
Chemical and Mechanical Characterization of Licorice Root and Palm Leaf Waste Incorporated into Poly(urethane-acrylate) (PUA)

 ,
,  ,
,  ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
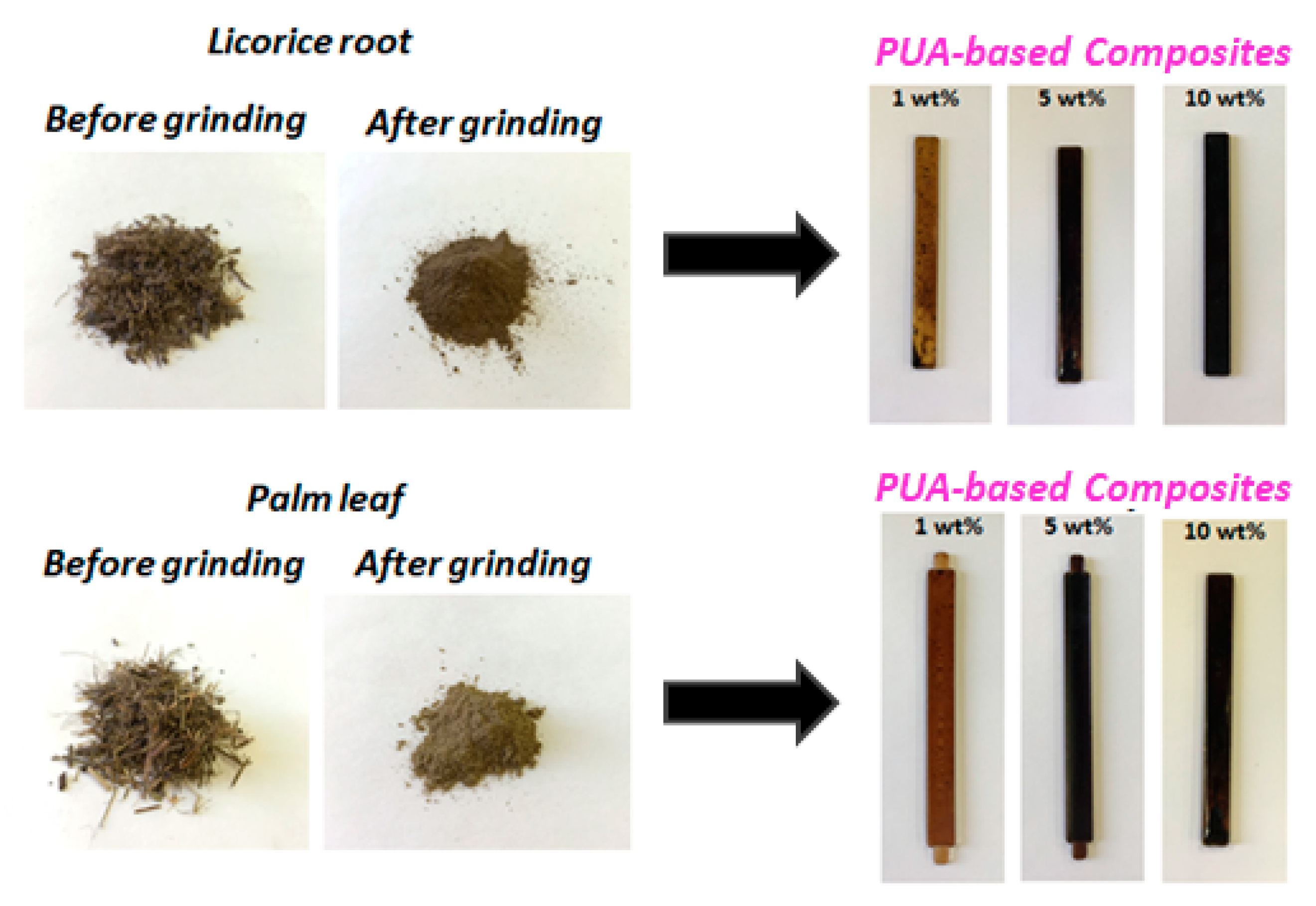
2.2. Preparation of PUA-Based Composites
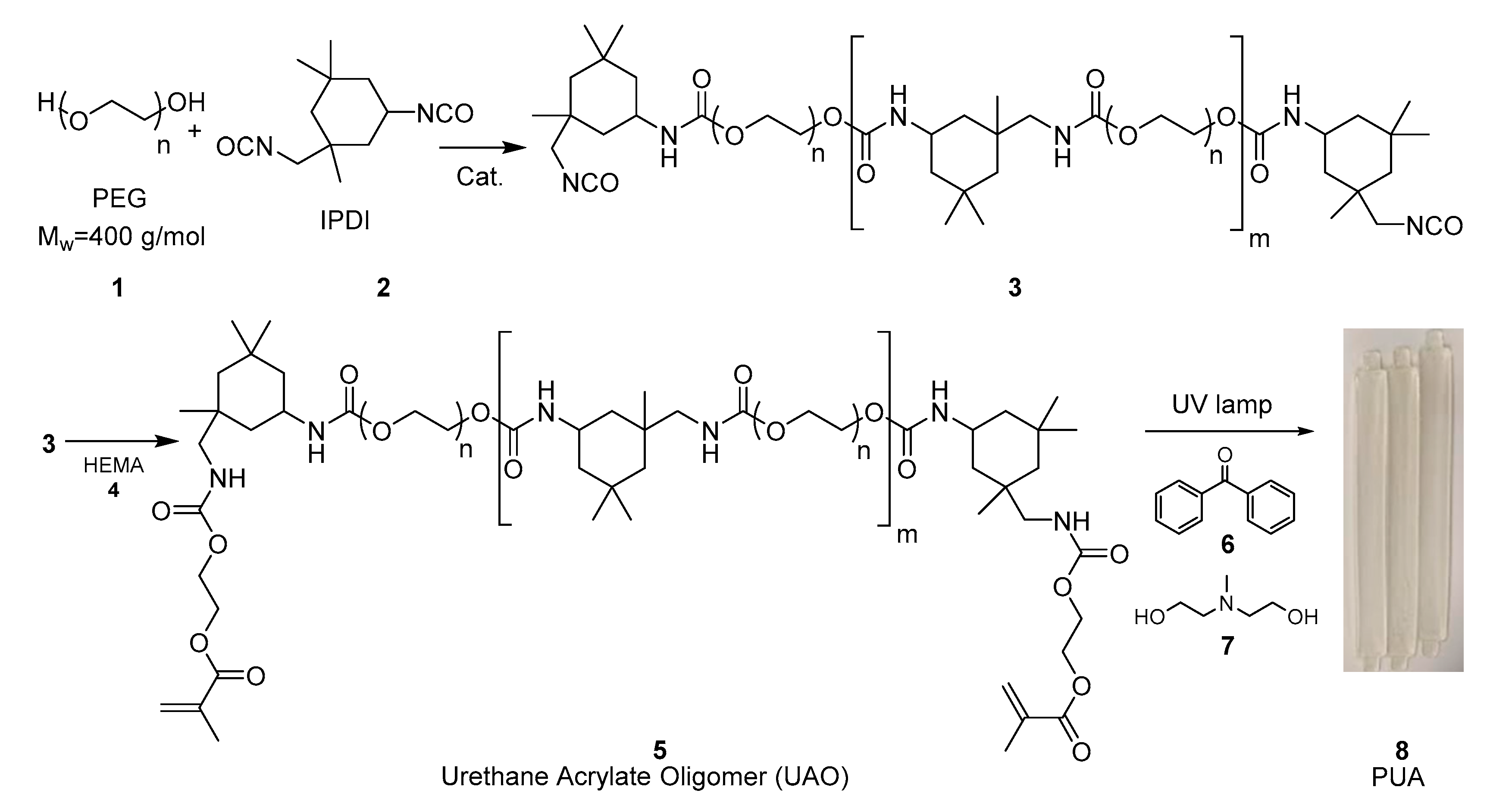
2.3. Synthesis of Poly(urethane-acrylate) (PUA)
2.4. Chemical Characterization of Waste and Polymer Matrix
2.5. Thermal and Mechanical Characterization of Composite Materials
3. Results and Discussion
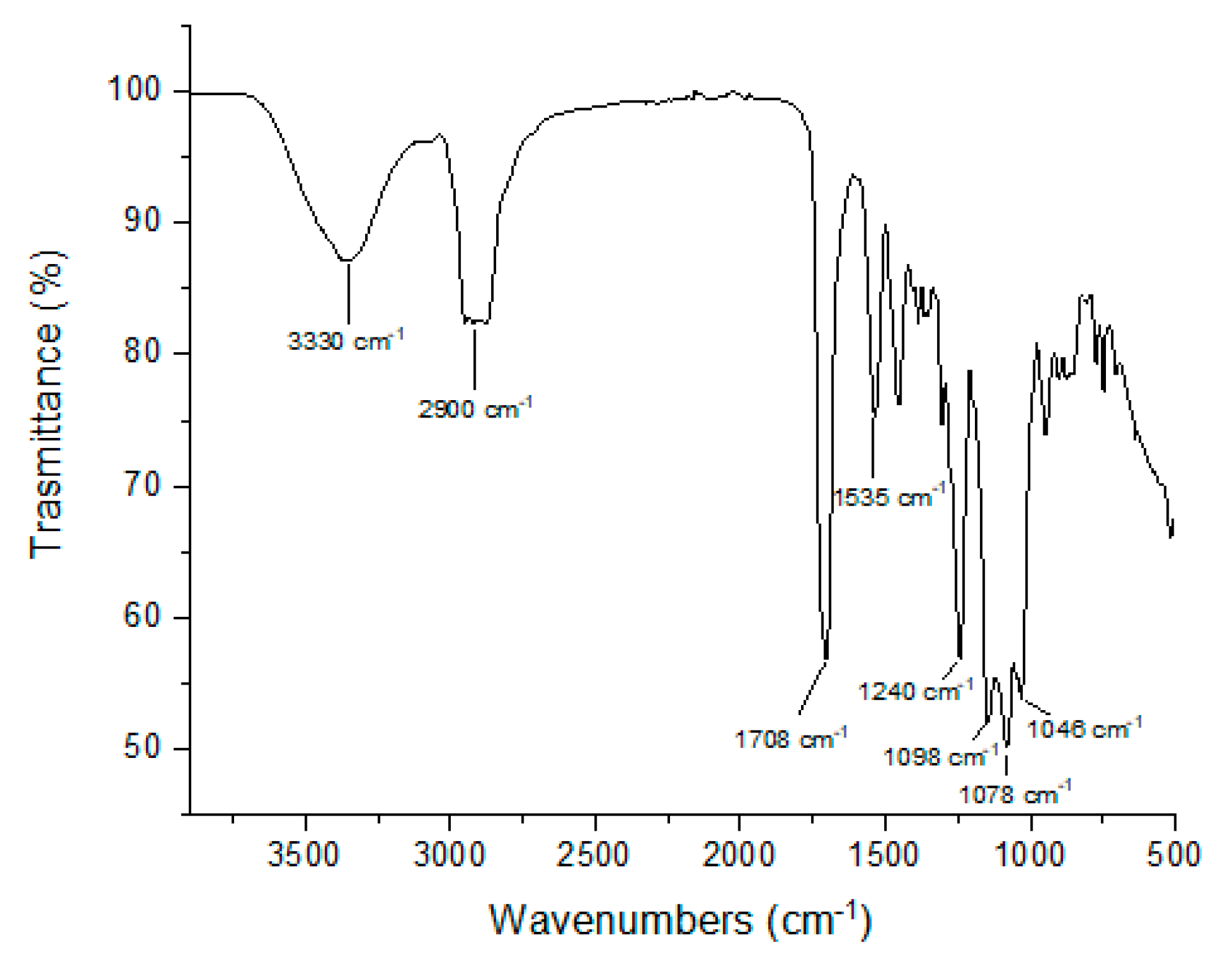
3.1. Synthesis of Poly(urethane-acrylate) (PUA)
Chemical Characterization
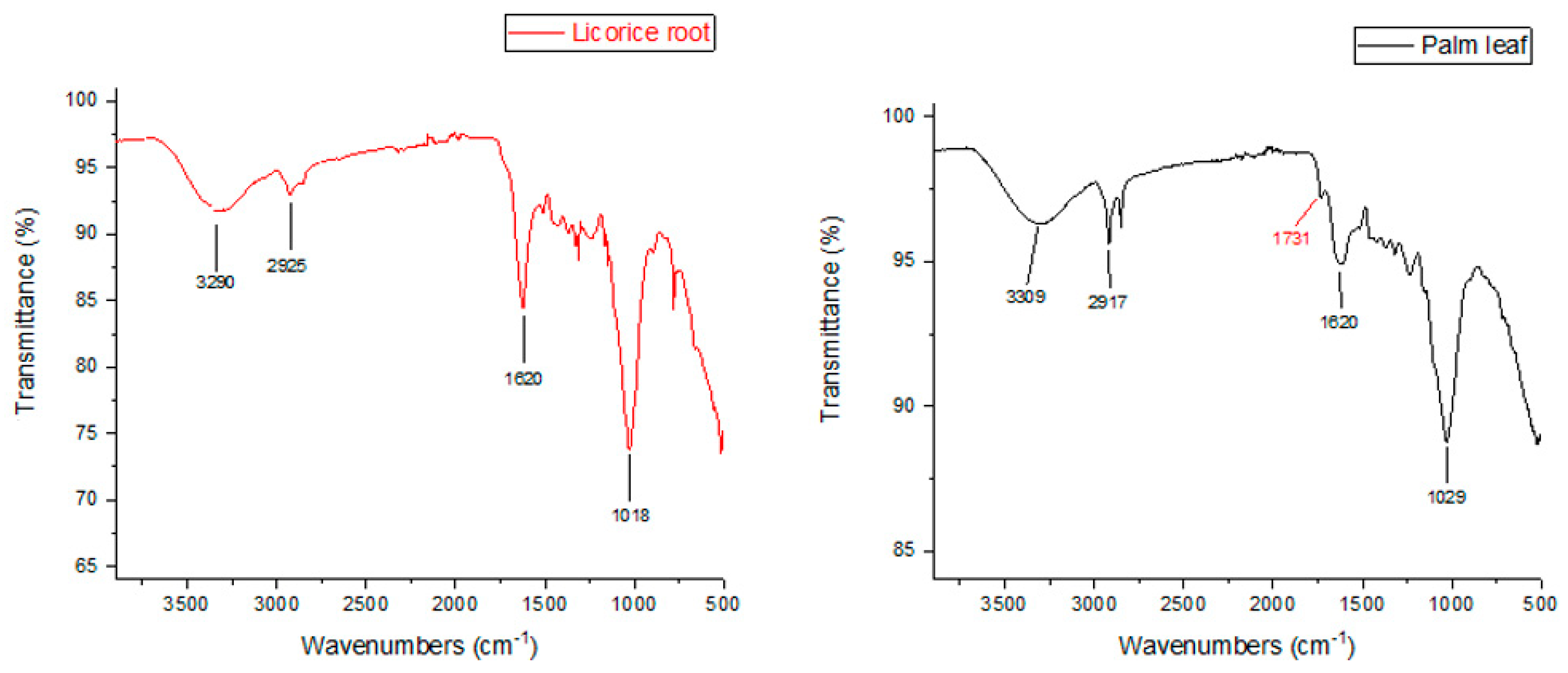
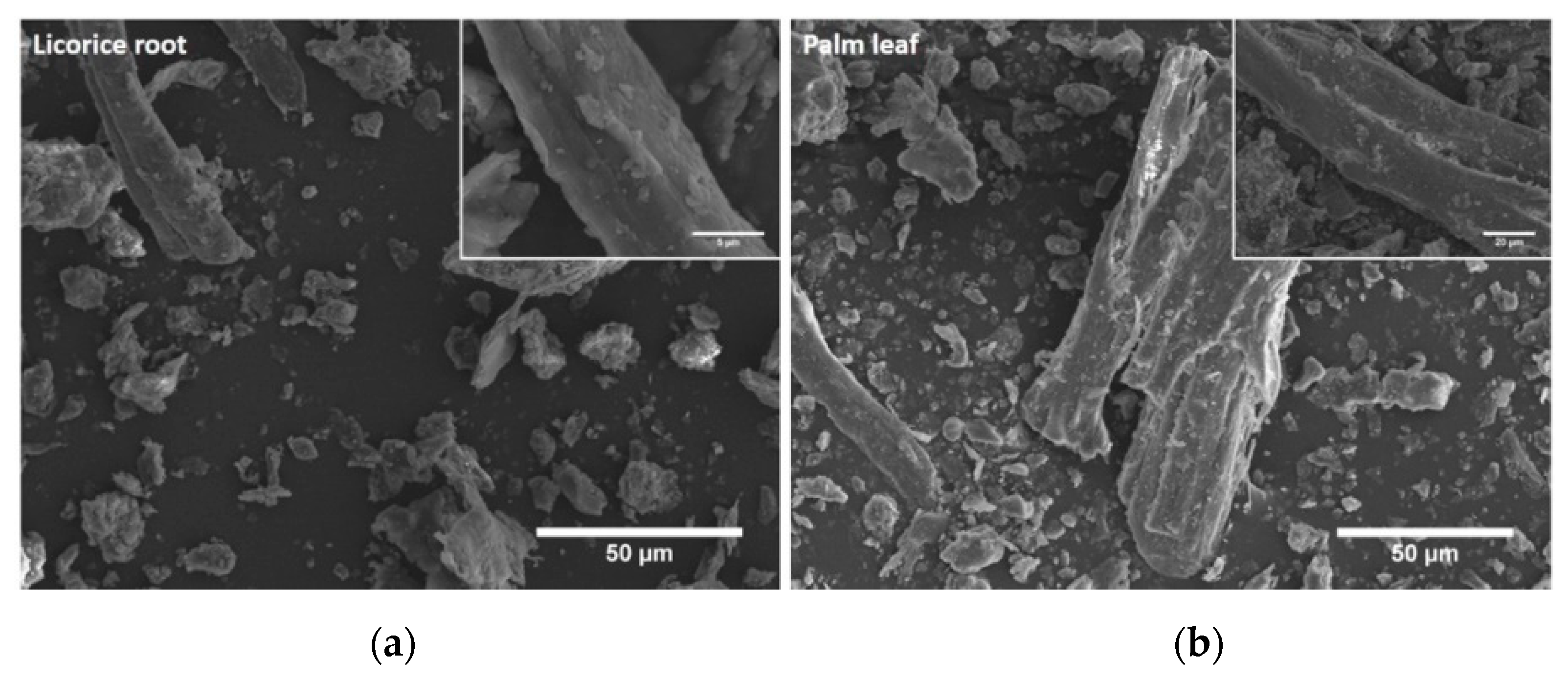
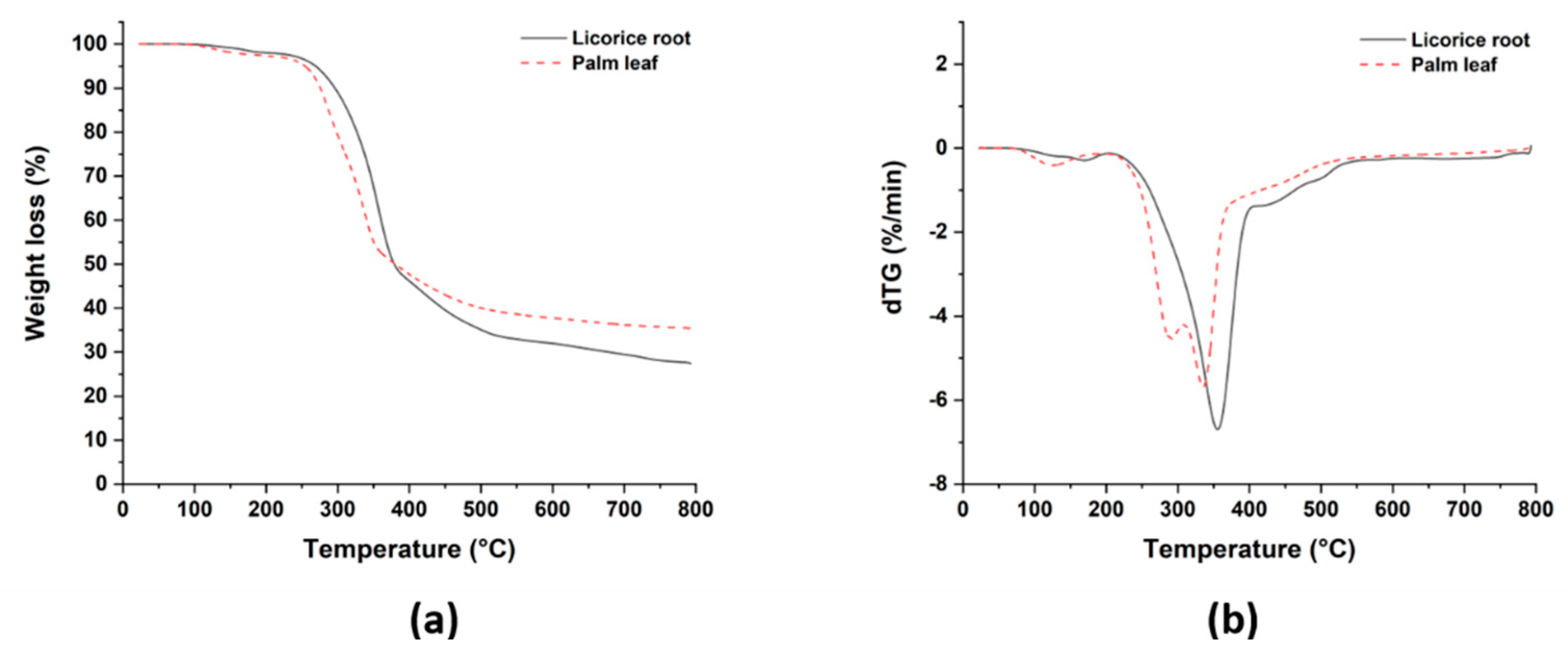
3.2. Characterization of Licorice Root and Palm Leaf Wastes
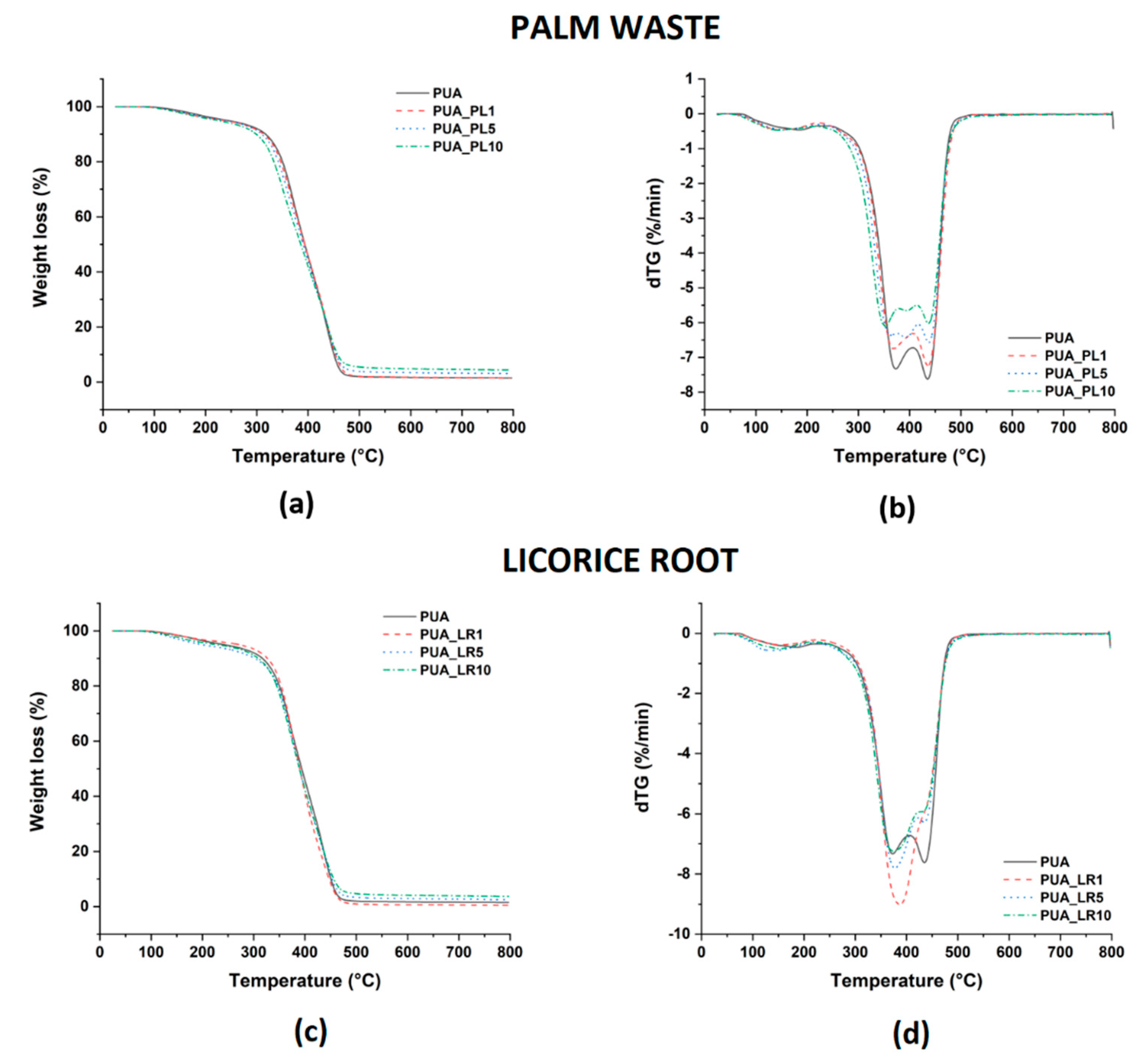
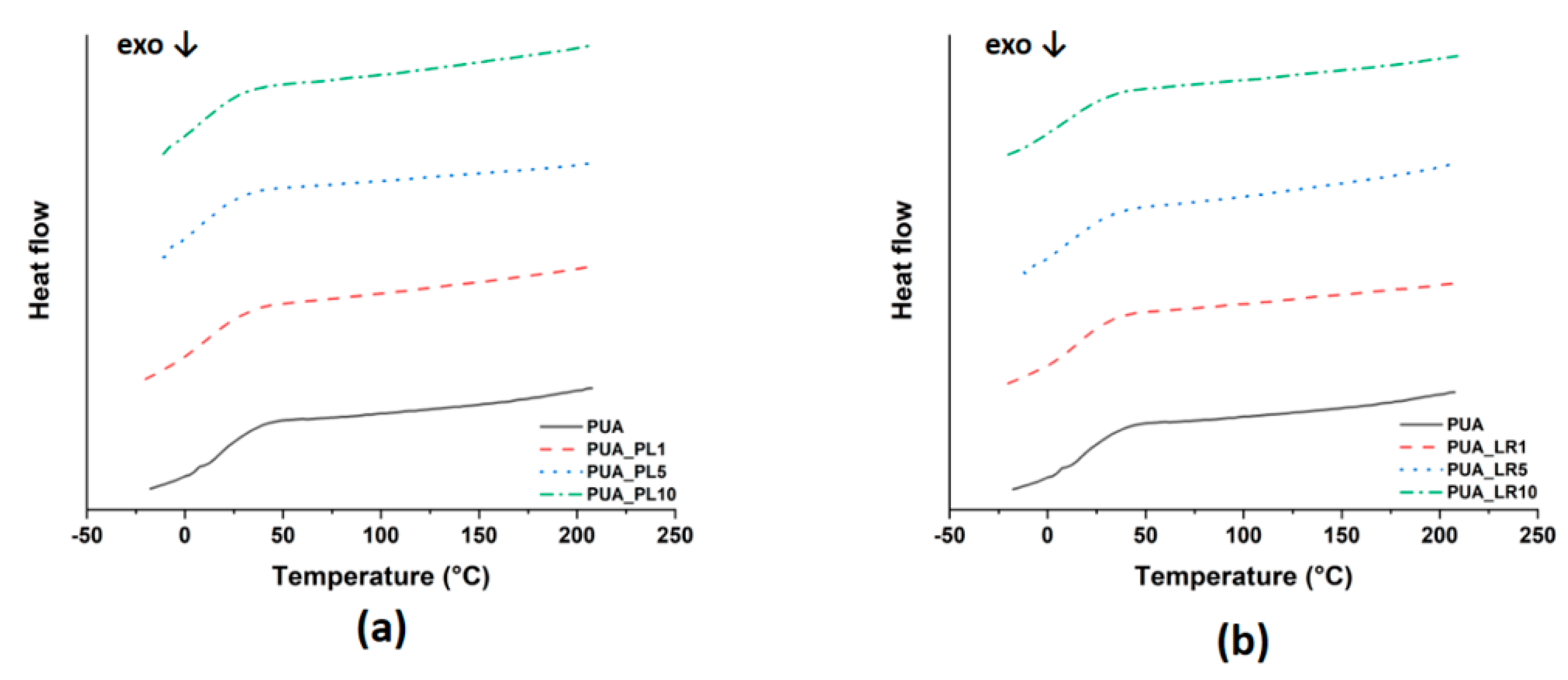
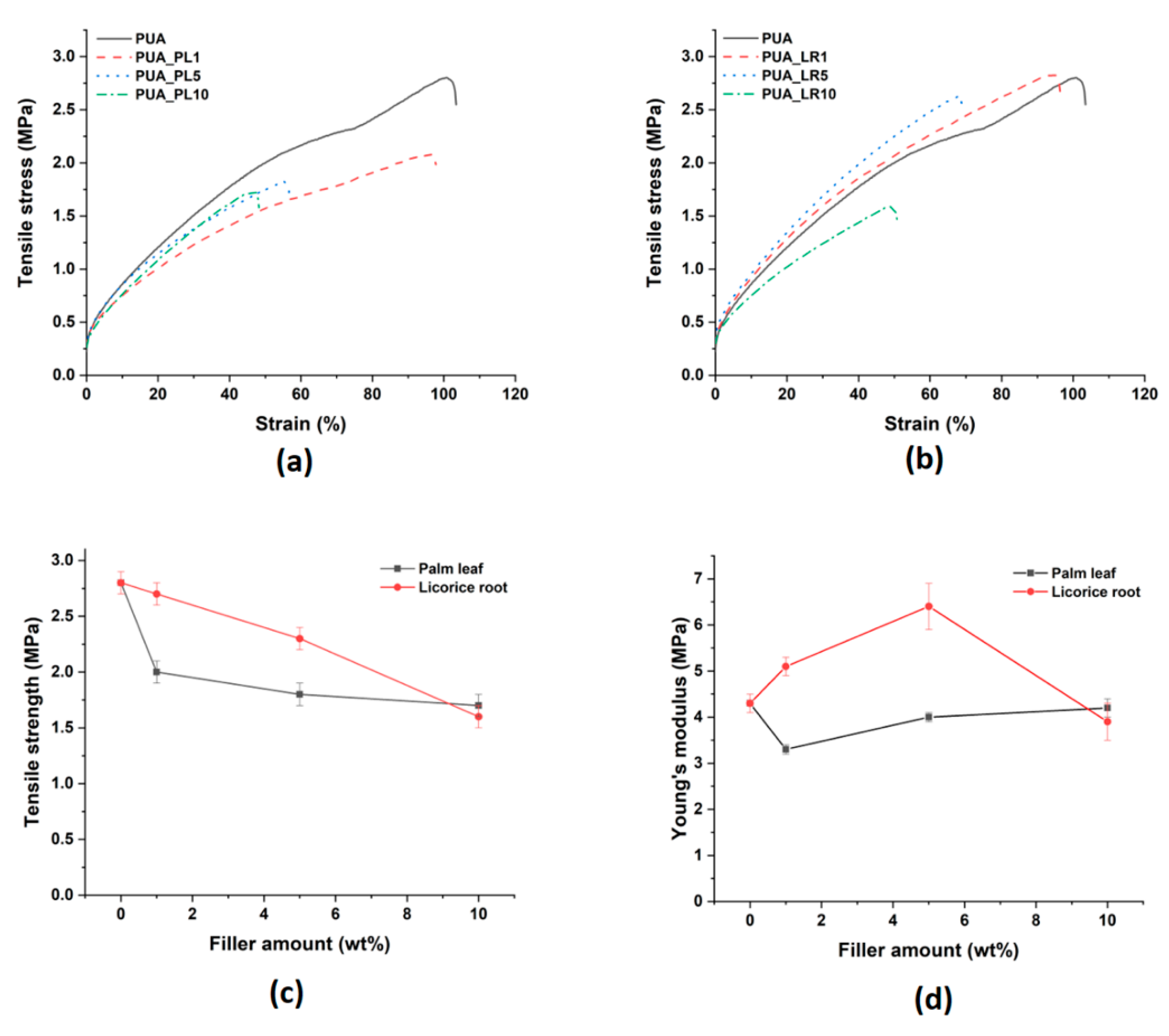
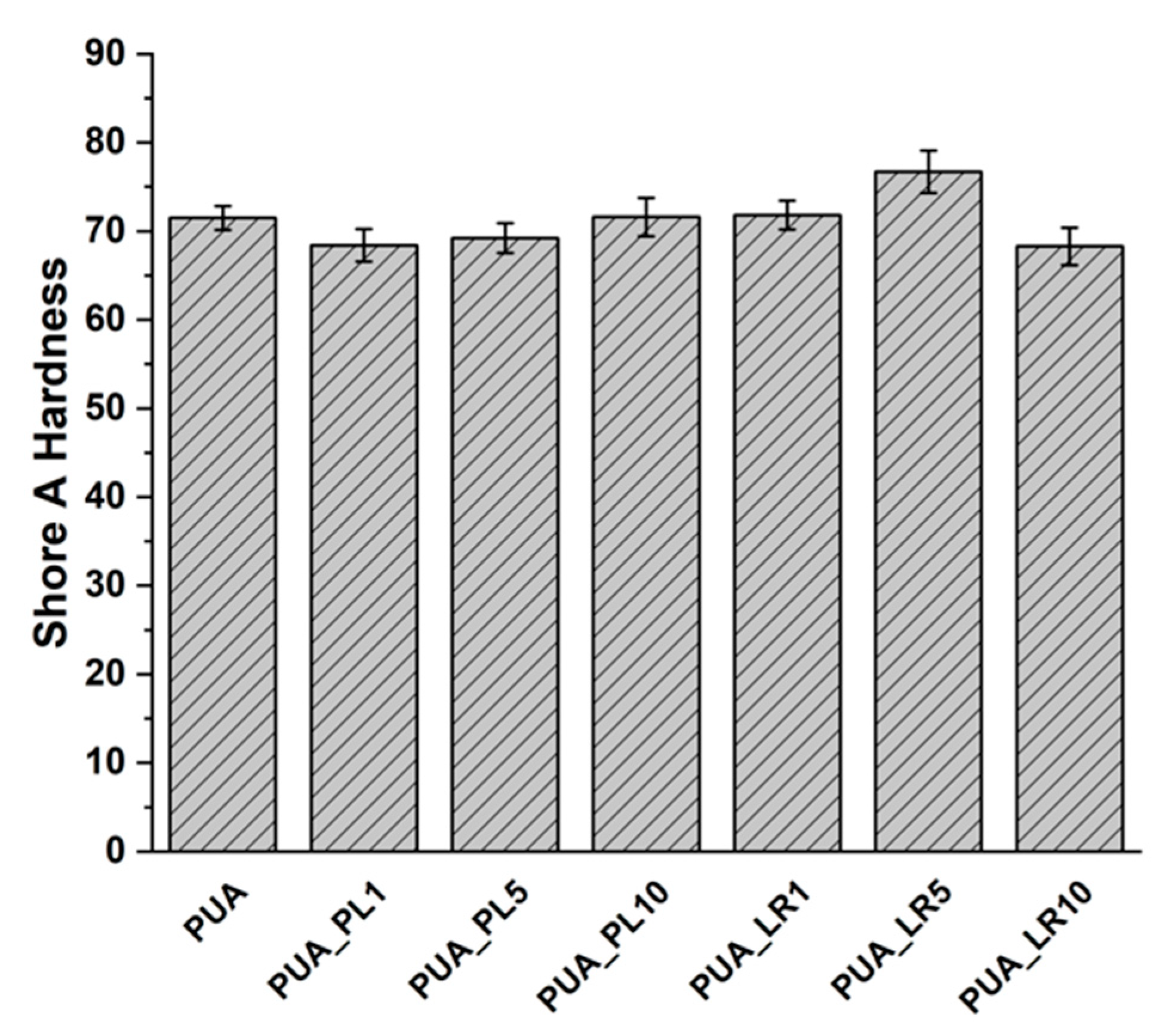
3.3. Thermal and Mechanical Characterization of PUA Composites
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Sample Availability
References
- Bledzki, A.K.; Reihmane, S.; Gassan, J. Thermoplastics Reinforced with Wood Fillers: A Literature Review. Polym. Plast. Technol. Eng. 1998, 37, 451–468. [Google Scholar] [CrossRef]
- Dungani, R.; Karina, M.; Subyakto; Sulaeman, A.; Hermawan, D.; Hadiyane, A. Agricultural waste fibers towards sustainability and advanced utilization: A review. Asian J. Plant Sci. 2016, 15, 42–55. [Google Scholar] [CrossRef] [Green Version]
- Puglia, D.; Sarasini, F.; Santulli, C.; Kenny, J.M. Manufacturing of natural fiber/agrowaste based polymer composites. In Green Biocomposites; Jawaid, M., Sapuan, S.M., Alothman, O., Eds.; Springer: Cham, Switzerland, 2017; pp. 125–147. [Google Scholar]
- Sultan, M.; Zia, K.M.; Bhatti, H.N.; Jamil, T.; Hussain, R.; Zuber, M. Modification of cellulosic fiber with poly(urethane-acrylate) copolymers. Part I: Physicochemical properties. Carbohydr. Polym. 2012, 87, 397–404. [Google Scholar] [CrossRef]
- Decker, C. Kinetic Study and New Applications of UV Radiation Curing. Macromol. Rapid Commun. 2002, 23, 1067–1093. [Google Scholar] [CrossRef]
- Li, W.; Wu, Y.; Liang, W.; Li, B.; Liu, S. Reduction of the Water Wettability of Cellulose Film through Controlled Heterogeneous Modification. ACS Appl. Mater. Interfaces 2014, 6, 5726–5734. [Google Scholar] [CrossRef]
- Ramos, M.; Dominici, F.; Luzi, F.; Jiménez, A.; Garrigós, M.C.; Torre, L.; Puglia, D. Effect of Almond Shell Waste on Physicochemical Properties of Polyester-Based Biocomposites. Polymers 2020, 12, 835. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sabbatini, A.; Lanari, S.; Santulli, C.; Pettinari, C. Use of Almond Shells and Rice Husk as Fillers of Poly(Methyl Methacrylate) (PMMA) Composites. Materials 2017, 10, 872. [Google Scholar] [CrossRef] [Green Version]
- Sutivisedsak, N.; Cheng, H.N.; Burks, C.S.; Johnson, J.A.; Siegel, J.P.; Civerolo, E.L.; Biswas, A. Use of Nutshells as Fillers in Polymer Composites. J. Polym. Environ. 2012, 20, 305–314. [Google Scholar] [CrossRef]
- Zaaba, N.F.; Ismail, H. A Review on Peanut Shell Powder Reinforced Polymer Composites. Polym. Technol. Mater. 2019, 58, 349–365. [Google Scholar] [CrossRef]
- Viretto, A.; Gontard, N.; Angellier-Coussy, H. Urban parks and gardens green waste: A valuable resource for the production of fillers for biocomposites applications. Waste Manag. 2021, 120, 538–548. [Google Scholar] [CrossRef] [PubMed]
- Zhang, M.; Resende, F.L.P.; Moutsoglou, A.; Raynie, D.E. Pyrolysis of lignin extracted from prairie cordgrass, aspen, and Kraft lignin by Py-GC/MS and TGA/FTIR. J. Anal. Appl. Pyrolysis 2012, 98, 65–71. [Google Scholar] [CrossRef]
- Pereira, A.; Hoeger, I.C.; Ferrer, A.; Rencoret, J.; Del Rio, J.C.; Kruus, K.; Rahikainen, J.; Kellock, M.; Gutiérrez, A.; Rojas, O.J. Lignin Films from Spruce, Eucalyptus, and Wheat Straw Studied with Electroacoustic and Optical Sensors: Effect of Composition and Electrostatic Screening on Enzyme Binding. Biomacromolecules 2017, 18, 1322–1332. [Google Scholar] [CrossRef]
- Rashid, T.; Ali Ammar Taqvi, S.; Sher, F.; Rubab, S.; Thanabalan, M.; Bilal, M.; ul Islam, B. Enhanced lignin extraction and optimisation from oil palm biomass using neural network modelling. Fuel 2021, 293, 120485. [Google Scholar] [CrossRef]
- Santulli, C.; Rallini, M.; Puglia, D.; Gabrielli, S.; Torre, L.; Marcantoni, E. Characterization of Licorice Root Waste for Prospective Use as Filler in more Eco-Friendly Composite Materials. Processes 2020, 8, 733. [Google Scholar] [CrossRef]
- Hu, Y.; Shang, Q.; Bo, C.; Jia, P.; Feng, G.; Zhang, F.; Liu, C.; Zhou, Y. Synthesis and Properties of UV-Curable Polyfunctional Polyurethane-acrylate Resins from Cardanol. ACS Omega 2019, 4, 12505–12511. [Google Scholar] [CrossRef] [PubMed]
- Xu, J.; Liu, R.; Wu, H.; Qiu, H.; Yu, Y.; Long, L. Coating performance of water-based poly(urethane-acrylate) coating on bamboo/bamboo scrimber substrates. Adv. Polym. Technol. 2019, 2019. [Google Scholar] [CrossRef]
- Kunwong, D.; Sumanochitraporn, N.; Kaewpirom, S. Curing behavior of a UV-curable coating based on urethane-acrylate oligomer: The influence of reactive monomers. Songklanakarin J. Sci. Technol. 2011, 33, 201–207. [Google Scholar]
- Chen, G.; Guan, X.; Xu, R.; Tian, J.; He, M.; Shen, W.; Yang, J. Synthesis and characterization of UV-curable castor oil-based polyfunctional poly(urethane-acrylate) via photo-click chemistry and isocyanate polyurethane reaction. Prog. Org. Coatings 2016, 93, 11–16. [Google Scholar] [CrossRef]
- Xu, H.; Qiu, F.; Wang, Y.; Wu, W.; Yang, D.; Guo, Q. UV-curable waterborne poly(urethane-acrylate): Preparation, characterization and properties. Prog. Org. Coatings 2012, 73, 47–53. [Google Scholar] [CrossRef]
- Costa, L.A.S.; Assis, D.d.J.; Gomes, G.V.P.; Da Silva, J.B.A.; Fonsêca, A.F.; Druzian, J.I. Extraction and Characterization of Nanocellulose from Corn Stover. Mater. Today Proc. 2015, 2, 287–294. [Google Scholar] [CrossRef]
- Azwa, Z.N.; Yousif, B.F.; Manalo, A.C.; Karunasena, W. A review on the degradability of polymeric composites based on natural fibres. Mater. Des. 2013, 47, 424–442. [Google Scholar] [CrossRef] [Green Version]
- Bourmaud, A.; Dhakal, H.; Habrant, A.; Padovani, J.; Siniscalco, D.; Ramage, M.H.; Beaugrand, J.; Shah, D.U. Exploring the potential of waste leaf sheath date palm fibres for composite reinforcement through a structural and mechanical analysis. Compos. Part A Appl. Sci. Manuf. 2017, 103, 292–303. [Google Scholar] [CrossRef] [Green Version]
- Antal, M.J.J.; Varhegyi, G. Cellulose Pyrolysis Kinetics: The Current State of Knowledge. Ind. Eng. Chem. Res. 1995, 34, 703–717. [Google Scholar] [CrossRef]
- Yao, F.; Wu, Q.; Lei, Y.; Guo, W.; Xu, Y. Thermal decomposition kinetics of natural fibers: Activation energy with dynamic thermogravimetric analysis. Polym. Degrad. Stab. 2008, 93, 90–98. [Google Scholar] [CrossRef]
- Chen, Y.; Zhang, L.; Yu, J.; Lu, Y.; Jiang, B.; Fan, Y.; Wang, Z. High-purity lignin isolated from poplar wood meal through dissolving treatment with deep eutectic solvents. R. Soc. Open Sci. 2019, 6. [Google Scholar] [CrossRef] [Green Version]
- Farhat, W.; Venditti, R.; Quick, A.; Taha, M.; Mignard, N.; Becquart, F.; Ayoub, A. Hemicellulose extraction and characterization for applications in paper coatings and adhesives. Ind. Crops Prod. 2017, 107, 370–377. [Google Scholar] [CrossRef]
- Zhang, Q.; Huang, C.; Wang, H.; Hu, M.; Li, H.; Liu, X. UV-curable coating crosslinked by a novel hyperbranched poly(urethane-acrylate) with excellent mechanical properties and hardness. RSC Adv. 2016, 6, 107942–107950. [Google Scholar] [CrossRef]
- Fu, J.; Yu, H.; Wang, L.; Fahad, S. Preparation and properties of UV-curable diamine-based poly(urethane-acrylate) hard coatings. Appl. Surf. Sci. 2020, 533, 147442. [Google Scholar] [CrossRef]
- Kim, D.; Jang, M.; Seo, J.; Nam, K.H.; Han, H.; Khan, S.B. UV-cured poly(urethane-acrylate) composite films containing surface-modified tetrapod ZnO whiskers. Compos. Sci. Technol. 2013, 75, 84–92. [Google Scholar] [CrossRef]
- Nam, K.H.; Seo, K.; Seo, J.; Khan, S.B.; Han, H. Ultraviolet-curable poly(urethane-acrylate) nanocomposite coatings based on surface-modified calcium carbonate. Prog. Org. Coatings 2015, 85, 22–30. [Google Scholar] [CrossRef]
- Yu, B.; Wang, X.; Xing, W.; Yang, H.; Song, L.; Hu, Y. UV-Curable Functionalized Graphene Oxide/Poly(urethane-acrylate) Nanocomposite Coatings with Enhanced Thermal Stability and Mechanical Properties. Ind. Eng. Chem. Res. 2012, 51, 14629–14636. [Google Scholar] [CrossRef]
- Qiu, F.; Xu, H.; Wang, Y.; Xu, J.; Yang, D. Preparation, characterization and properties of UV-curable waterborne poly(urethane-acrylate)/SiO2 coating. J. Coatings Technol. Res. 2012, 9, 503–514. [Google Scholar] [CrossRef]
- Fu, J.; Yu, H.; Wang, L.; Liang, R.; Zhang, C.; Jin, M. Preparation and properties of UV-curable poly(urethane-acrylate)/SiO2 composite hard coatings. Prog. Org. Coatings 2021, 153, 106121. [Google Scholar] [CrossRef]
- Mendes-Felipe, C.; Barbosa, J.C.; Gonçalves, S.; Pereira, N.; Costa, C.M.; Vilas-Vilela, J.L.; Lanceros-Mendez, S. High dielectric constant UV curable poly(urethane-acrylate)/indium tin oxide composites for capacitive sensing. Compos. Sci. Technol. 2020, 199, 108363. [Google Scholar] [CrossRef]
- Mendes-Felipe, C.; Rodrigues-Marinho, T.; Vilas, J.L.; Lanceros-Mendez, S. UV curable nanocomposites with tailored dielectric response. Polymer 2020, 196, 122498. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Entry | Mna (g/mol) | Mwa (g/mol) | Mnb (g/mol) | Mwb (g/mol) | Conv.c (%) |
|---|---|---|---|---|---|
| 1.1 | 2500 | 4000 | - | - | - |
| 1.2 | 1000 | 1500 | 1200 | 1600 | 84 |
| Specimen | Td5 (°C) a | Td10 (°C) b | Tmax (°C) c |
|---|---|---|---|
| Palm leaf | 254.8 ± 1.8 | 275.2 ± 1.3 | 335.2 ± 2.2 |
| Licorice root | 269.9 ± 2.0 | 295.8 ± 0.9 | 354.7 ± 2.5 |
| Specimen | Cellulose a (%) | Lignin a (%) | Hemicellulose a (%) | Total Cont. b (%) |
|---|---|---|---|---|
| Palm leaf | 26 | 30 | 12 | 68 |
| Licorice root | 44 | 12 | 15 | 71 |
| Specimen | Td5 (°C) a | Td10 (°C) b | Tmax (°C) c | Tg (°C) d |
|---|---|---|---|---|
| PUA | 237.9 ± 5.1 | 317.6 ± 1.9 | 434.7 ± 1.9 | 26.3 ± 0.6 |
| PUA_LR1 | 261.4 ± 9.5 | 325.0 ± 1.6 | 391.9 ± 4.4 | 24.1 ± 0.4 |
| PUA_LR5 | 202.7 ± 5.3 | 303.5 ± 1.3 | 377.7 ± 1.2 | 22.8 ± 0.7 |
| PUA_LR10 | 222.2 ± 5.2 | 306.4 ± 2.4 | 373.0 ± 1.5 | 23.2 ± 0.6 |
| PUA_PL1 | 234.8 ± 2.7 | 310.9 ± 2.6 | 433.1 ± 2.7 | 24.7 ± 0.6 |
| PUA_PL5 | 236.3 ± 2.6 | 307.9 ± 2.0 | 434.5 ± 2.4 | 25.4 ± 0.5 |
| PUA_PL10 | 223.5 ± 1.9 | 298.0 ± 3.2 | 423.6 ± 1.7 | 25.7 ± 0.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gabrielli, S.; Pastore, G.; Stella, F.; Marcantoni, E.; Sarasini, F.; Tirillò, J.; Santulli, C. Chemical and Mechanical Characterization of Licorice Root and Palm Leaf Waste Incorporated into Poly(urethane-acrylate) (PUA). Molecules 2021, 26, 7682. https://doi.org/10.3390/molecules26247682
Gabrielli S, Pastore G, Stella F, Marcantoni E, Sarasini F, Tirillò J, Santulli C. Chemical and Mechanical Characterization of Licorice Root and Palm Leaf Waste Incorporated into Poly(urethane-acrylate) (PUA). Molecules. 2021; 26(24):7682. https://doi.org/10.3390/molecules26247682
Chicago/Turabian StyleGabrielli, Serena, Genny Pastore, Francesca Stella, Enrico Marcantoni, Fabrizio Sarasini, Jacopo Tirillò, and Carlo Santulli. 2021. "Chemical and Mechanical Characterization of Licorice Root and Palm Leaf Waste Incorporated into Poly(urethane-acrylate) (PUA)" Molecules 26, no. 24: 7682. https://doi.org/10.3390/molecules26247682
APA StyleGabrielli, S., Pastore, G., Stella, F., Marcantoni, E., Sarasini, F., Tirillò, J., & Santulli, C. (2021). Chemical and Mechanical Characterization of Licorice Root and Palm Leaf Waste Incorporated into Poly(urethane-acrylate) (PUA). Molecules, 26(24), 7682. https://doi.org/10.3390/molecules26247682