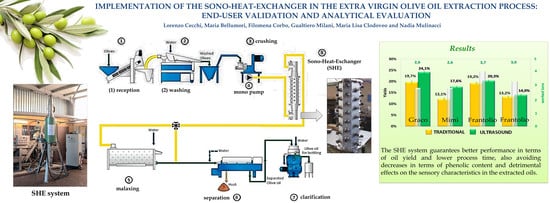
Implementation of the Sono-Heat-Exchanger in the Extra Virgin Olive Oil Extraction Process: End-User Validation and Analytical Evaluation

 ,
,  ,
,  ,
,  and
and 
Abstract
:
1. Introduction
2. Results and Discussion
2.1. Usability of the Sono-Heat-Exchanger (SHE) and Oil Yields
2.2. Determination of Phenolic Compounds
2.3. Effect of US on Volatile Organic Compounds
2.4. Panel Test
3. Materials and Methods
3.1. Visual Determination of the Maturity Index (MI)
3.2. Oil Yield Evaluation
3.3. Oil Production and End-User Validation Protocol
3.4. Evaluation of the European Legal Quality of the Virgin Olive Oils
3.5. HPLC–DAD Analysis of the Phenolic Compounds before and after Acidic Hydrolysis
3.6. HS–SPME–GC–MS Analysis of Volatile Organic Compounds (VOCs)
3.7. Statistics
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
References
- Clodoveo, M.L. Industrial Ultrasound Applications in The Extra-Virgin Olive Oil Extraction Process: History, Approaches, and Key Questions. Foods 2019, 8, 121. [Google Scholar] [CrossRef] [PubMed]
- Aleem, H.; Zhao, Y.; Lord, S.; McCarthy, T.; Sharratt, P. Pharmaceutical process validation: An overview. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2003, 217, 141–151. [Google Scholar] [CrossRef]
- Katz, P.; Campbell, C. FDA 2011 process validation guidance: Process validation revisited. J. Gxp Compliance 2012, 16, 18. [Google Scholar]
- Maropoulos, P.G.; Ceglarek, D. Design verification and validation in product lifecycle. Cirp Ann. 2010, 59, 740–759. [Google Scholar] [CrossRef]
- Clodoveo, M.L.; Durante, V.; La Notte, D. Working towards the development of innovative ultrasound equipment for the extraction of virgin olive oil. Ultrason. Sonochemistry 2013, 20, 1261–1270. [Google Scholar] [CrossRef] [PubMed]
- Clodoveo, M.L.; Durante, V.; La Notte, D.; Punzi, R.; Gambacorta, G. Ultrasound-assisted extraction of virgin olive oil to improve the process efficiency. Eur. J. Lipid Sci. Technol. 2013, 115, 1062–1069. [Google Scholar] [CrossRef]
- Clodoveo, M.L. An overview of emerging techniques in virgin olive oil extraction process: Strategies in the development of innovative plants. J. Agric. Eng. 2013, 44. [Google Scholar] [CrossRef]
- Amirante, R.; Clodoveo, M.L. Developments in the design and construction of continuous full-scale ultrasonic devices for the EVOO industry. Eur. J. Lipid Sci. Technol. 2017, 119, 1600438. [Google Scholar] [CrossRef]
- Clodoveo, M.L.; Hbaieb, R.H. Beyond the traditional virgin olive oil extraction systems: Searching innovative and sustainable plant engineering solutions. Food Res. Int. 2013, 54, 1926–1933. [Google Scholar] [CrossRef]
- Clodoveo, M.L.; Moramarco, V.; Paduano, A.; Sacchi, R.; Di Palmo, T.; Crupi, P.; Amirante, R. Engineering design and prototype development of a full scale ultrasound system for virgin olive oil by means of numerical and experimental analysis. Ultrason. Sonochem. 2017, 37, 169–181. [Google Scholar] [CrossRef]
- Clodoveo, M.L.; Corbo, F.; Amirante, R. Does the Introduction of Ultrasound in Extra-Virgin Olive Oil Extraction Process Improve the Income of the Olive Millers? The First Technology for the Simultaneous Increment of Yield and Quality of the Product. In Technological Innovation in the Olive Oil Production Chain; IntechOpen: London, UK, 2018; Available online: https://www.intechopen.com/online-first/does-the-introduction-of-ultrasound-in-extra-virgin-olive-oil-extraction-process-improve-the-income- (accessed on 24 June 2019). [CrossRef]
- Roselli, L.; Cicia, G.; Cavallo, C.; Del Giudice, T.; Carlucci, D.; Clodoveo, M.L.; De Gennaro, B.C. Consumers’ willingness to buy innovative traditional food products: The case of extra-virgin olive oil extracted by ultrasound. Food Res. Int. 2018, 108, 482–490. [Google Scholar] [CrossRef] [PubMed]
- Muraglia, M.; De Bellis, M.; Catalano, A.; Carocci, A.; Franchini, C.; Carrieri, A.; Fortugno, C.; Bertucci, C.; De Saphy, J.F.; De Luca, A.; et al. N-aryl-2,6-dimethylbenzamides, a new generation of tocainide analogues as blockers of skeletal muscle voltage-gated sodium channels. J. Med. Chem. 2014, 57, 2589–2600. [Google Scholar] [CrossRef] [PubMed]
- Amirante, R.; Clodoveo, M.L.; Distaso, E.; Ruggiero, F.; Tamburrano, P. A tri-generation plant fuelled with olive tree pruning residues in Apulia: An energetic and economic analysis. Renew. Energy 2016, 89, 411–421. [Google Scholar] [CrossRef]
- Restuccia, D.; Clodoveo, M.L.; Corbo, F.; Loizzo, M.R. De-stoning technology for improving olive oil nutritional and sensory features: The right idea at the wrong time. Food Res. Int. 2018, 106, 636–646. [Google Scholar] [CrossRef] [PubMed]
- Roselli, L.; Clodoveo, M.L.; Corbo, F.; De Gennaro, B. Are health claims a useful tool to segment the category of extra-virgin olive oil? Threats and opportunities for the Italian olive oil supply chain. Trends Food Sci. Technol. 2017, 68, 176–181. [Google Scholar] [CrossRef]
- Clodoveo, M.L.; Dipalmo, T.; Crupi, P.; Durante, V.; Pesce, V.; Maiellaro, I.; Corbo, F.; Franchini, C. Comparison between different flavored olive oil production techniques: Healthy value and process efficiency. Plant Foods Hum. Nutr. 2016, 71, 81–87. [Google Scholar] [CrossRef]
- Amirante, P.; Clodoveo, M.L.; Tamborrino, A.; Leone, A. A new designer malaxer to improve thermal exchange enhancing virgin olive oil quality. In Proceedings of the VI International Symposium on Olive Growing 949, Evora, Portugal, 9–13 September 2008; pp. 455–462. [Google Scholar]
- International Olive Council (IOC). Determination of Biophenols in Olive Oil by HPLC; IOC/T.20/Doc No. 29; International Olive Council: Madrid, Spain, 2009. [Google Scholar]
- Mulinacci, N.; Giaccherini, C.; Ieri, F.; Innocenti, M.; Romani, A.; Vincieri, F.F. Evaluation of lignans and free and linked hydroxy-tyrosol and tyrosol in extra virgin olive oils after hydrolises processes. J. Sci. Food Agric. 2006, 86, 757–764. [Google Scholar] [CrossRef]
- Oliveras-López, M.J.; Innocenti, M.; Giaccherini, C.; Ieri, F.; Romani, A.; Mulinacci, N. Study of the phenolic composition of Spanish and Italian monocultivar extra- virgin olive oils: Distribution of lignans, secoiridoids, simple phenols and flavonoids. Talanta 2007, 73, 726–732. [Google Scholar] [CrossRef]
- Tsimidou, M.Z.; Sotiroglou, M.; Mastralexi, A.; Nenadis, N.; Garcìa-Gonzàlez, D.L.; Gallina Toschi, T. In House Validated UHPLC Protocol for the Determination of the Total Hydroxytyrosol and Tyrosol Content in Virgin Olive Oil Fit for the Purpose of the Health Claim Introduced by the EC Regulation 432/2012 for “Olive Oil Polyphenols”. Molecules 2019, 24, 1044. [Google Scholar] [CrossRef]
- Bellumori, M.; Cecchi, L.; Innocenti, M.; Clodoveo, M.L.; Corbo, F.; Mulinacci, N. The EFSA health claim on olive oil polyphenols: Acid hydrolysis validation and total hydroxytyrosol and tyrosol determination in Italian virgin olive oils. Molecules 2019, 24, 2179. [Google Scholar] [CrossRef]
- Fortini, M.; Migliorini, M.; Cherubini, C.; Cecchi, L.; Calamai, L. Multiple internal standard normalization for improving HS-SPME-GC-MS quantitation in virgin olive oil volatile compounds (VOO-VOCs) profile. Talanta 2017, 165, 641–652. [Google Scholar] [CrossRef]
- Privitera, M.B.; Evans, M.; Southee, D. Human factors in the design of medical devices–approaches to meeting international standards in the European Union and USA. Appl. Ergon. 2017, 59, 251–263. [Google Scholar] [CrossRef] [PubMed]
- Tsimidou, M.Z.; Nenadis, N.; Servili, M.; García-González, D.L.; Gallina Toschi, T. Why tyrosol derivatives have to be quantified in the calculation of “olive oil polyphenols” content to support the health claim provisioned in the EC Reg. 432/2012. Eur. J. Lipid Sci. Technol. 2018, 120, 1800098. [Google Scholar] [CrossRef]
- Campestre, C.; Angelini, G.; Gasbarri, C.; Angerosa, F. The compounds responsible for the sensory profile in monovarietal virgin olive oils. Molecules 2017, 22, 1833. [Google Scholar] [CrossRef] [PubMed]
- Guzmán, E.; Baeten, V.; Pierna, J.A.F.; García-Mesa, J.A. Determination of the olive maturity index of intact fruits using image analysis. J. Food Sci. Technol. 2015, 52, 1462–1470. [Google Scholar] [CrossRef] [PubMed]
- Cecchi, L.; Bellumori, M.; Cipriani, C.; Mocali, A.; Innocenti, M.; Mulinacci, N.; Giovannelli, L. A two-phase olive mill by-products (pâté) as a convenient source of phenolic compounds: Content, stability, and antiaging properties in cultured human fibroblasts. J. Funct. Foods 2018, 40, 751–759. [Google Scholar] [CrossRef]
- European Economic Community. Commision Regulation (EEC) No. 2568/91 of 11 July 1991 on the characteristic of olive oil and olive-residue oil and on the relevant methods of analysis. EU Regulation 2568. Off. J. Eur. Com. Legis 1991, L24, 1–140. [Google Scholar]
Sample Availability: Samples of the compounds are not available from the authors. |





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| n° | Sample | Cultivar | Olive Mill | Crusher | MI | % of Fruit Oil Content in the Fresh Matter | % of Pomace Oil Content in the Fresh Matter |
|---|---|---|---|---|---|---|---|
| 1 | OM-N | Coratina | Mimì | Hammer Crusher | 1 | 19.6 ± 0.6 | 7.5 ± 0.5 |
| 2 | OM-U | Coratina | Mimì | Hammer Crusher | 1 | 19.6 ± 0.6 | 2.0 ± 0.6 |
| 3 | 1N | Peranzana | Graco | De-stoner | 3 | 24.8 ± 0.4 | 5.1 ± 0.4 |
| 4 | 3N | Peranzana | |||||
| 5 | 5N | Peranzana | |||||
| 6 | 9N | Peranzana | |||||
| 7 | 10N | Peranzana | |||||
| 8 | 12N | Peranzana | |||||
| 9 | 2U | Peranzana | Graco | De-stoner | 3 | 24.8 ± 0.4 | 0.7 ± 0.5 |
| 10 | 4U | Peranzana | |||||
| 11 | 6U | Peranzana | |||||
| 12 | 7U | Peranzana | |||||
| 13 | 8U | Peranzana | |||||
| 14 | 11U | Peranzana | |||||
| 15 | P5N | Coratina/Ogliarola | Frantolio | Hammer Crusher | 4 | 21.0 ± 0.4 | 1.8 ± 0.4 |
| 16 | P6N | Coratina/Ogliarola | |||||
| 17 | P3U | Coratina/Ogliarola | Frantolio | Hammer Crusher | 21.0 ± 0.4 | ||
| 18 | P4U | Coratina/Ogliarola | 4 | 0.7 ± 0.2 | |||
| 19 | P7U | Coratina/Ogliarola | |||||
| 20 | C4N | Cellina di Nardò | Frantolio | Hammer Crusher | 6 | 14.8 ± 0.3 | 1.6 ± 0.4 |
| 21 | C3U | Cellina di Nardò | Frantolio | Hammer Crusher | 6 | ||
| 22 | C5U | Cellina di Nardò | 14.8 ± 0.3 | 0.8 ± 0.3 | |||
| 23 | C6U | Cellina di Nardò |
| Maturity Index Group | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
|---|---|---|---|---|---|---|---|---|
| Skin color deep green | Skin color yellow-green | Skin color with <half the fruit surface turning red, purple, or black | Skin color with >half the fruit surface turning red, purple, or black | Skin color all purple or black with all white or green flesh | Skin color all purple or black with <half the flesh turning purple | Color all purple or black with >half the flesh turning purple | Skin color all purple or black with all the flesh purple to the pit |
| VOC | 1N–12N | P3U–P7U | C3U–C6U | OMN–OMU | ||||
|---|---|---|---|---|---|---|---|---|
| U | N | U | N | U | N | U | N | |
| LOX C5 | 0.25 a | 0.25 a | 0.47 a | 0.53 a | 0.15 a | 0.14 a | 1.61 a | 1.46 a |
| LOX C6 aldehydes | 7.98 a | 8.24 a | 11.98 a | 12.06 a | 5.22 a | 5.16 a | 34.24 a | 34.78 a |
| LOX C6 esters | 2.91 a | 2.89 a | 0.06 a | 0.05 a | 0.32 a | 0.29 a | 0.07 a | 0.07 a |
| LOX C6 alcohols | 0.77 a | 0.76 a | 1.36 a | 1.77 a | 0.70 a | 0.55 a | 1.63 a | 1.77 a |
| Total LOX | 11.92 a | 12.14 a | 13.87 a | 14.41 a | 6.40 a | 6.14 a | 37.55 a | 38.07 a |
| saturated C7–C10 aldehydes | <0.01 a | <0.01 a | 0.29 a | 0.30 a | 0.01 a | 0.01 a | 0.15 a | 0.18 a |
| mono-unsaturated C7–C10 aldehydes | 0.02 a | 0.02 a | <0.01 a | <0.01 a | 0.05 a | 0.04 a | <0.01 a | <0.01 a |
| di-unsaturated C7–C10 aldehydes | <0.01 a | <0.01 a | 0.24 a | 0.26 a | 0.03 a | 0.02 a | 0.12 a | 0.13 a |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cecchi, L.; Bellumori, M.; Corbo, F.; Milani, G.; Clodoveo, M.L.; Mulinacci, N. Implementation of the Sono-Heat-Exchanger in the Extra Virgin Olive Oil Extraction Process: End-User Validation and Analytical Evaluation. Molecules 2019, 24, 2379. https://doi.org/10.3390/molecules24132379
Cecchi L, Bellumori M, Corbo F, Milani G, Clodoveo ML, Mulinacci N. Implementation of the Sono-Heat-Exchanger in the Extra Virgin Olive Oil Extraction Process: End-User Validation and Analytical Evaluation. Molecules. 2019; 24(13):2379. https://doi.org/10.3390/molecules24132379
Chicago/Turabian StyleCecchi, Lorenzo, Maria Bellumori, Filomena Corbo, Gualtiero Milani, Maria Lisa Clodoveo, and Nadia Mulinacci. 2019. "Implementation of the Sono-Heat-Exchanger in the Extra Virgin Olive Oil Extraction Process: End-User Validation and Analytical Evaluation" Molecules 24, no. 13: 2379. https://doi.org/10.3390/molecules24132379
APA StyleCecchi, L., Bellumori, M., Corbo, F., Milani, G., Clodoveo, M. L., & Mulinacci, N. (2019). Implementation of the Sono-Heat-Exchanger in the Extra Virgin Olive Oil Extraction Process: End-User Validation and Analytical Evaluation. Molecules, 24(13), 2379. https://doi.org/10.3390/molecules24132379