Improving Processing and Performance of Pure Lignin Carbon Fibers through Hardwood and Herbaceous Lignin Blends



Abstract
:1. Introduction
2. Results and Discussion
2.1. Properties of Lignins
2.2. Fiber Spinning and Conversion to Carbon Fiber
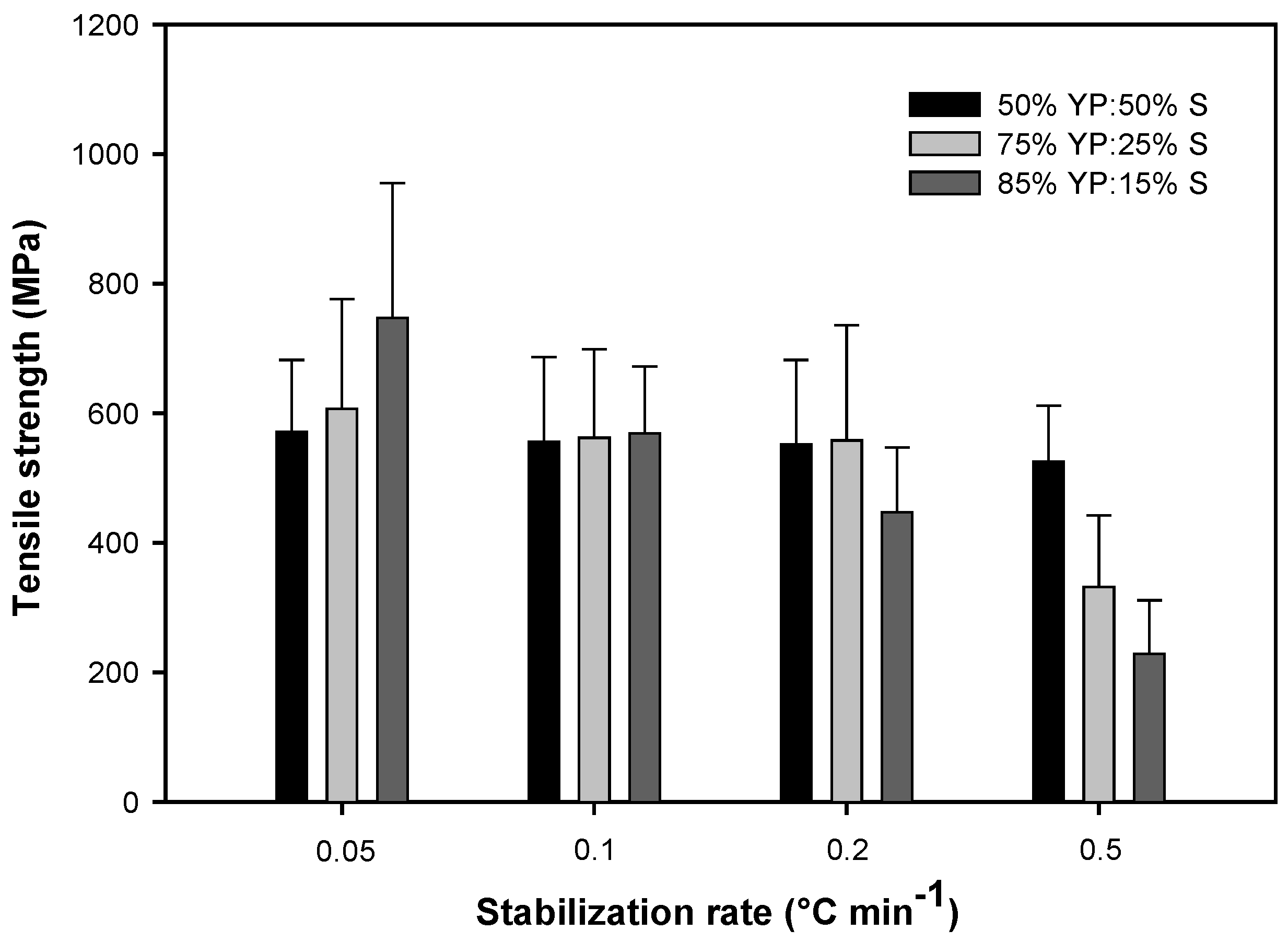
2.3. Properties of Lignin-Based Carbon Fibers
3. Materials and Methods
3.1. Materials
3.2. Chemical and Elemental Composition of Lignin Samples
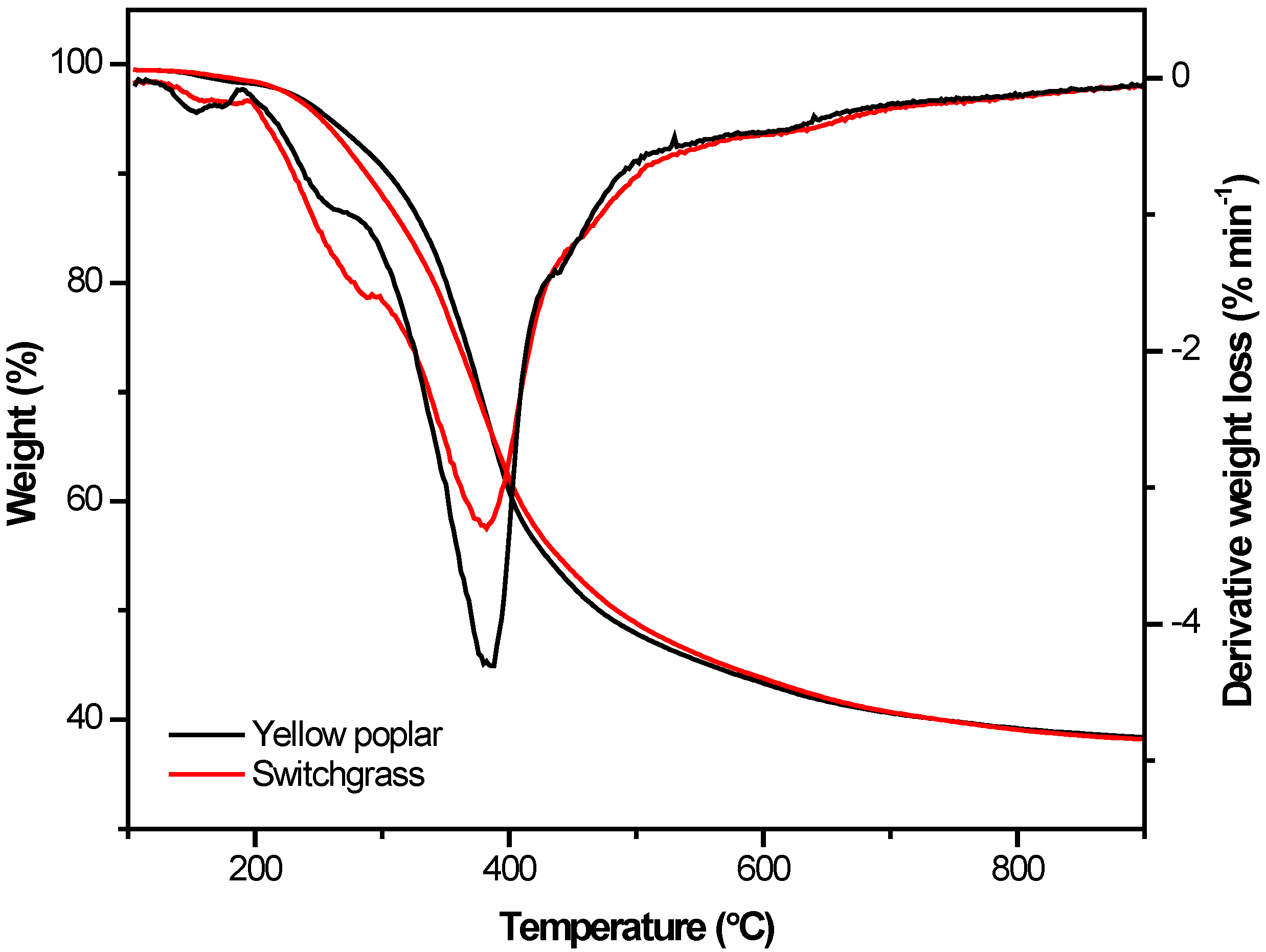
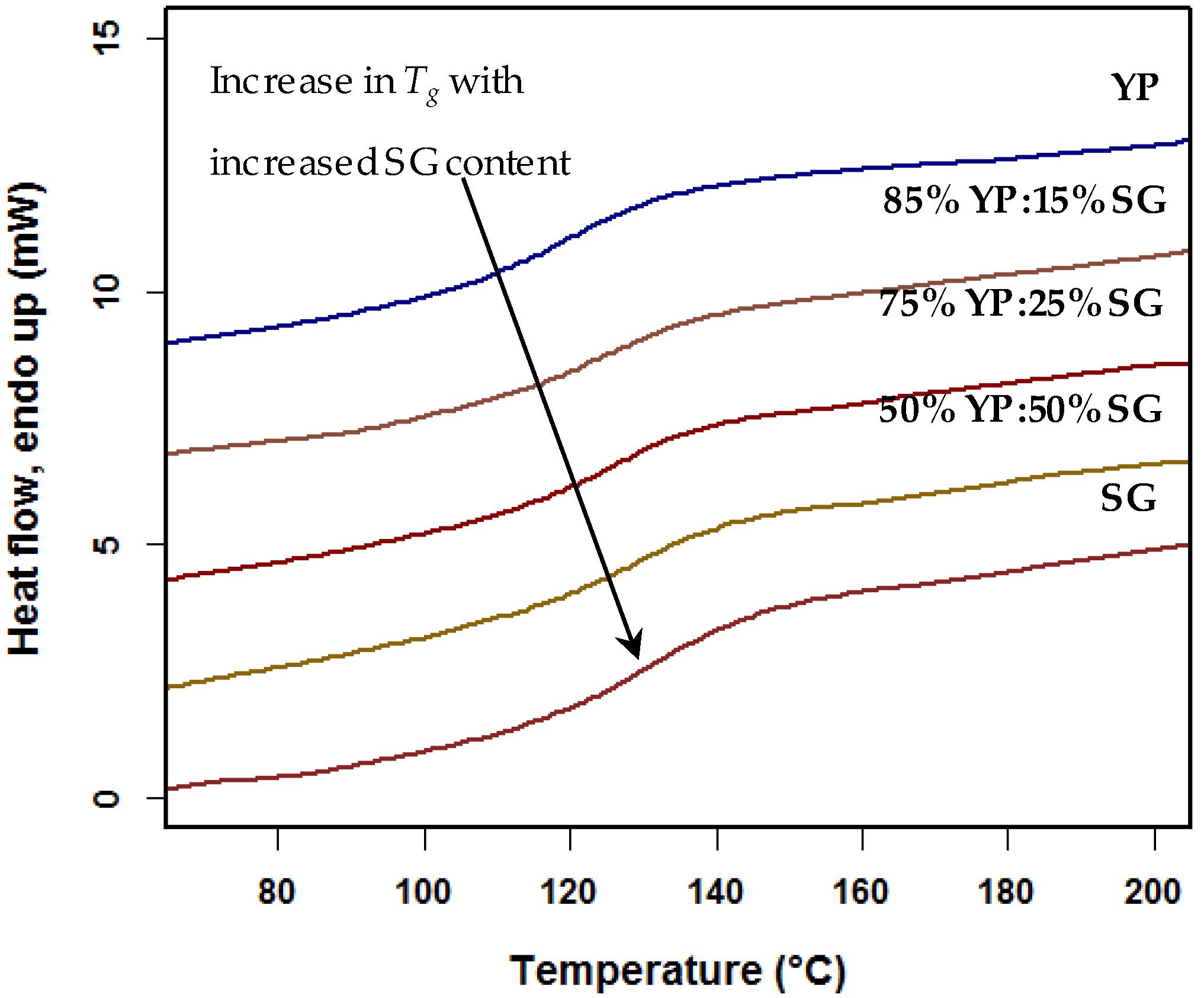
3.3. Thermal Properties of Lignin Samples
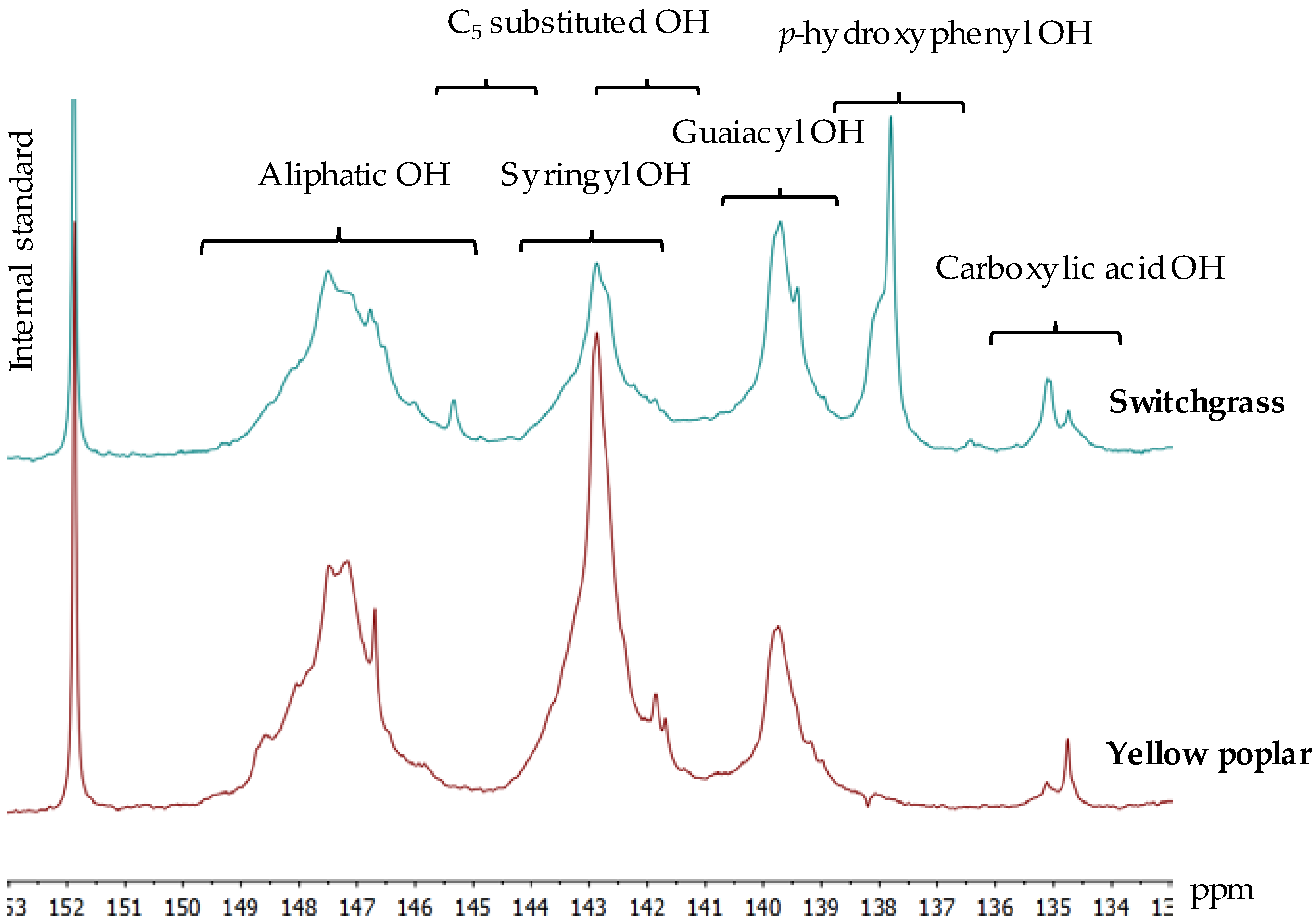
3.4. 31P NMR Spectroscopy of Lignin Samples
3.5. Spinning and Conversion to Carbon Fiber
4. Conclusions
Supplementary Materials
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Otani, S.; Fukuoka, Y.; Igarashi, B.; Sasaki, K. Method For Producing Carbonized Lignin Fiber. U.S. Patent 3,461,082, 12 August 1969. [Google Scholar]
- Kadla, J.F.; Kubo, S.; Venditti, R.A.; Gilbert, R.D.; Compere, A.L.; Griffith, W. Lignin-based carbon fibers for composite fiber applications. Carbon 2002, 40, 2913–2920. [Google Scholar] [CrossRef]
- Hosseinaei, O.; Harper, D.P.; Bozell, J.J.; Rials, T.G. Role of physicochemical structure of organosolv hardwood and herbaceous lignins on carbon fiber performance. ACS Sustain. Chem. Eng. 2016, 4, 5785–5798. [Google Scholar] [CrossRef]
- Baker, D.A.; Rials, T.G. Recent advances in low-cost carbon fiber manufacture from lignin. J. Appl. Polym. Sci. 2013, 130, 713–728. [Google Scholar] [CrossRef]
- Frank, E.; Steudle, L.M.; Ingildeev, D.; Spörl, J.M.; Buchmeiser, M.R. Carbon fibers: Precursor systems, processing, structure, and properties. Angew. Chem. Int. Ed. 2014, 53, 5262–5298. [Google Scholar] [CrossRef] [PubMed]
- Baker, D.A.; Gallego, N.C.; Baker, F.S. On the characterization and spinning of an organic-purified lignin toward the manufacture of low-cost carbon fiber. J. Appl. Polym. Sci. 2012, 124, 227–234. [Google Scholar] [CrossRef]
- Dallmeyer, I.; Ko, F.; Kadla, J.F. Electrospinning of technical lignins for the production of fibrous networks. J. Wood Chem. Technol. 2010, 30, 315–329. [Google Scholar] [CrossRef]
- Ruiz-Rosas, R.; Bedia, J.; Lallave, M.; Loscertales, I.G.; Barrero, A.; Rodríguez-Mirasol, J.; Cordero, T. The production of submicron diameter carbon fibers by the electrospinning of lignin. Carbon 2010, 48, 696–705. [Google Scholar] [CrossRef]
- Baker, D.A.; Hosseinaei, O. High glass transition lignins and lignin derivatives for the manufacture of carbon and graphite fibers. U.S. Patent 20140271443 A1, 2014. [Google Scholar]
- Zhang, M.; Ogale, A.A. Carbon fibers from dry-spinning of acetylated softwood kraft lignin. Carbon 2014, 69, 626–629. [Google Scholar] [CrossRef]
- Thunga, M.; Chen, K.; Grewell, D.; Kessler, M.R. Bio-renewable precursor fibers from lignin/polylactide blends for conversion to carbon fibers. Carbon 2014, 68, 159–166. [Google Scholar] [CrossRef]
- Meek, N.; Penumadu, D.; Hosseinaei, O.; Harper, D.; Young, S.; Rials, T. Synthesis and characterization of lignin carbon fiber and composites. Compos. Sci. Technol. 2016, 137, 60–68. [Google Scholar] [CrossRef]
- Sammons, R.J.; Harper, D.P.; Labbé, N.; Bozell, J.J.; Elder, T.; Rials, T.G. Characterization of organosolv lignins using thermal and FT-IR spectroscopic analysis. BioResources 2013, 8, 2752–2767. [Google Scholar] [CrossRef]
- Nordström, Y.; Norberg, I.; Sjöholm, E.; Drougge, R. A new softening agent for melt spinning of softwood kraft lignin. J. Appl. Polym. Sci. 2013, 129, 1274–1279. [Google Scholar] [CrossRef]
- Norberg, I.; Nordström, Y.; Drougge, R.; Gellerstedt, G.; Sjöholm, E. A new method for stabilizing softwood kraft lignin fibers for carbon fiber production. J. Appl. Polym. Sci. 2012, 126, 3824–3830. [Google Scholar] [CrossRef]
- Kubo, S.; Kadla, J.F. Poly(ethylene oxide)/organosolv lignin blends: Relationship between thermal properties, chemical structure, and blend behavior. Macromolecules 2004, 37, 6904–6911. [Google Scholar] [CrossRef]
- Kadla, J.F.; Kubo, S.; Gilbert, R.D.; Venditti, R.A. Lignin-based carbon fibers. In Chemical Modification, Properties, and Usage of Lignin; Hu, T.Q., Ed.; Springer US: Boston, MA, USA, 2002; pp. 121–137. [Google Scholar]
- Kadla, J.F.; Kubo, S. Lignin-based polymer blends: Analysis of intermolecular interactions in lignin–synthetic polymer blends. Compos. Part A 2004, 35, 395–400. [Google Scholar] [CrossRef]
- Kubo, S.; Kadla, J.F. Lignin-based carbon fibers: Effect of synthetic polymer blending on fiber properties. J. Polym. Environ. 2005, 13, 97–105. [Google Scholar] [CrossRef]
- Kubo, S.; Yoshida, T.; Kadla, J.F. Surface porosity of lignin/pp blend carbon fibers. J. Wood Chem. Technol. 2007, 27, 257–271. [Google Scholar] [CrossRef]
- Kadla, J.F.; Kubo, S.; Venditti, R.A.; Gilbert, R.D. Novel hollow core fibers prepared from lignin polypropylene blends. J. Appl. Polym. Sci. 2002, 85, 1353–1355. [Google Scholar] [CrossRef]
- Kubo, S.; Kadla, J.F. The formation of strong intermolecular interactions in immiscible blends of poly(vinyl alcohol) (PVA) and lignin. Biomacromolecules 2003, 4, 561–567. [Google Scholar] [CrossRef] [PubMed]
- Uraki, Y.; Nakatani, A.; Kubo, S.; Sano, Y. Preparation of activated carbon fibers with large specific surface area from softwood acetic acid lignin. J. Wood Sci. 2001, 47, 465–469. [Google Scholar] [CrossRef]
- Sudo, K.; Shimizu, K. A new carbon fiber from lignin. J. Appl. Polym. Sci. 1992, 44, 127–134. [Google Scholar] [CrossRef]
- Sudo, K.; Shimizu, K.; Nakashima, N.; Yokoyama, A. A new modification method of exploded lignin for the preparation of a carbon fiber precursor. J. Appl. Polym. Sci. 1993, 48, 1485–1491. [Google Scholar] [CrossRef]
- Chatterjee, S.; Clingenpeel, A.; McKenna, A.; Rios, O.; Johs, A. Synthesis and characterization of lignin-based carbon materials with tunable microstructure. RSC Adv. 2014, 4, 4743–4753. [Google Scholar] [CrossRef]
- Kleinhans, H.; Salmén, L. Development of lignin carbon fibers: Evaluation of the carbonization process. J. Appl. Polym. Sci. 2016, 38. [Google Scholar] [CrossRef]
- Baumberger, S.; Dole, P.; Lapierre, C. Using transgenic poplars to elucidate the relationship between the structure and the thermal properties of lignins. J. Agric. Food Chem. 2002, 50, 2450–2453. [Google Scholar] [CrossRef] [PubMed]
- Brodin, I.; Ernstsson, M.; Gellerstedt, G.; Sjöholm, E. Oxidative stabilisation of kraft lignin for carbon fibre production. Holzforschung 2012, 66, 141–273. [Google Scholar] [CrossRef]
- Bozell, J.J.; Black, S.K.; Myers, M.; Cahill, D.; Miller, W.P.; Park, S. Solvent fractionation of renewable woody feedstocks: Organosolv generation of biorefinery process streams for the production of biobased chemicals. Biomass Bioenergy 2011, 35, 4197–4208. [Google Scholar] [CrossRef]
- Tao, J.; Hosseinaei, O.; Delbeck, L.; Kim, P.; Harper, D.P.; Bozell, J.J.; Rials, T.G.; Labbe, N. Effects of organosolv fractionation time on thermal and chemical properties of lignins. RSC Adv. 2016, 6, 79228–79235. [Google Scholar] [CrossRef]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D. Determination of Ash in Biomass; National Renewable Energy Laboratory: Denver, CO, USA, January 2008.
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D. Determination of Structural Carbohydrates and Lignin in Biomass; National Renewable Energy Laboratory: Denver, CO, USA, April 2008.
- Granata, A.; Argyropoulos, D.S. 2-Chloro-4,4,5,5-tetramethyl-1,3,2-dioxaphospholane, a reagent for the accurate determination of the uncondensed and condensed phenolic moieties in lignins. J. Agric. Food Chem. 1995, 43, 1538–1544. [Google Scholar] [CrossRef]
- Crestini, C.; Argyropoulos, D.S. Structural analysis of wheat straw lignin by quantitative 31P and 2D NMR spectroscopy. The occurrence of ester bonds and α-O-4 substructures. J. Agric. Food Chem. 1997, 45, 1212–1219. [Google Scholar] [CrossRef]
- ASTM C1557-14. Standard Test Method for Tensile Strength and Young’s Modulus of Fibers; ASTM International: West Conshohocken, PA, 2014; Available online: www.astm.org (accessed on 17 July 2015).







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Switchgrass | Yellow Poplar |
|---|---|---|
| Purity (%) 1 | 93.2 | 96.2 |
| Ash (%) | 0.30 | 0.17 |
| C (%) | 64.4 | 64.5 |
| H (%) | 5.70 | 5.89 |
| N (%) | 0.78 | 0.26 |
| O (%) 2 | 28.8 | 29.2 |
| Sample ID | Carboxylic Acid OH (COOH) | Phenolic OH | Total Phenolic OH | Aliphatic OH | |||
|---|---|---|---|---|---|---|---|
| p-Hydroxyphenyl | Condensed Phenolic | Guaiacyl | Syringyl | ||||
| Yellow poplar | 0.05 | 0.00 | 0.35 | 0.72 | 2.41 | 3.48 | 1.58 |
| Switchgrass | 0.11 | 0.52 | 0.40 | 0.74 | 0.69 | 2.35 | 1.88 |
| Parameter | Yellow Poplar | Switchgrass |
|---|---|---|
| Tg (°C) | 119 | 129 |
| Delta Cp (J g−1°C−1) | 0.43 | 0.31 |
| Tm (°C) | 150 | 160 |
| Td (°C) | 259 | 252 |
| DTG peak temperature (°C) | 382 | 378 |
| DTG Peak value (% min−1) | −4.27 | −3.27 |
| Mass at 300 °C (%) | 90.6 | 88.0 |
| Mass at 400 °C (%) | 60.9 | 62.1 |
| Mass at 500 °C (%) | 47.9 | 48.8 |
| Residual char (%) | 38.3 | 38.1 |
| Parameter | 50% YP:50% SG | 75% YP:25% SG | 85% YP:15% SG |
|---|---|---|---|
| Tg (°C) | 127 | 125 | 122 |
| Delta Cp (J g−1 °C−1) | 0.35 | 0.37 | 0.41 |
| Source | Heating Rate (°C min−1) | |||
|---|---|---|---|---|
| 0.05 | 0.1 | 0.2 | 0.5 | |
| 50% YP:50% SG |  | | | |
| 75% YP:25% SG | | | |  |
| 85% YP:15% SG | | | |  |
Excellent (without fusion and sticking together); Good (slightly stick together);and Moderately fused.| Source | Stabilization Rate (°C min−1) | Diameter (µm) | Tensile Strength (MPa) | Tensile Modulus (GPa) | Strain at Break (%) |
|---|---|---|---|---|---|
| 50% YP:50% SG | 0.05 | 24.1 (2.1) | 571 (111) | 39.4 (2.8) | 1.07 (0.16) |
| 50% YP:50% SG | 0.1 | 26.8 (1.2) | 556 (131) | 39.6 (3.0) | 1.23 (0.24) |
| 50% YP:50% SG | 0.2 | 29.3 (1.4) | 552 (130) | 39.7 (2.0) | 1.19 (0.25) |
| 50% YP:50% SG | 0.5 | 32.0 (1.4) | 525 (87) | 38.3 (3.2) | 1.25 (0.18) |
| 75% YP:25% SG | 0.05 | 18.8 (1.3) | 607 (169) | 40.5 (3.1) | 1.11 (0.30) |
| 75% YP:25% SG | 0.1 | 21.4 (3.3) | 562 (137) | 33.6 (3.3) | 1.32 (0.13) |
| 75% YP:25% SG | 0.2 | 22.9 (2.0) | 558 (178) | 33.2 (4.6) | 1.41 (0.26) |
| 75% YP:25% SG | 0.5 | 31.7 (3.4) | 332 (110) | 30.5 (5.1) | 1.36 (0.35) |
| 85% YP:15% SG | 0.05 | 15.7 (1.1) | 747 (208) | 41.8 (3.9) | 1.18 (0.40) |
| 85% YP:15% SG | 0.1 | 17.0 (1.0) | 569 (103) | 40.1 (4.9) | 1.09 (0.27) |
| 85% YP:15% SG | 0.2 | 19.1 (1.6) | 447 (100) | 33.8 (5.0) | 1.35 (0.29) |
| 85% YP:15% SG | 0.5 | 23.4 (1.9) | 229 (82) | 30.4 (5.9) | 1.15 (0.35) |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hosseinaei, O.; Harper, D.P.; Bozell, J.J.; Rials, T.G. Improving Processing and Performance of Pure Lignin Carbon Fibers through Hardwood and Herbaceous Lignin Blends. Int. J. Mol. Sci. 2017, 18, 1410. https://doi.org/10.3390/ijms18071410
Hosseinaei O, Harper DP, Bozell JJ, Rials TG. Improving Processing and Performance of Pure Lignin Carbon Fibers through Hardwood and Herbaceous Lignin Blends. International Journal of Molecular Sciences. 2017; 18(7):1410. https://doi.org/10.3390/ijms18071410
Chicago/Turabian StyleHosseinaei, Omid, David P. Harper, Joseph J. Bozell, and Timothy G. Rials. 2017. "Improving Processing and Performance of Pure Lignin Carbon Fibers through Hardwood and Herbaceous Lignin Blends" International Journal of Molecular Sciences 18, no. 7: 1410. https://doi.org/10.3390/ijms18071410
APA StyleHosseinaei, O., Harper, D. P., Bozell, J. J., & Rials, T. G. (2017). Improving Processing and Performance of Pure Lignin Carbon Fibers through Hardwood and Herbaceous Lignin Blends. International Journal of Molecular Sciences, 18(7), 1410. https://doi.org/10.3390/ijms18071410