.A.; Gañán Rojo, P.F.; Castro Herazo, C.I.; Zuluaga Gallego, R. Novel Biobased Textile Fiber from Colombian Agro-Industrial Waste Fiber. Molecules 2018, 23, 2640. https://doi.org/10.3390/molecules23102640
Amaya Vergara MC, Cortés Gómez MP, Restrepo Restrepo MC, Manrique Henao J, Pereira Soto MA, Gañán Rojo PF, Castro Herazo CI, Zuluaga Gallego R. Novel Biobased Textile Fiber from Colombian Agro-Industrial Waste Fiber. Molecules. 2018; 23(10):2640. https://doi.org/10.3390/molecules23102640
Chicago/Turabian StyleAmaya Vergara, Maria Camila, Melissa Paola Cortés Gómez, Maria Clara Restrepo Restrepo, Jorge Manrique Henao, Miguel Angel Pereira Soto, Piedad Felisinda Gañán Rojo, Cristina Isabel Castro Herazo, and Robin Zuluaga Gallego. 2018. "Novel Biobased Textile Fiber from Colombian Agro-Industrial Waste Fiber" Molecules 23, no. 10: 2640. https://doi.org/10.3390/molecules23102640
APA StyleAmaya Vergara, M. C., Cortés Gómez, M. P., Restrepo Restrepo, M. C., Manrique Henao, J., Pereira Soto, M. A., Gañán Rojo, P. F., Castro Herazo, C. I., & Zuluaga Gallego, R. (2018). Novel Biobased Textile Fiber from Colombian Agro-Industrial Waste Fiber. Molecules, 23(10), 2640. https://doi.org/10.3390/molecules23102640