
Improved Water-Tree Resistances of SEBS/PP Semi-Crystalline Composites under Crystallization Modifications



Abstract
:1. Introduction
2. Results and Discussion
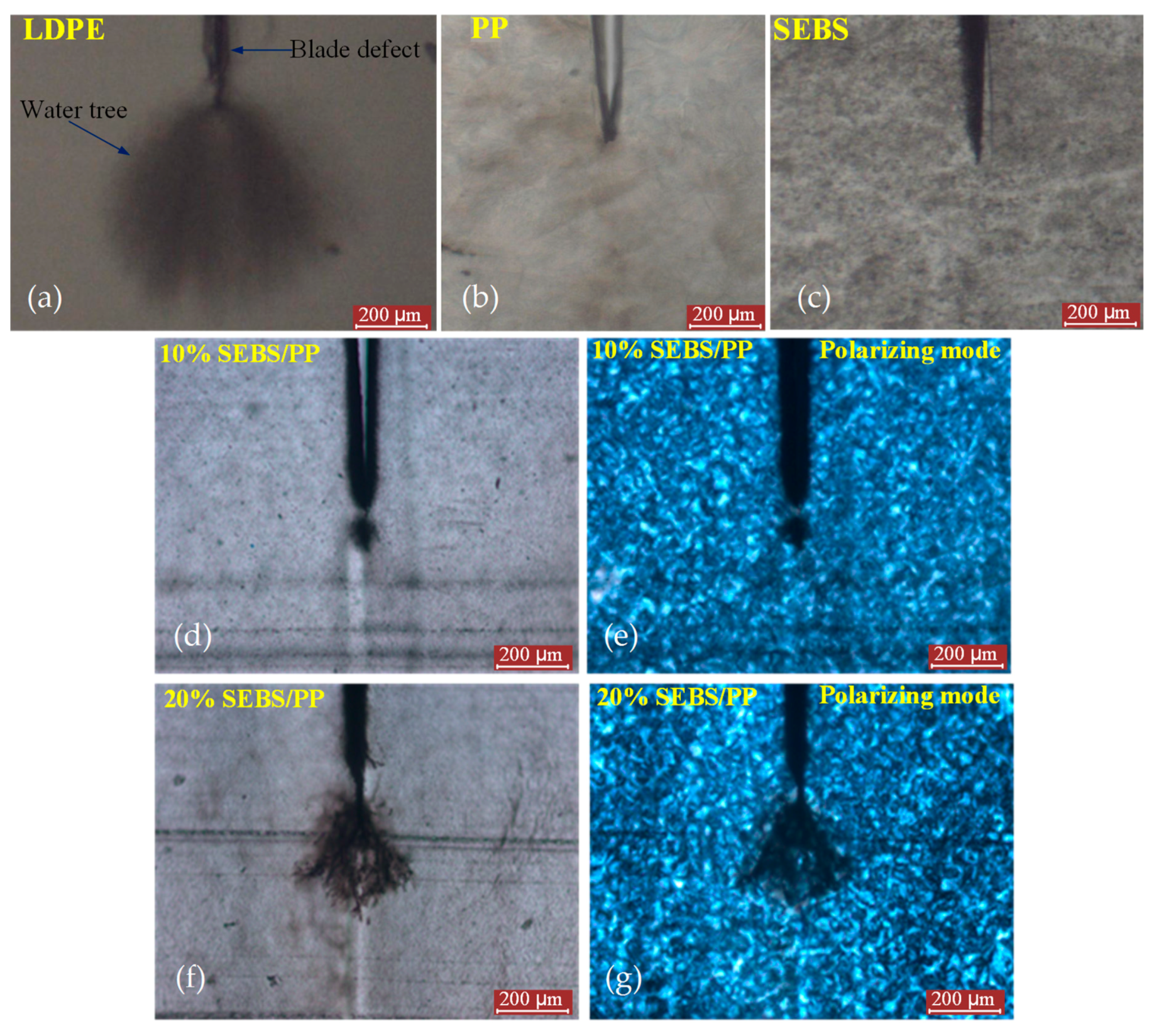
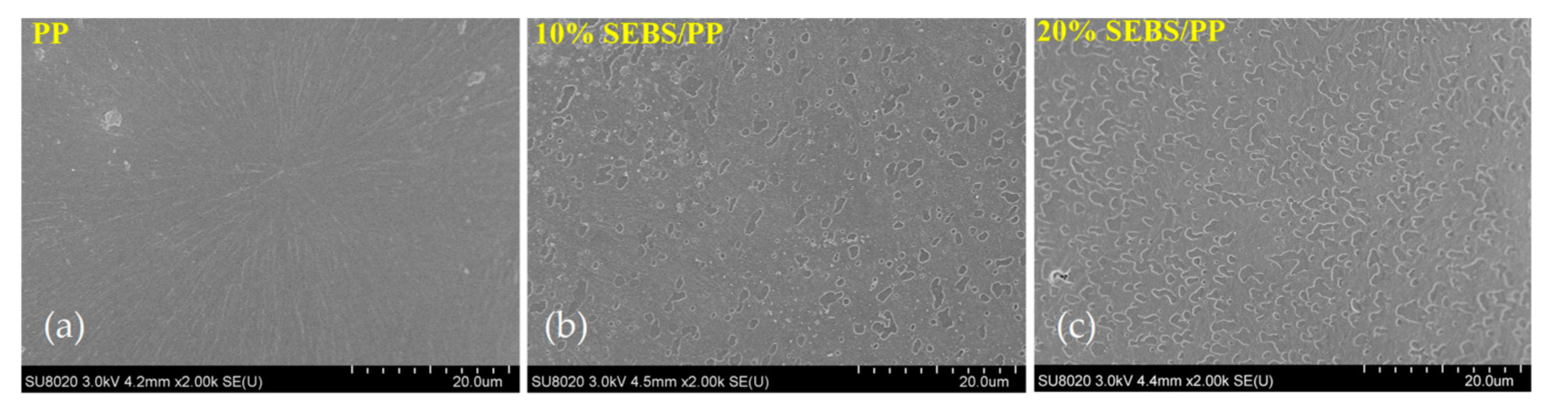
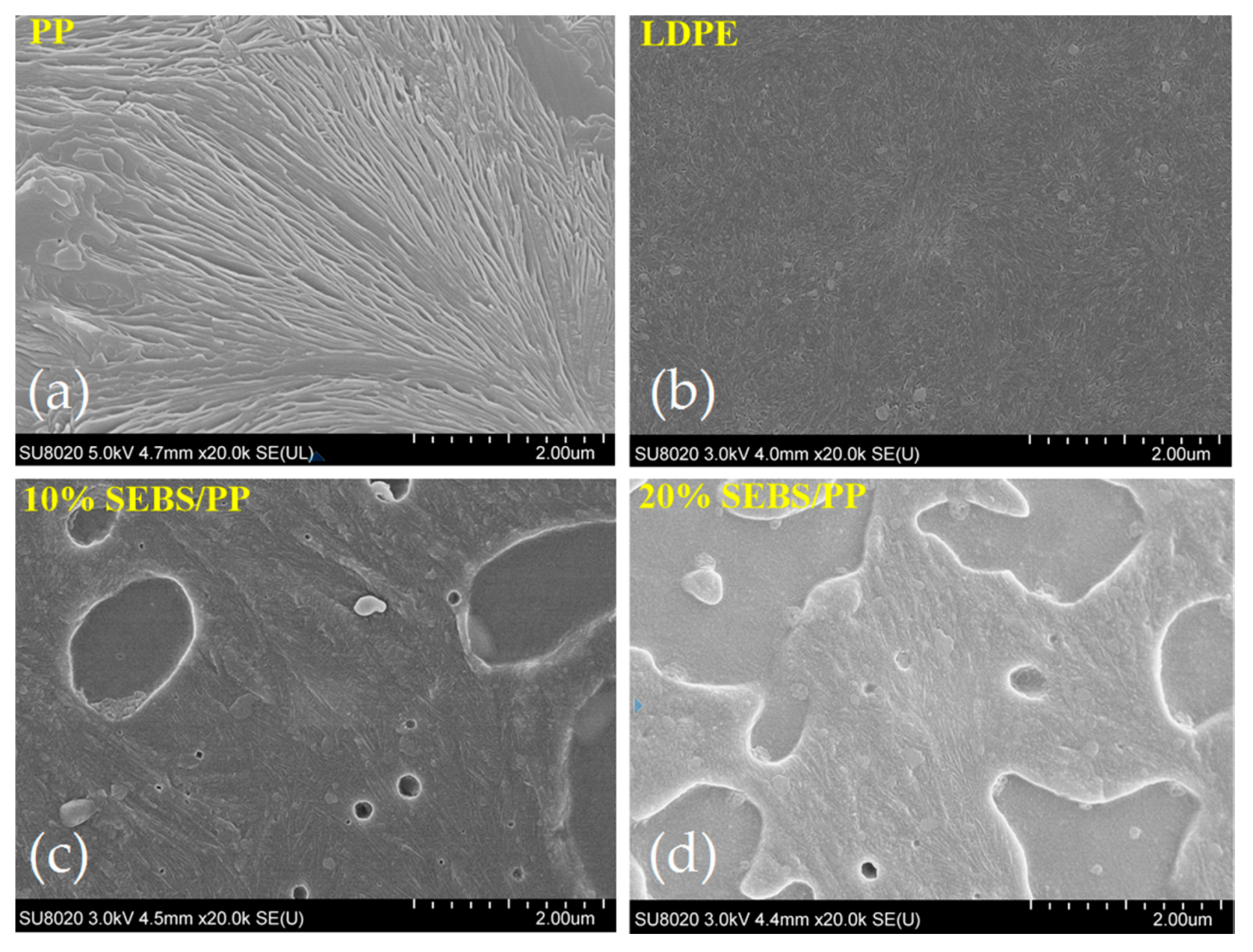
2.1. Water-Tree Morphology and SEBS Dispersion
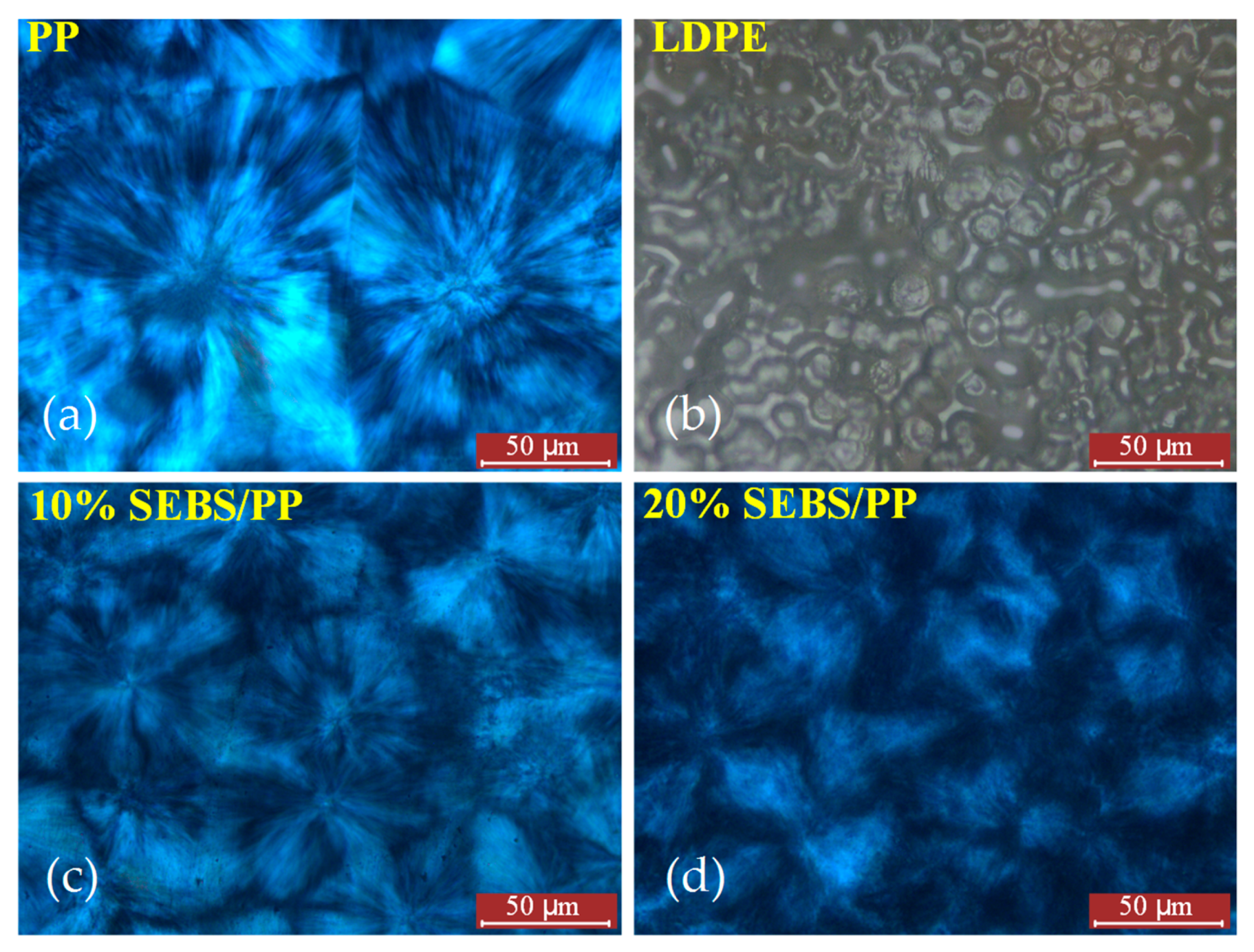
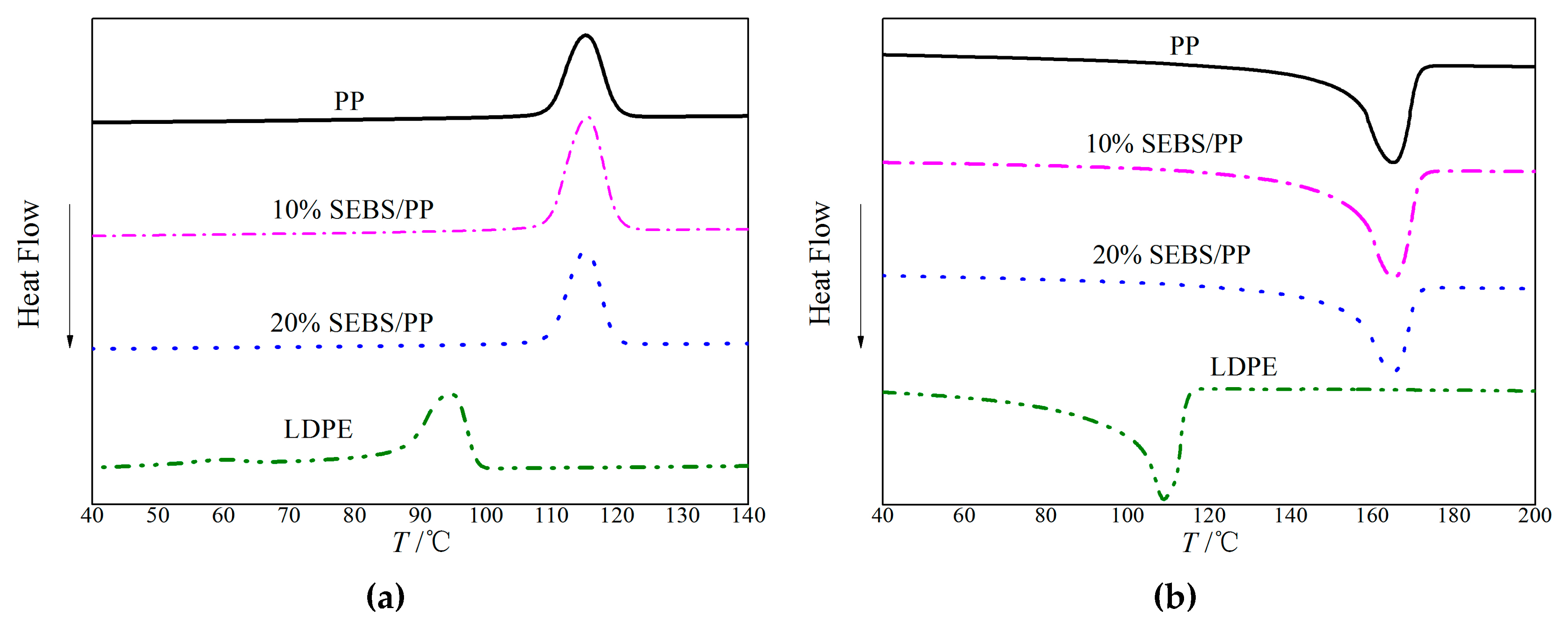
2.2. Crystallization Characteristics
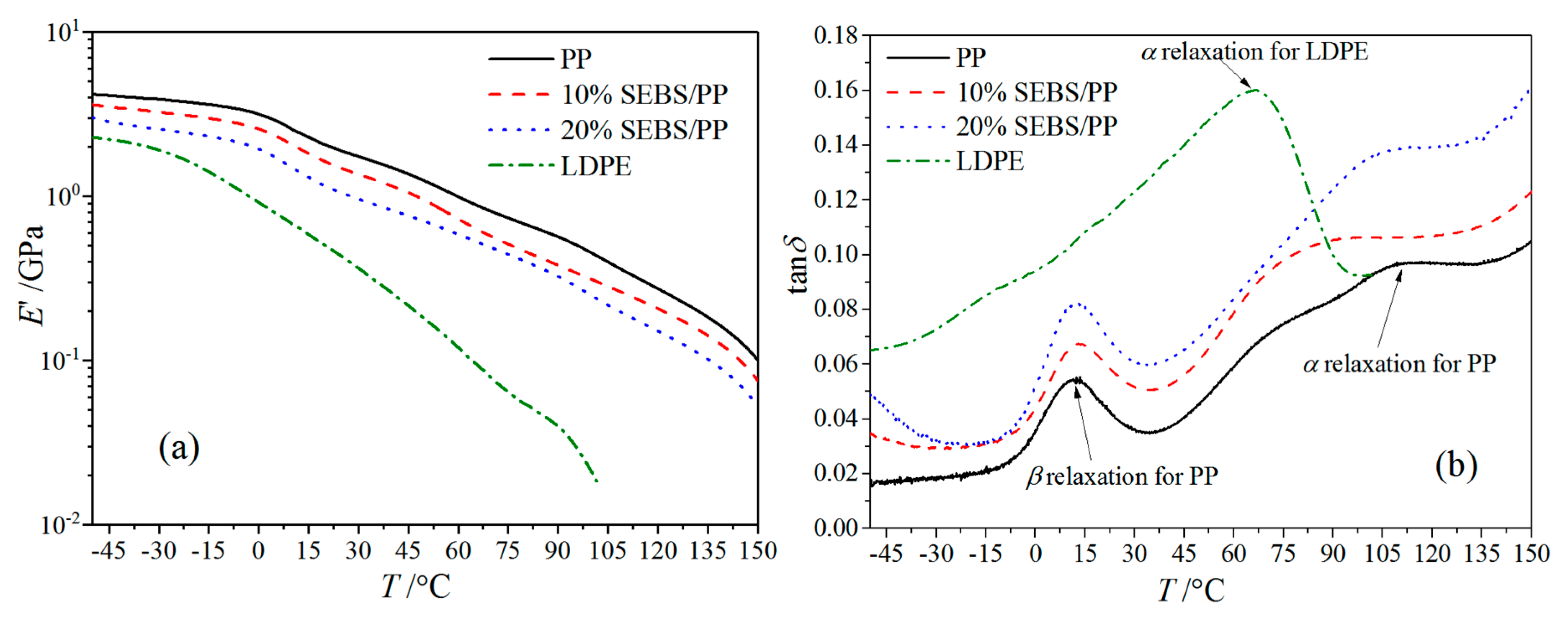
2.3. Viscoelastic Properties
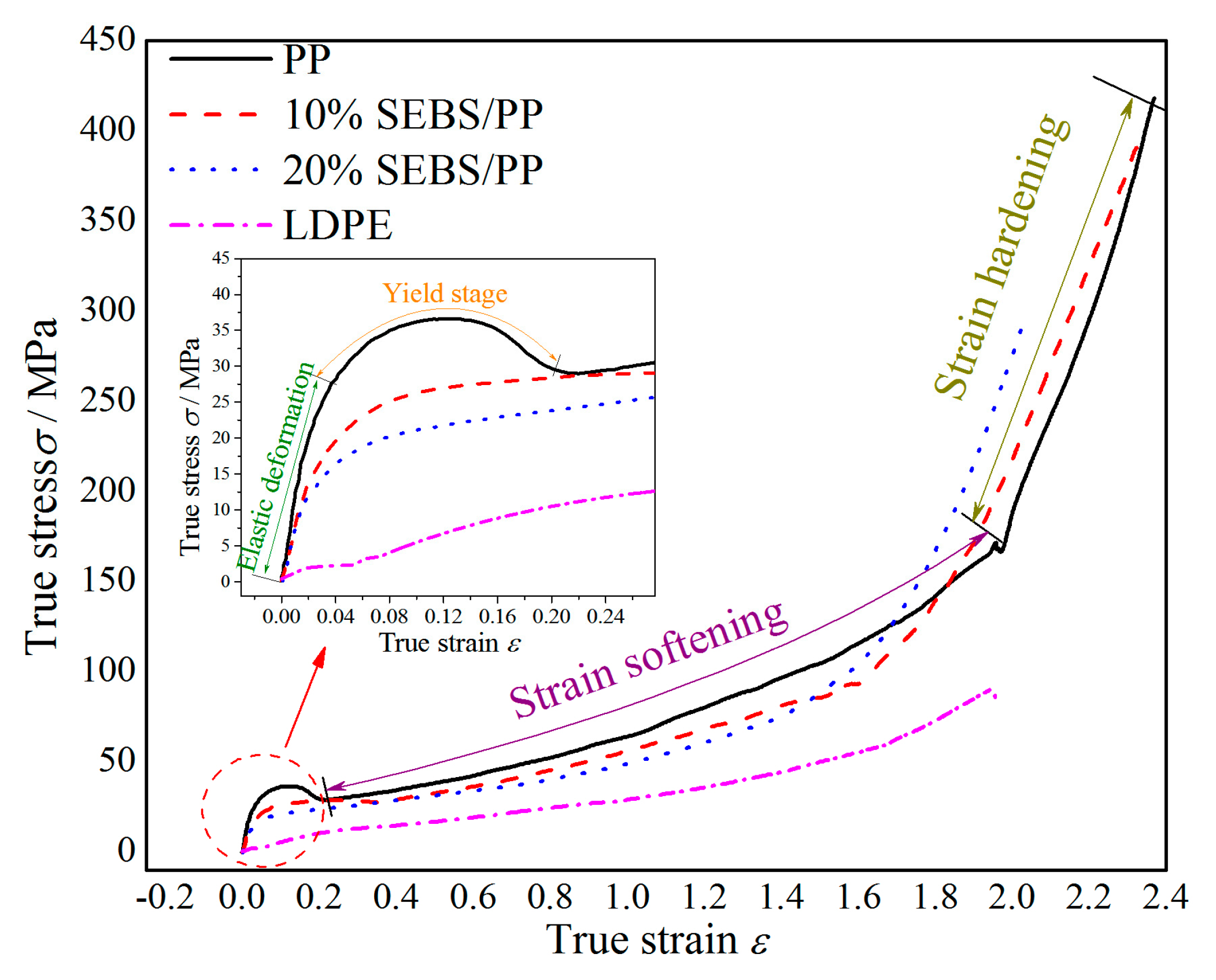
2.4. Stress-Strain Characteristics
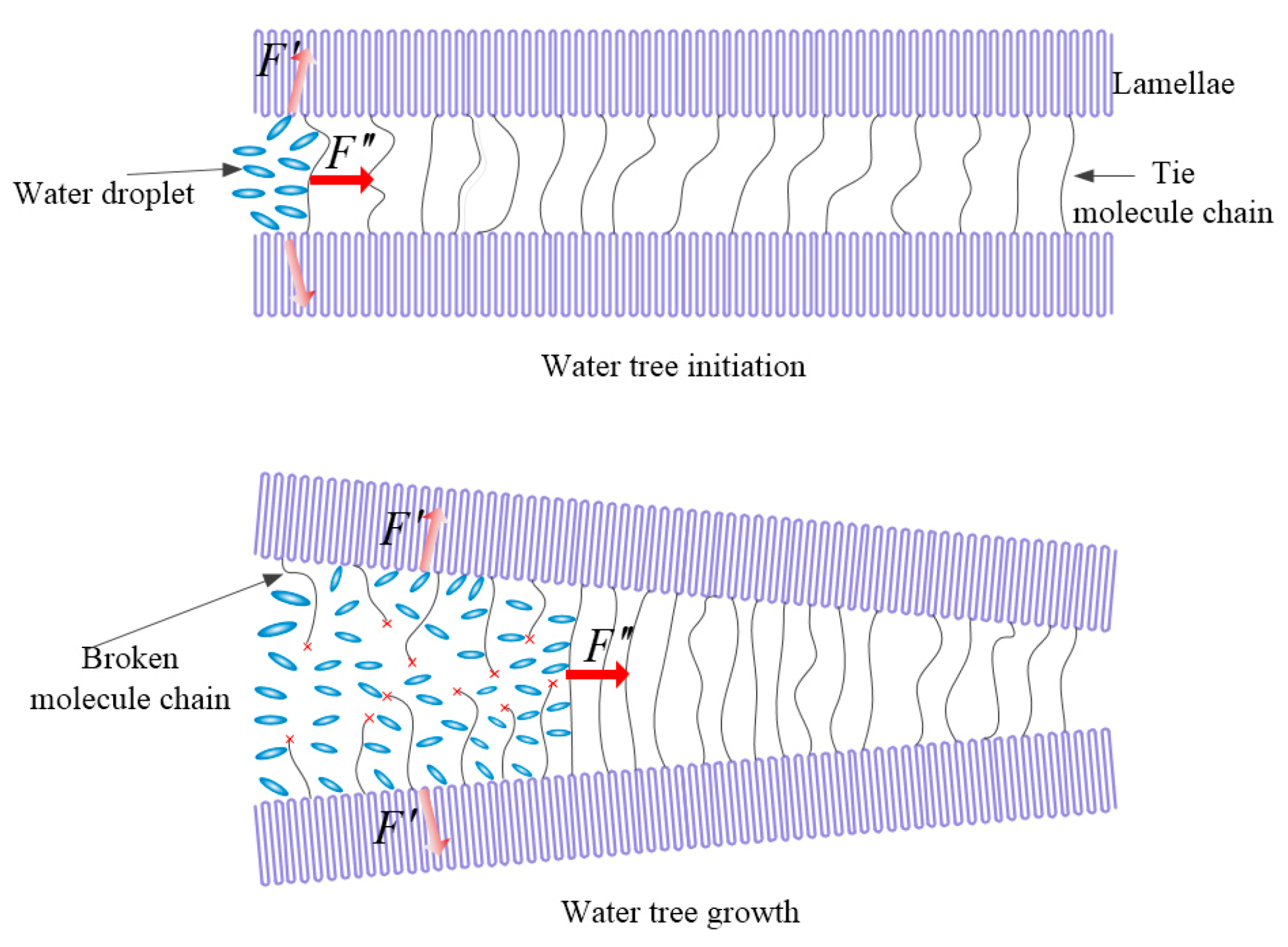
2.5. Water-Tree Resistance Performance
3. Material Preparation and Testing Method
3.1. Material Preparation
3.2. Accelerated Water-Tree Aging Experiment
3.3. Crystalline Morphology Observation
3.4. Thermomechanical Tests
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Gao, Y.; Huang, X.; Min, D.; Li, S.; Jiang, P. Recyclable dielectric polymer nanocomposites with voltage stabilizer interface: Toward new generation of high voltage direct current cable insulation. ACS Sustain. Chem. Eng. 2019, 7, 513–525. [Google Scholar] [CrossRef]
- Reed, C.W. An assessment of material selection for high voltage DC extruded polymer cables. IEEE Electr. Insul. Mag. 2017, 33, 22–26. [Google Scholar] [CrossRef]
- Huang, X.; Fan, Y.; Zhang, J.; Jiang, P. Polypropylene based thermoplastic polymers for potential recyclable HVDC cable insulation applications. IEEE Trans. Dielectr. Electr. Insul. 2017, 24, 1446–1456. [Google Scholar] [CrossRef]
- Zhou, Y.; He, J.; Hu, J.; Huang, X.; Jiang, P. Evaluation of polypropylene/polyolefin elastomer blends for potential recyclable HVDC cable insulation applications. IEEE Trans. Ind. Electron. 2015, 22, 673–681. [Google Scholar] [CrossRef]
- Chen, J.; Zhao, H.; Xu, Z.; Zhang, C.; Yang, J.; Zheng, C.; Lei, J. Accelerated water-tree aging of crosslinked polyethylene with different degrees of crosslinking. Polym. Test. 2016, 56, 83–90. [Google Scholar] [CrossRef]
- Chen, J.; Zhao, H.; Xu, Z.; Zhang, C.; Lei, J. Research on water-tree aging of UV-photoinitiated crosslinking of linear low density polyethylene. Proc. CSEE 2018, 38, 2188–2197. [Google Scholar]
- Zhou, K.; Zhao, W.; Tao, X. Toward understanding the relationship between insulation recovery and microstructure in water-tree degraded XLPE cables. IEEE Trans. Dielectr. Electr. Insul. 2013, 20, 2135–2142. [Google Scholar] [CrossRef]
- Wang, J.; Zheng, X.; Li, Y.; Wu, J. The influence of temperature on water-treeing in polyethylene. IEEE Trans. Dielectr. Electr. Insul. 2013, 20, 544–551. [Google Scholar] [CrossRef]
- Mugala, G.; Eriksson, R. High frequency characteristics of water-tree degraded XLPE insulation in power cables. IEEE Trans. Dielectr. Electr. Insul. 2007, 14, 1271–1277. [Google Scholar] [CrossRef]
- Li, J.; Zhao, X.; Yin, G.; Li, S.; Zhao, J.; Ouyang, B. The effect of accelerated water tree ageing on the properties of XLPE cable insulation. IEEE Trans. Dielectr. Electr. Insul. 2011, 18, 1562–1569. [Google Scholar] [CrossRef]
- Zhou, K.; Li, K.; He, Y.; Zhu, G. A new insight into the influence of mechanical orientation on water tree propagation in abnormal water tree shapes. IEEE Trans. Dielectr. Electr. Insul. 2017, 24, 3878–3886. [Google Scholar] [CrossRef]
- Ma, Z.; Huang, X.; Yang, J.; Jiang, P. Synergetic effects of silane-grafting and EVA on water tree resistance of LDPE. Chin. J. Polym. Sci. 2010, 28, 1–11. [Google Scholar] [CrossRef]
- Shu, W.; Boggs, S.A. Effect of cable restoration fluid on inhibiting water-tree initiation. IEEE Trans. Power Deliv. 2011, 26, 97–100. [Google Scholar] [CrossRef]
- Ma, Z.; Huang, X.; Jiang, P. A comparative study of effects of SEBS and EPDM on the water-tree resistance of cross-linked polyethylene. Polym. Degrad. Stabil. 2010, 95, 1943–1949. [Google Scholar] [CrossRef]
- Huang, X.; Liu, F.; Jiang, P. Effect of nanoparticle surface treatment on morphology, electrical and water-treeing behavior of LLDPE composites. IEEE Trans. Dielectr. Electr. Insul. 2010, 17, 1697–1704. [Google Scholar] [CrossRef]
- Guo, Q.; Li, X.; Li, W.; Yao, Z. The balanced insulating performance and mechanical property of pp by introducing pp-g-ps graft copolymer and sebs elastomer. Ind. Eng. Chem. Res. 2018, 57, 6696–6704. [Google Scholar] [CrossRef]
- Zhou, Y.; Yang, J.; Zhao, H.; Sun, W.; Gao, M.; Zhao, X.; Hu, M.; Xie, S. Improved DC dielectric performance of cPP-g-MAH/iPP/SEBS composite with chemical graft modification. Materials 2019, 12, 1094. [Google Scholar] [CrossRef] [Green Version]
- Chi, X.; Cheng, L.; Liu, W.; Zhang, X.; Li, S. Characterization of polypropylene modified by blending elastomer and nano-silica. Materials 2018, 11, 1321. [Google Scholar] [CrossRef] [Green Version]
- Tian, J.; Yu, W.; Zhou, C. Crystallization behaviors of linear and long chain branched polypropylene. J. Appl. Polym. Sci. 2007, 104, 3592–3600. [Google Scholar] [CrossRef]
- Wang, Z.; Marcolongo, P.; Lemberg, J.A.; Panganiban, B.; Evans, J.W.; Ritchie, R.O.; Wright, P.K. Mechanical fatigue as a mechanism of water-tree propagation in TR-XLPE. IEEE Trans. Dielectr. Electr. Insul. 2012, 19, 321–330. [Google Scholar] [CrossRef]
- Zhao, X.; Sun, W.; Zhao, H. Enhanced insulation performances of crosslinked polyethylene modified by chemically grafting chloroacetic acid allyl ester. Polymers 2019, 11, 592. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, C.; Li, C.; Nie, L.; Jing, Z.; Han, B. Research on the water blade electrode method for assessing water-tree resistance of cross-linked polyethylene. Polym. Test. 2016, 50, 235–240. [Google Scholar] [CrossRef] [Green Version]
- Gao, M.; Yang, J.; Zhao, H.; He, H.; Hu, M.; Xie, S. Preparation methods of polypropylene/nano-silica/styrene-ethylene-butylene-styrene composite and its effect on electrical properties. Polymers 2019, 11, 797. [Google Scholar] [CrossRef] [PubMed] [Green Version]
Sample Availability: Samples of the composite materials are available from the authors. |









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Samples | Tm/°C | Tc/°C | Xc/% |
|---|---|---|---|
| PP | 166.3 | 115.1 | 46.2 |
| 10%SEBS/PP | 166.5 | 113.2 | 40.8 |
| 20%SEBS/PP | 166.3 | 115.5 | 37.5 |
| LDPE | 104.0 | 94.9 | 33.6 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, J.-Q.; Wang, X.; Sun, W.-F.; Zhao, H. Improved Water-Tree Resistances of SEBS/PP Semi-Crystalline Composites under Crystallization Modifications. Molecules 2020, 25, 3669. https://doi.org/10.3390/molecules25163669
Chen J-Q, Wang X, Sun W-F, Zhao H. Improved Water-Tree Resistances of SEBS/PP Semi-Crystalline Composites under Crystallization Modifications. Molecules. 2020; 25(16):3669. https://doi.org/10.3390/molecules25163669
Chicago/Turabian StyleChen, Jun-Qi, Xuan Wang, Wei-Feng Sun, and Hong Zhao. 2020. "Improved Water-Tree Resistances of SEBS/PP Semi-Crystalline Composites under Crystallization Modifications" Molecules 25, no. 16: 3669. https://doi.org/10.3390/molecules25163669
APA StyleChen, J. -Q., Wang, X., Sun, W. -F., & Zhao, H. (2020). Improved Water-Tree Resistances of SEBS/PP Semi-Crystalline Composites under Crystallization Modifications. Molecules, 25(16), 3669. https://doi.org/10.3390/molecules25163669