



Nypa fruticans Frond Waste for Pure Cellulose Utilizing Sulphur-Free and Totally Chlorine-Free Processes


Abstract
:
1. Introduction
2. Results and Discussion
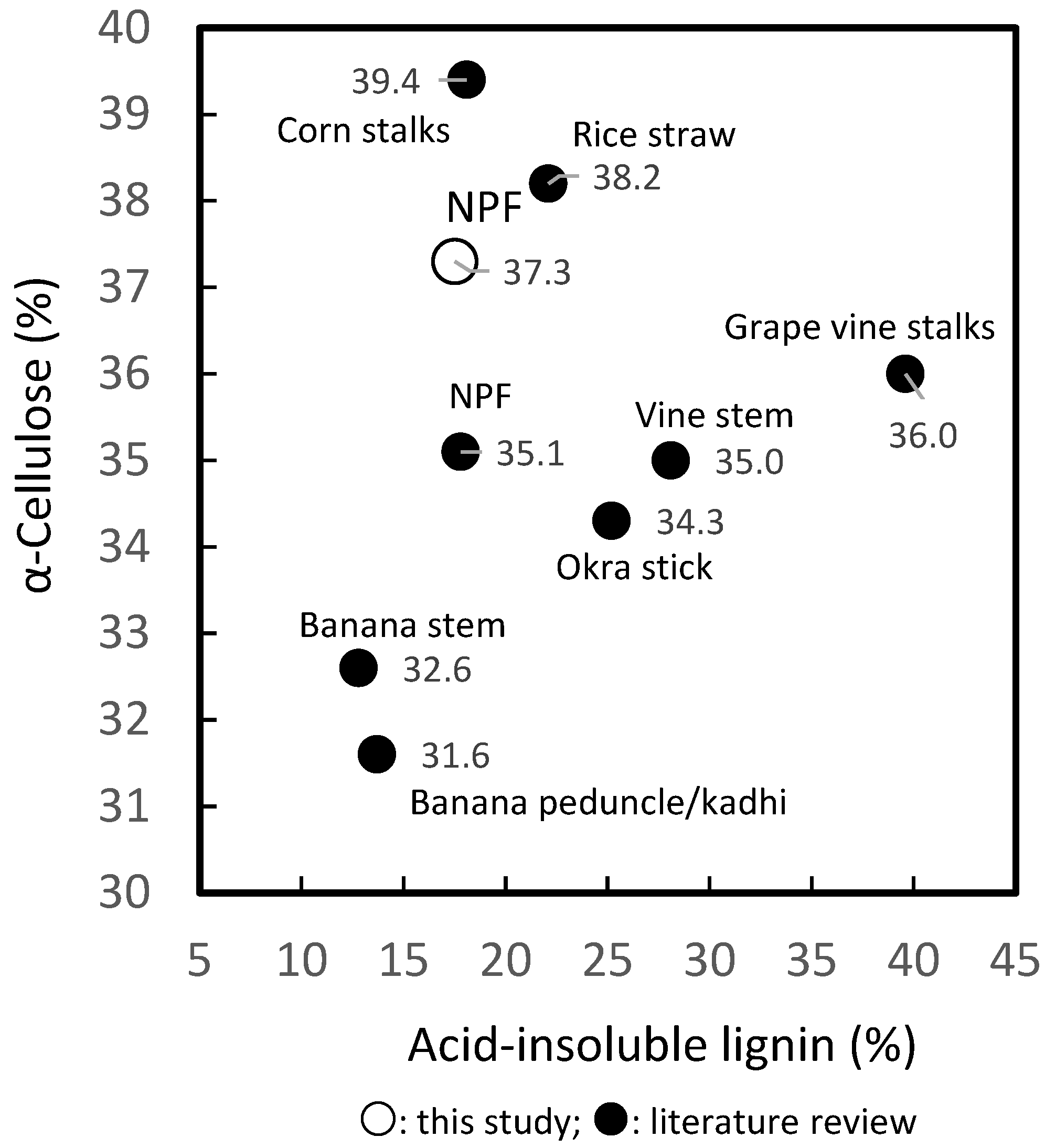
2.1. Potential Characteristics of Nypa fruticans Fronds for Pure Cellulose
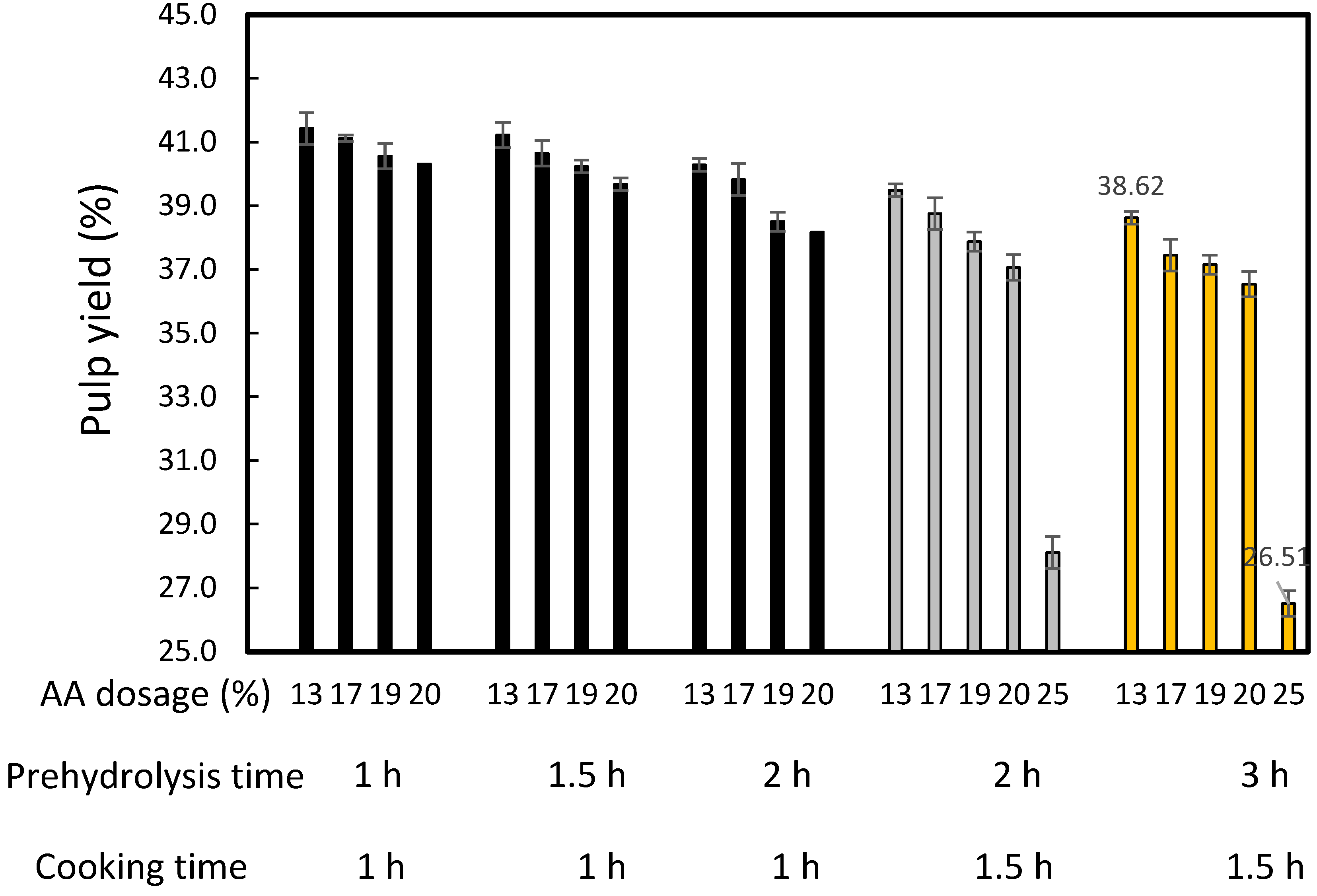
2.2. Effect of Prehydrolysis Time on Residual Lignin Content and Pulp Yield after Cooking
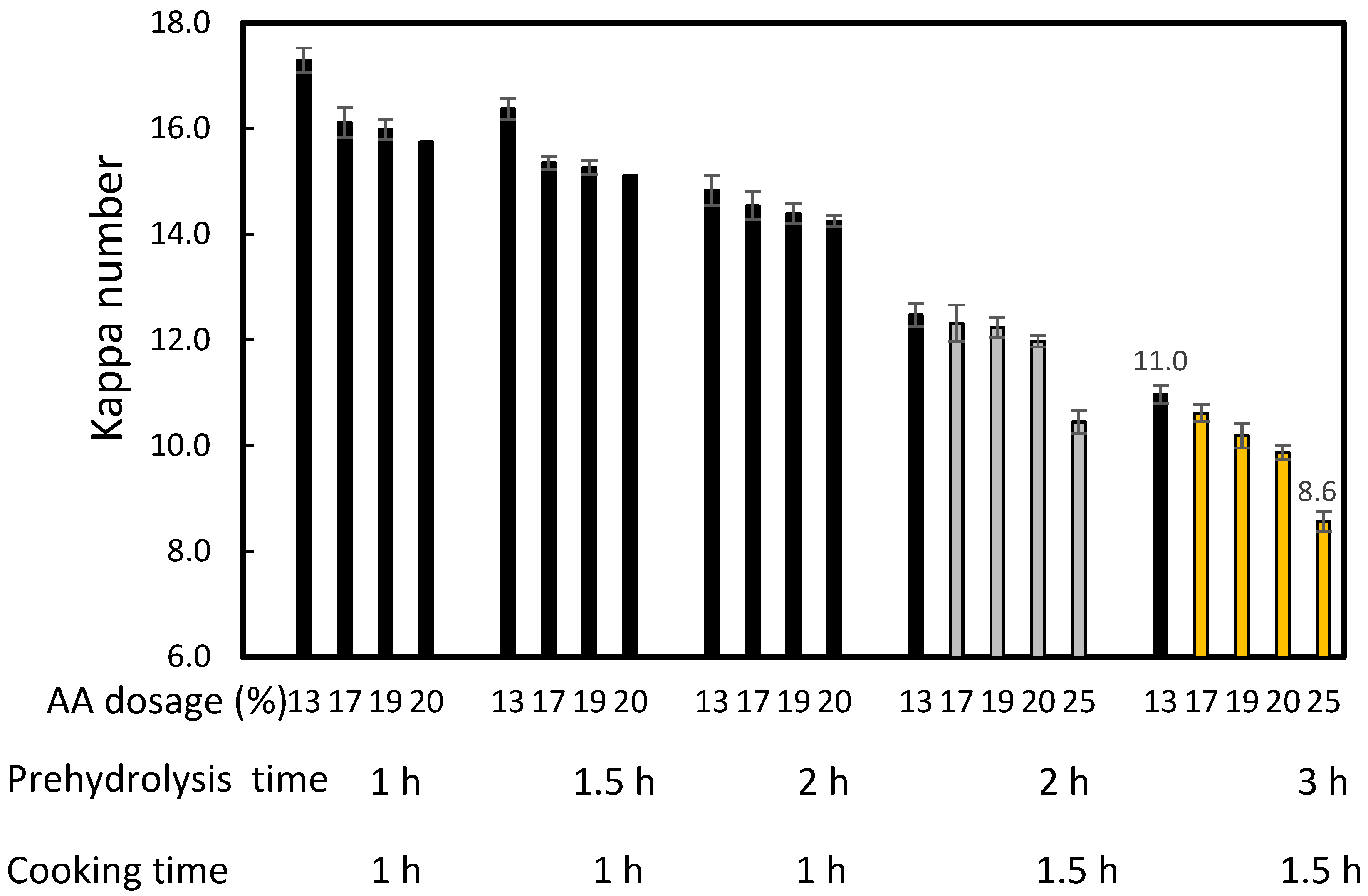
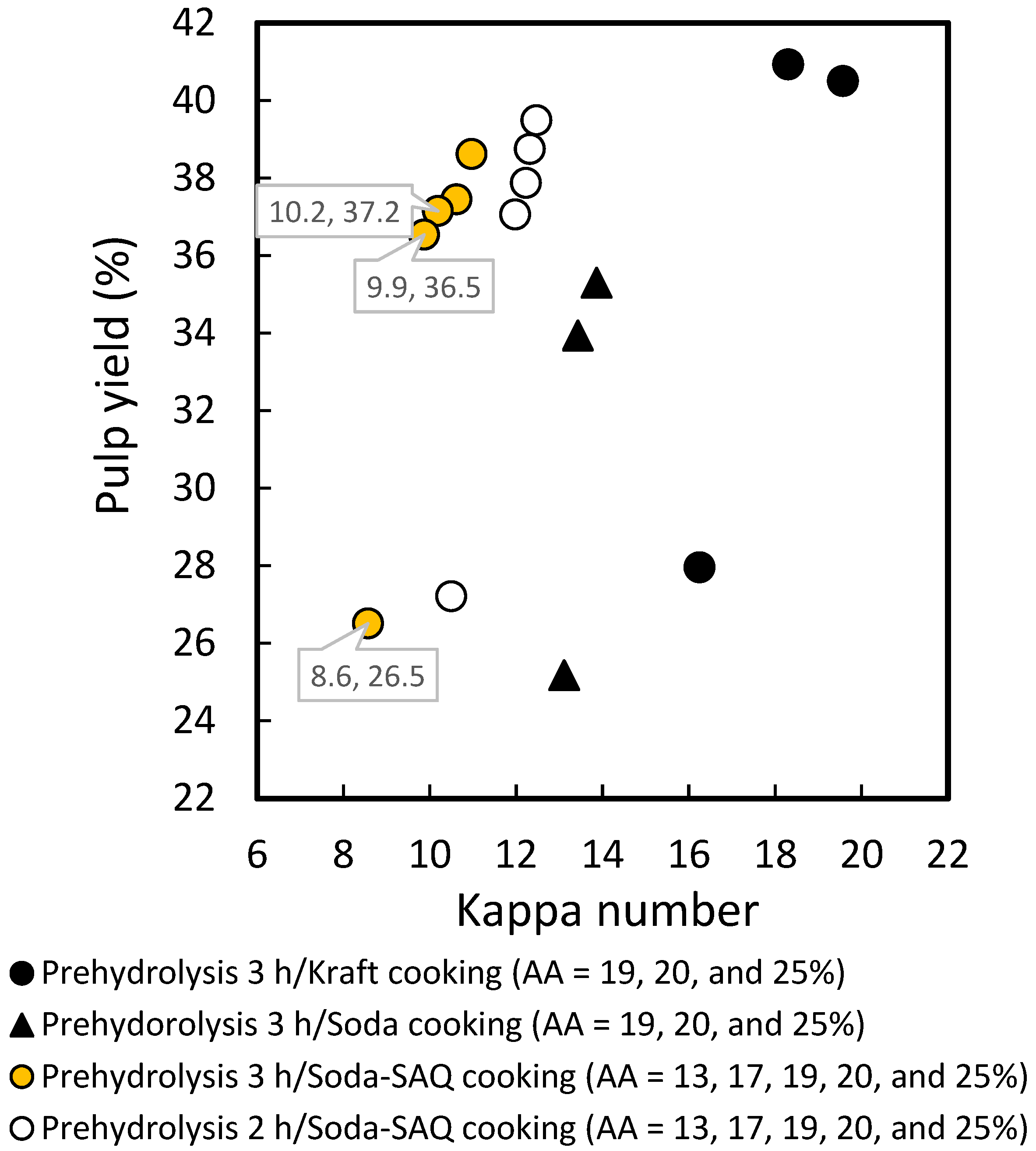
2.3. Effect of Cooking Methods on Pulp Yields and Kappa Number
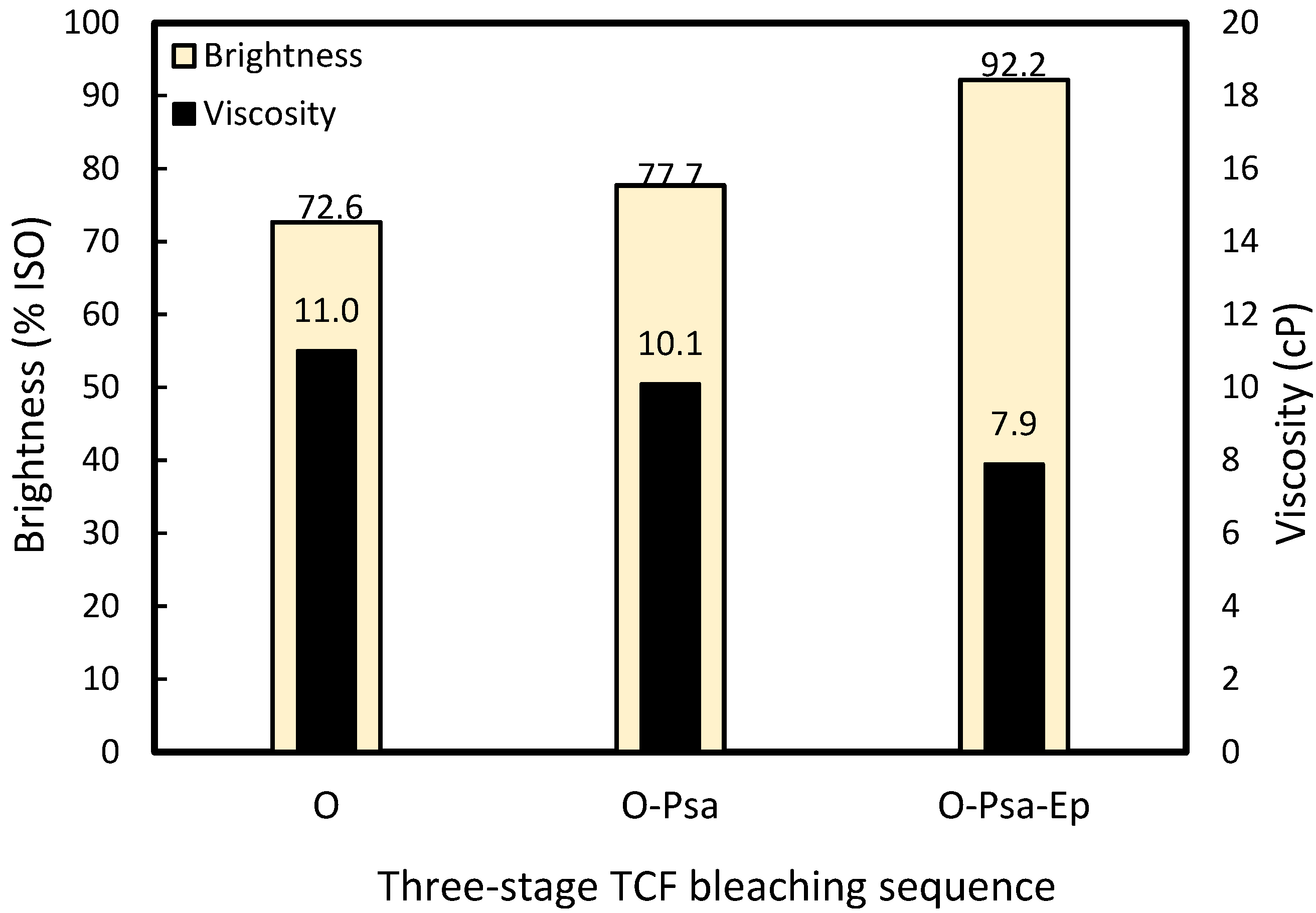
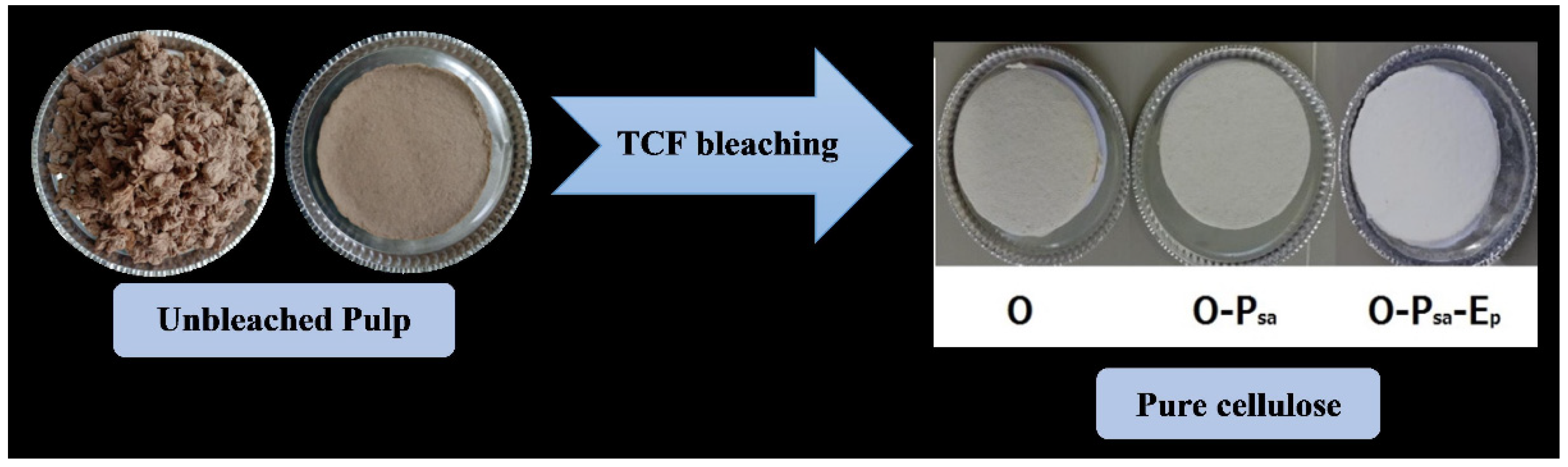
2.4. Application to Totally Chlorine-Free Bleaching
3. Materials and Methods
3.1. Materials
3.2. Methods
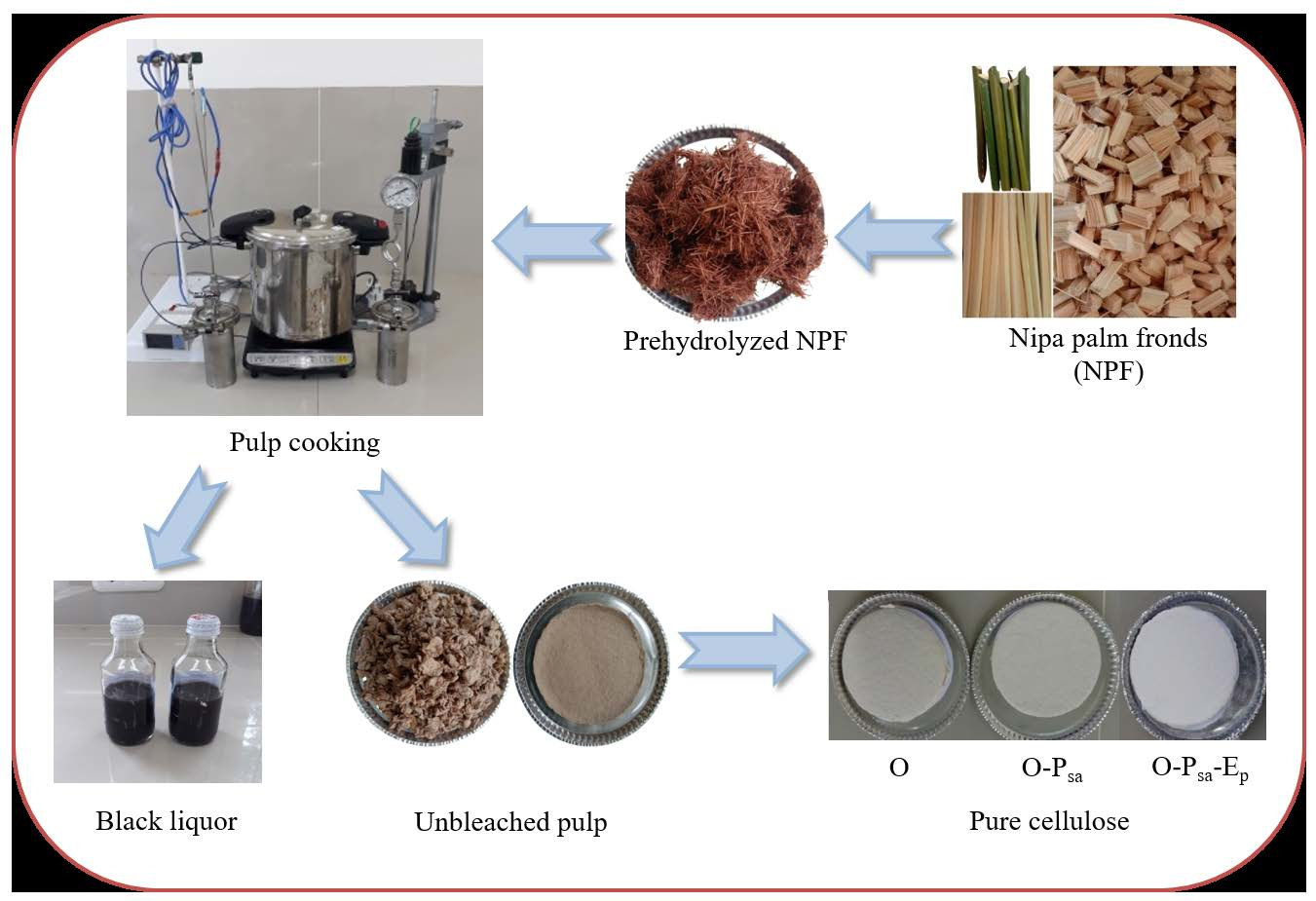
3.2.1. Prehydrolysis and Sulfur-Free Cooking
3.2.2. Totally Chlorine-Free Bleaching
3.2.3. Chemical Analysis of Materials and Pulp
3.2.4. Statistical Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A
- Measure the water content of the air-dried pulp sample.
- Measure the pulp sample with 10.0 g of oven-dried weight, and then tear it, and put them in a polyethylene plastic bag.
- Prepare 20 mL (or A: 10 mL for MgSO4·7H2O2 and B: 10 mL for NaOH) of distilled water for 30% of pulp consistency.
- Prepare the targeted NaOH and Mg dosage. Example 1.0% and 0.1% respectively.
- If the pulp sample was 10.0 g, then add 2.5 mL of 1 N (1 mol/L) NaOH (0.1 g of NaOH) into the distilled water.
- If the NaOH is 2N (2 mol/L), then add 1.25 ml.
- Make pulp into small, bulky and fluffy particles (diameter 5–10 mm).
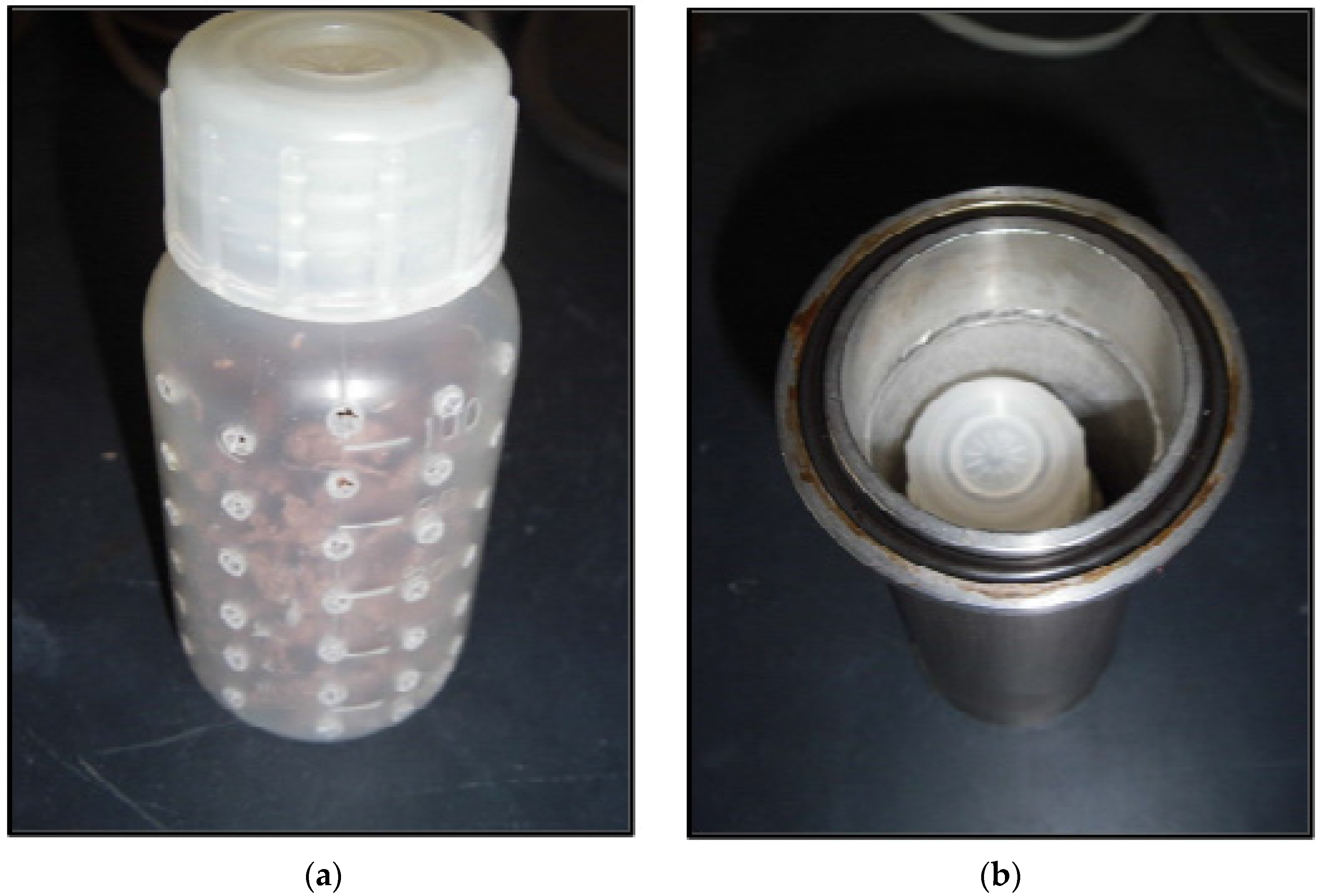
- Put pulp in a polypropylene plastic bottle and put it in a reactor (Figure A2).
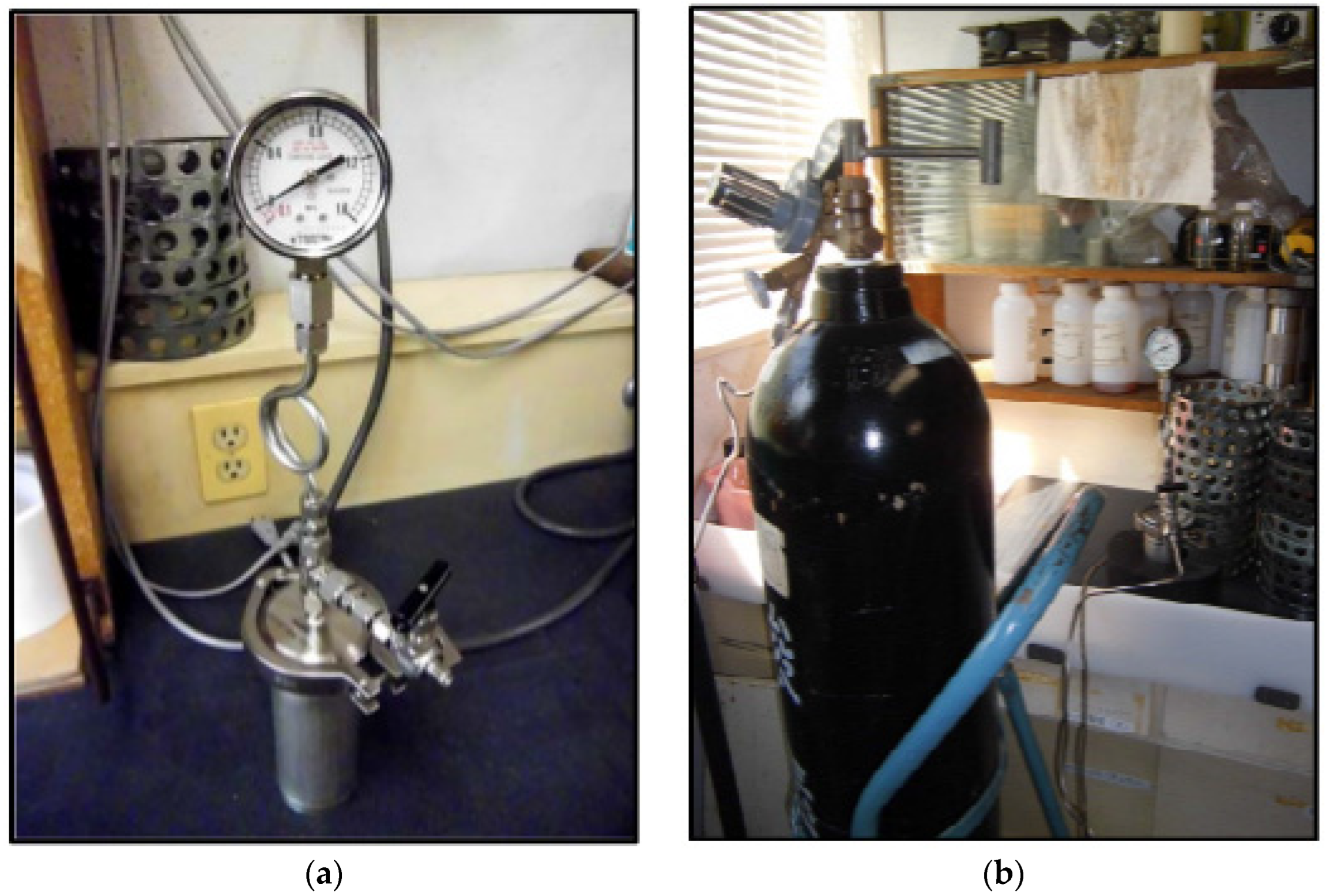
- Charge oxygen gas into the reactor under 0.35–0.50 MPa (3.5–5.0 bars) at room temperature for several minutes (Figure A3). Release the oxygen gas from the reactor, and repeat the charging twice for purging air inside sufficiently.
- Set the reactor in 123 °C oil bath.
- Count the reaction time from 91–115°C.
- Cool the reactor after 60 minutes in a water bath.
- Transfer the pulp into a jar of a disintegrator and wash the pulp with 1.5 L of water. Dewater the pulp suspension using a Büchner funnel.
- Wash the pulp twice more, and make 2 pieces of hand-sheets and air-dry them.



References
- Akpakpan, A.E.; Akpabio, U.D.; Obot, I.B. Evaluation of physicochemical properties and soda pulping of Nypa fruticans frond and petiole. Elixir Appl. Chem. 2012, 45, 7664–7668. [Google Scholar]
- CABI. Nypa fruticans . Available online: https://www.cabi.org/isc/datasheet/36772 (accessed on 3 July 2022).
- Harun, N.Y.; Saeed, A.A.H.; Vegnesh, A.; Ramachandran, L.A. Abundant nipa palm waste as bio-pellet fuel. Mater. Today. 2021, 42, 436–443. [Google Scholar]
- Cheablam, O.; Chanklap, B. Sustainable nipa palm (Nypa fruticans Wurmb.) product utilization in Thailand. Scientifica 2020, 2020, 1–10. [Google Scholar] [CrossRef]
- Tamunaidu, P.; Matsui, N.; Okimori, Y.; Saka, S. Nipa (Nypa fruticans) sap as a potential feedstock for ethanol production. Biomass Bioenergy 2013, 52, 96–102. [Google Scholar] [CrossRef]
- Kruse, K.; Frühwald, A. Properties of Nipa and Coconut Fibers and Production and Properties of Particle and MDF Boards Made from Nipa and Coconut; Bundesforschungsanstalt für Forst-und Holzwirtschaft Nr 04: Hamburg, Germany, 2011. [Google Scholar]
- Wankasi, D.; Horsfall, M.J.; Spiff, A.I. Desorption of Pb2+ and Cu2+ from nipa palm (Nypa fruticans wurmb) biomass. Afr. J. Biotechnol. 2005, 4, 923–927. [Google Scholar]
- Jahan, M.S.; Nasima, D.A.; Chowdhury, M.; Islam, K. Characterization and evaluation of golpata fronds as pulping raw materials. Bioresour. Technol. 2006, 97, 401–406. [Google Scholar] [CrossRef]
- Akpabio, U.D.; Effiong, I.E.; Akpakpan, A.E. Preparation of pulp and cellulose acetate from nypa palm leaves. Int. J. Environ. Bioenerg. 2012, 1, 179–194. [Google Scholar]
- Yusoff, N.A.; Yam, M.F.; Beh, H.K.; Razak, K.N.A.; Widyawati, T.; Mahmud, R.; Ahmad, M.; Asmawi, N.Z. Antidiabetic and antioxidant activities of Nypa fruticans Wurmb. vinegar sample from Malaysia. Asian Pac. J. Trop. Med. 2015, 8, 595–605. [Google Scholar] [CrossRef]
- Hakimien, A.K.; Alshareef, I.; Ho, W.K.; Soh, A.C. Potential of nypa palm as a complementary biomass crop to oil palm in Malaysia. Acta Hortic. 2016, 1128, 285–290. [Google Scholar] [CrossRef]
- Dewi, I.A.; Ihwah, A.; Wijana, S. Optimization on pulp delignification from nypa palm (Nypa fruticans) petioles fibre of chemical and microbiological methods. IOP Conf. Ser. Earth Environ. Sci. 2019, 187, 1–10. [Google Scholar] [CrossRef]
- Abd El-Sayed, E.S.; El-Sakhawy, M.; El-Sakhawy, M.A. Non-wood fbers as raw material for pulp and paper industry. Nordic Pulp Paper Res. J. 2020, 35, 215–230. [Google Scholar] [CrossRef]
- Hammett, A.L.; Youngs, R.L.; Sun, X.; Chandra, M. Non wood fiber as an alternative in China’s pulp and paper industry. Holzforschung 2001, 55, 219–224. [Google Scholar] [CrossRef]
- Liu, Z.; Wang, H.; Hui, L. Pulping and Papermaking of non-wood fibers, pulp and paper processing. In Pulp and Paper Processing; Kazi, S.N., Ed.; IntechOpen: London, UK, 2018; Available online: https://www.intechopen.com/chapters/62223 (accessed on 15 July 2022).
- Jahan, M.S.; Uddin, M.N.; Rahman, A.; Rahman, M.M.; Amin, M.N. Soda pulping of umbrella palm grass (cyperus flabettiformic). J. Bioresour. Bioprod. 2016, 1, 85–91. [Google Scholar]
- Tamunaidu, P.; Saka, S. Chemical characterization of various parts of nipa palm (Nypa fruticans). Ind. Crops Prod. 2011, 34, 1423–1428. [Google Scholar] [CrossRef]
- Sarkar, A.M.; Farzana, M.; Rahman, M.M.; Jin, Y.; Jahan, S. Future cellulose based industries in Bangladesh—A mini review. Cellul. Chem. Technol. 2021, 55, 443–459. [Google Scholar] [CrossRef]
- Sixta, H. Pre-Hydrolysis. In Handbook of Pulp; Sixta, H., Ed.; Wiley-VchVerlag Gmbh and Co. Kgaa: Weinheim, Germany, 2006; pp. 325–345. [Google Scholar]
- Shokri, S.; Hedjazi, S.; Lê, H.Q.; Abdulkhani, A.; Sixta, H. High-purity cellulose production from birch wood by γ-valerolactone/water fractionation and IONCELL-P process. Carbohydr. Polym. 2022, 288, 1–8. [Google Scholar] [CrossRef]
- Kumar, H.; Christopher, L.P. Recent trends and developments in dissolving pulp production and application. Cellulose 2017, 24, 2347–2365. [Google Scholar] [CrossRef]
- Rullifank, K.; Roefinal, M.E.; Konstanti, M.; Sartika, L.; Evelyn. Pulp and paper industry: An overview on pulping technologies, factors, and challenges. IOP Conf. Ser. Mater. Sci. Eng. 2020, 845, 1–9. [Google Scholar] [CrossRef]
- Hart, P.W.; Rudie, A.W. Anthraquinone a review of the rise and fall of a pulping catalyst. Tappi J. 2014, 13, 23–31. [Google Scholar] [CrossRef]
- Ohi, H. Function of anthraquinone as pulping additive and its possibilities. Jpn. Tappi J. 1994, 48, 531–544. [Google Scholar] [CrossRef]
- Anita, Y.; Utami, S.P.; Ohi, H.; Evelyn, E.; Nakagawa-Izumi, A. Mutagenicity of Tectona grandis wood extracts and their ability to improve carbohydrate yield for kraft cooking Eucalyptus wood. Molecules 2017, 26, 7171. [Google Scholar] [CrossRef] [PubMed]
- Salehi, K.; Kordsachia, O.; Patt, R. Comparison of MEA/AQ, soda and soda/AQ pulping of wheat and rye straw. Ind. Crops Prod. 2014, 52, 603–610. [Google Scholar] [CrossRef]
- Akgül, M.; Tozluolu, A. A comparison of soda and soda-AQ pulps from cotton stalks. Afr. J. Biotechnol. 2009, 8, 6127–6133. [Google Scholar]
- Shakhes, J.; Zeinaly, F.; Marandi, M.; Saghaf, T. The effect of processing variables on the soda and soda-AQ pulping of kenaf basf fiber. Bioresour. 2011, 6, 4626–4639. [Google Scholar]
- Utami, S.P.; Tanifuji, K.; Putra, A.S.; Nakagawa-Izumi, A.; Ohi, H.; Evelyn, E. Effects of soluble anthraquinone application on prehydrolysis soda cooking of Acacia crassicarpa wood. Jpn. TAPPI J. 2021, 75, 373–379. [Google Scholar] [CrossRef]
- Chem, M.; Tanifuji, K.; Utami, S.P.; Putra, A.S.; Ohi, H.; Nakagawa-Izumi, A. Development of dissolving pulp from Phyllostachys pubescens stem by prehydrolysis soda cooking with 2-methylanthraquinone. Ind. Crops Prod. 2022, 178, 1–9. [Google Scholar] [CrossRef]
- Salaghi, A.; Putra, A.S.; Rizaluddin, A.T.; Kajiyama, M.; Ohi, H. Totally chlorine-free bleaching of prehydrolysis soda pulp from plantation hardwoods consisting of various lignin structures. J. Wood Sci. 2019, 65, 1–12. [Google Scholar] [CrossRef]
- Maryana, R.; Nakagawa-Izumi, A.; Kajiyama, M.; Ohi, H. Environmentally friendly non-sulfur cooking and totally chlorine free bleaching for preparation of sugarcane bagasse cellulose. J. Fiber Sci. Technol. 2017, 73, 182–191. [Google Scholar] [CrossRef]
- Rizaluddin, A.T.; Liu, Q.; Panggabean, P.R.; Ohi, H.; Nakamata, K. Application of peroxymonosulfuric acid as a modification of the totally chlorine-free bleaching of acacia wood prehydrolysis-kraft pulp. J. Wood Sci. 2015, 61, 292–298. [Google Scholar] [CrossRef]
- Harsono, H.; Putra, A.S.; Maryana, R.; Rizaluddin, A.T.; H’ng, Y.Y.; Nakagawa-Izumi, A. Preparation of dissolving pulp from oil palm empty fruit bunch by prehydrolysis soda-anthraquinone cooking method. J. Wood Sci. 2015, 62, 65–73. [Google Scholar] [CrossRef]
- Mansouri, S.; Khiari, R.; Bendouissa, N.; Saadallah, S.; Mhenni, F.; Mauret, E. Chemical composition and pulp characterization of Tunisian vine stems. Ind. Crops Prod. 2012, 36, 22–27. [Google Scholar] [CrossRef]
- Ping, L.; Brosse, N.; Sannigrahi, P.; Ragauskas, A. Evaluation of grape stalks as a bioresource. Ind. Crops Prod. 2017, 33, 200–204. [Google Scholar] [CrossRef]
- Jahan, M.S.; Haris, F.; Rahman, M.M.; Samaddar, P.R.; Sutradhar, S. Potassium hydroxide pulping of rice straw in biorefinery initiatives. Bioresour. Technol. 2016, 219, 445–450. [Google Scholar] [CrossRef]
- Tutus, A.; Eroǧlu, H. A practical solution to the silica problem in straw pulping. Appita J. 2003, 56, 111–115. [Google Scholar]
- Rodríguez, A.; Moral, A.; Serrano, L.; Labidi, J.; Jiménez, L. Rice straw pulp obtained by using various methods. Bioresour. Technol. 2008, 99, 2881–2886. [Google Scholar] [CrossRef] [PubMed]
- Jimenez, L.; Angulo, V.; Ramos, E.; De la Torre, M.J.; Ferrer, J.L. Comparison of various pulping processes for producing pulp from vine shoots. Ind. Crops Prod. 2006, 23, 122–130. [Google Scholar] [CrossRef]
- Ates, S.; Deniz, I.; Kirci, H.; Atik, C.; Okan, O.T. Comparison of pulping and bleaching behaviors of some agricultural residues. Turkish J. Agric. For. 2015, 39, 144–153. [Google Scholar] [CrossRef]
- Andrade, M.F.; Colodette, J.L. Dissolving pulp production from sugar cane bagasse. Ind. Crops Prod. 2014, 52, 7664–7668. [Google Scholar] [CrossRef]
- Rahman, M.M.; Islam, T.; Nayeem, J.; Jahan, M. Variation of chemical and morphological properties of different parts of banana plant (Musa paradisica) and their effects on pulping. Intl. J. Lignocell. Prod. 2014, 1, 93–103. [Google Scholar]
- Jahan, M.S.; Rahman, M.; Rahman, M.M. Characterization and evaluation of okra fibre (Abelmoschus esculentus) as a pulping material. J. Sci. Technol. Forest Prod. Proc. 2012, 2, 12–17. [Google Scholar]
- Jahan, M.S.; Shamsuzzamana, M.; Rahman, M.M.; Moeiz, I.; Ni, Y. Effect of pre-extraction on soda-anthraquinone (AQ) pulping of rice straw. Ind. Crops Prod. 2012, 37, 164–169. [Google Scholar] [CrossRef]
- Sugesty, S.; Kardiansyah, T.; Hardiani, H. Bamboo as raw materials for dissolving pulp with environmental friendly technology for rayon fiber. Proc. Chem. 2015, 17, 194–199. [Google Scholar] [CrossRef]
- Wanrosli, W.D.; Zainuddin, Z.; Law, K.N.; Asro, R. Pulp from oil palm fronds by chemical processes. Ind. Crops Prod. 2007, 25, 89–94. [Google Scholar] [CrossRef]
- Khiari, R.; Mhenni, M.F.; Belgacem, M.N.; Mauret, E. Chemical composition and pulping of date palm rachis and Posidonia oceanica—A comparison with other wood and non-wood fibre sources. Bioresour. Technol. 2010, 101, 775–780. [Google Scholar] [CrossRef]
- Chen, C.; Duan, C.; Li, J.; Liu, Y.; Ma, X.; Zheng, L.; Stavik, J.; Ni, Y. Cellulose (dissolving pulp) manufacturing processes and properties: A mini-review. Bioresour. 2016, 11, 5553–5564. [Google Scholar] [CrossRef]
- Sharma, A.K.; Dutt, D.; Upadhyaya, J.S.; Roy, T.K. Anatomical, morphological, and chemical characterization of bambusa tulda, dendrocalamus hamiltoni, bambusa balcoa, malocana baccifera, bambusa arundinacea and eucalyptus tereticornis. Bioresour. 2011, 6, 5062–5073. [Google Scholar]
- Li, Z.; Zhai, H.; Zhang, Y.; Yu, L. Cell morphology and chemical characteristics of corn stover fractions. Ind. Crops Prod. 2012, 37, 130–136. [Google Scholar] [CrossRef]
- Sarkar, M.; Sutradhar, S.; Sarwar, A.G.; Uddin, M.N.; Chanda, S.C.; Jahan, M.S. Variation of chemical characteristics and pulpability of dhaincha (Sesbania bispinosa) on location. J. Bioresour. Bioprod. 2017, 2, 24–29. [Google Scholar]
- Kline, L.M.; Douglas, G.H.; Womac, A.R.; Labbé, N. Simple determination of lignin content in hard and softwood via UV-Spectrophotometric analysis of biomass dissolved in ionic liquids. BioResources 2010, 5, 1366–1383. [Google Scholar]
- Das, A.; Nakagawa-Izumi, A.; Ohi, H. Quality evaluation of dissolving pulp fabricated from banana plant stem and its potential for biorefinery. Carbohydr. Polym. 2016, 147, 133–138. [Google Scholar] [CrossRef]
- Jahan, M.S.; Mun, S.P. Effect of tree age on the soda anthraquinone pulping of Nalita wood (Trema orientalis). Korean J. Ind. Eng. Chem. 2004, 10, 766–771. [Google Scholar]
- Wanrosli, W.D.; Peng, L.C.; Zainuddin, Z.; Tanaka, R. Effects of prehydrolysis on the production of dissolving pulp from empty fruit bunches. J. Trop. For. Sci. 2004, 16, 343–349. [Google Scholar]
- Jahan, M.S.; Haque, M.; Arafat, K.M.Y.; Jin, Y.; Chen, H. Effect of prehydrolysis on pulping and bleaching of Acacia auriculiformis A. Cunn. ex Benth. Biomass Conv. Bioref. 2022, 12, 2369–2376. [Google Scholar] [CrossRef]
- Putra, A.S.; Nakagawa-Izumi, A.; Ohi, H. Biorefinery of oil palm empty fruit bunch by nitric acid prehydrolysis soda cooking. Production of furfural and dissolving pulp. Jpn. TAPPI J. 2018, 72, 641–649. [Google Scholar] [CrossRef]
- Blanco, A.; Monte, M.C.; Campano, C.; Balea, A.; Merayo, N.; Negro, C. Nanocellulose for industrial use. In Handbook of Nanomaterials for Industrial Applications; Hussain, C.M., Ed.; Elsevier: Amsterdam, The Netherlands, 2018. [Google Scholar]
- Barba, C.; Montané, D.; Rinaudo, M.; Farriol, X. Synthesis and characterization of carboxymethylcelluloses (CMC) from non-wood fibers I. Accessibility of cellulose fibers and CMC synthesis. Cellulose 2002, 9, 319–326. [Google Scholar] [CrossRef]
- Batalha, R.; Colodette, L.A.; Gomide, J.L.; Barbosa, J.L.; Maltha, L.C.A.; Borges, C.R.A.; Gomes, F.J. Dissolving pulp production from bamboo, Bioresour. 2012, 7, 640–651. Bioresour 2012, 7, 640–651. [Google Scholar]
- Tomani, P. The lignoboost process. Cellul. Chem. Technol. 2010, 44, 53–58. [Google Scholar]
- Kuwabara, E.; Koshitsuka, T.; Kajiyama, M.; Ohi, H. Impact of filtrate from bleached pulp treated with peroxymo-nosulfuric acid for effective removal of hexenuronic acid. Japan TAPPI J. 2011, 65, 97–101. [Google Scholar] [CrossRef]
- Tappi, T. Consistency (Concentration) of Pulp Suspensions; TAPPI Press: Atlanta, GA, USA, 1993. [Google Scholar]
- Tappi, T. Holocellulose in Wood; TAPPI Press: Atlanta, GA, USA, 2006. [Google Scholar]
- Tappi, T. Alpha-, Beta- and Gamma-cellulose in Pulp; TAPPI Press: Atlanta, GA, USA, 1999. [Google Scholar]
- Tappi, T. Pentosans in Wood and Pulp; TAPPI Press: Atlanta, GA, USA, 2010. [Google Scholar]
- Tappi, T. Acid-Insoluble Lignin in Wood and Pulp; TAPPI Press: Atlanta, GA, USA, 2006. [Google Scholar]
- Tappi, T. Solvent Extractives of Wood and Pulp; TAPPI Press: Atlanta, GA, USA, 2007. [Google Scholar]
- Tappi, T. Ash in Wood, Pulp, Paper, and Paperboard: Combustion at 525C; TAPPI Press: Atlanta, GA, USA, 2007. [Google Scholar]
- Tappi, T. Kappa Number of Pulp; TAPPI Press: Atlanta, GA, USA, 2006. [Google Scholar]
- Tappi, T. Acid Soluble Lignin in Wood and Pulp; TAPPI Press: Atlanta, GA, USA, 1991. [Google Scholar]
- Tappi, T. Brightness of Pulp, Paper, and Paperboard (Directional Reflectance at 457 nm); TAPPI Press: Atlanta, GA, USA, 2008. [Google Scholar]
- Tappi, T. Viscosity of Pulp (Capillary Viscometer Method); TAPPI Press: Atlanta, GA, USA, 2004. [Google Scholar]
- Shi, S.L.; He, F.W.; Zhang, Z.; Yang, R.N. Pulp and Paper Analysis and Testing; China Light Industry Press: Beijing, China, 2015; pp. 65–73. [Google Scholar]
- Hart, P.W.; Sharp, H.F. Statistical determination of the effects of enzymes on bleached pulp yield. TAPPI J. 2005, 4, 3–6. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Components (%) | This Study * | Tamunaidu and Saka (2011) [17] |
|---|---|---|
| Holocellulose | 61.3 ± 2.4 | 61.5 |
| α-Cellulose | 37.3 ± 2.1 | 35.1 |
| Pentosan | 24.0 ± 1.9 | 26.4 |
| Acid-insoluble lignin | 17.5 ± 0.7 | 17.8 |
| Acid-soluble lignin | 0.8 ± 0.5 | 1.9 |
| Ash | 16.5 ± 2.2 | 11.4–11.7 |
| Extractives | 1.5 ± 0.6 (Dichloromethane) | 1.9 (Acetone) |
| Active Alkali Dosage (%) | Screened Pulp Yield (%) | Brightness (% ISO) | Viscosity (cP) |
|---|---|---|---|
| 13 | 38.6 ± 0.7 | 29.6 ± 0.4 | 21.8 ± 0.4 |
| 17 | 37.5 ± 0.3 | 32.1 ± 0.6 | 22.7 ± 0.4 |
| 19 | 37.2 ± 0.4 | 34.2 ± 0.4 | 23.0 ± 0.3 |
| 20 | 36.5 ± 0.6 | 34.8 ± 0.5 | 22.1 ± 0.7 |
| 25 | 26.5 ± 0.4 | 35.1 ± 0.6 | 20.6 ± 0.5 |
| Components | α-Cellulose (%) | Pentosan (%) | Ash (%) |
|---|---|---|---|
| Materials | 37.3 ± 2.1 | 24.0 ± 1.9 | 16.5 ± 2.2 |
| Sulfur-free unbleached pulp | 84.1 ± 2.7 | 3.3 ± 1.2 | 1.0 ± 0.5 |
| Totally chlorine-free pulp | 94.8 ± 2.8 | 1.0 ± 0.4 | 0.2 ± 0.07 |
| Bleaching Stage | Conditions |
|---|---|
| O: Oxygen | O2 pressure: 0.5 MPa, NaOH dosage: 2.0%, 60 min, 115 °C, pulp consistency (PC): 30%. |
| Psa: Peroxymonosulfuric acid | H2SO5 dosage: 0.2%, 70 min, 70 °C, pH 3.0, PC: 10%. |
| Ep: Alkaline hydrogen peroxide | H2O2 dosage: 2.0%; NaOH dosage: 1.4%, 60 min, 70 °C, PC: 10%. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Evelyn; Sunarno; Andrio, D.; Aman, A.; Ohi, H. Nypa fruticans Frond Waste for Pure Cellulose Utilizing Sulphur-Free and Totally Chlorine-Free Processes. Molecules 2022, 27, 5662. https://doi.org/10.3390/molecules27175662
Evelyn, Sunarno, Andrio D, Aman A, Ohi H. Nypa fruticans Frond Waste for Pure Cellulose Utilizing Sulphur-Free and Totally Chlorine-Free Processes. Molecules. 2022; 27(17):5662. https://doi.org/10.3390/molecules27175662
Chicago/Turabian StyleEvelyn, Sunarno, David Andrio, Azka Aman, and Hiroshi Ohi. 2022. "Nypa fruticans Frond Waste for Pure Cellulose Utilizing Sulphur-Free and Totally Chlorine-Free Processes" Molecules 27, no. 17: 5662. https://doi.org/10.3390/molecules27175662
APA StyleEvelyn, Sunarno, Andrio, D., Aman, A., & Ohi, H. (2022). Nypa fruticans Frond Waste for Pure Cellulose Utilizing Sulphur-Free and Totally Chlorine-Free Processes. Molecules, 27(17), 5662. https://doi.org/10.3390/molecules27175662