
The Influence of Powder Milling on Properties of SPS Compacted FeAl

 ,
,  , and
, and
Abstract
:1. Introduction
2. Results and Discussion
3. Materials and Methods
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Suryanarayana, C. Mechanical alloying and milling. Prog. Mater. Sci. 2001, 46, 1–184. [Google Scholar] [CrossRef]
- Zhu, S.M.; Tamura, M.; Sakamoto, K.; Iwasaki, K. Characterization of Fe3Al-based intermetallic alloys fabricated by mechanical alloying and HIP consolidation. Mater. Sci. Eng. A 2000, 292, 83–89. [Google Scholar] [CrossRef]
- Park, B.G.; Ko, S.H.; Park, Y.H.; Lee, J.H. Mechanical properties of in situ Fe3Al matrix composites fabricated by MA–PDS process. Intermetallics 2006, 14, 660–665. [Google Scholar] [CrossRef]
- Krasnowski, M.; Grabias, A.; Kulik, T. Phase transformations during mechanical alloying of Fe–50% Al and subsequent heating of the milling product. J. Alloys Compd. 2006, 424, 119–127. [Google Scholar] [CrossRef]
- Pang, L.; Kumar, K.S. Mechanical behavior of an Fe–40Al–0.6C alloy. Acta Mater. 1998, 46, 4017–4028. [Google Scholar] [CrossRef]
- Moris, D.G.; Munos-Moris, M.A.; Chao, J. Development of high strength, high ductility and high creep resistant iron aluminide. Intermetallics 2004, 12, 821–826. [Google Scholar] [CrossRef]
- Varin, R.A.; Bystrzycki, J.; Calka, A. Effect of annealing on the microstructure, ordering and microhardness of ball milled cubic (L12) titanium trialuminide intermetallic powder. Intermetallics 1999, 7, 785–796. [Google Scholar] [CrossRef]
- Deevi, S.C.; Gedevanishvili, S.; Paldey, S. Iron Aluminide Fuel Injector Component. U.S. Patent No. 6489043, 3 December 2002. [Google Scholar]
- Morris, D.G.; Munoz-Morris, M.A. Recent Developments Toward the Application of Iron Aluminides in Fossil Fuel Technologies. Adv. Eng. Mater. 2010, 13, 43–47. [Google Scholar] [CrossRef]
- Palm, M.; Stein, F.; Dehm, G. Iron Aluminides. Annu. Rev. Mater. Res. 2019, 49, 297–326. [Google Scholar] [CrossRef]
- LaBarge, W.J.; Anderson, C.; Kupe, J. Exhaust Manifold Comprising Aluminide. U.S. Patent No. 8020378, 20 September 2011. [Google Scholar]
- Morris, D.G.; Morris-Munoz, M.A. The influence of microstructure on the ductility of iron aluminides. Intermetallics 1999, 7, 1121–1129. [Google Scholar] [CrossRef]
- Grosdidier, T.; Ji, G.; Launois, S. Processing dense hetero-nanostructured metallic materials by spark plasma sintering. Scr. Mater. 2007, 57, 525–528. [Google Scholar] [CrossRef]
- Paris, S.; Valot, C.; Gosmain, L.; Gaffet, E.; Bernard, F.; Munir, Z.; Valot, C. Investigation of mechanically activated field-activated pressure-assisted synthesis processing parameters for producing dense nanostructured FeAl. J. Mater. Res. 2003, 18, 2331–2338. [Google Scholar] [CrossRef]
- Grosdidier, T.; Ji, G.; Bernard, F.; Gaffet, E.; Munir, Z.A.; Launois, S. Synthesis of bulk FeAl nanostructured materials by HVOF spray forming and Spark Plasma Sintering. Intermetallics 2006, 14, 1208–1213. [Google Scholar] [CrossRef]
- Yang, G.J.; Wang, H.-T.; Li, C.J.; Li, C.-X. Effect of annealing on the microstructure and erosion performance of cold-sprayed FeAl intermetallic coatings. Surf. Coat. Technol. 2011, 205, 5502–5509. [Google Scholar] [CrossRef]
- Łyszkowski, R.; Bystrzycki, J. Hot deformation and processing maps of a Fe–Al intermetallic alloy. Mater. Charact. 2014, 96, 196–205. [Google Scholar] [CrossRef]
- Skoglund, H.; Wedel, M.K.; Karlsson, B. Processing of fine-grained mechanically alloyed FeAl. Intermetallics 2004, 12, 977–983. [Google Scholar] [CrossRef]
- Senderowski, C.; Bojar, Z.; Wołczyński, W.; Pawłowski, A. Microstructure characterization of D-gun sprayed Fe–Al intermetallic coatings. Intermetallics 2010, 18, 1405–1409. [Google Scholar] [CrossRef]
- Song, B.; Dong, S.; Coddet, P.; Liao, H.; Coddet, C. Fabrication and microstructure characterization of selective laser-melted FeAl intermetallic parts. Surf. Coatings Technol. 2012, 206, 4704–4709. [Google Scholar] [CrossRef]
- Bernard, F.; Charlot, F.; Gaffet, E.; Munir, Z.A.J. One-Step Synthesis and Consolidation of Nanophase Iron Aluminide. J. Am. Ceram. Soc. 2001, 84, 910–914. [Google Scholar] [CrossRef]
- Paris, S.; Gaffet, E.; Bernard, F.; Munir, Z. Spark plasma synthesis from mechanically activated powders: A versatile route for producing dense nanostructured iron aluminides. Scr. Mater. 2004, 50, 691–696. [Google Scholar] [CrossRef]
- Elkedim, O.; Paris, S.; Phigini, C.; Bernard, F.; Gaffet, E.; Munir, Z. Electrochemical behavior of nanocrystalline iron aluminide obtained by mechanically activated field activated pressure assisted synthesis. Mater. Sci. Eng. A 2004, 369, 49–55. [Google Scholar] [CrossRef]
- Ji, G.; Goran, D.; Bernard, F.; Grosdidier, T.; Gaffet, E.; Munir, Z.A. Structure and composition heterogeneity of a FeAl alloy prepared by one-step synthesis and consolidation processing and their influence on grain size characterization. J. Alloys Compd. 2006, 420, 158–164. [Google Scholar] [CrossRef]
- Sasaki, T.T.; Mukai, T.; Hono, K. A high-strength bulk nanocrystalline Al–Fe alloy processed by mechanical alloying and spark plasma sintering. Scr. Mater. 2007, 57, 189–192. [Google Scholar] [CrossRef]
- Ji, G.; Grosdidier, T.; Bozzolo, N.; Launois, S. The mechanisms of microstructure formation in a nanostructured oxide dispersion strengthened FeAl alloy obtained by spark plasma sintering. Intermetallics 2007, 15, 108–118. [Google Scholar] [CrossRef]
- Ko, I.-Y.; Jo, S.-H.; Doh, J.-M.; Yoon, J.-K.; Shon, I.-J. Rapid consolidation of nanostructured FeAl compound by high frequency induction heating and its mechanical properties. J. Alloys Compd. 2010, 496, L1–L3. [Google Scholar] [CrossRef]
- Ji, G.; Bernard, F.; Launois, S.; Grosdidier, T. Processing conditions, microstructure and mechanical properties of hetero-nanostructured ODS FeAl alloys produced by spark plasma sintering. Mater. Sci. Eng. A 2013, 559, 566–573. [Google Scholar] [CrossRef]
- Jian, W.; Xing, J.-D.; Tang, H.-P.; Yang, B.-J.; Li, Y.-N. Microstructure and mechanical properties of Fe3Al alloys prepared by MA-PAS and MA-HP. Trans. Nonferr. Met. Soc. China 2011, 21, 2408–2414. [Google Scholar] [CrossRef]
- He, Q.; Jia, C.; Meng, J. Influence of iron powder particle size on the microstructure and properties of Fe3Al intermetallics prepared by mechanical alloying and spark plasma sintering. Mater. Sci. Eng. A 2006, 428, 314–318. [Google Scholar] [CrossRef]
- Wang, J.; Xing, J.; Qiu, Z.; Zhi, X.; Cao, L. Effect of fabrication methods on microstructure and mechanical properties of Fe3Al-based alloys. J. Alloys Compd. 2009, 488, 117–122. [Google Scholar] [CrossRef]
- Michalcová, A.; Senčekova, L.; Rolink, G.; Weisheit, A.; Pešička, J.; Stobik, M.; Palm, M. Laser additive manufacturing of iron aluminides strengthened by ordering, borides or coherent Heusler phase. Mater. Des. 2017, 116, 481–494. [Google Scholar] [CrossRef]
- Skiba, T.; Haušild, P.; Karlík, M.; Vanmeensel, K.; Vleugels, J. Mechanical properties of spark plasma sintered FeAl intermetallics. Intermetallics 2010, 18, 1410–1414. [Google Scholar] [CrossRef]
- Stein, F.; Palm, M. Re-determination of transition temperatures in the Fe–Al system by differential thermal analysis. Int. J. Mater. Res. 2007, 98, 580–588. [Google Scholar] [CrossRef]
- Raabe, D.; Keichel, J. Microstructure and crystallographic texture of rolled polycrystalline Fe3AI. J. Mater. Sci. 1996, 31, 339–344. [Google Scholar] [CrossRef]
- Ikeda, O.; Ohnuma, I.; Kainuma, R.; Ishida, K. Phase equilibria and stability of ordered BCC phases in the Fe-rich portion of the Fe–Al system. Intermetallics 2001, 9, 755–761. [Google Scholar] [CrossRef]
- Noh, J.-Y.; Kim, H. Density Functional Theory Calculations on κ-carbides, (Fe,Mn)3AlC. J. Korean Phys. Soc. 2011, 58, 285–290. [Google Scholar] [CrossRef]
- Peteline, S.; Divinski, S.V.; Njiokep, E.M.T.; Mehrer, H. Diffusion of Solute Elements in Fe3Al. Defect Diffus. Forum 2003, 216, 175–180. [Google Scholar] [CrossRef]
- Golovin, I.; Divinski, S.V.; Čížek, J.; Prochazka, I.; Stein, F. Study of atom diffusivity and related relaxation phenomena in Fe3Al–(Ti,Nb)–C alloys. Acta Mater. 2005, 53, 2581–2594. [Google Scholar] [CrossRef]
- Morita, K.; Kim, B.; Yoshida, H.; Hiraga, K.; Sakka, Y. Assessment of carbon contamination in MgAl2O4 spinel during spark-plasma-sintering (SPS) processing. J. Ceram. Soc. Jpn. 2015, 123, 983–988. [Google Scholar] [CrossRef] [Green Version]
- Morita, K.; Kim, B.; Yoshida, H.; Hiraga, K.; Sakka, Y. Distribution of carbon contamination in oxide ceramics occurring during spark-plasma-sintering (SPS) processing: II - Effect of SPS and loading temperatures. J. Eur. Ceram. Soc. 2018, 38, 2596–2604. [Google Scholar] [CrossRef]
- Mackie, A.; Hatton, G.D.; Hamilton, H.G.; Dean, J.S.; Goodall, R. Carbon uptake and distribution in Spark Plasma Sintering (SPS) processed Sm(Co, Fe, Cu, Zr) z. Mater. Lett. 2016, 171, 14–17. [Google Scholar] [CrossRef]
- Kant, R.; Prakash, U.; Agarwala, V.; Prasad, V.V.S. Microstructure and wear behaviour of FeAl-based composites containing in-situ carbides. Bull. Mater. Sci. 2016, 39, 1827–1834. [Google Scholar] [CrossRef] [Green Version]
- Minamino, Y.; Koizumi, Y.; Tsuji, N.; Hirohata, N.; Mizuuchi, K.; Ohkanda, Y. Microstructures and mechanical properties of bulk nanocrystalline Fe–Al–C alloys made by mechanically alloying with subsequent spark plasma sintering. Sci. Technol. Adv. Mater. 2004, 5, 133–143. [Google Scholar] [CrossRef]
- Pelleg, J. Diffusion in the Iron Group L12 and B2 Intermetallic Compounds; Springer International Publishing AG: Cham, Switzerland, 2017; p. 207. [Google Scholar]
- Wang, J.; Li, Y.; Yin, Y. Interface characteristics in diffusion bonding of Fe3Al with Cr18-Ni8 stainless steel. J. Colloid Interface Sci. 2005, 285, 201–205. [Google Scholar] [CrossRef] [PubMed]
- Mikula, P.; Šaroun, J.; Stammers, J.; Em, V. High-resolution analysis with bent perfect crystal (BPC) in powder diffraction - I. J. Surf. Investig. X-ray, Synchrotron Neutron Tech. 2020, (in press). [Google Scholar]
- Mikula, P.; Šaroun, J.; Stammers, J.; Em, V. High-resolution analysis with bent perfect crystal (BPC) in powder diffraction - II. J. Surf. Investig. X-ray Synchrotron Neutron Tech. 2020, (in press). [Google Scholar]
Sample Availability: Not available. |

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Initial Powder | 0.5 h Milled | 1 h Milled | 8 h Milled | Comp. Initial | Comp. 8 h Milled |
|---|---|---|---|---|---|---|
| Fe | 83.34 ± 0.10 | 88.44 ± 0.20 | 86.90 ± 0.20 | 86.28 ± 0.20 | 86.10 ± 0.50 | 83.70 ± 0.60 |
| Al | 16.50 ± 0.08 | 10.34 ± 0.09 | 11.50 ± 0.10 | 4.58 ± 0.06 | 13.66 ± 0.10 | 8.23 ± 0.10 |
| Cr | 0.02 ± 0.01 | 0.61 ± 0.02 | 0.93 ± 0.03 | 6.18 ± 0.03 | 0.04 ± 0.01 | 5.47 ± 0.10 |
| Mn | 0.04 ± 0.01 | 0.08 ± 0.01 | 0.10 ± 0.01 | 0.73 ± 0.02 | 0.06 ± 0.01 | 0.34 ± 0.03 |
| Si | 0.10 ± 0.01 | 0.32 ± 0.02 | 0.52 ± 0.02 | 1.21 ± 0.03 | 0.14 ± 0.01 | 1.62 ± 0.05 |
| Ni | n.d. | 0.06 ± 0.01 | 0.04 ± 0.01 | 0.48 ± 0.02 | n.d. | 0.36 ± 0.06 |
| Co | n.d. | 0.16 ± 0.01 | n.d. | 0.54 ± 0.02 | n.d. | 0.28 ± 0.03 |
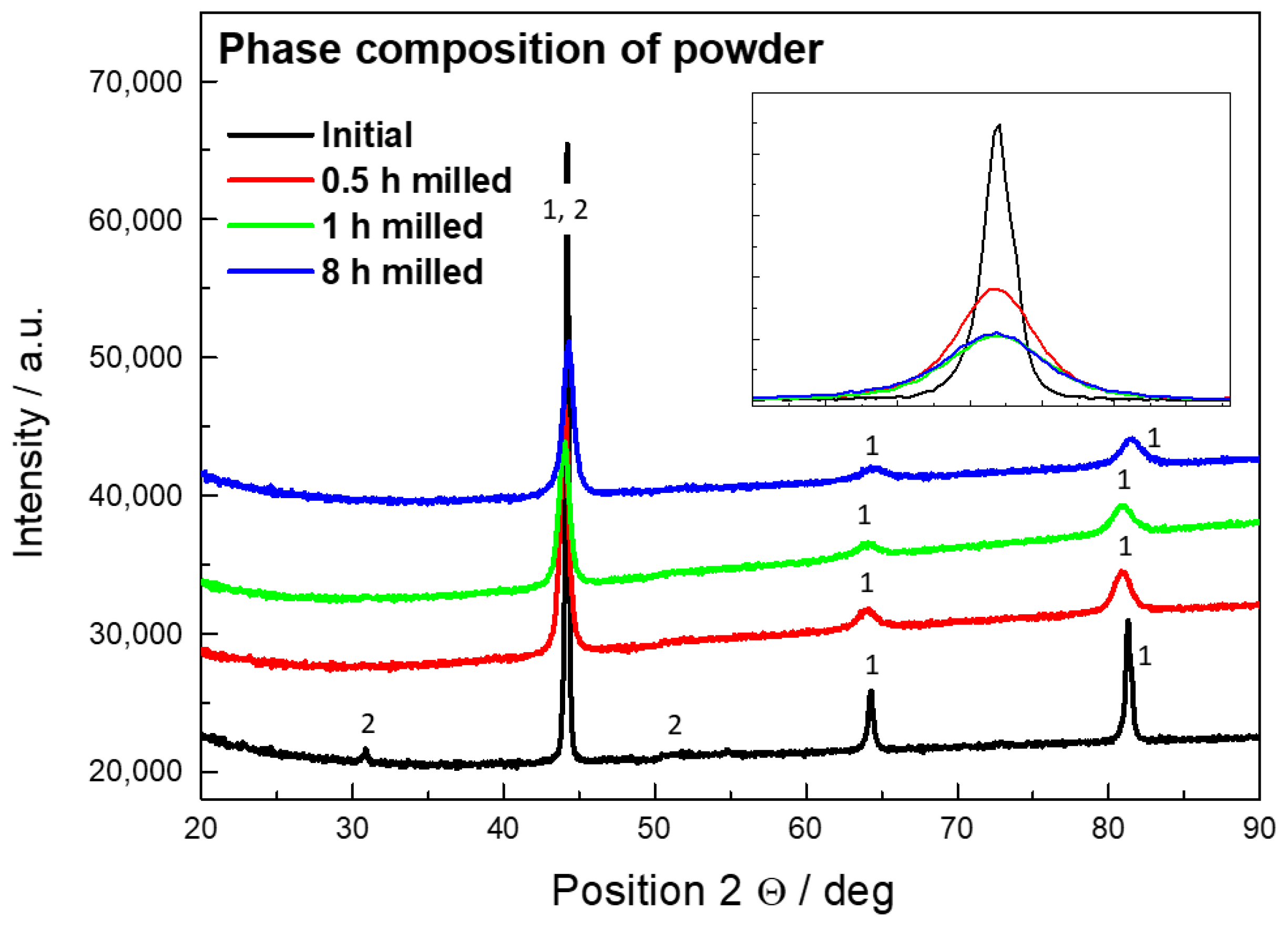
| Material | Initial Powder | 0.5 h Milled | 1 h Milled | 8 h Milled |
|---|---|---|---|---|
| Crystallite size | 392 ± 29 | 160 ± 5 | 135 ± 29 | 124 ± 28 |
| SPS Temperature °C | Powder | Porosity % | Crystallite Size nm | Grain Size µm |
|---|---|---|---|---|
| 900 | Initial | 5.2 ± 0.5 | 410 ± 56 | - |
| 1000 | Initial | 3.9 ± 0.4 | 501 ± 83 | - |
| 1100 | Initial | 0.5 ± 0.4 | 562 ± 89 | 18.6 ± 9.8 |
| 900 | 1 h milled | 18.7 ± 1.3 | 323 ± 13 | - |
| 1000 | 1 h milled | 14.2 ± 0.9 | 286 ± 62 | - |
| 1100 | 1 h milled | 0.4 ± 0.2 | 561 ± 141 | 5.9 ± 3.0 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Michalcová, A.; Özkan, M.; Mikula, P.; Marek, I.; Knaislová, A.; Kopeček, J.; Vojtěch, D. The Influence of Powder Milling on Properties of SPS Compacted FeAl. Molecules 2020, 25, 2263. https://doi.org/10.3390/molecules25092263
Michalcová A, Özkan M, Mikula P, Marek I, Knaislová A, Kopeček J, Vojtěch D. The Influence of Powder Milling on Properties of SPS Compacted FeAl. Molecules. 2020; 25(9):2263. https://doi.org/10.3390/molecules25092263
Chicago/Turabian StyleMichalcová, Alena, Murat Özkan, Pavol Mikula, Ivo Marek, Anna Knaislová, Jaromír Kopeček, and Dalibor Vojtěch. 2020. "The Influence of Powder Milling on Properties of SPS Compacted FeAl" Molecules 25, no. 9: 2263. https://doi.org/10.3390/molecules25092263
APA StyleMichalcová, A., Özkan, M., Mikula, P., Marek, I., Knaislová, A., Kopeček, J., & Vojtěch, D. (2020). The Influence of Powder Milling on Properties of SPS Compacted FeAl. Molecules, 25(9), 2263. https://doi.org/10.3390/molecules25092263