
Cyclic Olefin Copolymer Interleaves for Thermally Mendable Carbon/Epoxy Laminates


 ,
, 
 and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
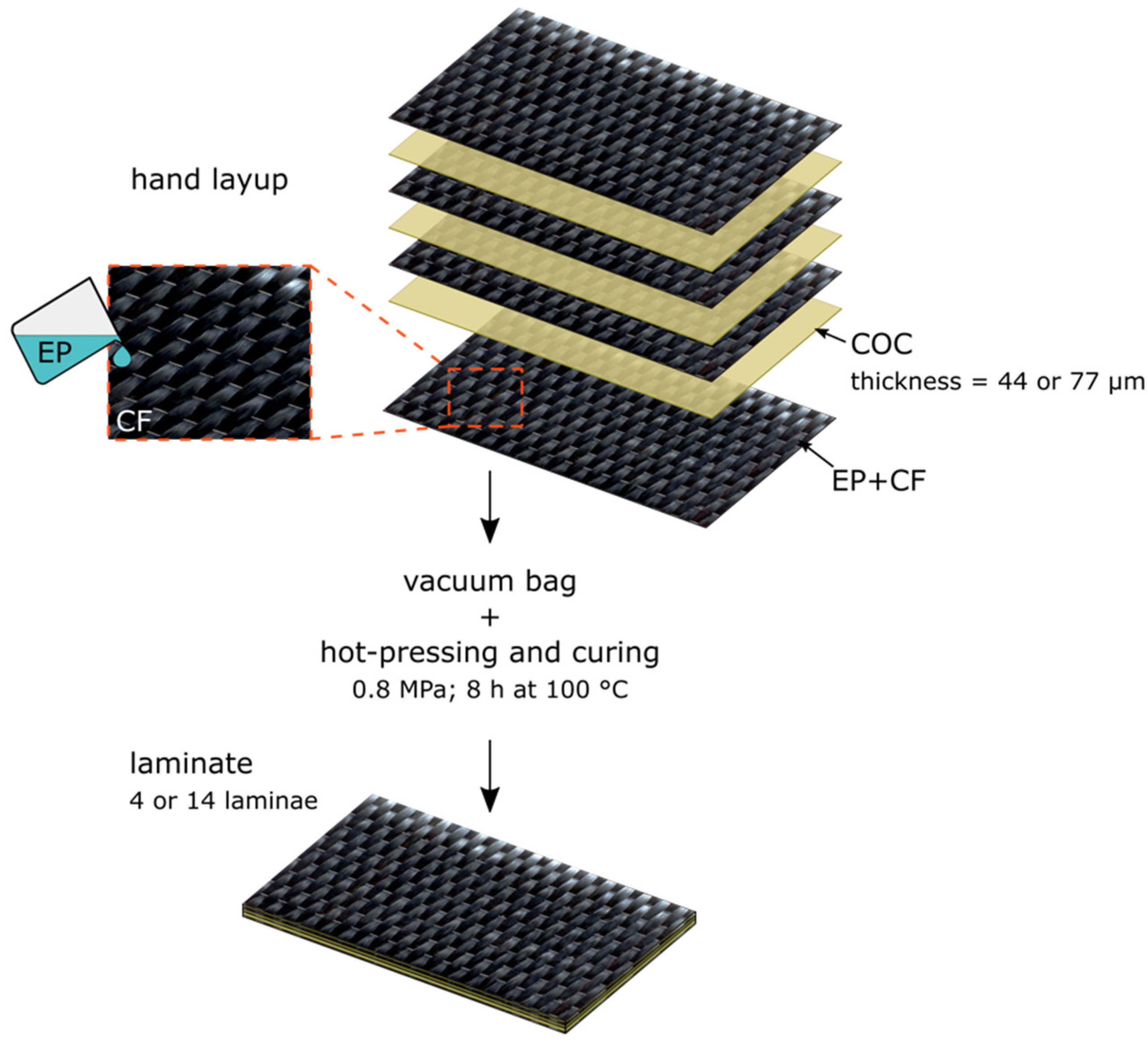
2.2. Sample Preparation
2.2.1. COC Thin Films
2.2.2. EP/COC/CF Composites
2.3. Characterization Techniques
2.4. Healing of the Composite Samples
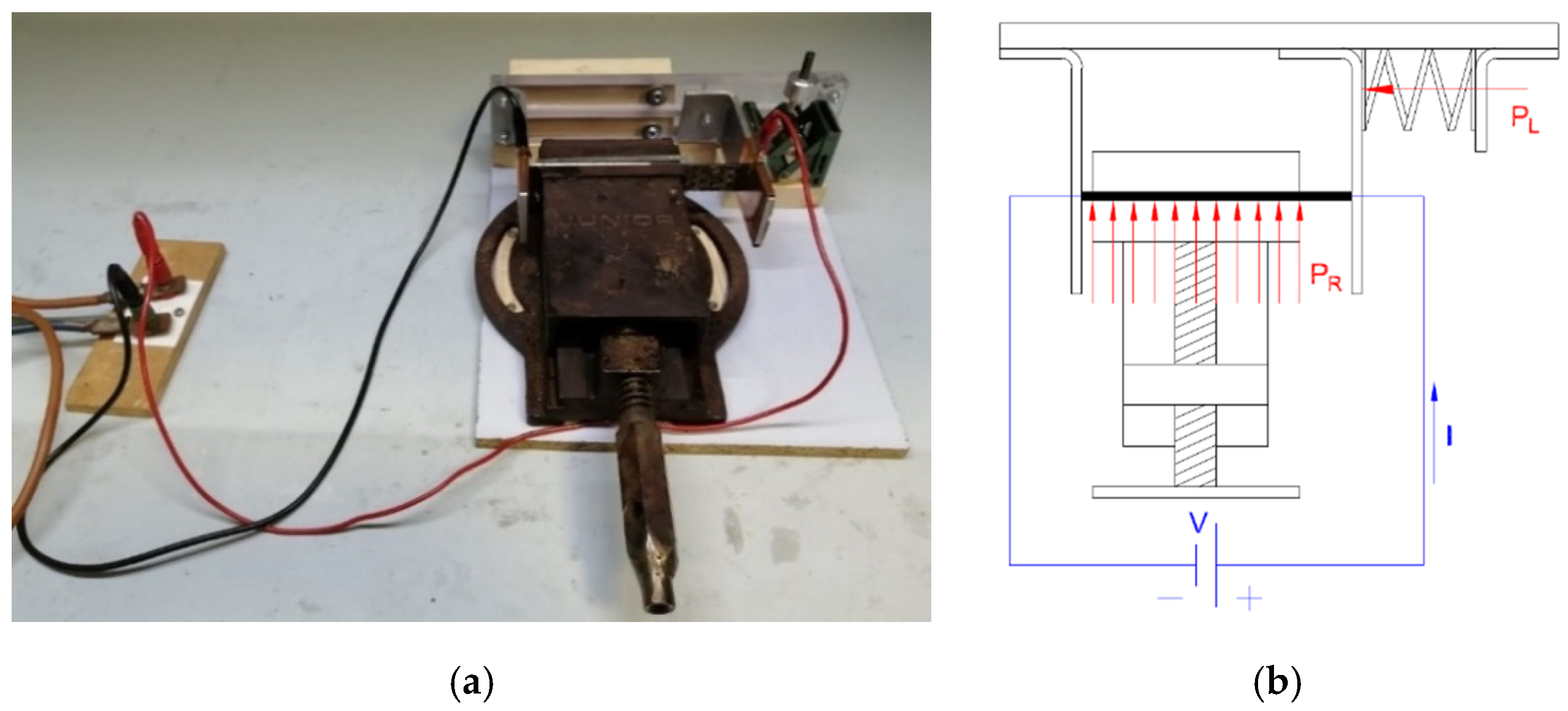
2.4.1. Electrical Resistivity Measurements
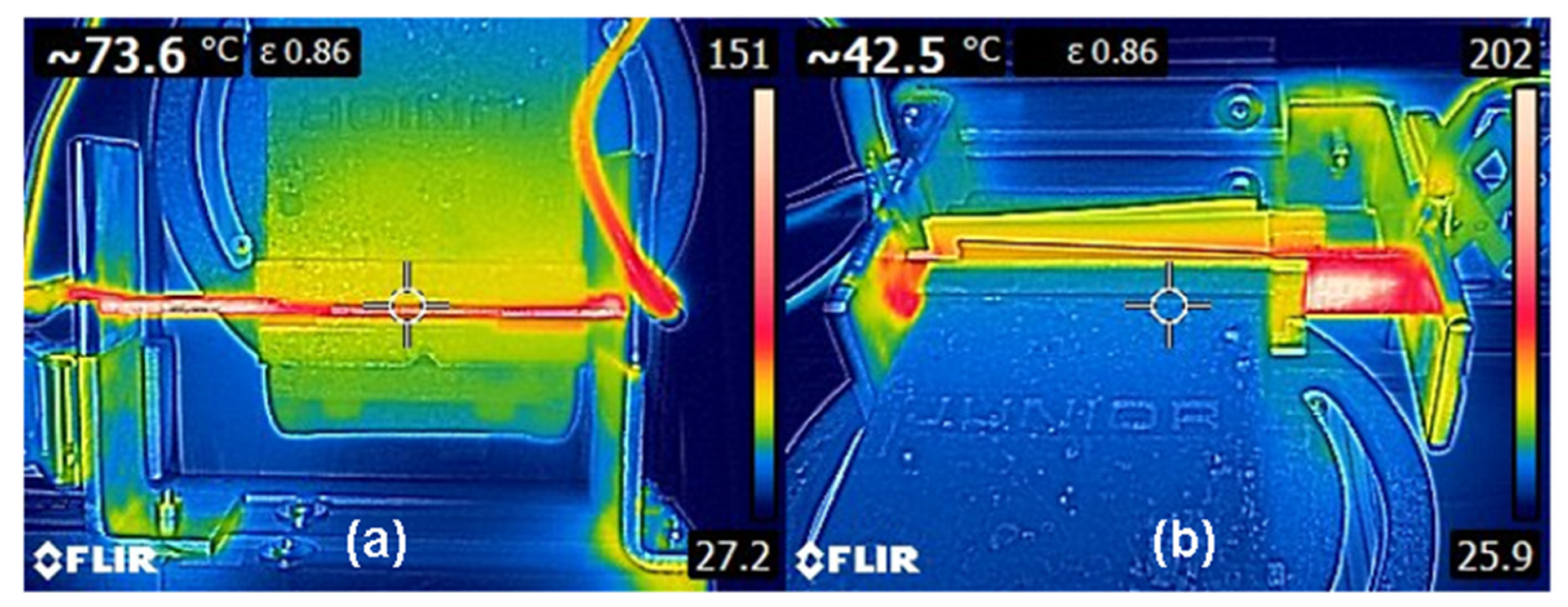
2.4.2. Self-Healing by Joule Heating Mechanism
3. Results and Discussion
3.1. Characterization of the Composites
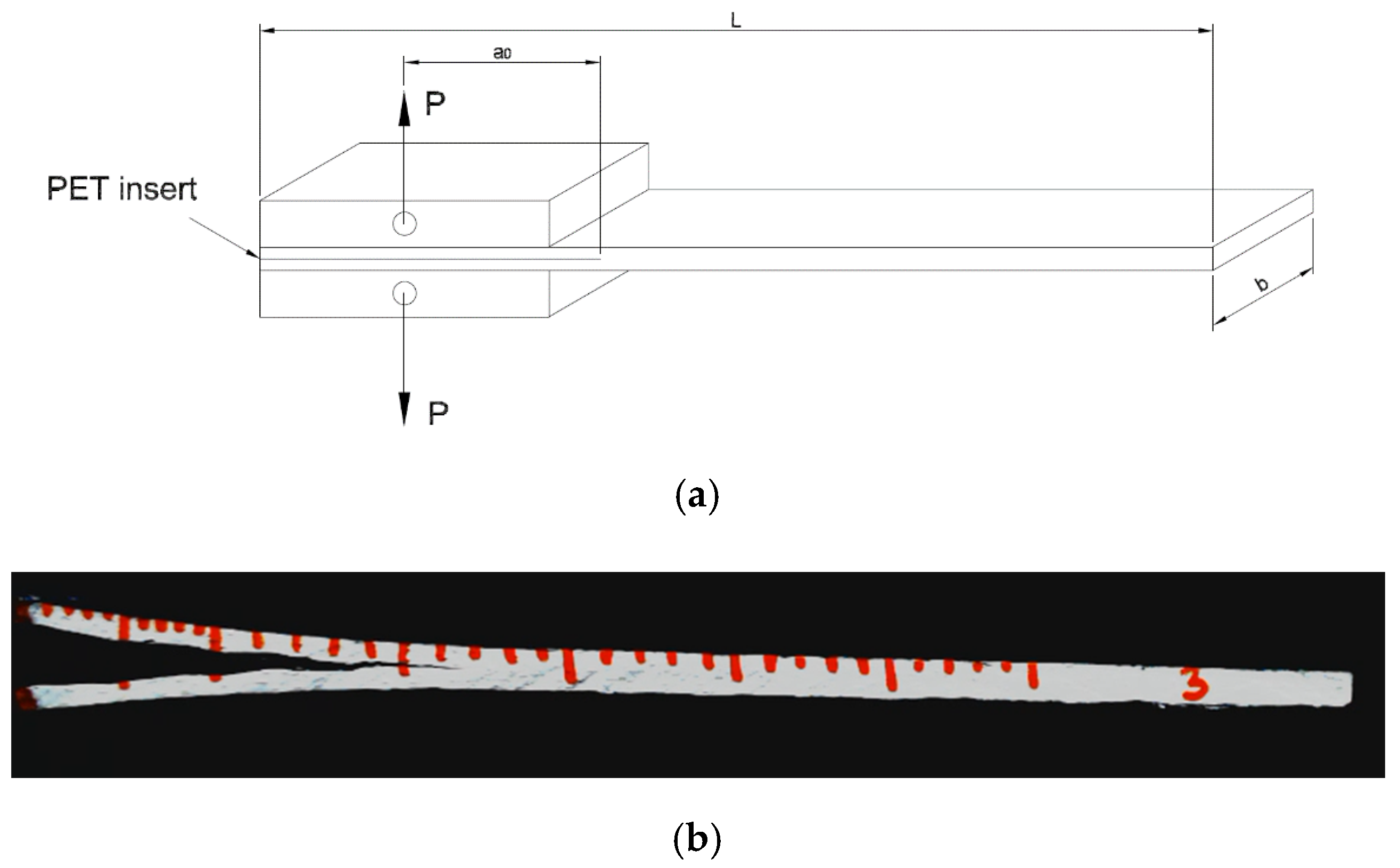
3.2. Evaluation of the Healing Efficiency
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Chand, S. Carbon fibers for composites. J. Mater. Sci. 2000, 35, 1303–1313. [Google Scholar] [CrossRef]
- Kadlaa, J.F.; Kubo, S.; Venditti, R.A.; Gilbert, R.D.; Compere, A.L.; Griffith, W. Lignin-based carbon fibers for composite fiber applications. Carbon 2002, 40, 2913–2920. [Google Scholar] [CrossRef]
- Scelsi, L.; Bonner, M.; Hodzic, A.; Soutis, C.; Wilson, C.; Scaife, R.; Ridgway, K. Potential emissions savings of lightweight composite aircraft components evaluated through life cycle assessment. Express Polym. Lett. 2011, 5, 209–217. [Google Scholar] [CrossRef]
- Fredi, G.; Dire, S.; Callone, E.; Ceccato, R.; Mondadori, F.; Pegoretti, A. Docosane-Organosilica Microcapsules for Structural Composites with Thermal Energy Storage/Release Capability. Materials 2019, 12, 1286. [Google Scholar] [CrossRef] [Green Version]
- Fredi, G.; Dorigato, A.; Fambri, L.; Pegoretti, A. Multifunctional epoxy/carbon fiber laminates for thermal energy storage and release. Compos. Sci. Technol. 2018, 158, 101–111. [Google Scholar] [CrossRef]
- Fredi, G.; Dorigato, A.; Pegoretti, A. Novel reactive thermoplastic resin as a matrix for laminates containing phase change microcapsules. Polym. Compos. 2019, 40, 3711–3724. [Google Scholar] [CrossRef]
- Fredi, G.; Dorigato, A.; Pegoretti, A. Dynamic-mechanical response of carbon fiber laminates with a reactive thermoplastic resin containing phase change microcapsules. Mech. Time Depend. Mater. 2020, 24, 395–418. [Google Scholar] [CrossRef]
- Pedrazzoli, D.; Dorigato, A.; Pegoretti, A. Monitoring the mechanical behaviour of electrically conductive polymer nanocomposites under ramp and creep conditions. J. Nanosci. Nanotechnol. 2012, 12, 4093–4102. [Google Scholar] [CrossRef]
- Fu, S.Y.; Lauke, B.; Mader, E.; Yue, C.Y.; Hu, X. Tensile properties of short-glass-fiber- and short-carbon-fiber-reinforced polypropylene composites. Compos. Part A Appl. Sci. Manuf. 2000, 31, 1117–1125. [Google Scholar] [CrossRef]
- Kessler, M.R.; Sottos, N.R.; White, S.R. Self-healing structural composite materials. Compos. Part A Appl. Sci. Manuf. 2003, 34, 743–753. [Google Scholar] [CrossRef]
- Pedrazzoli, D.; Dorigato, A.; Pegoretti, A. Monitoring the mechanical behavior under ramp and creep conditions of electrically conductive polymer composites. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1285–1292. [Google Scholar] [CrossRef]
- Tehrani, M.; Boroujeni, A.Y.; Hartman, T.B.; Haugh, T.P.; Case, S.W.; Al-Haik, M.S. Mechanical characterization and impact damage assessment of a woven carbon fiber reinforced carbon nanotube-epoxy composite. Compos. Sci. Technol. 2013, 75, 42–48. [Google Scholar] [CrossRef]
- Williams, G.; Trask, R.; Bond, I. A self-healing carbon fibre reinforced polymer for aerospace applications. Compos. Part A Appl. Sci. 2007, 38, 1525–1532. [Google Scholar] [CrossRef]
- Hayes, S.A.; Jones, F.R.; Marshiya, K.; Zhang, W. A self-healing thermosetting composite material. Compos. Part A Appl. Sci. Manuf. 2007, 38, 1116–1120. [Google Scholar] [CrossRef]
- Schilling, P.J.; Karedla, B.P.R.; Tatiparthi, A.K.; Verges, M.A.; Herrington, P.D. X-ray computed microtomography of internal damage in fiber reinforced polymer matrix composites. Compos. Sci. Technol. 2005, 65, 2071–2078. [Google Scholar] [CrossRef]
- Yuan, Y.C.; Yin, T.; Rong, M.Z.; Zhang, M.Q. Self healing in polymers and polymer composites. Concepts, realization and outlook: A review. Express Polym. Lett. 2008, 2, 238–250. [Google Scholar] [CrossRef]
- Hayes, S.A.; Zhang, W.; Branthwaite, M.; Jones, F.R. Self-healing of damage in fibre-reinforced polymer-matrix composites. J. R. Soc. Interface 2007, 4, 381–387. [Google Scholar] [CrossRef] [Green Version]
- Youngblood, J.P.; Sottos, N.R. Bioinspired Materials for Self-Cleaning and Self-Healing. Mrs Bull. 2011, 33, 732–741. [Google Scholar] [CrossRef] [Green Version]
- Van der Zwaag, S. Routes and mechanisms towards self healing behaviour in engineering materials. Bull. Pol. Acad. Sci. Tech. Sci. 2010, 58, 227–236. [Google Scholar] [CrossRef] [Green Version]
- Van der Zwaag, S.; van Dijk, N.H.; Jonkers, H.M.; Mookhoek, S.D.; Sloof, W.G. Self-healing behaviour in man-made engineering materials: Bioinspired but taking into account their intrinsic character. Philos. Trans. A Math. Phys. Eng. Sci 2009, 367, 1689–1704. [Google Scholar] [CrossRef]
- Mahmood, H.; Dorigato, A.; Pegoretti, A. Thermal mending in novel epoxy/cyclic olefin copolymer blends. Express Polym. Lett. 2020, 14, 368–383. [Google Scholar] [CrossRef]
- Karger-Kocsis, J. Self-healing properties of epoxy resins with poly(ε-caprolactone) healing agent. Polym. Bull. 2016, 73, 3081–3093. [Google Scholar] [CrossRef] [Green Version]
- Luo, X.; Ou, R.; Eberly, D.E.; Singhal, A.; Viratyaporn, W.; Mather, P.T. A thermoplastic/thermoset blend exhibiting thermal mending and reversible adhesion. ACS Appl Mater. Interfaces 2009, 1, 612–620. [Google Scholar] [CrossRef] [PubMed]
- Cui, J.; Yang, J.X.; Li, Y.G.; Li, Y.S. Synthesis of High Performance Cyclic Olefin Polymers (COPs) with Ester Group via Ring-Opening Metathesis Polymerization. Polymers 2015, 7, 1389–1409. [Google Scholar] [CrossRef] [Green Version]
- Hashimoto, Y.; Ito, H. Structural Formation of Cyclic Olefin Copolymer (COC) Films as Revealed by Real Time Retardation Measurements during Fast Stretching Process. Technologies 2018, 6, 60. [Google Scholar] [CrossRef] [Green Version]
- Nunes, P.S.; Ohlsson, P.D.; Ordeig, O.; Kutter, J.P. Cyclic olefin polymers: Emerging materials for lab-on-a-chip applications. Microfluid. Nanofluid. 2010, 9, 145–161. [Google Scholar] [CrossRef]
- Dorigato, A.; Biani, A.; Bonani, W.; Pegoretti, A. Thermo-electrical behaviour of cyclic olefin copolymer/exfoliated graphite nanoplatelets nanocomposites foamed through supercritical carbon dioxide. J. Cell. Plast. 2019, 55, 263–282. [Google Scholar] [CrossRef]
- Dorigato, A.; Canclini, P.; Unterberger, S.H.; Pegoretti, A. Phase changing nanocomposites for low temperature thermal energy storage and release. Express Polym. Lett. 2017, 11, 738–752. [Google Scholar] [CrossRef]
- Cohades, A.; Michaud, V. Thermal mending in E-glass reinforced poly(ε-caprolactone)/epoxy blends. Compos. Part A Appl. Sci. Manuf. 2017, 99, 129–138. [Google Scholar] [CrossRef] [Green Version]
- Mahmood, H.; Dorigato, A.; Pegoretti, A. Healable Carbon Fiber-Reinforced Epoxy/Cyclic Olefin Copolymer Composites. Materials 2020, 13, 2165. [Google Scholar] [CrossRef]
- Naveen, J.; Jawaid, M.; Amuthakkannan, P.; Chandrasekar, M. Mechanical and physical properties of sisal and hybrid sisal fiber-reinforced polymer composites. In Mechanical and Physical Testing of Biocomposites, Fibre-Reinforced Composites and Hybrid Composites; Jawaid, M., Thariq, M., Saba, N., Eds.; Woodhead Publishing: Duxford, UK; Cambridge, MA, USA; Kidlington, UK, 2019; pp. 427–440. [Google Scholar] [CrossRef]
- Pingkarawat, K.; Bhat, T.; Craze, D.A.; Wang, C.H.; Varley, R.J.; Mouritz, A.P. Healing of carbon fibre-epoxy composites using thermoplastic additives. Polym. Chem. 2013, 4, 5007–5015. [Google Scholar] [CrossRef]
- Cohades, A.; Michaud, V. Damage recovery after impact in E-glass reinforced poly(ε-caprolactone)/epoxy blends. Compos. Struct. 2017, 180, 439–447. [Google Scholar] [CrossRef]
- Seyyed Monfared Zanjani, J.; Saner Okan, B.; Yilmaz, C.; Menceloglu, Y.; Yildiz, M. Monitoring the interface and bulk self-healing capability of tri-axial electrospun fibers in glass fiber reinforced epoxy composites. Compos. Part A Appl. Sci. Manuf. 2017, 99, 221–232. [Google Scholar] [CrossRef]
- Wu, X.F.; Rahman, A.; Zhou, Z.; Pelot, D.D.; Sinha-Ray, S.; Chen, B.; Payne, S.; Yarin, A.L. Electrospinning core-shell nanofibers for interfacial toughening and self-healing of carbon-fiber/epoxy composites. J. Appl. Polym. Sci. 2013, 129, 1383–1393. [Google Scholar] [CrossRef]
- Wang, C.H.; Sidhu, K.; Yang, T.; Zhang, J.; Shanks, R. Interlayer self-healing and toughening of carbon fibre/epoxy composites using copolymer films. Compos. Part A Appl. Sci. Manuf. 2012, 43, 512–518. [Google Scholar] [CrossRef]
- Post, W.; Kersemans, M.; Solodov, I.; Van Den Abeele, K.; García, S.J.; van der Zwaag, S. Non-destructive monitoring of delamination healing of a CFRP composite with a thermoplastic ionomer interlayer. Compos. Part A Appl. Sci. Manuf. 2017, 101, 243–253. [Google Scholar] [CrossRef]
- Pingkarawat, K.; Wang, C.H.; Varley, R.J.; Mouritz, A.P. Self-healing of delamination cracks in mendable epoxy matrix laminates using poly[ethylene-co-(methacrylic acid)] thermoplastic. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1301–1307. [Google Scholar] [CrossRef]
- Kwok, N.; Hahn, H.T. Resistance Heating for Self-healing Composites. J. Compos. Mater. 2016, 41, 1635–1654. [Google Scholar] [CrossRef]
- Jong Se, P.; Takahashi, K.; Guo, Z.; Wang, Y.; Bolanos, E.; Hamann-Schaffner, C.; Murphy, E.; Wudl, F.; Hahn, H.T. Towards Development of a Self-Healing Composite using a Mendable Polymer and Resistive Heating. J. Compos. Mater. 2008, 42, 2869–2881. [Google Scholar] [CrossRef]
- Heaney, M.B. Electrical measurement, signal processing, and displays. In Electrical Measurement, Signal Processing, and Displays; Webster, J.G., Ed.; CRC Press: Boca Raton, FL, USA, 2004. [Google Scholar]
- Eddib, A.A.; Chung, D.D.L. The importance of the electrical contact between specimen and testing fixture in evaluating the electromagnetic interference shielding effectiveness of carbon materials. Carbon 2017, 117, 427–436. [Google Scholar] [CrossRef]
- Wang, S.K.; Kowalik, D.P.; Chung, D.D.L. Effects of the temperature, humidity, and stress on the interlaminar interface of carbon fiber polymer-matrix composites, studied by contact electrical resistivity measurement. J. Adhes. 2002, 78, 189–200. [Google Scholar] [CrossRef]
- Dorigato, A.; Mahmood, H.; Pegoretti, A. Optimization of the thermal mending process in epoxy/cyclic olefin copolymer blends. J. Appl. Polym. Sci. 2020, 49937. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composite | CF Layers | COC Layers | CF (wt.%) | EP (wt.%) | Hardener (wt.%) | COC (wt.%) | Thickness (mm) |
|---|---|---|---|---|---|---|---|
| EP/CF | 14 | 0 | 78.7 | 16.4 | 4.9 | 0 | 2.66 ± 0.02 |
| EP/44COC/CF | 14 | 13 | 67.5 | 17.0 | 5.1 | 10.4 | 3.36 ± 0.02 |
| EP/77COC/CF | 14 | 13 | 62.9 | 14.2 | 4.2 | 18.7 | 3.71 ± 0.08 |
| EP/CF | 4 | 0 | 80.0 | 15.4 | 4.6 | 0 | 0.82 ± 0.01 |
| EP/44COC/CF | 4 | 3 | 70.3 | 15.6 | 4.7 | 9.4 | 1.00 ± 0.03 |
| EP/77COC/CF | 4 | 3 | 57.4 | 22.1 | 6.7 | 13.8 | 1.14 ± 0.06 |
| Composite | (wt.%) | (wt.%) | (wt.%) | (vol%) | (vol%) | (vol%) | (vol%) |
|---|---|---|---|---|---|---|---|
| EP/CF | 78.7 | 21.3 | 0 | 68.3 | 28.7 | 0.0 | 3.1 |
| EP/44COC/CF | 67.5 | 22.1 | 10.4 | 53.0 | 27.0 | 14.4 | 5.6 |
| EP/77COC/CF | 62.9 | 18.4 | 18.7 | 47.3 | 21.5 | 24.8 | 6.4 |
| Composite | (°C) | (°C) | (°C) | (%) |
|---|---|---|---|---|
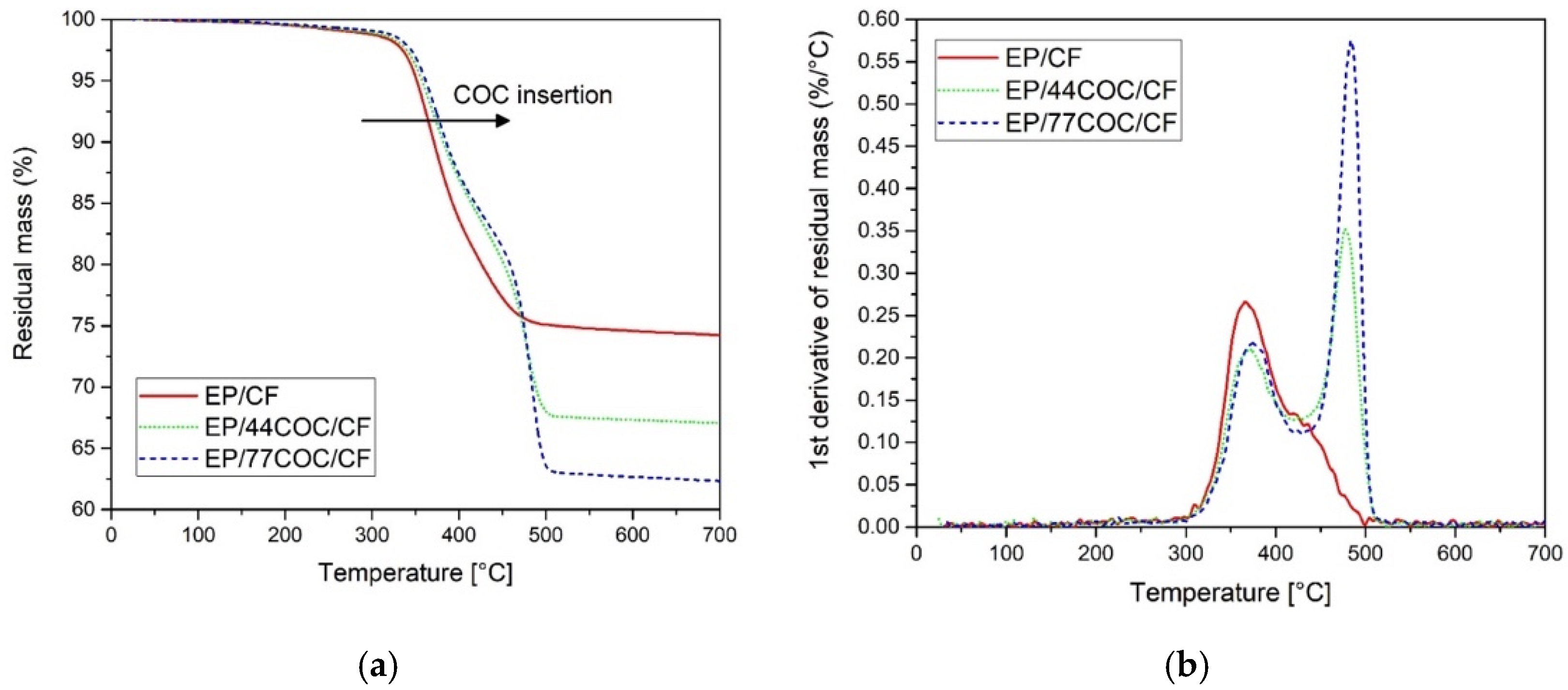
| EP/CF | 336.6 | 366.3 | - | 74.2 |
| EP/44COC/CF | 341.9 | 370.8 | 477.7 | 67.1 |
| EP/77COC/CF | 344.3 | 374.5 | 484.3 | 62.3 |
| Composite | (°C) | (°C) | (°C) | (°C) |
|---|---|---|---|---|
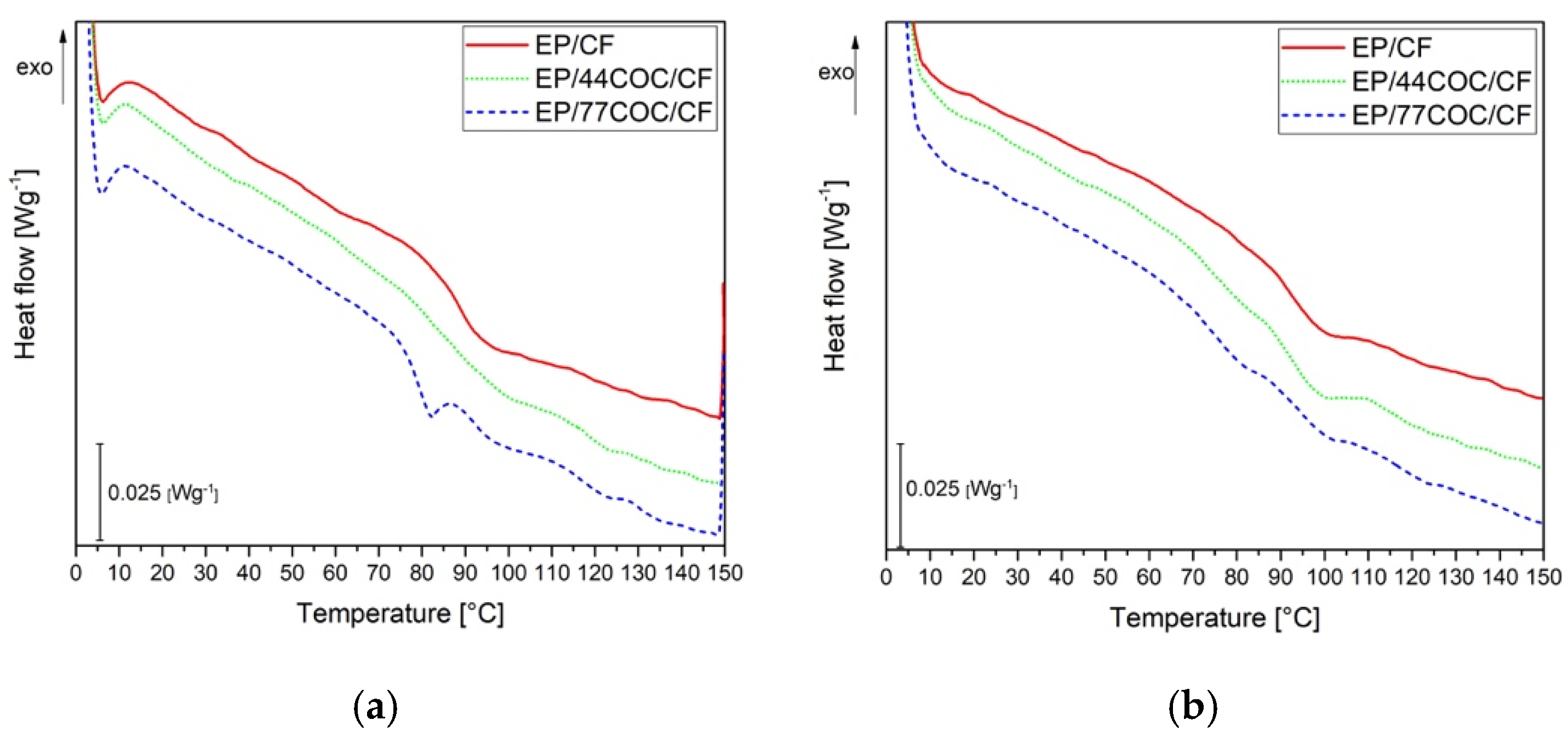
| EP/CF | 89.08 | - | 90.59 | - |
| EP/44COC/CF | 88.25 | 82.09 | 92.92 | 72.44 |
| EP/77COC/CF | 92.28 | 78.78 | 94.45 | 76.63 |
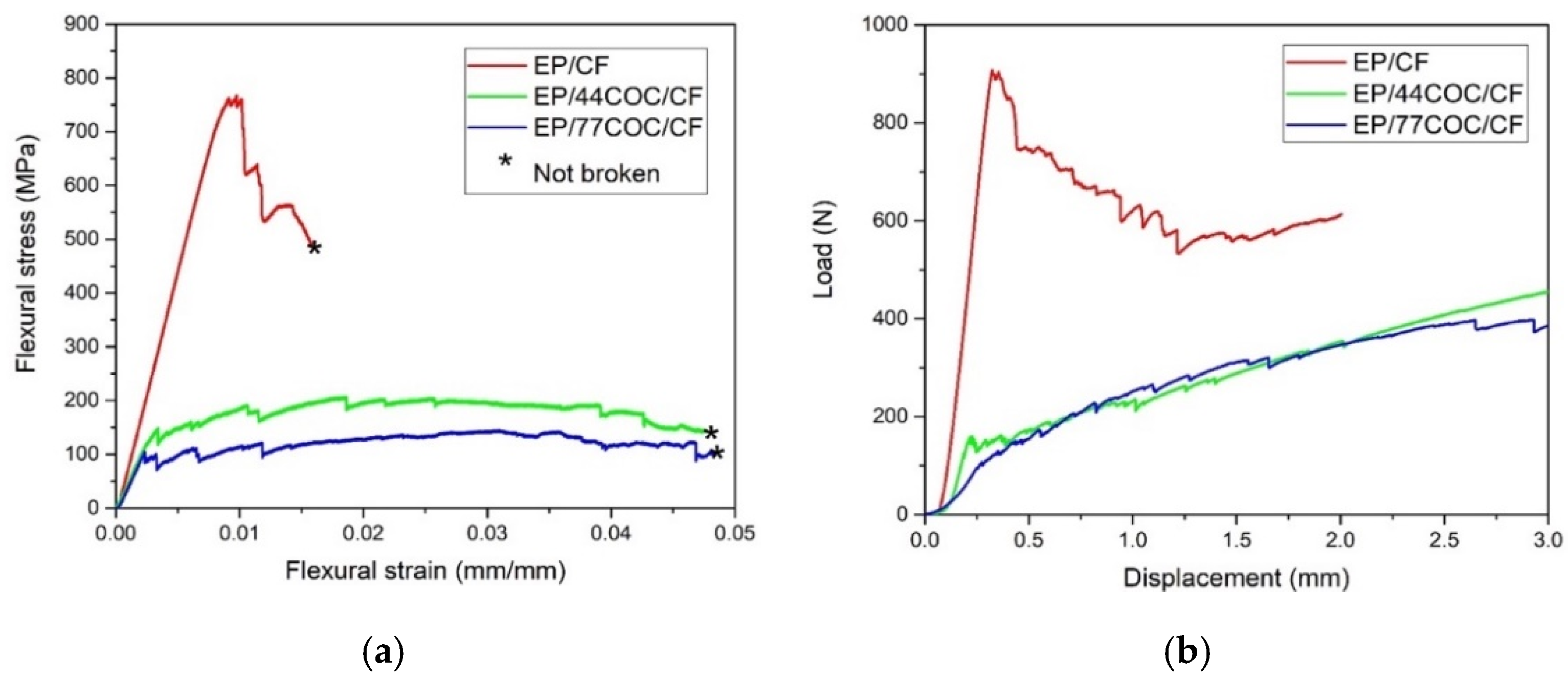
| Composite | Flexural Modulus (GPa) | Flexural Strength (MPa) | ILSS (MPa) |
|---|---|---|---|
| EP/CF | 64.2 ± 7.1 | 771.4 ± 78.3 | 45.9 ± 4.8 |
| EP/44COC/CF | 51.1 ± 6.5 | 217.2 ± 18.2 | 13.3 ± 0.6 |
| EP/77COC/CF | 51.4 ± 8.5 | 171.3 ± 28.7 | 9.0 ± 0.5 |
| Composite | Resistivity (Ω.mm) | Voltage (V) | Current (A) |
|---|---|---|---|
| EP/CF | 0.0320 ± 0.0005 | 4.5 ± 0.5 | 19.7 ± 4.9 |
| EP/44COC/CF | 0.0372 ± 0.0001 | 3.8 ± 0.2 | 18.5 ± 4.1 |
| EP/77COC/CF | 0.0378 ± 0.0002 | 4.1 ± 0.4 | 15.0 ± 4.4 |
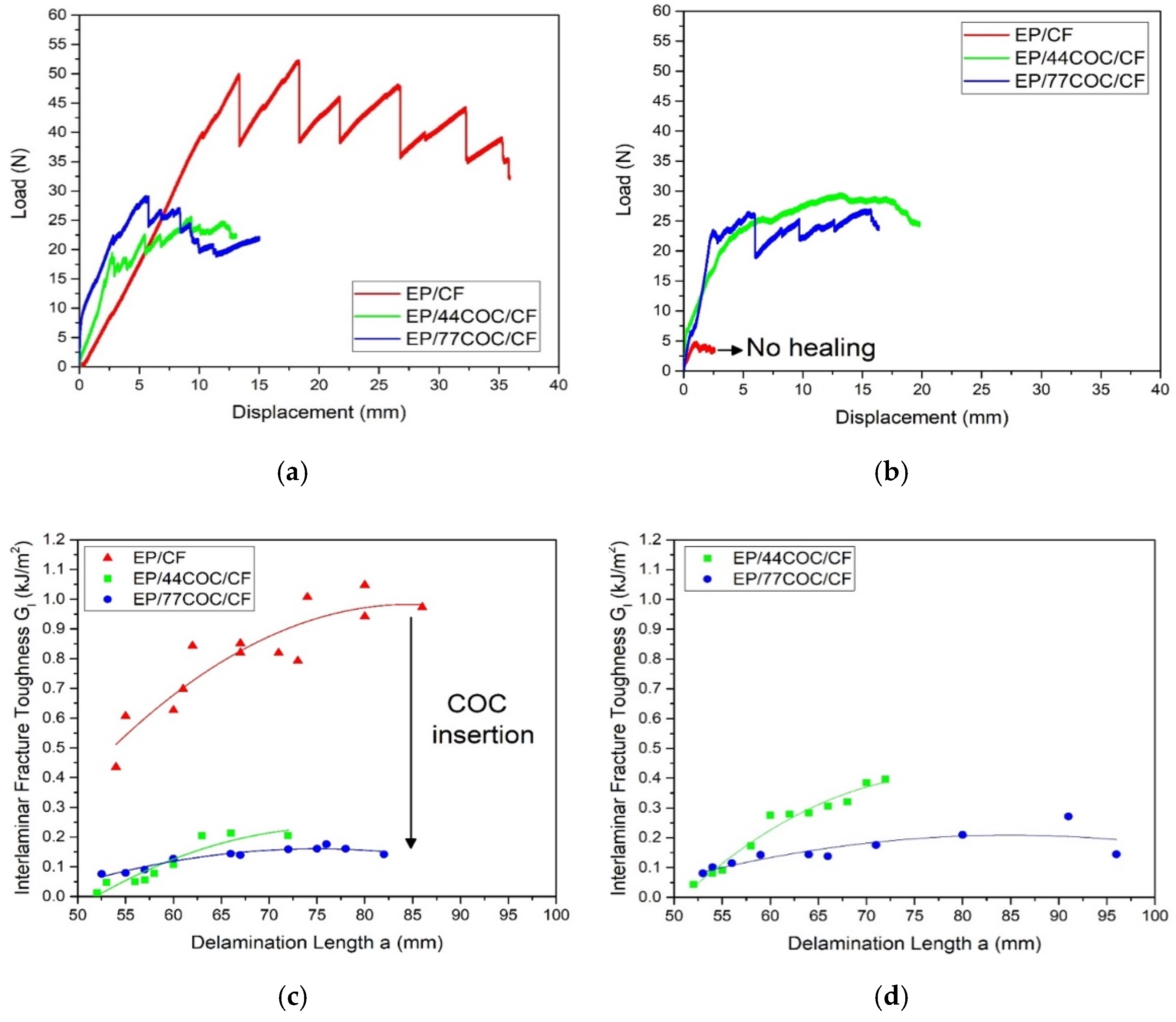
| Composite | (N) | (kJ/m2) | Healing Efficiency (%) | ||
|---|---|---|---|---|---|
| Unhealed | Healed | Unhealed | Healed | ||
| EP/CF | 56.4 ± 3.5 | 16.4 ± 5.4 | 0.72 ± 0.07 | 0.01 ± 0.01 | <2 |
| EP/44COC/CF | 22.3 ± 1.9 | 28.3 ± 1.6 | 0.06 ± 0.02 | 0.09 ± 0.01 | 164 ± 37 |
| EP/77COC/CF | 26.4 ± 2.5 | 28.6 ± 4.5 | 0.08 ± 0.02 | 0.08 ± 0.02 | 100 ± 12 |
Sample Availability: Samples of the compounds are not available from the authors. | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zovi, R.C.; Mahmood, H.; Dorigato, A.; Fredi, G.; Pegoretti, A. Cyclic Olefin Copolymer Interleaves for Thermally Mendable Carbon/Epoxy Laminates. Molecules 2020, 25, 5347. https://doi.org/10.3390/molecules25225347
Zovi RC, Mahmood H, Dorigato A, Fredi G, Pegoretti A. Cyclic Olefin Copolymer Interleaves for Thermally Mendable Carbon/Epoxy Laminates. Molecules. 2020; 25(22):5347. https://doi.org/10.3390/molecules25225347
Chicago/Turabian StyleZovi, Riccardo Costan, Haroon Mahmood, Andrea Dorigato, Giulia Fredi, and Alessandro Pegoretti. 2020. "Cyclic Olefin Copolymer Interleaves for Thermally Mendable Carbon/Epoxy Laminates" Molecules 25, no. 22: 5347. https://doi.org/10.3390/molecules25225347
APA StyleZovi, R. C., Mahmood, H., Dorigato, A., Fredi, G., & Pegoretti, A. (2020). Cyclic Olefin Copolymer Interleaves for Thermally Mendable Carbon/Epoxy Laminates. Molecules, 25(22), 5347. https://doi.org/10.3390/molecules25225347