
Simulation of Organic Liquid Product Deoxygenation through Multistage Countercurrent Absorber/Stripping Using CO2 as Solvent with Aspen-HYSYS: Process Modeling and Simulation

 , ,
, ,
Abstract
:1. Introduction
2. Methodology
2.1. Simulation Methodology
2.2. Simulation Methodology and Procedures
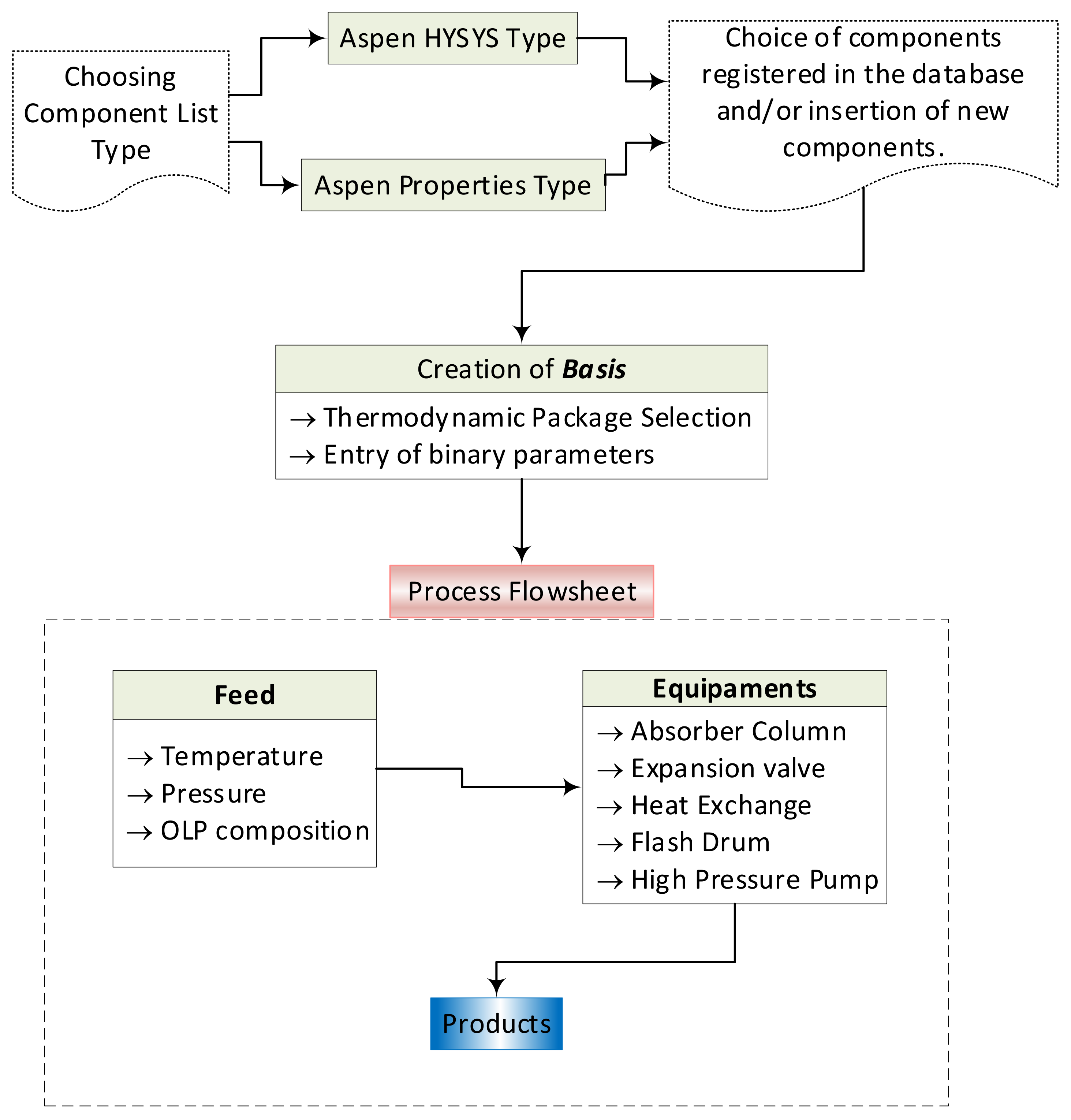
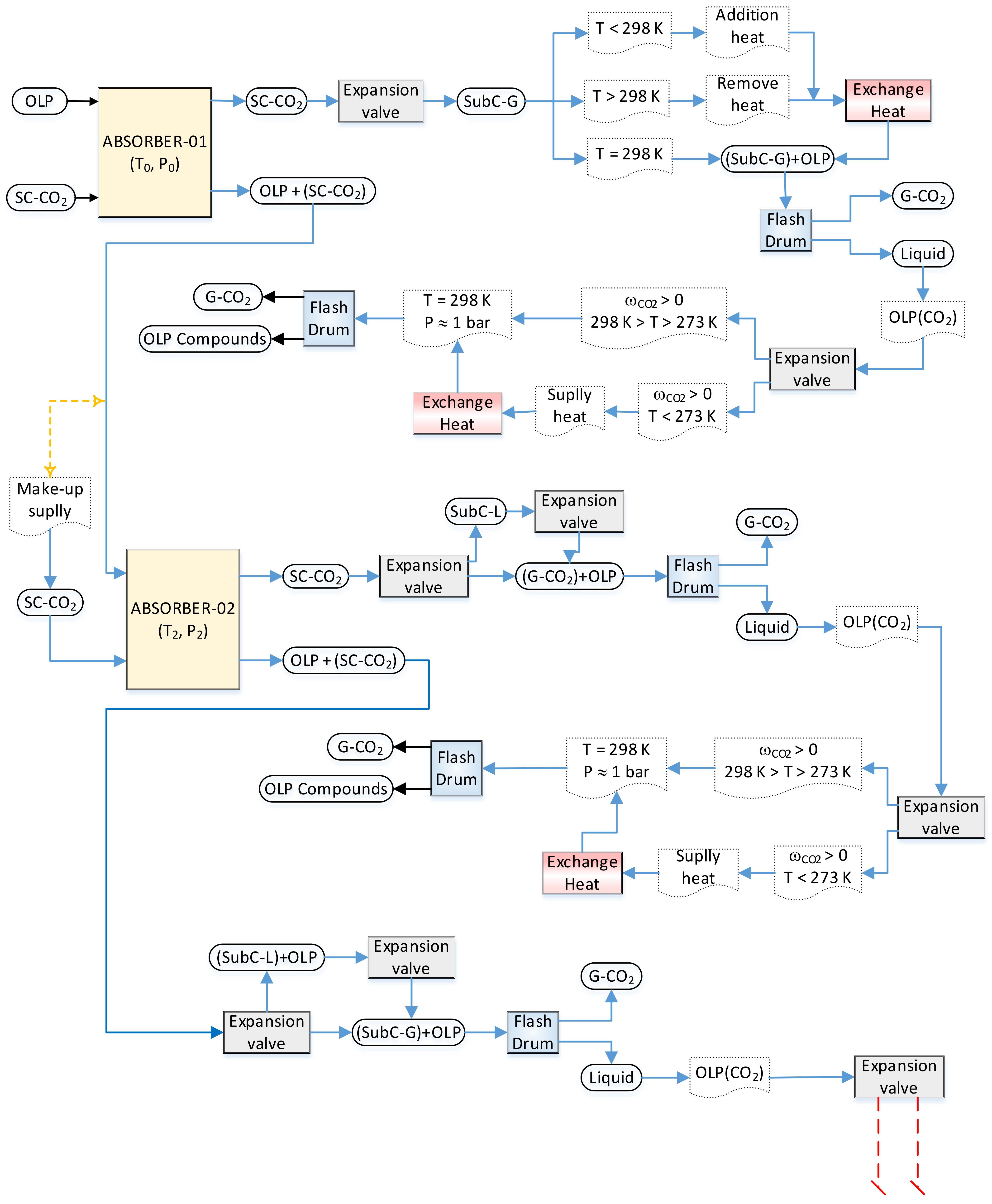
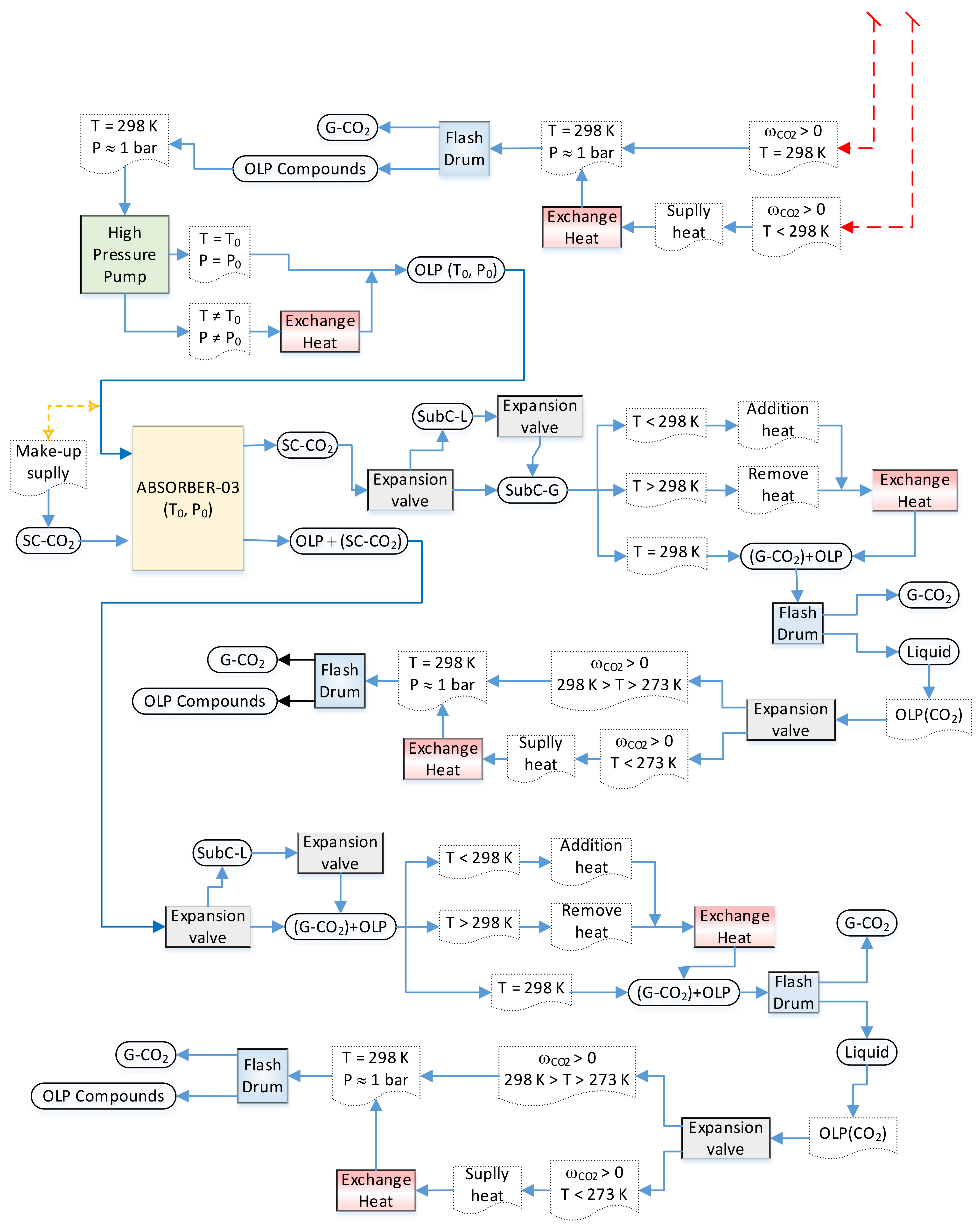
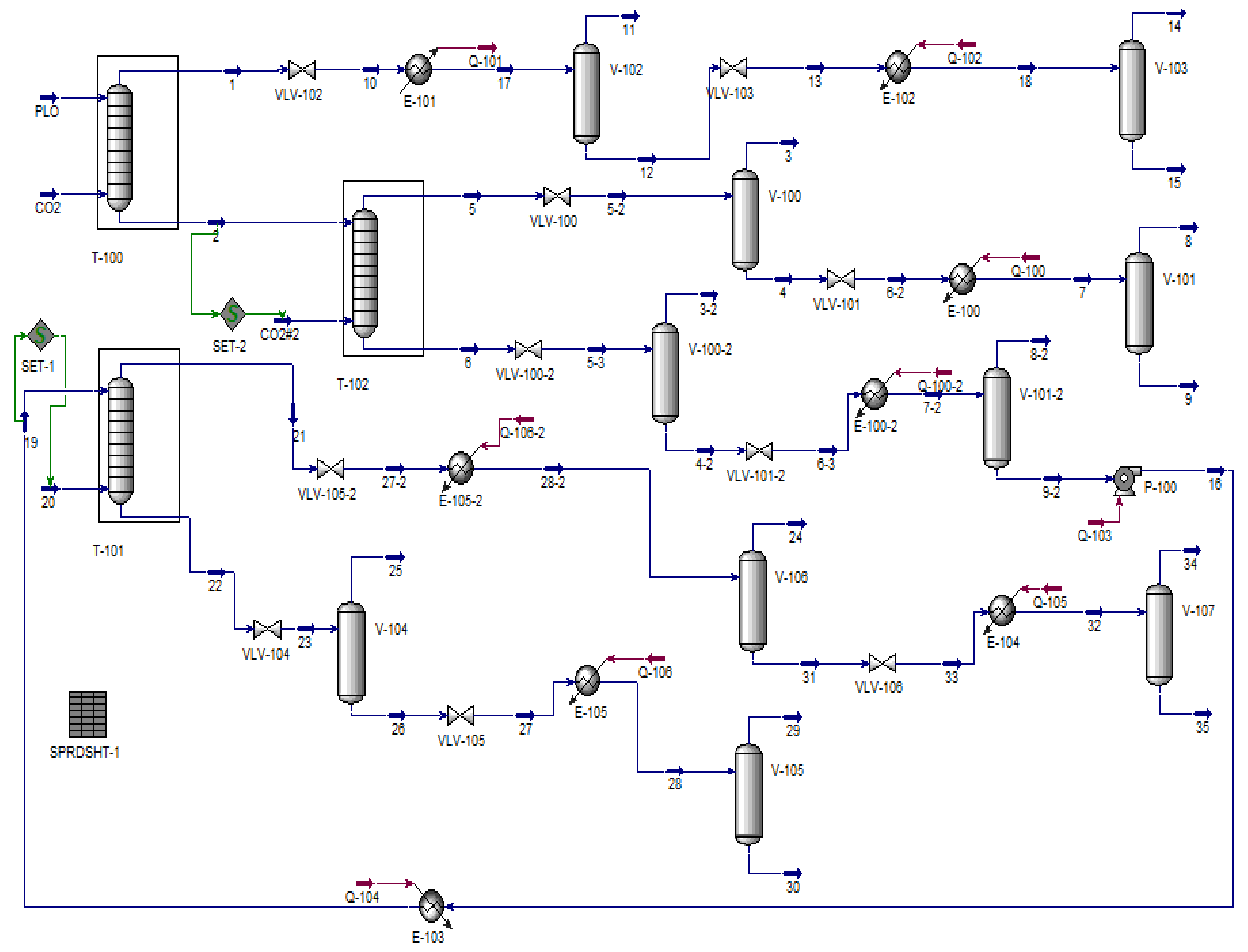
2.3. Simulation Process Flowsheet Strategy
3. Results and Discussions
3.1. Process Simulation
Process Flowsheet
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Sample Availability
References
- Junming, X.; Jianchun, J.; Yunjuan, S.; Jie, C. Production of hydrocarbon fuels from pyrolysis of soybean oils using a basic catalyst. Bioresour. Technol. 2010, 101, 9803–9806. [Google Scholar]
- Taufiqurrahmi, N.; Bhatia, S. Catalytic cracking of edible and non-edible oils for the production of biofuels. Energy Environ. Sci. 2011, 4, 1087–1112. [Google Scholar] [CrossRef]
- Buzetzki, E.; Sidorová, K.; Cvengrošová, Z.; Cvengroš, J. Effects of oil type on products obtained by cracking of oils and fats. Fuel Process. Technol. 2011, 92, 2041–2047. [Google Scholar] [CrossRef]
- Buzetzki, E.; Sidorová, K.; Cvengrošová, Z.; Kaszonyi, A.; Cvengroš, J. The influence of zeolite catalysts on the products of rapeseed oil cracking. Fuel Process. Technol. 2011, 92, 1623–1631. [Google Scholar] [CrossRef]
- Yu, F.; Gao, L.; Wang, W.; Zhang, G.; Ji, J. Bio-fuel production from the catalytic pyrolysis of soybean oil over Me-Al-MCM-41 (Me = La, Ni or Fe) mesoporous materials. J. Anal. Appl. Pyrolysis 2013, 104, 325–329. [Google Scholar] [CrossRef]
- Doronin, V.P.; Potapenko, O.V.; Lipin, P.V.; Sorokina, T.P. Catalytic cracking of vegetable oils and vacuum gas oil. Fuel 2013, 106, 757–765. [Google Scholar] [CrossRef]
- Mota, S.A.P.; Mancio, A.A.; Lhamas, D.E.L.; de Abreu, D.H.; da Silva, M.S.; Santos, W.G.d.; de Castro, D.A.R.; de Oliveira, R.M.; Araújo, M.E.; Borges, L.E.P.; et al. Production of green diesel by thermal catalytic cracking of crude palm oil (Elaeis guineensis Jacq) in a pilot plant. J. Anal. Appl. Pyrolysis 2014, 110, 1–11. [Google Scholar] [CrossRef]
- Mâncio, A.A.; da Costa, K.M.B.; Ferreira, C.C.; Santos, M.C.; Lhamas, D.E.L.; da Mota, S.A.P.; Leão, R.A.C.; de Souza, R.O.M.A.; Araújo, M.E.; Borges, L.E.P.; et al. Process analysis of physicochemical properties and chemical composition of organic liquid products obtained by thermochemical conversion of palm oil. J. Anal. Appl. Pyrolysis 2017, 123, 284–295. [Google Scholar] [CrossRef]
- Mancio, A.A.; da Costa, K.M.B.; Ferreira, C.C.; Santos, M.C.; Lhamas, D.E.L.; da Mota, S.A.P.; Leão, R.A.C.; de Souza, R.O.M.A.; Araújo, M.E.; Borges, L.E.P.; et al. Thermal catalytic cracking of crude palm oil at pilot scale: Effect of the percentage of Na2CO3 on the quality of biofuels. Ind. Crops Prod. 2016, 91, 32–43. [Google Scholar] [CrossRef]
- Li, L.; Quan, K.; Xu, J.; Liu, F.; Liu, S.; Yu, S.; Xie, C.; Zhang, B.; Ge, X. Liquid Hydrocarbon Fuels from Catalytic Cracking of Waste Cooking Oils Using Basic Mesoporous Molecular Sieves K2O/Ba-MCM-41 as Catalysts. ACS Sustain. Chem. Eng. 2013, 1, 1412–1416. [Google Scholar] [CrossRef]
- Chang, W.H.; Tye, C.T. Catalytic Cracking of Used Palm Oil Using Composite Zeolite. Malays. J. Anal. Sci. 2013, 17, 176–184. [Google Scholar]
- Weber, B.; Stadlbauer, E.A.; Eichenauer, S.; Frank, A.; Steffens, D.; Elmar, S.; Gerhard, S. Characterization of Alkanes and Olefins from Thermo-Chemical Conversion of Animal Fat. J. Biobased Mater. Bioenergy 2014, 8, 526–537. [Google Scholar] [CrossRef]
- Eichenauer, S.; Weber, B.; Stadlbauer, E.A. Thermochemical Processing of Animal Fat and Meat and Bone Meal to Hydrocarbons based Fuels. In Proceedings of the ASME 2015, 9th International Conference on Energy Sustainability, San Diego, CA, USA, 28 June–2 July 2015. Paper No. ES2015-49197, V001T02A001. [Google Scholar] [CrossRef]
- Weber, B.; Stadlbauer, E.A.; Stengl, S.; Hossain, M.; Frank, A.; Steffens, D.; Schlich, E.; Schilling, G. Production of hydrocarbons from fatty acids and animal fat in the presence of water and sodium carbonate. Reactor performance and fuel properties. Fuel 2012, 94, 262–269. [Google Scholar] [CrossRef]
- Wang, S.; Guo, Z.; Cai, Q.; Guo, L. Catalytic conversion of carboxylic acids in bio-oil for liquid hydrocarbons production. Biomass Bioenergy 2012, 45, 138–143. [Google Scholar] [CrossRef]
- Bielansky, P.; Weinert, A.; Schönberger, C.; Reichhold, A. Gasoline and gaseous hydrocarbons from fatty acids via catalytic cracking. Biomass Convers. Biorefin. 2012, 2, 53–61. [Google Scholar] [CrossRef]
- Santos, M.C.; Lourenço, R.M.; de Abreu, D.H.; Pereira, A.M.; de Castro, D.A.R.; Pereira, M.S.; Almeida, H.S.; Mãncio, A.A.; Lhamas, D.E.L.; da Mota, S.A.P.; et al. Gasoline-like hydrocarbons by catalytic cracking of soap phase residue of neutralization process of palm oil (Elaeis guineensis Jacq). J. Taiwan Inst. Chem. Eng. 2016, 71, 106–119. [Google Scholar] [CrossRef]
- da Silva Almeida, H.; Correa, O.A.; Eid, J.G.; Ribeiro, H.J.; de Castro, D.A.R.; Pereira, M.S.; Pereira, L.M.; de Andrade Mancio, A.; Santos, M.C.; da Silva Souza, J.A.; et al. Production of Biofuels by Thermal Catalytic Cracking of Scum from Grease Traps in Pilot Scale. J. Anal. Appl. Pyrolysis 2016, 118, 20–33. [Google Scholar] [CrossRef]
- da Silva Almeida, H.; Corrêa, O.A.; Eid, J.G.; Ribeiro, H.J.; de Castro, D.A.R.; Pereira, M.S.; Pereira, L.M.; de Andrade Mâncio, A.; Santos, M.C.; da Mota, S.A.P.; et al. Performance of thermochemical conversion of fat, oils, and grease into kerosene-like hydrocarbons in different production scales. J. Anal. Appl. Pyrolysis 2016, 120, 126–143. [Google Scholar] [CrossRef]
- da Silva Almeida, H.; Corrêa, O.A.; Ferreira, C.C.; Ribeiro, H.J.; de Castro, D.A.R.; Pereira, M.S.; de Andrade Mâncio, A.; Santos, M.C.; da Mota, S.A.P.; da Silva Souza, J.A.; et al. Diesel-like hydrocarbon fuels by catalytic cracking of fats, oils, and grease (FOG) from grease traps. J. Energy Inst. 2016, 90, 337–354. [Google Scholar] [CrossRef]
- Gómez, J.M.; Romero, M.D.; Callejo, V. Heterogeneus basic catalysis for upgrading of biofuels. Catal. Today 2013, 218–219, 143–147. [Google Scholar] [CrossRef]
- Yan, S.; Dimaggio, C.; Wang, H.; Mohan, S.; Kim, M.; Yang, L.; Salley, S.O.; Ng, K.Y.S. Catalytic Conversion of Triglycerides to Liquid Biofuels Through Transesterification, Cracking, and Hydrotreatment Processes. Curr. Catal. 2012, 1, 41–51. [Google Scholar] [CrossRef]
- Pankaj, K.K.; Desavath, V.N.; Deependra, T.; Raghuvir, S.; Mukesh, K.P.; Konathala, L.N.S.K.; Sharma, Y.K. Pyrolysis of Jatropha Curcas seed cake followed by optimization of liquid–liquid extraction procedure for the obtained bio-oil. J. Anal. Appl. Pyrolysis 2016, 118, 202–224. [Google Scholar]
- Mâncio, A.D.A. Production, Fractionation and De-Acidification of Biofuels Obtained by Thermal Catalytic Cracking of Vegetable Oils. Ph.D. Thesis; Universidade Federal do Pará: Belém, Brazil, April 2015. Available online: http://proderna.propesp.ufpa.br/ARQUIVOS/teses/Andreia.pdf (accessed on 20 December 2021).
- Ferreira, C.C.; Costa, E.C.; de Castro, D.A.R.; Pereira, M.S.; Mânio, A.A.; Santos, M.C.; Lhamas, D.E.L.; Mota, S.A.P.; Leão, A.C.; Duoisin, S.J.; et al. Deacidification of organic liquid products by fractional distillation in laboratory and pilot scales. J. Anal. Appl. Pyrolysis 2017, 127, 468–489. [Google Scholar] [CrossRef]
- Mâncio, A.A.; Mota, S.A.P.; Ferreira, C.C.; Carvalho, T.U.S.; Neto, O.; Zamian, J.R.; Araújo, M.E.; Borges, L.E.P.; Machado, N.T. Separation and characterization of biofuels in the jet fuel and diesel fuel ranges by fractional distillation of organic liquid products. Fuel 2018, 215, 212–225. [Google Scholar] [CrossRef]
- Guo, X.; Wang, S.; Guo, Z.; Liu, Q.; Luo, Z.; Cen, K. Pyrolysis characteristics of bio-oil fractions separated by molecular distillation. Appl. Energy 2010, 87, 2892–2898. [Google Scholar] [CrossRef]
- Guo, Z.; Wang, S.; Gu, Y.; Xu, G.; Li, X.; Luo, Z. Separation characteristics of biomass pyrolysis oil in molecular distillation. Sep. Purif. Technol. 2010, 76, 52–57. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, S.; Leng, F.; Chen, J.; Zhu, L.; Luo, Z. Separation and characterization of pyrolytic lignins from the heavy fraction of bio-oil by molecular distillation. Sep. Purif. Technol. 2015, 152, 123–132. [Google Scholar] [CrossRef]
- Christensen, E.D.; Chupka, G.M.; Luecke, J.; Smurthwaite, T.; Alleman, T.L.; Iisa, K.; Franz, J.A.; Elliott, D.C.; McCormick, R.L. Analysis of Oxygenated Compounds in Hydrotreated Biomass Fast Pyrolysis Oil Distillate Fractions. Energy Fuels 2011, 25, 5462–5471. [Google Scholar] [CrossRef]
- Zheng, J.-L.; Wie, Q. Improving the quality of fast pyrolysis bio-oil by reduced pressure distillation. Biomass Bioenergy 2011, 35, 1804–1810. [Google Scholar] [CrossRef]
- Zhang, X.-S.; Yang, G.-X.; Jiang, H.; Liu, W.-J.; Ding, H.-S. Mass production of chemicals from biomass-derived oil by directly atmospheric distillation coupled with co-pyrolysis. Sci. Rep. 2013, 3, 1120. [Google Scholar] [CrossRef] [Green Version]
- Elkasabi, Y.; Mullen, C.A.; Boateng, A.A. Distillation and Isolation of Commodity Chemicals from Bio-Oil Made by Tail-Gas Reactive Pyrolysis. Sustain. Chem. Eng. 2014, 2, 2042–2052. [Google Scholar] [CrossRef]
- Wang, S.; Wang, Y.; Cai, Q.; Wang, X.; Jin, H.; Luo, Z. Multi-step separation of monophenols and pyrolytic lignins from the water-insoluble phase of bio-oil. Sep. Purif. Technol. 2014, 122, 248–255. [Google Scholar] [CrossRef]
- Machado, N.T. Fractionation of PFAD-Compounds in Countercurrent Columns Using Supercritical Carbon Dioxide as Solvent. Ph.D. Thesis, TU-Hamburg, Harburg, Germany, 1998. [Google Scholar]
- Brunner, G. Industrial Process Development Countercurrent Multistage Gas Extraction (SFE) Processes. J. Supercrit. Fluids 1998, 13, 283–301. [Google Scholar] [CrossRef]
- Brunner, G. Counter-current separations. J. Supercrit. Fluids 2009, 47, 574–582. [Google Scholar] [CrossRef]
- Danielski, L.; Brunner, G.; Schwanke, C.; Zetzl, C.; Hense, H.; Donoso, J.P.M. Deterpenation of mandarin (Citrus reticulata) peel by means of countercurrent multistage extraction adsorption/de sorption with supercritical CO2. J. Supercrit. Fluids 2008, 44, 315–324. [Google Scholar] [CrossRef]
- Yasumoto, S.; Quitain, A.T.; Sasaki, M.; Iwai, H.; Tanaka, M.; Hoshino, M. Supercritical CO2-mediated countercurrent separation of essential oil and seed oil. J. Supercrit. Fluids 2015, 104, 104–111. [Google Scholar] [CrossRef]
- Cervo, E.G.; Kulkarni, S.U.; Thies, M.C. Isolating polycyclic aromatic hydrocarbon (PAH) oligomers via continuous, two-column supercritical extraction. J. Supercrit. Fluids 2012, 66, 120–128. [Google Scholar] [CrossRef]
- Fornari, T.; Vázquez, L.; Torres, C.F.; Ibáñez, E.; Señoráns, F.J.; Reglero, G. Countercurrent supercritical fluid extraction of different lipid-type materials: Experimental and thermodynamic modeling. J. Supercrit. Fluids 2008, 45, 206–212. [Google Scholar] [CrossRef]
- Vásquez, L.; Benavides-Hurtado, A.M.; Reglero, G.; Fornari, T.; Ibánez, E.; Senorans, F.J. Deacidification of Olive Oil by Countercurrent Supercritical Carbon Dioxide Extraction: Experimental and Thermodynamic Modeling. J. Food Eng. 2009, 90, 463–470. [Google Scholar] [CrossRef]
- Machado, N.T.; Brunner, G. Separation of Saturated and Unsaturated Fatty Acids from Palm Fatty Acids Distillates in Continuous Multistage Countercurrent Colums with Supercritical Carbon Dioxide as Solvent: A Process Design Methodology. Ciênc. Tecnol. Aliment. 1997, 17, 361–370. [Google Scholar] [CrossRef]
- Brunner, G.; Machado, N.T. Process design methodology for fractionation of fatty acids from palm fatty acid distillates in countercurrent packed columns with supercritical CO2. J. Supercrit. Fluids 2012, 66, 96–110. [Google Scholar] [CrossRef]
- Vásquez, L.; Torres, C.F.; Fornari, T.; Senôrans, F.J.; Reglero, G. Recovery of Squalene from Vegetable Oil Sources Using Countercurrent Supercritical Carbon Dioxide Extraction. J. Supercrit. Fluids 2007, 40, 59–66. [Google Scholar] [CrossRef]
- Bejarano, A.; del Valle, J.M. Countercurrent fractionation of aqueous apple aroma constituents using supercritical carbon dioxide. J. Supercrit. Fluids 2017, 120, 266–274. [Google Scholar] [CrossRef]
- Fernandes, J.; Ruivo, R.; Simões, P. Dynamic model of a supercritical fluid extraction plant. AIChE J. 2007, 53, 752–763. [Google Scholar] [CrossRef]
- Fernandes, J.; Mota, J.P.B.; Simões, P. Non-isothermal dynamic model of a supercritical fluid extraction packed column. J. Supercrit. Fluids 2007, 41, 20–30. [Google Scholar] [CrossRef]
- Bejarano, A.; Simões, P.C.; del Valle, J.M. Fractionation technologies for liquid mixtures using dense carbon dioxide. J. Supercrit. Fluids 2016, 107, 321–348. [Google Scholar] [CrossRef]
- Moricet, M. Simulierung von Gasextraktion in Bodenkolonnen am Beispiel der Abtrennung von Monoglycerid aus Einen Ölsäureglyceridgemisch Sowie der Freien Fettsäure aus Palmöl. Ph.D. Thesis, Universität Erlagen, Nürnberg, Germany, 1982. [Google Scholar]
- Simoes, P.C.; Brunner, G. Multicomponent phase equilibria of an extra-virgin olive oil in supercritical carbon dioxide. J. Supercrit. Fluids 1996, 9, 75–81. [Google Scholar] [CrossRef]
- Mendes, M.F.; Uller, A.M.C.; Pessoa, F.L.P. Simulation and Thermodynamic Modeling of The Extraction of Tocopherol from a Synthetic Mixture of Tocopherol, Squalene and CO2. Braz. J. Chem. Eng. 2000, 17, 761–770. [Google Scholar] [CrossRef]
- Mendes, M.F.; Pellegrini, F.L.P.; Uller, A.M.C. Study of the Phase Equilibrium between carbon dioxide and the deodorizer distillate of the soybean oil. Chem. Eng. Trans. 2002, 2, 351–356. [Google Scholar]
- Benvenuti, F.; Gironi, F.; Lamberti, L. Supercritical Deterpenation of Lemon Essential Oil, Experimental Data and Simulation of Semicontinuous Extraction Process. J. Supercrit. Fluids 2001, 20, 29–44. [Google Scholar] [CrossRef]
- De Moraes, E.B.; Alvarez, M.E.T.; Maciel, M.R.W.; Filho, R.M. Simulation and optimization of a supercritical extraction process for recovering provitamin A. Appl. Biochem. Biotechnol. 2006, 132, 1041–1050. [Google Scholar]
- Fernandes, J.B.; Lisboa, P.F.; Mota, J.P.B.; Simões, P.C. Modelling and simulation of a complete supercritical fluid extraction plant with countercurrent fractionation column. Sep. Sci. Technol. 2011, 46, 2088–2098. [Google Scholar] [CrossRef]
- Pieck, C.A.; Crampon, C.; Charton, F.; Badens, E. Multi-scale experimental study and modeling of the supercritical fractionation process. J. Supercrit. Fluids 2015, 105, 158–169. [Google Scholar] [CrossRef]
- Da Silva, H.V. Modelagem e Simulação do Fracionamento de Correntes Liquidas de Produtos Naturais em Colunas em Contracorrente Usando Dióxido de Carbono Supercrítico. Master’s Thesis; Universidade Federal do Pará: Belém-Pará, Brazil, 2011. Available online: http://ppgeq.propesp.ufpa.br/ARQUIVOS/dissertacoes/Hermann%20da%20Silva%20Vargens.pdf (accessed on 20 December 2021).
- Costa, E.C.; Ferreira, C.C.; dos Santos, A.L.B.; da Silva Vargens, H.; Menezes, E.G.O.; Cunha, V.M.B.; da Silva, M.P.; Mâncio, A.A.; Machado, N.T.; Araújo, M.E. Process simulation of organic liquid products fractionation in countercurrent multistage columns using CO2 as solvent with Aspen-HYSYS. J. Supercrit. Fluids 2018, 140, 101–115. [Google Scholar] [CrossRef]
- Costa, E.C.; de Silva, W.; Menezes, E.G.O.; da Silva, M.P.; Cunha, V.M.B.; de Andrade Mâncio, A.; Santos, M.C.; da Mota, S.A.P.; Araújo, M.E.; Machado, N.T. Simulation of Organic Liquid Products Deoxygenation by Multistage Countercurrent Absorber/Stripping Using CO2 as Solvent with Aspen-HYSYS: Thermodynamic Data Basis and EOS Modeling. Molecules 2021, 26, 4382. [Google Scholar] [CrossRef]
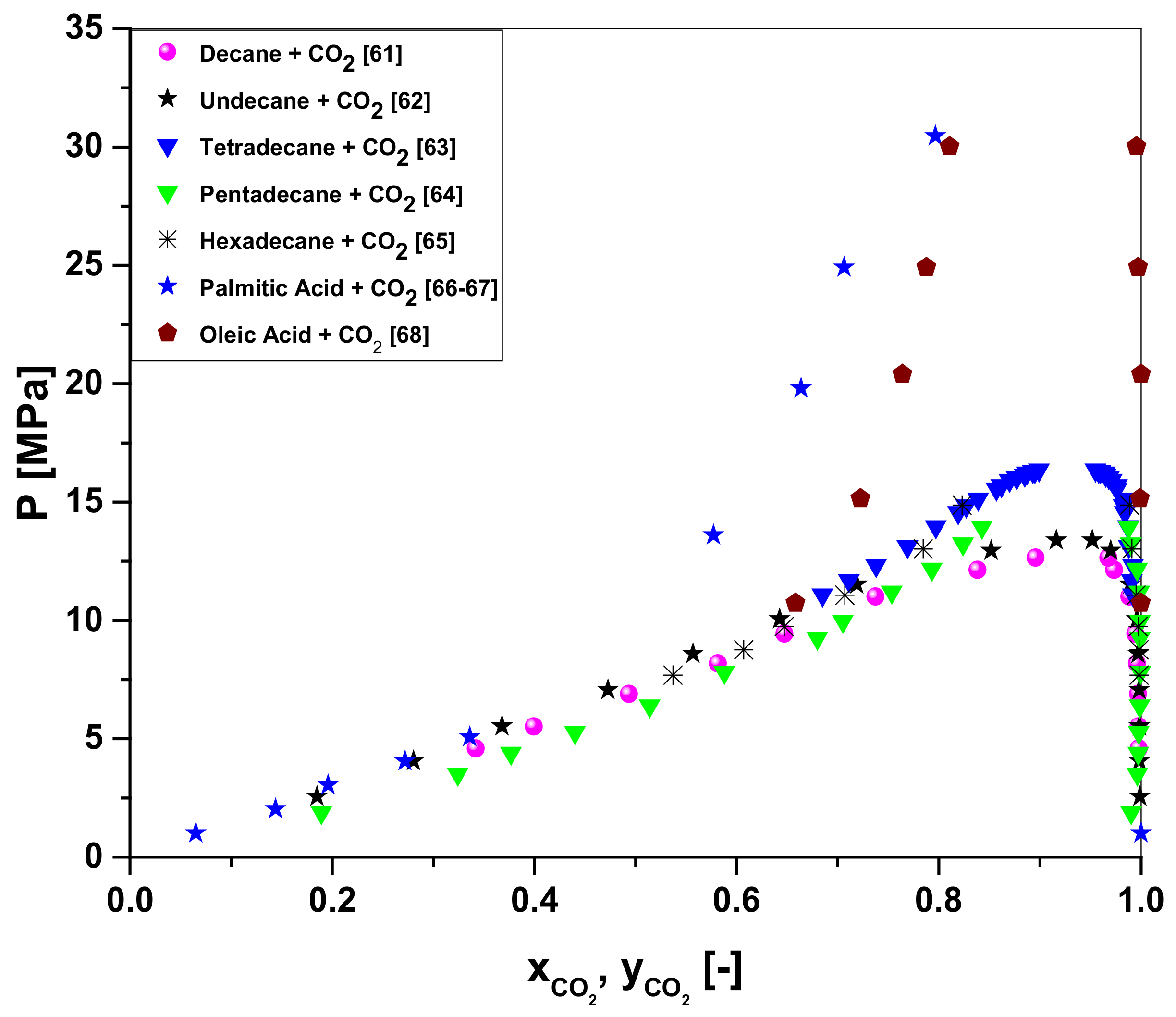
- Jimenez-Gallegos, R.; Galicia-Luna, L.A.; Elizalde-Solis, O. Experimental vapor-liquid equilibria for the carbon dioxide + octane and carbon dioxide + decane systems. J. Chem. Eng. Data 2006, 51, 1624–1628. [Google Scholar] [CrossRef]
- Camacho-Camacho, L.E.; Galicia-Luna, L.A.; Elizalde-Solis, O.; Martinez-Ramirez, Z. New isothermal vapor-liquid equilibria for the CO2 + n-nonane, and CO2 + n-undecane systems. Fluid Phase Equilibria 2007, 259, 45–50. [Google Scholar] [CrossRef]
- Gasem, K.A.M.; Dickson, K.B.; Dulcamara, P.B.; Nagarajan, N.; Robinson, R.L.J. Equilibrium phase compositions, phase densities, and interfacial tensions for CO2 + hydrocarbon systems, CO2 + n-Tetradecane. J. Chem. Eng. Data 1989, 32, 191–195. [Google Scholar] [CrossRef]
- Secuianu, C.; Feroiu, V.; Geanã, D. Phase behavior for the carbon dioxide + Npentadecane binary system. J. Chem. Eng. Data 2010, 55, 4255–4259. [Google Scholar] [CrossRef]
- D’Souza, R.; Patrick, J.R.; Teja, A.S. High-pressure phase equilibria in the carbon dioxide-n-hexadecane and carbon dioxide-water systems. Can. J. Chem. Eng. 1988, 66, 319. [Google Scholar] [CrossRef]
- Yau, J.S.; Chiang, Y.Y.; Shy, D.S.; Tsai, F.N. Solubilities of carbon dioxide in carboxylic acids under high pressures. J. Chem. Eng. Jpn. 1992, 25, 544–548. [Google Scholar] [CrossRef] [Green Version]
- Bharath, R.; Inomata, H.; Adschiri, T.; Arai, K. Phase equilibrium study for the separation and fractionation of fatty oil components using supercritical carbon dioxide. Fluid Phase Equilibria 1992, 81, 307–320. [Google Scholar] [CrossRef]
- Bharath, R.; Yamane, S.; Inomata, H.; Adschiri, T.; Arai, K. Phase Equilibria of Supercritical CO2-Fatty oil Component Binary Systems. Fluid Phase Equilibria 1993, 83, 183–192. [Google Scholar] [CrossRef]
- Mâncio, A.A.; da Mota, S.A.P.; Borges, L.E.P.; Machado, N.T. Obtaining of green gasoline by fractional distillation of organic liquid products from the thermal-catalytic cracking using different percentages of catalyst. Sci. Plena 2017, 13, 012711. [Google Scholar] [CrossRef] [Green Version]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Operating Conditions | |
|---|---|
| Absorber Column 1 | T = 333 K |
| Feed = 100 kg/h | p = 140 bar |
| Numbers of stages = 10 | (S/F) = 17 |
| Absorber Column 2 | T = 350 K |
| Numbers of stages = 10 | p = 140 bar |
| Feed = Raffinate 1 | (S/F) = 38 |
| Absorber Column 3 | T = 333 K |
| Numbers of stages = 10 | p = 140 bar |
| Feed = Raffinate 2 | (S/F) = 25 |
| Stream Nº | ωi,Gas | T (°C) | p (Bar) | Molar Flow (kmol/h) | Mass Flow (kg/h) | Liquid Vol. Flow (m³/h) | Heat Flow (kcal/h) | Heat Flow (kcal/h) | |
|---|---|---|---|---|---|---|---|---|---|
| PLO | 0 | 60 | 140 | 0.5196 | 100 | 0.1214 | −43,708.4 | Q-100 | 1361.1 |
| CO2 | 1 | 60 | 140 | 38.4232 | 1691 | 2.0578 | −3,672,925.4 | Q-101 | 19,905.9 |
| 1 | 1 | 147.94 | 140 | 20.0574 | 910.0584 | 1.1081 | −1,872,017.7 | Q-102 | 763.3 |
| 2 | 0.92522 | 77.78 | 140 | 18.8854 | 880.9416 | 1.0712 | −1,794,358.8 | Q-100-2 | 80.7 |
| 5 | 1 | 93.54 | 140 | 49.8952 | 2227.474 | 2.7105 | −4,718,556.9 | Q-103 | 154.0 |
| 6 | 0.93017 | 98.15 | 140 | 5.1121 | 243.186 | 0.2952 | −483,682.8 | Q-104 | 318.3 |
| CO2#2 | 1 | 77.78 | 140 | 36.1219 | 1589.718 | 1.9346 | −3,431,362.5 | Q-106 | 2496.4 |
| 3 | 1 | 21.64 | 40 | 49.1959 | 2165.239 | 2.6349 | −4,652,389.5 | Q-106-2 | 1843.5 |
| 4 | 0 | 21.64 | 40 | 0.6993 | 62.2349 | 7.56 × 10−3 | −66,167.4 | Q-105 | 214.0 |
| 5-2 | 0.98598 | 21.64 | 40 | 49.8952 | 2227.474 | 2.7105 | −4,718,556.9 | ||
| 6-2 | 0.66532 | −37.00 | 1.5 | 0.6993 | 62.2349 | 7.56 × 10−2 | −66,167.4 | ||
| 7 | 0.69432 | 25 | 1.5 | 0.6993 | 62.2349 | 7.56 × 10−2 | −64,806.3 | ||
| 8 | 1 | 25 | 1.5 | 0.4855 | 21.3767 | 2.60 × 10−2 | −45,671.2 | ||
| 9 | 0 | 25 | 1.5 | 0.213767 | 40.8581 | 4.95 × 10−2 | −19,135.1 | ||
| 10 | 0.98826 | 107.40 | 45 | 20.0574 | 910.0584 | 1.1081 | −1,872,017.7 | ||
| 11 | 1 | 35 | 45 | 19.4630 | 856.909 | 1.0428 | −1,838,423.0 | ||
| 12 | 0 | 35 | 45 | 0.5943 | 53.1494 | 6.53 × 10−2 | −53,500.6 | ||
| 13 | 0.62478 | −14.02 | 1.5 | 0.5943 | 53.1494 | 6.53 × 10−2 | −53,500.6 | ||
| 14 | 1 | 25 | 1.5 | 0.3794 | 16.7190 | 2.03 × 10−2 | −35,684.9 | ||
| 15 | 0 | 25 | 1.5 | 0.2149 | 36.4304 | 4.49 × 10−2 | −17,052.4 | ||
| 17 | 0.97036 | 35 | 45 | 20.0574 | 910.0584 | 1.1081 | −1,891,923.6 | ||
| 18 | 0.63841 | 25 | 1.5 | 0.5943 | 53.1494 | 6.53 × 10−2 | −52,737.3 | ||
| 3-2 | 1 | 46.09 | 50 | 4.8689 | 214.2947 | 0.2607 | −459,529.9 | ||
| 4-2 | 0 | 46.09 | 50 | 0.2432 | 28.8913 | 3.45 × 10−2 | −24,152.8 | ||
| 5-3 | 0.95242 | 46.09 | 50 | 5.1121 | 243.186 | 0.2952 | −483,682.8 | ||
| 6-3 | 0.57602 | 18.04 | 1.5 | 0.2432 | 28.8913 | 3.45 × 10−2 | −24,152.8 | ||
| 7-2 | 0.57774 | 25 | 1.5 | 0.2432 | 28.8913 | 3.45 × 10−2 | −24,072.1 | ||
| 8-2 | 1 | 25 | 1.5 | 0.1405 | 6.1840 | 7.53 × 10−3 | −13,217.3 | ||
| 9-2 | 0 | 25 | 1.5 | 0.1026 | 22.7073 | 2.70 × 10−2 | −10,854.8 | ||
| 16 | 0 | 30.12 | 140 | 0.1026 | 22.7073 | 2.70 × 10−2 | −10,700.7 | ||
| 19 | 0 | 60 | 140 | 0.1026 | 22.7073 | 2.70 × 10−2 | −10,382.4 | ||
| 20 | 1 | 60 | 140 | 6.1480 | 270.5742 | 3.29 × 10−1 | −587,699.0 | ||
| 21 | 1 | 72.81 | 140 | 4.1244 | 185.1077 | 2.25 × 10−1 | −392,745.7 | ||
| 22 | 0.99080 | 60.39 | 140 | 2.1263 | 108.1738 | 0.1310 | −204,486.5 | ||
| 23 | 0.51057 | 25.12 | 60 | 2.1263 | 108.1738 | 0.1310 | −204,486.5 | ||
| 25 | 1 | 25.12 | 60 | 1.085 | 47.7824 | 5.81 × 10−2 | −103,080.1 | ||
| 29 | 1 | 25 | 1.5 | 0.9589 | 42.2025 | 5.14 × 10−2 | −90,200.8 | ||
| 30 | 0 | 25 | 1.5 | 8.18 × 10−2 | 18.1888 | 2.16 × 10−2 | −8709.2 | ||
| 27 | 0.68209 | −82.52 | 1.5 | 1.0406 | 60.3913 | 7.29 × 10−2 | −101,406.4 | ||
| 28 | 0.92143 | 25 | 1.5 | 1.0406 | 60.3913 | 7.29 × 10−2 | −98,910.0 | ||
| 26 | 0 | 25.12 | 60 | 1.0406 | 60.3913 | 7.29 × 10−2 | −101,406.4 | ||
| 27-2 | 0.84043 | 15.85 | 50 | 4.1244 | 185.1077 | 2.25 × 10−1 | −392,745.7 | ||
| 28-2 | 0.97521 | 25 | 50 | 4.1244 | 185.1077 | 2.25 × 10−1 | −390,902.2 | ||
| 24 | 1 | 25 | 50 | 4.0221 | 177.0208 | 2.15 × 10−1 | −380,896.7 | ||
| 31 | 0 | 25 | 50 | 0.1022 | 8.0869 | 9.73 × 10−3 | −10,005.5 | ||
| 32 | 0.79566 | 25 | 1.5 | 0.1022 | 8.0869 | 9.73 × 10−3 | −9791.4 | ||
| 34 | 1 | 25 | 1.5 | 8.13 × 10−2 | 3.5796 | 4.36 × 10−3 | −7650.9 | ||
| 35 | 0 | 25 | 1.5 | 2.09 × 10−2 | 4.5072 | 5.37 × 10−3 | −2140.5 | ||
| 33 | 0.74861 | −54.91 | 1.5 | 0.1022 | 8.0869 | 9.73 × 10−3 | −10,005.5 |
| Feed | Column 1 | Column 2 | Column 3 | ||||
|---|---|---|---|---|---|---|---|
| (S/F) | - | 17 | 38 | 25 | |||
| OLP | Top | Bottom (RAF1) | Top | Bottom (RAF2) | Top | Bottom | |
| Mass Flow (kg/h) | 100 | 36.65 | 63.35 | 40.77 | 22.58 | 4.07 | 18.49 |
| Mass fraction (CO2-free basis) | |||||||
| Hydrocarbons | 0.8924 | 0.9695 | 0.8478 | 0.9278 | 0.7034 | 0.8385 | 0.6734 |
| Alkanes | 0.4193 | 0.3914 | 0.4354 | 0.4653 | 0.3815 | 0.4321 | 0.3701 |
| Alkenes | 0.2534 | 0.3639 | 0.1895 | 0.2175 | 0.1388 | 0.1389 | 0.1389 |
| Naphthenes | 0.2197 | 0.2142 | 0.2229 | 0.2449 | 0.1831 | 0.2674 | 0.1644 |
| Oxygenates | 0.1076 | 0.0305 | 0.1522 | 0.0722 | 0.2966 | 0.1615 | 0.3266 |
| Carboxylic acids | 0.0263 | 0.0052 | 0.0385 | 0.0147 | 0.0814 | 0.0354 | 0.0916 |
| Alcohols | 0.0351 | 0.0086 | 0.0505 | 0.0174 | 0.1102 | 0.0412 | 0.1255 |
| Ketones | 0.0462 | 0.0167 | 0.0632 | 0.0402 | 0.1049 | 0.0849 | 0.1094 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Junior, M.R.d.S.; Costa, E.C.; Ferreira, C.C.; Bernar, L.P.; da Silva, M.P.; de Andrade Mâncio, A.; Santos, M.C.; da Mota, S.A.P.; de Castro, D.A.R.; Junior, S.D.; et al. Simulation of Organic Liquid Product Deoxygenation through Multistage Countercurrent Absorber/Stripping Using CO2 as Solvent with Aspen-HYSYS: Process Modeling and Simulation. Molecules 2022, 27, 2211. https://doi.org/10.3390/molecules27072211
Junior MRdS, Costa EC, Ferreira CC, Bernar LP, da Silva MP, de Andrade Mâncio A, Santos MC, da Mota SAP, de Castro DAR, Junior SD, et al. Simulation of Organic Liquid Product Deoxygenation through Multistage Countercurrent Absorber/Stripping Using CO2 as Solvent with Aspen-HYSYS: Process Modeling and Simulation. Molecules. 2022; 27(7):2211. https://doi.org/10.3390/molecules27072211
Chicago/Turabian StyleJunior, Manoel Raimundo dos Santos, Elinéia Castro Costa, Caio Campos Ferreira, Lucas Pinto Bernar, Marcilene Paiva da Silva, Andréia de Andrade Mâncio, Marcelo Costa Santos, Sílvio Alex Pereira da Mota, Douglas Alberto Rocha de Castro, Sergio Duvoisin Junior, and et al. 2022. "Simulation of Organic Liquid Product Deoxygenation through Multistage Countercurrent Absorber/Stripping Using CO2 as Solvent with Aspen-HYSYS: Process Modeling and Simulation" Molecules 27, no. 7: 2211. https://doi.org/10.3390/molecules27072211
APA StyleJunior, M. R. d. S., Costa, E. C., Ferreira, C. C., Bernar, L. P., da Silva, M. P., de Andrade Mâncio, A., Santos, M. C., da Mota, S. A. P., de Castro, D. A. R., Junior, S. D., Borges, L. E. P., Araújo, M. E., & Machado, N. T. (2022). Simulation of Organic Liquid Product Deoxygenation through Multistage Countercurrent Absorber/Stripping Using CO2 as Solvent with Aspen-HYSYS: Process Modeling and Simulation. Molecules, 27(7), 2211. https://doi.org/10.3390/molecules27072211