

Cellulosic Ethanol Production Using Waste Wheat Stillage after Microwave-Assisted Hydrotropic Pretreatment





(This article belongs to the Section Green Chemistry)
Abstract
:1. Introduction
2. Results and Discussion
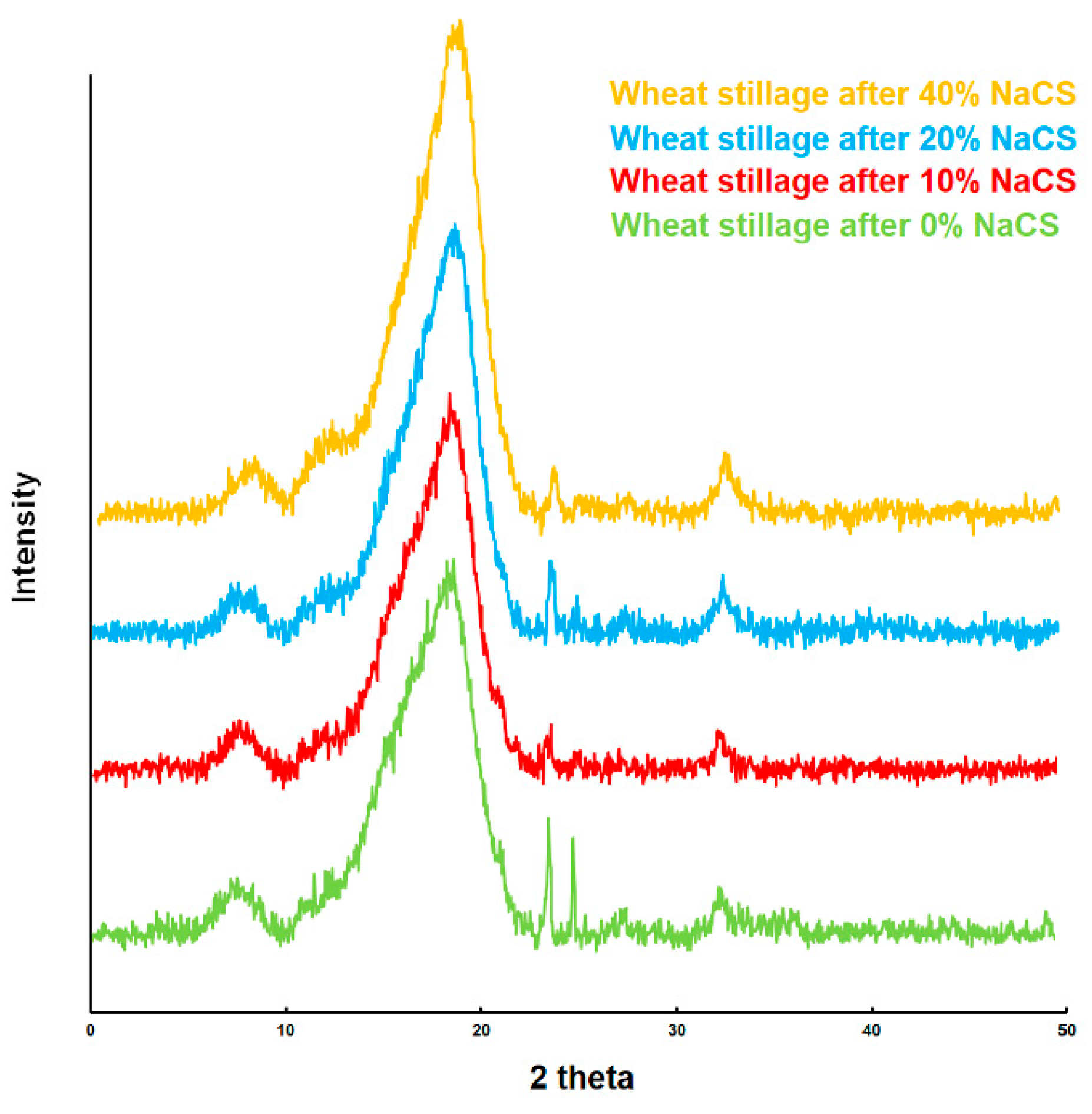
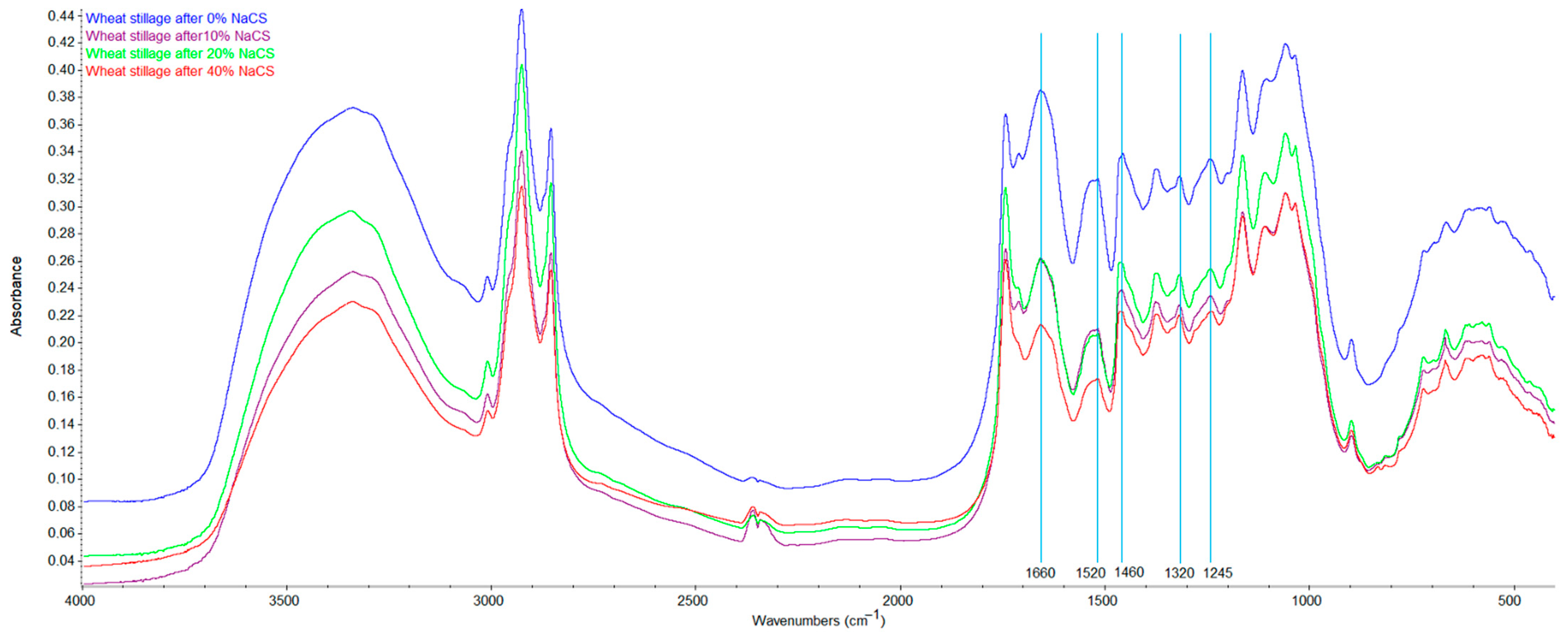
2.1. Influence of NaCS Concentration during Microwave Pretreatment on Biomass Composition and Its Usefulness in the Alcoholic Fermentation Process
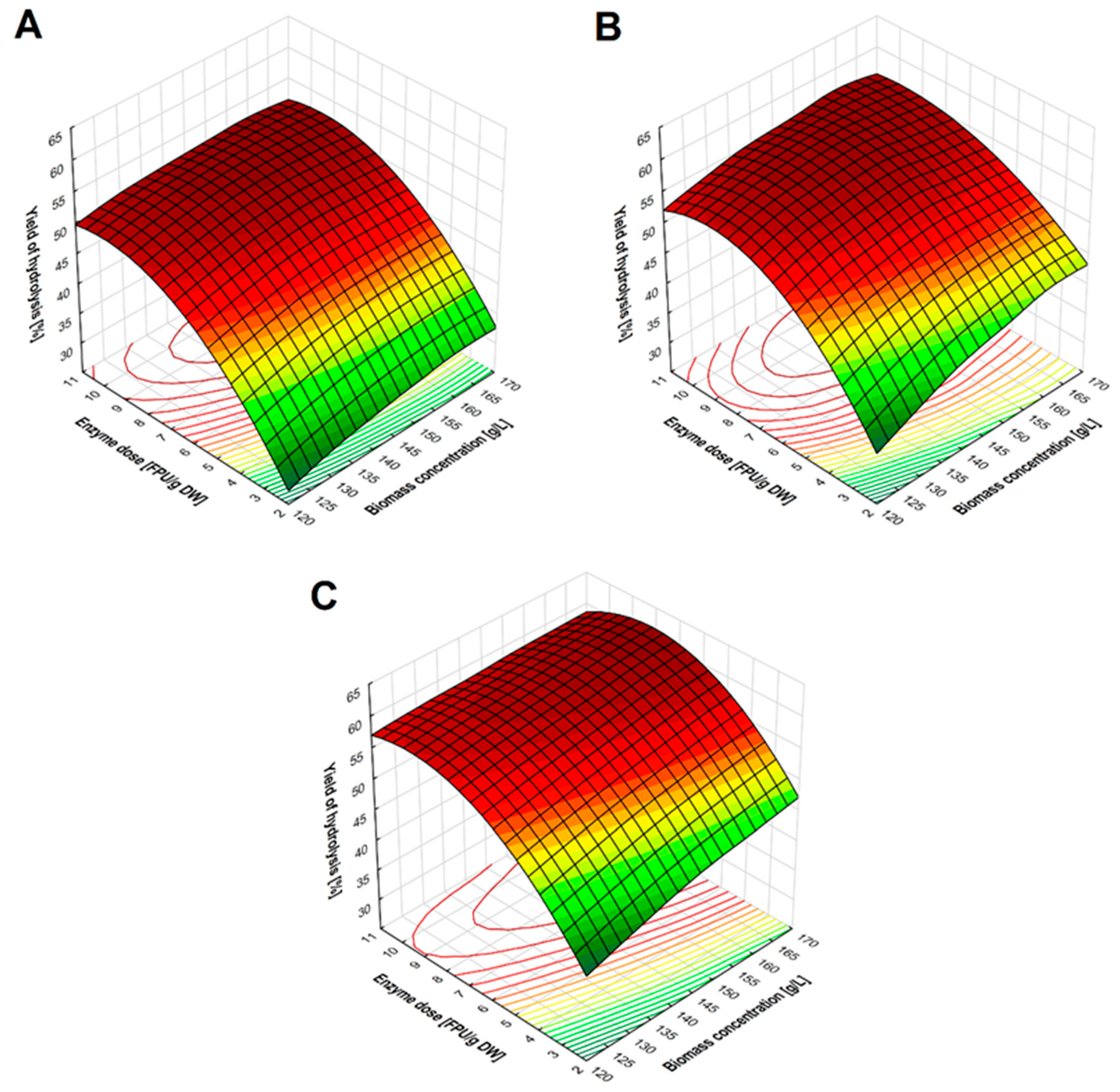
2.2. Selection of Cellulose Enzymatic Hydrolysis Parameters in the Biomass of Wheat Stillage after Microwave Treatment with 40% w/v NaCS
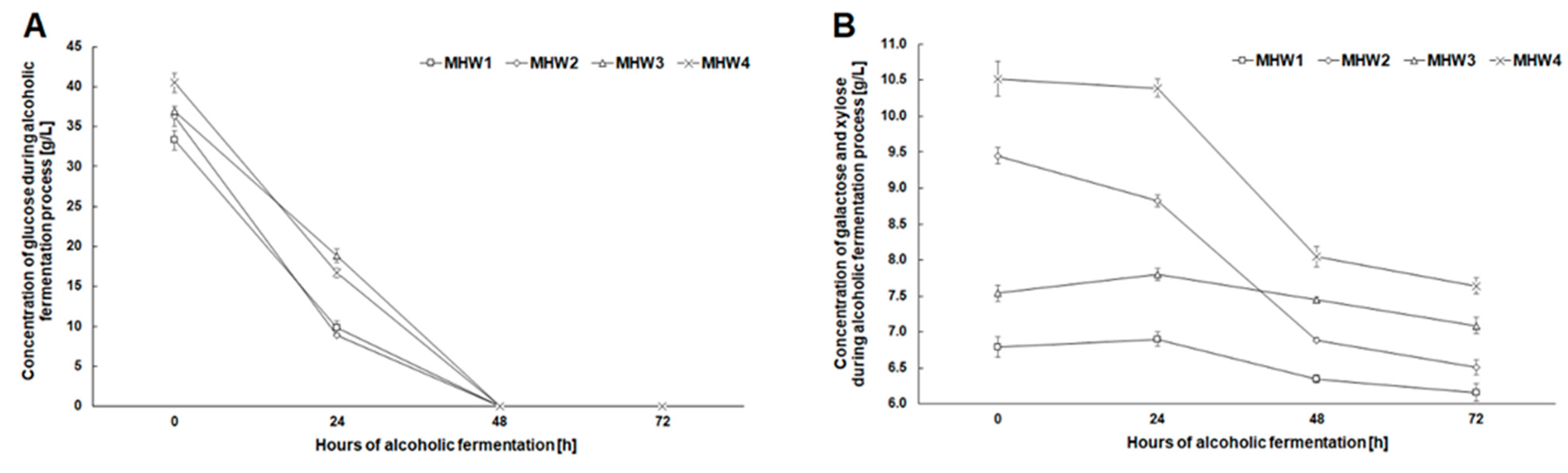
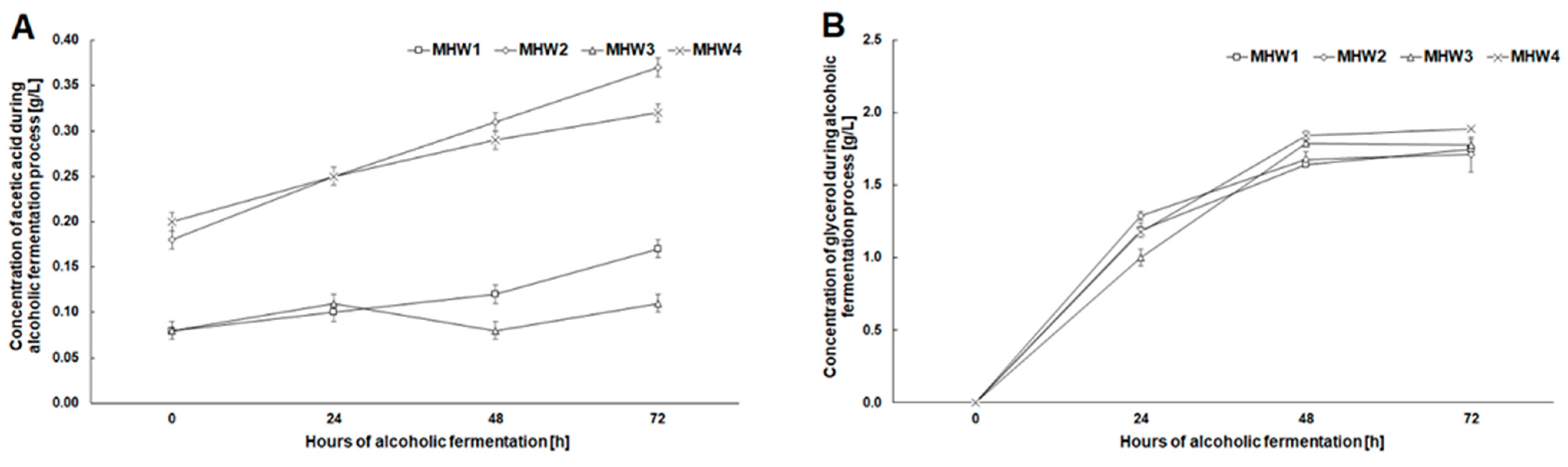
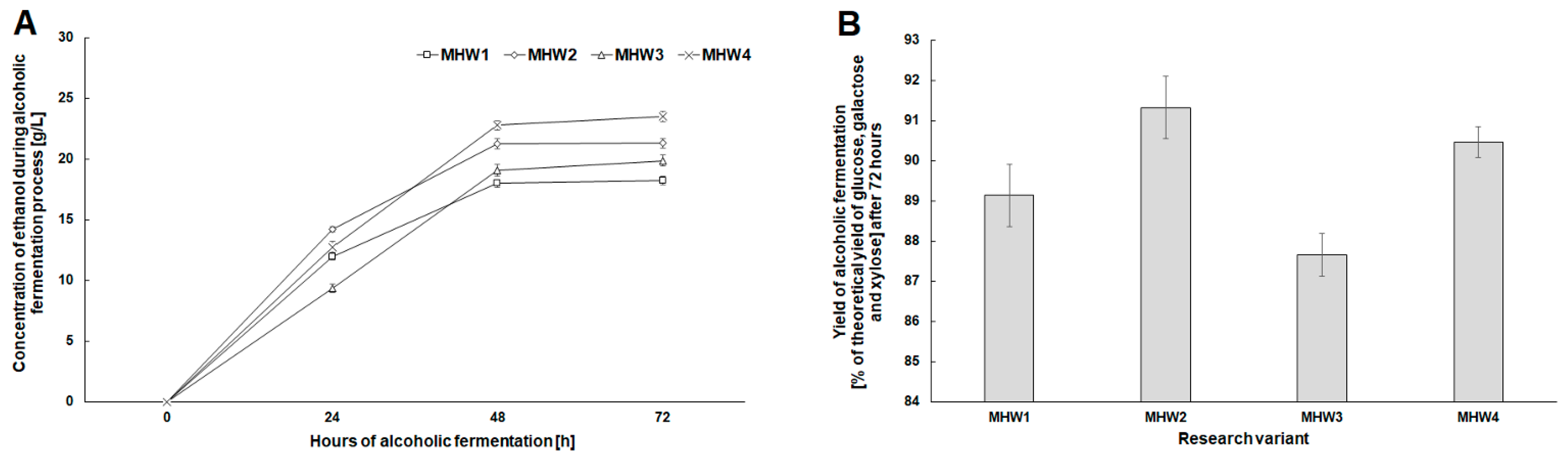
2.3. The Course of Alcoholic Fermentation of Media Prepared from Wheat Stillage after Microwave Pretreatment with NaCS
3. Materials and Methods
3.1. Materials
3.2. Enzymatic Preparations
3.3. Microorganisms
3.4. Research Stages
3.4.1. Assessment of the Effect of NaCS Concentration during the Microwave Pretreatment on the Biomass Composition of Wheat Stillage and the Course of the Fermentation Process
3.4.2. Selection of the Enzymatic Hydrolysis Parameters of Cellulose
3.4.3. Assessment of the Use of Wheat Stillage after Hydrotropic Microwave Treatment in the Production of Bioethanol
3.5. Analytical Methods
3.5.1. Analysis of Lignocellulosic Biomass Components
3.5.2. X-ray Diffraction (XRD) Analysis of Wheat Stillage Biomass
3.5.3. FTIR Analysis of Wheat Stillage Biomass
3.5.4. Analysis of Carbohydrates, Acetic Acid, Glycerol and Ethanol in Fermentation Media
3.5.5. Determination of 5-HMF, Furfural and Phenolic Compounds in Fermentation Media
3.6. Statistical Methods
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Naik, S.N.; Goud, V.V.; Rout, P.K.; Dalai, A.K. Production of first and second generation biofuels: A comprehensive review. Renew. Sustain. Energy Rev. 2010, 14, 578–597. [Google Scholar] [CrossRef]
- Baruah, J.; Nath, B.K.; Sharma, R.; Kumar, S. Recent trends in the pretreatment of lignocellulosic biomass for value-added products. Front. Energy Res. 2018, 6, 141. [Google Scholar] [CrossRef]
- Rezania, S.; Oryani, B.; Cho, J.; Talaiekhozani, A.; Sabbagh, F.; Hashemi, B.; Rupani, P.F.; Mohammadi, A.A. Different pretreatment technologies of lignocellulosic biomass for bioethanol production: An overview. Energy 2020, 199, 117457. [Google Scholar] [CrossRef]
- Bhagwat, P.; Amobonye, A.; Singh, S.; Pillai, S. Deep eutectic solvents in the pretreatment of feedstock for efficient fractionation of polysaccharides: Current status and future prospects. Biomass Convers. Biorefinery 2021, 12, 171–195. [Google Scholar] [CrossRef]
- Devendra, L.P.; Pandey, A. Hydrotropic pretreatment on rice straw for bioethanol production. Renew. Energy 2016, 98, 2–8. [Google Scholar] [CrossRef]
- Ferreira, J.A.; Taherzadeh, M.J. Improving the economy of lignocellulose-based biorefineries with organosolv pretreatment. Bioresour. Technol. 2020, 299, 122695. [Google Scholar] [CrossRef] [PubMed]
- Mikulski, D.; Kłosowski, G. Hydrotropic pretreatment of distillery stillage for efficient cellulosic ethanol production. Bioresour. Technol. 2020, 300, 122661. [Google Scholar] [CrossRef] [PubMed]
- Smuga-Kogut, M.; Walendzik, B.; Szymanowska-Powałowska, D.; Kobus-Cisowska, J.; Wojdalski, J.; Wieczorek, M.; Cielecka-Piontek, J. Comparison of bioethanol preparation from triticale straw using the ionic liquid and sulfate methods. Energies 2019, 12, 1155. [Google Scholar] [CrossRef]
- Devendra, L.P.; Kumar, K.M.; Pandey, A. Evaluation of hydrotropic pretreatment on lignocellulosic biomass. Bioresour. Technol. 2016, 213, 350–358. [Google Scholar] [CrossRef] [PubMed]
- Mou, H.; Wu, S. Comparison of organosolv and hydrotropic pretreatments of eucalyptus for enhancing enzymatic saccharification. Bioresour. Technol. 2016, 220, 637–640. [Google Scholar] [CrossRef] [PubMed]
- Olsson, J.; Novy, V.; Nielsen, F.; Wallberg, O.; Galbe, M. Sequential fractionation of the lignocellulosic components in hardwood based on steam explosion and hydrotropic extraction. Biotechnol. Biofuels 2019, 12, 1. [Google Scholar] [CrossRef] [PubMed]
- Dawid, M.; Grzegorz, K. Microwave-assisted hydrotropic pretreatment as a new and highly efficient way to cellulosic ethanol production from maize distillery stillage. Appl. Microbiol. Biotechnol. 2021, 105, 3381–3392. [Google Scholar] [CrossRef] [PubMed]
- Dong, M.; Wu, C.; Chen, L.; Zhou, X.; Yang, W.; Xiao, H.; Ji, X.; Dai, H.; Hu, C.; Bian, H. Benzenesulfonic acid-based hydrotropic system for achieving lignocellulose separation and utilization under mild conditions. Bioresour. Technol. 2021, 337, 125379. [Google Scholar] [CrossRef]
- Bundhoo, Z.M.A. Microwave-assisted conversion of biomass and waste materials to biofuels. Renew. Sustain. Energy Rev. 2018, 82, 1149–1177. [Google Scholar] [CrossRef]
- Balaraman, H.B.; Rathnasamy, S.K. Kinetics and optimization of microwave-assisted lignin fractionation with Protic low transition temperature mixture of Sesamum indicum straw for enhanced bioethanol production. J. Mol. Liq. 2020, 303, 112660. [Google Scholar] [CrossRef]
- Alexander, R.A.; Innasimuthu, G.M.; Rajaram, S.K.; Jeganathan, P.M.; Somasundarar, S.C. Process optimization of microwave-assisted alkali pretreatment for enhanced delignification of Prosopis juliflora biomass. Environ. Prog. Sustain. 2018, 39, 13289. [Google Scholar] [CrossRef]
- Ma, C.-Y.; Xu, L.-H.; Sun, Q.; Shen, X.-J.; Wen, J.-L.; Yuan, T.-Q. Tailored one-pot ligno-cellulose fractionation to maximize biorefinery toward controllable producing lignin nanoparticles and facilitating enzymatic hydrolysis. Chem. Eng. J. 2022, 450, 138315. [Google Scholar] [CrossRef]
- Zhu, Z.; Liu, Y.; Gómez, L.D.; Wei, T.; Yang, X.; Simister, R.; McQueen-Mason, S.J.; Macquarrie, D.J. Thermochemical pretreatments of maize stem for sugar recovery: Comparative evaluation of microwave and conventional heating. Ind. Crop. Prod. 2021, 160, 113106. [Google Scholar] [CrossRef]
- Kłosowski, G.; Mikulski, D. Impact of lignocellulose pretreatment by-products on S. cerevisiae strain Ethanol Red metabolism during aerobic and anaerobic growth. Molecules 2021, 26, 806. [Google Scholar] [CrossRef]
- Jonsson, L.J.; Alriksson, B.; Nilvebrant, N.O. Bioconversion of lignocellulose: Inhibitors and detoxification. Biotechnol. Biofuels 2013, 6, 16. [Google Scholar] [CrossRef] [Green Version]
- Budarin, V.L.; Clark, J.H.; Lanigan, B.A.; Shuttleworth, P.; Macquarrie, D.J. Microwave assisted decomposition of cellulose: A new thermochemical route. Bioresour. Technol. 2010, 101, 3776–3779. [Google Scholar] [CrossRef] [PubMed]
- Dávila, I.; Remón, J.; Gullón, P.; Labidi, J.; Budarin, V. Production and characterization of lignin and cellulose fractions obtained from pretreated vine shoots by microwave assisted alkali treatment. Bioresour. Technol. 2019, 289, 121726. [Google Scholar] [CrossRef] [PubMed]
- Davis, L.; Jeon, Y.-J.; Svenson, C.; Rogers, P.; Pearce, J.; Peiris, P. Evaluation of wheat stillage for ethanol production by recombinant Zymomonas mobilis. Biomass Bioenergy 2005, 29, 49–59. [Google Scholar] [CrossRef]
- Chen, L.; Zhou, X.; Shi, Y.; Gao, B.; Wu, J.; Kirk, T.B.; Xu, J.; Xue, W. Green synthesis of lignin nanoparticle in aqueous hydrotropic solution toward broadening the window for its processing and application. Chem. Eng. J. 2018, 346, 217–225. [Google Scholar] [CrossRef]
- Monteil-Rivera, F.; Huang, G.H.; Paquet, L.; Deschamps, S.; Beaulieu, C.; Hawari, J. Microwave-assisted extraction of lignin from triticale straw: Optimization and microwave effects. Bioresour. Technol. 2012, 104, 775–782. [Google Scholar] [CrossRef]
- Ponnusamy, V.K.; Nguyen, D.D.; Dharmaraja, J.; Shobana, S.; Banu, J.R.; Saratale, R.G.; Chang, S.W.; Kumar, G. A review on lignin structure, pretreatments, fermentation reactions and biorefinery potential. Bioresour. Technol. 2019, 271, 462–472. [Google Scholar] [CrossRef]
- Ansari, K.B.; Gaikar, V.G. Green hydrotropic extraction technology for delignification of sugarcane bagasse by using alkybenzene sulfonates as hydrotropes. Chem. Eng. Sci. 2014, 115, 157–166. [Google Scholar] [CrossRef]
- Qi, G.; Xiong, L.; Li, H.; Huang, Q.; Luo, M.; Tian, L.; Chen, X.; Huang, C.; Chen, X. Hydrotropic pretreatment on wheat straw for efficient biobutanol production. Biomass Bioenergy 2019, 122, 76–83. [Google Scholar] [CrossRef]
- Ren, H.; Sun, W.; Wang, Z.; Fu, S.; Zheng, Y.; Song, B.; Li, Z.; Peng, Z. Enhancing the enzymatic saccharification of grain stillage by combining microwave-assisted hydrothermal irradiation and fungal pretreatment. ACS Omega 2020, 5, 12603–12614. [Google Scholar] [CrossRef]
- Belen Diaz, A.; de Souza Moretti, M.M.; Bezerra-Bussoli, C.; da Costa Carreira Nunes, C.; Blandino, A.; da Silva, R.; Gomes, E. Evaluation of microwave-assisted pretreatment of lignocellulosic biomass immersed in alkaline glycerol for fermentable sugars production. Bioresour. Technol. 2015, 185, 316–323. [Google Scholar] [CrossRef]
- Chang, K.L.; Chen, X.M.; Wang, X.Q.; Han, Y.J.; Potprommanee, L.; Liu, J.Y.; Liao, Y.L.; Ning, X.; Sun, S.Y.; Huang, Q. Impact of surfactant type for ionic liquid pretreatment on enhancing delignification of rice straw. Bioresour. Technol. 2017, 227, 388–392. [Google Scholar] [CrossRef]
- Perez-Pimienta, J.A.; Lopez-Ortega, M.G.; Varanasi, P.; Stavila, V.; Cheng, G.; Singh, S.; Simmons, B.A. Comparison of the impact of ionic liquid pretreatment on recalcitrance of agave bagasse and switchgrass. Bioresour. Technol. 2013, 127, 18–24. [Google Scholar] [CrossRef]
- Chang, K.L.; Han, Y.J.; Wang, X.Q.; Chen, X.M.; Leu, S.Y.; Liu, J.Y.; Peng, Y.P.; Liao, Y.L.; Potprommanee, L. The effect of surfactant-assisted ultrasound-ionic liquid pretreatment on the structure and fermentable sugar production of a water hyacinth. Bioresour. Technol. 2017, 237, 27–30. [Google Scholar] [CrossRef] [PubMed]
- Ziaei-Rad, Z.; Fooladi, J.; Pazouki, M.; Gummadi, S.N. Lignocellulosic biomass pre-treatment using low-cost ionic liquid for bioethanol production: An economically viable method for wheat straw fractionation. Biomass Bioenergy 2021, 151, 106140. [Google Scholar] [CrossRef]
- Ríos-González, L.J.; Medina-Morales, M.M.; Rodríguez-De la Garza, J.A.; Romero-Galarza, A.; Dávila Medina, D.; Morales-Martínez, T.K. Comparison of dilute acid pretreatment of agave assisted by microwave versus ultrasound to enhance enzymatic hydrolysis. Bioresour. Technol. 2021, 319, 124099. [Google Scholar] [CrossRef] [PubMed]
- Kruer-Zerhusen, N.; Cantero-Tubilla, B.; Wilson, D.B. Characterization of cellulose crystallinity after enzymatic treatment using Fourier transform infrared spectroscopy (FTIR). Cellulose 2018, 25, 37–48. [Google Scholar] [CrossRef]
- Li, C.; Knierim, B.; Manisseri, C.; Arora, R.; Scheller, H.V.; Auer, M.; Vogel, K.P.; Simmons, B.A.; Singh, S. Comparison of dilute acid and ionic liquid pretreatment of switchgrass: Biomass recalcitrance, delignification and enzymatic saccharification. Bioresour. Technol. 2010, 101, 4900–4906. [Google Scholar] [CrossRef]
- Ninomiya, K.; Kamide, K.; Takahashi, K.; Shimizu, N. Enhanced enzymatic saccharification of kenaf powder after ultrasonic pretreatment in ionic liquids at room temperature. Chem. Eng. J. 2012, 103, 259–265. [Google Scholar] [CrossRef]
- Karthyani, S.; Pandey, A.; Devendra, L.P. Delignification of cotton stalks using sodium cumene sulfonate for bioethanol production. Biofuels 2020, 11, 431–440. [Google Scholar] [CrossRef]
- Du, J.; Liang, J.; Gao, X.; Liu, G.; Qu, Y. Optimization of an artificial cellulase cocktail for high-solids enzymatic hydrolysis of cellulosic materials with different pretreatment methods. Bioresour. Technol. 2020, 295, 122272. [Google Scholar] [CrossRef]
- Jiang, X.; Zhai, R.; Jin, M. Increased mixing intensity is not necessary for more efficient cellulose hydrolysis at high solid loading. Bioresour. Technol. 2021, 329, 124911. [Google Scholar] [CrossRef] [PubMed]
- Nair, R.B.; Kalif, M.; Ferreira, J.A.; Taherzadeh, M.J.; Lennartsson, P.R. Mild-temperature dilute acid pretreatment for integration of first and second generation ethanol processes. Bioresource Technol. 2017, 245, 145–151. [Google Scholar] [CrossRef] [PubMed]
- Alfenore, S.; Molina-Jouve, C.; Guillouet, S.E.; Uribelarrea, J.-L.; Goma, G.; Benbadis, L. Improving ethanol production and viability of Saccharomyces cerevisiae by a vitamin feeding strategy during fed-batch process. Appl. Microbiol. Biotechnol. 2002, 60, 67–72. [Google Scholar]
- Rana, V.; Rana, D.; Ahring, B.K. Process modelling of enzymatic hydrolysis of wet-exploded corn stover. Bioenergy Res. 2014, 7, 450–459. [Google Scholar] [CrossRef]
- Dziekońska-Kubczak, U.; Berłowska, J.; Dziugan, P.; Patelski, P.; Pielech-Przybylska, K.; Balcerek, M. Nitric acid pretreatment of Jerusalem artichoke stalks for enzymatic saccharification and bioethanol production. Energies 2018, 11, 2153. [Google Scholar] [CrossRef]
- Mikulski, D.; Kłosowski, G. Integration of first- and second-generation bioethanol production from beet molasses and distillery stillage after dilute sulfuric acid pretreatment. Bioenergy Res. 2022, 15, 454–465. [Google Scholar] [CrossRef]
- Liu, Q.; He, W.-Q.; Aguedo, M.; Xia, X.; Bai, W.-B.; Dong, Y.-Y.; Song, J.-Q.; Richel, A.; Goffin, D. Microwave-assisted alkali hydrolysis for cellulose isolation from wheat straw: Influence of reaction conditions and non-thermal effects of microwave. Carbohyd. Polym. 2021, 253, 117170. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Research Variant | Biomass Extractives [%] | Biomass Composition [% DW] | Crystallinity Index [%] | ||
|---|---|---|---|---|---|
| Cellulose | Hemicellulose | Lignin | |||
| Wheat stillage after microwave-assisted pretreatment in 0% NaCS | 48.57 ±1.15 a | 27.01 ± 1.26 a (NA) | 8.05 ± 0.13 a (NA) | 36.99 ± 0.13 a (NA) | 70.15 |
| Wheat stillage after microwave-assisted pretreatment in 10% NaCS | 60.79 ±0.63 b | 31.97 ± 0.70 b (+18%) | 3.13 ± 1.10 b (−61%) | 34.47 ± 0.10 b (−7%) | 75.44 |
| Wheat stillage after microwave-assisted pretreatment in 20% NaCS | 64.76 ±1.02 c | 36.51 ± 0.55 c (+35%) | 2.46 ± 0.23 b (−69%) | 29.72 ± 0.75 c (−20%) | 78.38 |
| Wheat stillage after microwave-assisted pretreatment in 40% NaCS | 71.15 ±0.80 d | 42.91 ± 0.10 d (+59%) | 1.70 ± 0.40 b (−79%) | 26.95 ± 0.40 d (−27%) | 78.80 |
| Substrate for Fermentation Medium Preparation | Concentration [g/L] of the Fermentation Medium Components during Subsequent Hours of the Fermentation Process | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0 h | 24 h | 48 h | ||||||||||
| Glucose | Galactose + Xylose | Glycerol | Ethanol | Glucose | Galactose + Xylose | Glycerol | Ethanol | Glucose | Galactose + Xylose | Glycerol | Ethanol | |
| Wheat stillage after microwave-assisted 0% NaCS pretreatment | 16.27 a ±0.18 | 4.06 a ±0.03 | nd | nd | 0.00 a ±0.00 | 3.21 a ±0.04 | 0.87 a ±0.03 | 7.80 a ±0.11 | 0.00 a ±0.00 | 3.03 a ±0.08 | 0.86 a ±0.02 | 7.67 a ±0.08 |
| Wheat stillage after microwave-assisted 10% NaCS pretreatment | 19.43 b ±0.22 | 3.07 b ±0.04 | nd | nd | 0.00 a ±0.00 | 2.34 b ±0.04 | 1.08 bc ±0.01 | 9.29 b ±0.11 | 0.00 a ±0.00 | 2.17 b ±0.01 | 1.09 b ±0.01 | 9.26 b ±0.14 |
| Wheat stillage after microwave-assisted 20% NaCS pretreatment | 20.79 c ±0.27 | 3.68 c ±0.07 | nd | nd | 0.00 a ±0.00 | 3.05 a ±0.04 | 1.12 b ±0.01 | 10.13 c ±0.16 | 0.00 a ±0.00 | 2.86 c ±0.04 | 1.13 b ±0.01 | 10.12 c ±0.12 |
| Wheat stillage after microwave-assisted 40% NaCS pretreatment | 24.40 d ±0.14 | 4.54 d ±0.04 | nd | nd | 3.26 b ±0.09 | 4.42 c ±0.03 | 1.03 c ±0.01 | 10.33 c ±0.10 | 0.00 a ±0.00 | 4.03 d ±0.02 | 1.14 b ±0.01 | 11.82 d ±0.18 |
| Research Variant | Biomass Concentration of Wheat Stillage after Microwave-Assisted Pretreatment in 40% NaCS in Fermentation Medium [g/L] | Solvent | pH | Enzyme Preparations |
|---|---|---|---|---|
| MHW1 | 143 | water | 5.5 | Cellic® CTec2; 5 FPU/g DW |
| MHW2 | 143 | Cellic® CTec2; 5 FPU/g DW Viscozyme® L; 10 FBG/g DW | ||
| MHW3 | 167 | Cellic® CTec2; 5 FPU/g DW | ||
| MHW4 | 167 | Cellic® CTec2; 5 FPU/g DW Viscozyme® L; 10 FBG/g DW |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kłosowski, G.; Mikulski, D.; Bhagwat, P.; Pillai, S. Cellulosic Ethanol Production Using Waste Wheat Stillage after Microwave-Assisted Hydrotropic Pretreatment. Molecules 2022, 27, 6097. https://doi.org/10.3390/molecules27186097
Kłosowski G, Mikulski D, Bhagwat P, Pillai S. Cellulosic Ethanol Production Using Waste Wheat Stillage after Microwave-Assisted Hydrotropic Pretreatment. Molecules. 2022; 27(18):6097. https://doi.org/10.3390/molecules27186097
Chicago/Turabian StyleKłosowski, Grzegorz, Dawid Mikulski, Prashant Bhagwat, and Santhosh Pillai. 2022. "Cellulosic Ethanol Production Using Waste Wheat Stillage after Microwave-Assisted Hydrotropic Pretreatment" Molecules 27, no. 18: 6097. https://doi.org/10.3390/molecules27186097
APA StyleKłosowski, G., Mikulski, D., Bhagwat, P., & Pillai, S. (2022). Cellulosic Ethanol Production Using Waste Wheat Stillage after Microwave-Assisted Hydrotropic Pretreatment. Molecules, 27(18), 6097. https://doi.org/10.3390/molecules27186097