
A Review on Current Strategies for Extraction and Purification of Hyaluronic Acid

 ,
, 

Abstract
:1. Introduction
2. Advances in HA Bacterial Production, Extraction, and Purification

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Characteristics of HA | Methods | Process Parameters | Medium Parameters | Yield * | Remarks | Reference |
|---|---|---|---|---|---|---|
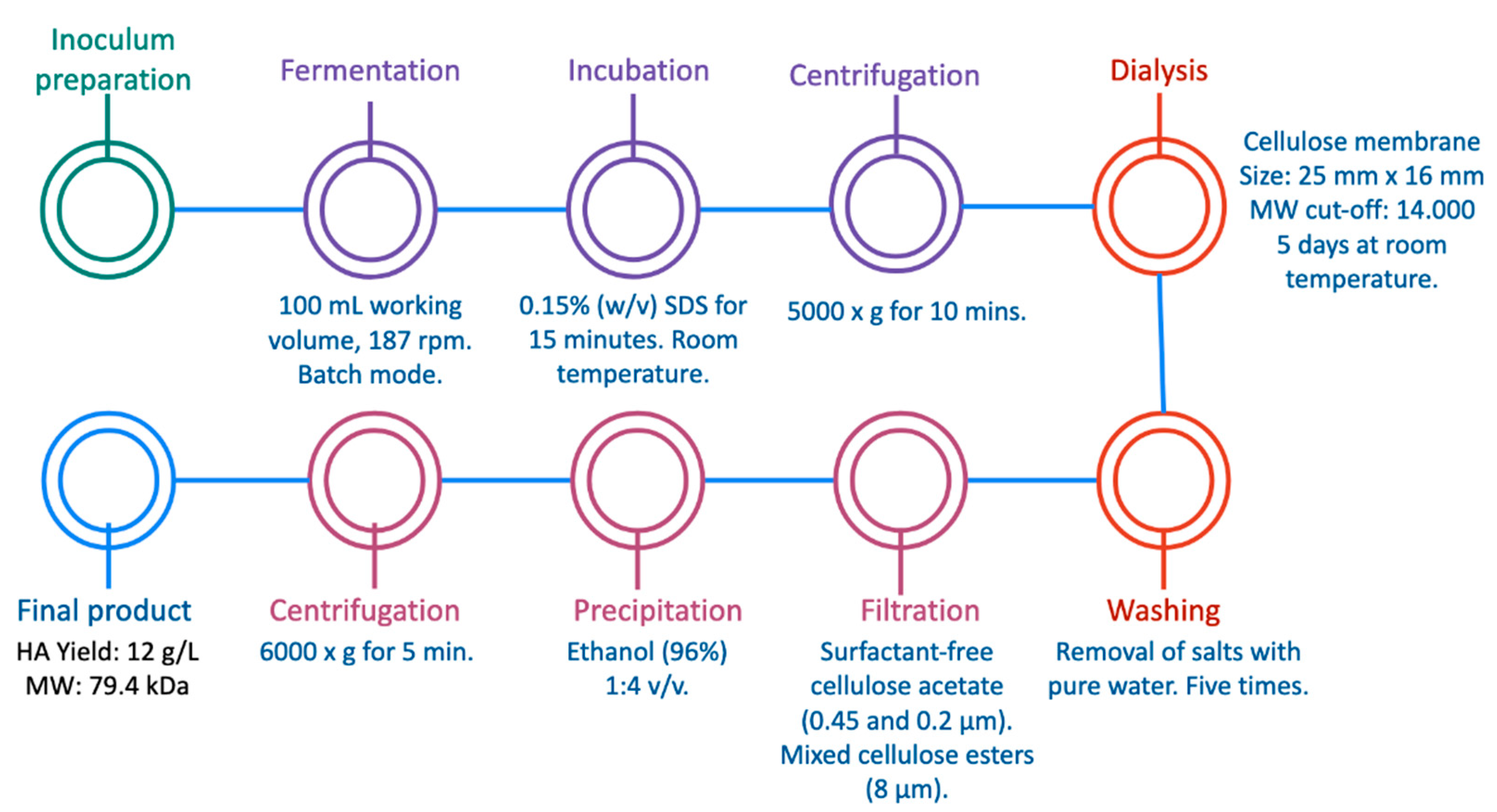
| MW: 79 kDa From Streptococcus equi ssp. HA of low MW for medical purposes | -Fermentation -Dialysis and sequential filtration -Precipitation | -Dialysis column with cellulose membrane (25 mm × 16 mm, 14.000 molecular weight cut-off) done at RT for 5 days -Filters with a porosity of 8 (surfactant-free cellulose acetate) and 0.45 µm following 0.2 µm (mixed cellulose esters) -Precipitation with ethanol (96% v/v, 1:4 v/v) | -Glucose -Peptone -Yeast extract -K2SO4, MgSO4, Na2HPO4, FeSO4, NaCl -Batch fermentation mode (100 mL working volume) | 12 g/L | -Production at laboratory scale -Less expensive than using ultrafiltration | [20] |
| kDa From Streptococcus zooepidemicus HA for medical purposes | -Fermentation -Filtration followed by ultrafiltration -Precipitation | -Fed-batch fermentation (12 L working volume) -Filtration with 0.45 µm filters (293 mm cassette holder) -Ultrafiltration in diafiltration mode using a 300 kDa cut-off cassette -Precipitation with isopropyl alcohol (1:3 v/v) | -Chemically defined medium -pH 7.2 ± 0.2 -Temperature 36 °C -Agitation 200–400 rpm | 2.3 g/L | -HA with 99.2% purity -Isopropyl alcohol as a cheap option to efficiently remove the final endotoxins | [24] |
| MW: Varying MW From Streptococcus thermophilus | -Fermentation -Centrifugation -Dialysis | -Centrifugation at 18,700× g for 30 min -Dialysis against ultrapure water for deionization. Spectra/Por membrane with a molecular mass cutoff of 3500 Da. | −10% skim milk as culture medium -Temperature 42 °C -No agitation | 8 × 10−3 g/L | -The HA was produced in a wide variety of molecular weights. -The bacteria used were GRAS; therefore, toxins produced were not a problem. | [26] |
| MW: not specified From Streptococcus equi RSKK 679 | -Fermentation -Precipitation -Centrifugation -Affinity adsorption | -Precipitation by different amounts of 10% hexadecyltrimethylammonium bromide -D-glucuronic acid (DGA) imprinted particles (100 mg) were treated with HA supernatant (10 mL) for 2 h. -DGA imprinted particles were placed in desorption media for 2 h at 25 °C and 600 rpm. -Desorption carried out with 1 M NaOH | -Working volume 100 mL -Glucose -Yeast extract -Na2HPO4 -MgSO4 -Temperature 37 °C -Agitation 250 rpm -Culture carried out for 20 h | 2.3 g/L | -Microbeads showed high adsorption capacity (810 mg/g) and high selectivity for HA. -The process is low cost and compatible with biological systems. | [27] |
| kDa From Streptococcus zooepidemicus | -Centrifugation -Precipitation -Size exclusion chromatography | -Precipitation: (1.5:1) ethanol:supernatant (four times) -Size exclusion chromatography in semi-preparative scale -Superose 6 10/300 GL column (300 × 10 mm I.D.) -Injection volume of 250 µL -Room temperature -0.1 M NaNO3 as mobile phase | -Synthetic medium -Submerged fermentation | 0.78 g/L | -Efficiency of purification is reduced with the increase in pre-purification steps. -SEC was needed to obtain HA free of proteic contaminants for cosmetic and pharmaceutical use. -The precipitation steps helped decrease HA fractions of low molar mass. | [25] |
| kDa From Streptococcus equi subsp. zooepidemicus | -Fermentation -Diafiltration | -Working volume 4 L -Planar polyethersulfone (PES) membrane, 100 kDa NMWCO -Transmembrane pressure of 2.5 bar -Retentate flow rate 36 mL/min -Room temperature | -Culture carried out for 48 h -Glucose -Tryptone -Yeast extract -MgSO4 -K2HPO4 -KH2PO4 -(NH4)2PO4 | 0.79 g/L | -Purity reached after 7 diavolumes | [28] |
| MW: 70 kDa From genetically modified Corynebacterium glutamicum | -Fermentation -Centrifugation -Size exclusion chromatography | -Fermentation time of 35 h in 2 L fermentor -Isopropanol 1:1 ratio at −20 °C -Centrifugation at 400 rpm, 30 min -Incubation with active charcoal 1% at 25 °C (1 h). -Centrifugation at 4000 rpm -TCA 100% 1:10 ratio for 30 min on ice -Centrifugation 16,000 rpm, 30 min -Dilution of the supernatant with chloroform-butanol (1:4) and stirring for 30 min -Centrifugation at 7000 rpm, 30 min -SEC in a pre-equilibrated (0.05 mM dihydrogen phosphate buffer, pH 7) Sephadex G100 (1.5 × 25) columns; flow rate of 0.14 mL/min | -CGXII minimal medium pH 7 -(NH4)2 SO4 (5 g/L) -Urea (5 g/L) -K2HPO4 (1 g/L) -MgSO4 (250 mg/L) -CaCl2 (10 mg/L) -Temperature 30 °C -Agitation 200 rpm | 2.15 g/L | -GRAS microorganism -The process will likely be more efficient if worked with lower temperatures. -It was found that changes in the media parameters strongly affected the MW of HA. | [29] |
| kDa From Streptococcus zooepidemicus HA of medical grade | -Precipitation -Centrifugation -Charcoal filtration -Diafiltration -Microfiltration | -10 L fermentor, agitation at 400 rpm, temperature 37 °C, aeration 2 vvm -Precipitation with 2-propanol (1:1 v/v) -Resuspension with 3% sodium acetate -Silica gel 2% treatment at room temperature, 150 rpm for 2 h -Centrifugation 18,000× g for 20 min, 4 °C -Charcoal filter (0.45 µm) -UF in DF mode with a 50 kDa cut-off polyethersulfone cassette -Filtration with a 0.22 µm filter | -Sucrose (20 g/L) -Casein enzyme hydrolysate (25 g/L) -Yeast extract (3.5 g/L) -K2HPO4 (2 g/L) -NaCl (1.5 g/L) -MgSO4 -7H2O (0.4 g/L) -Culture carried out for 28 h | 5–6 g/L | -An increase in sucrose concentration and a decrease in casein enzyme hydrolyzate resulted in higher HA production. -Complies with the requirements of the British Pharmacopoeia. | [30] |
| MW: 50 kDa From Streptococcus zooepidemicus HA with excellent biocompatibility | -Fermentation -Diafiltration -Purification by adsorbents | -5 L bioreactor with agitation at 300 rpm, 25 h,1.0 vvm of aeration -30–50 kDa cut off. 7 diafiltration cycles -Adsorbent 2% w/v (alumina and activated carbons) into 1000 mL diafiltered broth; filter of 0.45 µm for adsorbent removal -3 L of acetone and stirring for 10 h solidification; RT conditions | -Yeast extract -Potassium phosphate -Glucose (60–80 g/L)-Magnesium sulfate -Sodium chloride -L-glutamate | 3.6–3.9 g/L | -The best cut-off cassette for diafiltration was 50 kDa. -Endotoxines were eliminated by using adsorbents. Alumina removed the highest level of endotoxins (99.7%) and activated carbons for the HMW impurities. -HA presented a very good biocompatibility. | [31] |
| MW: 1 kDa From engineered Escherichia coli HA03GlcA HA with excellent biocompatibility | -Genetic engineering for knock-out and knock-in genes -Co-fermentation -Centrifugation -Precipitation | -Incubation of mixture (SDS and cell broth) at RT for 10 min and 200 rpm -1st centrifugation: 13,000 rpm at 4 °C for 10 min; 2nd centrifugation: 5000 rpm for 20 min -Precipitation of the supernatant with 3 volumes of ethanol with overnight incubation at 4 °C | -Ampicillin, kanamycin, and chloramphenicol for selective transformed cells -Luria–Bertani culture media containing mainly yeast extract, peptone, and NaCl | 0.03 g/L | -Eschericia coli is a endotoxin-free bacteria -Co-fermentation of glucose and galactose -The procedure is expensive because of the genetic-engineering methodology. | [32] |
| kDa From Streptococcus zooepidemicus HA-13–06 HA with high MW | -Two-stage fermentation -Carbazole method for HA concentration measurement | -10 L bioreactor, 24 h fermentation, 1 vvm aeration, agitation at 600 nm -1st fermentation: 31 °C, pH 8.0, 10 h -2nd fermentation: 37 °C, pH 7.0, 14 h -Cell OD measurement at 700 nm | -Glucose -Yeast extract -Tryptone -Magnesium sulfate -Dipotassium hydrogen phosphate | 4.75 g/L | -Aeration enhanced glucose uptake, increasing HA production. Moderate agitation improved HA yield. -1st fermentation helped with the MW and the 2nd fermentation with the high yield of HA. -pH, aeration, agitation, and temperature were influential factors. | [33] |
| MW: 429 kDa From Streptococcus zooepidemicus SZ042 (Vhb expression) HA produced by modifying culture media conditions | -Genetic engineering for expression of the Vhb gene -Batch fermentation -Precipitation -Quantification using the carbazole reagent method | -10 L bioreactor (7 L working volume) -Centrifugation at 10,000× g for 20 min -Precipitation of HA using a treatment with ethanol (2:1) -Cooling down at 4 °C for 1 h -Constant temperature of 30 °C and pH 7.2 | -Casein hydrolysate -Yeast extract -NaCl -Magnesium sulfate -Sucrose -KH2PO4 -K2SO4 -FeSO4 -MnSO4 -Trace elements (2.5%) | 6.7 g/L | -Vhb gene expression helped bacteria enhance the carbon source use, producing more HA. -The optimum carbon concentration for maximum HA production was only 30 g/L of sucrose. | [34] |
| MW: 2.21 × 103 kDa From Streptococcus equi subsp. zooepidemicus HA of MW for multiple purposes | -Mutation of the strain in order to present a deficiency of β-glucuronidase, using size exclusion chromatography, multi-angle light scattering (SEC/MALS) analysis -Microcentrifugation | -BF (100 mL bioreactor) -Inoculation of 2 mL of THY broth -Microcentrifugation at maximum speed (13,400 rpm) | -Glucose 40 g/L -Tryptone 10 g/L -Yeast extract 2.5 g/L -Anaerobic conditions | 0.443 g/L | -The presence of glucuronic acid, as a result of enzymatic degradation of hyaluronic acid, can induce the expression of genes that utilize glucuronic acid. | [35] |
| kDa From Streptococcus zooepidemicus HA of high MW for pharmaceutical purposes | -Ultrafiltration -Fermentation -Centrifugation. -Washing Resuspension -Precipitation | -BF (2 L bioreactor) -Agitation at 500 rpm, no aeration, 37 °C, and pH controlled with sterile NaOH (5 M) -Ultrafiltration using membranes with cut-off at 100 kDa -1st centrifugation at 5000× g for 30 min (separation of mass) -2nd Centrifugation at 5000× g for 10 min | -Sugar source: mussel-processing wastewater (MPW) -Protein substrate: tuna peptone (TP) from viscera residue -Initial pH adjusted to 6.7 -Media was sterilized at 121 °C for 15 min | 2.46 g/L | -The use of a marine by-product media achieved a reduction in cost by more than 50%. -Offers an alternative to replace expensive commercial sources of carbohydrates and proteins. | [23] |
| kDa From Streptococcus sp. ID9102 (KCTC1139BP) HA for e medical and cosmetic purposes | -Fermentation -Statistical approach -Inoculum -Culture media | -BF of 75 L (pilot scale fermentation) -Fermentation performed at 36 °C, 0.5 vvm, and 400 rpm for 24 h -Statistical analysis was carried out using a Taguchi orthogonal array design. -To evaluate the cell growth the optical density was measured (spectrophotometer). | Medium: -Glucose 40 g/L -Yeast extract 7.5 g/L -Casein peptone 10 g/L -400 rpm -0.5 vvm -pH of the medium adjusted to 7.0 using 0.1 N NaOH | 6.94 g/L | -The optimization of medium components using a statistical approach was reported. -Glucose was the best carbon source for HA production by Streptococcus sp. ID9102. | [36] |
| kDa From Bacillus subtilis HA for multiple purposes | -Genetic engineering -PCR -Cultivation and fermentation of Bacillus subtilis | -Fed BF -Selection of the strain of Escherichia coli -Selection of the vector, such as pCR2.1 -Cell removal was done by diluting 1 part culture with 3 parts water, mixing well. -Centrifugation at 30,000× g -Cell pellets were washed and dried | -Minimal medium with sucrose as the carbohydrate -Grown in 3 L fermentors -pH of 7 +/− 0.2 at 37 °C -Stirred at 1300 rpm | 0.8–1 g/L | -High-quality HA compared to commercially available sources -Maximum production was reached at 25 h into the fermentation. | [37] |
| MW of HA not specified From Bacillus subtilis HA for multiple purposes | -Genetic engineering (selection of the strain and vector, PCR amplification of gene fragments, and construction of the strain) -Cultivation of Bacillus subtilis -Recovery of HA by centrifugation | -Bacillus subtilis strain was developed by integrating the HA synthase gene (hasA) and the UDP-glucose dehydrogenase gene of Streptococcus (hasB) or of B. subtilis itself (tauD) into the amyE locus of the B. subtilis chromosome. -PCR for 30 cycles -The transformed strain was grown in LB agar at 30 °C for 16 h -Using a bioreactor for the obtention of HA -Centrifugation 12,000 rpm for 10 min -Precipitation of HA using cetylpyridinium chloride (1.7 w/v) | MMG medium or broth composition per liter: -7.0 g dipotassium phosphate -2.0 g monopotassium phosphate -0.5 g sodium citrate -0.1 g magnesium sulfate-1 g ammonium sulfate -Overnight at 37 °C, stirring at 170 rpm | 1.8 g/L | -HA production was achieved by expressing hasA alone, coexpressing hasB or tauD with hasA. -The HA production was enhanced by approximately 200% with the use of a transformed strain. | [38] |
| kDa From Kluyveromyces lactis HA for medical purposes | -Genetic engineering -Quantified using high-performance liquid chromatography (HPLC) -SDS, centrifuged, filtration with 0.20 µm filter, deionization, and the carbazole method | -0.1% SDS for uncoupling the HA capsule surrounding the cell wall, centrifuged 6000× g 4 °C; then supernatant was filtered with 0.20 µm filter and the HA was purified by washing the medium twice with 3–4 volumes of 100% ethanol. The HA pellet formed was resuspended in 50 mL of deionized water, and the carbazol method was used for HA quantification as previously described. | -Modified YPD medium as previously described. -Yeast extract (7.5 g/L) -Peptone (10 g/L) -Glucose (40 g/L) -K2HPO4 (2.5 g/L) -MgSO4 (0.9 g/L) -H2O -NaCl (5 g/L) -Glutamine (0.4 g/L) -Glutamate (0.6 g/L) | 1.89 g/L | - The addition of human hasA genes in the K. lactis genome did not result in the synthesis of hyaluronic acid. | [39] |
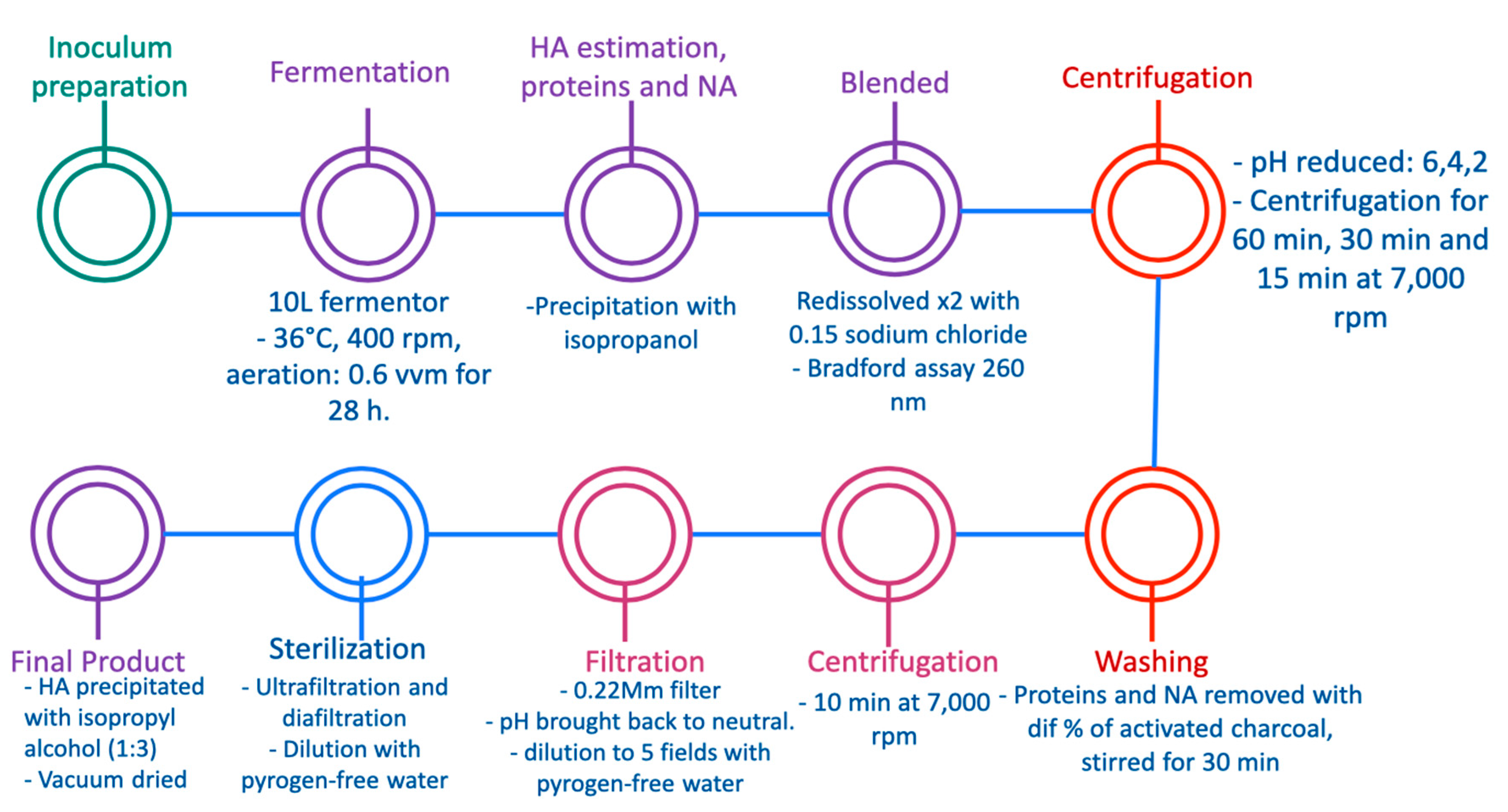
| MW: not specified From Streptococcus equi subspecies zooepidemicus | -Fermentation -Centrifugal separation of cells from culture broth at low pH | -BF cultures -pH was reduced to 6.0, 4.0, and 2.0 and the cells separated by centrifugation for 60 min, 30 min, and 15 min at 7000 rpm respectively. -Concentration of protein present during purification of HA -> Bradford assay -The HA was precipitated with isopropyl alcohol to avoid interference by the components. | -Carbon source 20 g/L, yeast extract 15 g/L; 1% inoculum and 1% yeast extract -Viz., temperature, pH, and treatment with activated charcoal were included | 5.6 g/L | -A simple and efficient method for the separation and recovery of HA from highly viscous culture broth was developed. -The centrifugal separation of cells from culture broth at low pH became much more efficient vs. neutral pH. | [22] |
| kDa From Streptococcus equi subsp. zooepidemicus | -High-pressure liquid chromatography (HPLC) | -BF of S. zooepidemicus was performed under standard conditions. -Range of pH 6.3 to 8.0-Aeration rate of 0.2 vol/vol/min | -30 mL of M17 -Glucose broth -The contents were added to 70 mL of VIG broth and 250 mL of VIG broth in a 500 mL measuring cylinder. | 2.7 g/L | -The maximum HA concentration and bacterial specific growth rate were temperature dependent -Aeration resulted in no change in the maximum specific growth rate of microorganisms but enhanced HA production. | [40] |
| MW: 1 to 10 kDa From S. equi subsp zooepidemicus (ATCC) 39920 | -Extraction and purificationFermentation, centrifugation, precipitation, size exclusion chromatography, and gel filtration | -Batch culture fermentation at 37 °C, 150 rpm for 24 h -Centrifugation at 3200 rpm -Precipitation 1.5:1 (v/v) ethanol:supernatant -Polysep-GFC-P6000 column of the gel filtration | -Agricultural resource derivatives for the supplementation of the media (10%, v/v) | 0.89 g/L, | -Hydrolysate soy protein concentrate (HSPC) and whey protein concentrate (WPC) media were the most effective for the production of biomass. | [41] |
| kDa. From S. equi subsp zooepidemicus (ATCC 39920) | -Fermentation -Centrifugation -Filtration using membranes and high-performance liquid chromatography | -Batch fermentation (3 L), agitation 250 rpm and aeration 2 vvm -Pore size of 0.2 μm -Centrifugation centrifuged at 3200 rpm during 20 min -Three precipitation and dissolution -Carbazol method | -Glucose (25 g/L) -Yeast extract (60 g/L) -Forced aeration 2 vvm | 1.21 g/L | -The initial glucose (IGC) fermentation was independent of the oxygen supply. -The molecular weight was affected by the IGC. | [42] |
| kDa From Lactococcus lactis NZ9000 | -Genetic engineering -Culture media preparation -Fermentation -Centrifugation and MF -Diafiltration with UF -Adsorbent treatment -HA analysis | -2.4 L bioreactor (1 L working volume) -1 vvm of aeration and 200 rpm agitation -Centrifugation at 10,000 rpm for 20 min RT -MF using 0.45 µm membrane -DF using a polyethersulfone UF membrane cassette NMWCO of 300 kDa -Membrane washing with 0.1 N NaOH -Adsorbent treatment with 1% of activated charcoal for 2–3 h with constant stirring -Precipitation with isopropyl alcohol (1:2) | -Brain heart infusion (5 g/L) -Yeast extract (5 g/L) -Ascorbic acid (5 g/L) -Dipotassium hydrogen phosphate (1.5 g/L) -Potassium dihydrogen phosphate (0.5 g/L) -Magnesium sulfate (0.5 g/L) | 0.8–1 g/L | -The bacteria strain suffered a knock out of 3 genes for lactate dehydrogenase expression. -DF was followed by an adsorption step, and both helped to increase HA purity (≈100%). -The use of a higher MW cut off membrane is desirable. | [43] |
| kDa From Bacillus subtilis 3NA | -Genetic engineering -IPTG induction -Fermentation -Centrifugation and MF -1st UF -2nd UF and DF -Precipitation -HA analysis | -Genes from S. zooepidemicus ATCC6580 were used -Fed BF in 3 L bioreactor, temperature of 37 °C, agitation of 1200 rpm, pH 7.0, and aeration of 1 vvm -Induction with IPTG 0.1 mM -Centrifugation at 5000× g for 10 min and MF with a hollow fiber unit. -1st ultrafiltration with a 750 kDa unit -2nd ultrafiltration with a 0.1µm MWCO -Diafiltration with pure water -Precipitation with ethanol 2:1 1 h at 4 °C | -LB medium -Glycerol (2.44 g) -Yeast extract (5 g/L) -H3PO4 (0.082 g) -NH4 OH (0.29 g) -MgSO4 -7H2O -Magnesium sulfate (0.5 g/L) | 7 g/L | -Bacteria transformation with HA genes, i.e., hasA, tuaD, gtaB and gcaB -B. subtilis could be a cost-effective and eco-friendly alternative for HA production. -This new process could increase the operating profit of a manufacturing plant by more than 100%. | [44] |
3. Advances in HA Extraction from Animal Sources
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, S.; Duan, E. Fighting against Skin Aging: The Way from Bench to Bedside. Cell Transplant. 2018, 27, 729–738. [Google Scholar] [CrossRef] [PubMed]
- Gold, M.H. Use of Hyaluronic Acid Fillers for the Treatment of the Aging Face. Clin. Interv. Aging 2007, 2, 369. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Papakonstantinou, E.; Roth, M.; Karakiulakis, G. Hyaluronic Acid: A Key Molecule in Skin Aging. Dermatoendocrinology 2012, 4, 253. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gupta, R.C.; Lall, R.; Srivastava, A.; Sinha, A. Hyaluronic Acid: Molecular Mechanisms and Therapeutic Trajectory. Front. Vet. Sci. 2019, 6, 192. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Fallacara, A.; Baldini, E.; Manfredini, S.; Vertuani, S. Hyaluronic Acid in the Third Millennium. Polymers 2018, 10, 701. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Snetkov, P.; Zakharova, K.; Morozkina, S.; Olekhnovich, R.; Uspenskaya, M. Hyaluronic Acid: The Influence of Molecular Weight on Structural, Physical, Physico-Chemical, and Degradable Properties of Biopolymer. Polymers 2020, 12, 1800. [Google Scholar] [CrossRef]
- Sze, J.H.; Brownlie, J.C.; Love, C.A. Biotechnological Production of Hyaluronic Acid: A Mini Review. 3 Biotech 2016, 6, 67. [Google Scholar] [CrossRef] [Green Version]
- Boeriu, C.G.; Springer, J.; Kooy, F.K.; van den Broek, L.A.M.; Eggink, G. Production Methods for Hyaluronan. Int. J. Carbohydr. Chem. 2013, 2013, 624967. [Google Scholar] [CrossRef] [Green Version]
- Abdallah, M.M.; Fernández, N.; Matias, A.A.; do Rosário Bronze, M. Hyaluronic Acid and Chondroitin Sulfate from Marine and Terrestrial Sources: Extraction and Purification Methods. Carbohydr. Polym. 2020, 243, 116441. [Google Scholar] [CrossRef]
- Stellavato, A.; Vassallo, V.; la Gatta, A.; Pirozzi, A.V.A.; de Rosa, M.; Balato, G.; D’Addona, A.; Tirino, V.; Ruosi, C.; Schiraldi, C. Novel Hybrid Gels Made of High and Low Molecular Weight Hyaluronic Acid Induce Proliferation and Reduce Inflammation in an Osteoarthritis in Vitro Model Based on Human Synoviocytes and Chondrocytes. BioMed Res. Int. 2019, 2019, 4328219. [Google Scholar] [CrossRef] [Green Version]
- Simmons, P.A.; Aragona, P.; Wang, H.; Wang, T. Polymer Size and Other Physical Properties Vary among Hyaluronic Acid-Based Lubricant Eye Drops. Investig. Ophthalmol. Vis. Sci. 2017, 58, 454. [Google Scholar]
- Unterman, S.A.; Gibson, M.; Lee, J.H.; Crist, J.; Chansakul, T.; Yang, E.C.; Elisseeff, J.H. Hyaluronic Acid-Binding Scaffold for Articular Cartilage Repair. Tissue Eng. Part A 2012, 18, 2497. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rao, N.V.; Rho, J.G.; Um, W.; Ek, P.K.; Nguyen, V.Q.; Oh, B.H.; Kim, W.; Park, J.H. Hyaluronic Acid Nanoparticles as Nanomedicine for Treatment of Inflammatory Diseases. Pharmaceutics 2020, 12, 931. [Google Scholar] [CrossRef] [PubMed]
- Choi, K.Y.; Chung, H.; Min, K.H.; Yoon, H.Y.; Kim, K.; Park, J.H.; Kwon, I.C.; Jeong, S.Y. Self-Assembled Hyaluronic Acid Nanoparticles for Active Tumor Targeting. Biomaterials 2010, 31, 106–114. [Google Scholar] [CrossRef]
- Han, S.Y.; Han, H.S.; Lee, S.C.; Kang, Y.M.; Kim, I.S.; Park, J.H. Mineralized Hyaluronic Acid Nanoparticles as a Robust Drug Carrier. J. Mater. Chem. 2011, 21, 7996–8001. [Google Scholar] [CrossRef]
- Bukhari, S.N.A.; Roswandi, N.L.; Waqas, M.; Habib, H.; Hussain, F.; Khan, S.; Sohail, M.; Ramli, N.A.; Thu, H.E.; Hussain, Z. Hyaluronic Acid, a Promising Skin Rejuvenating Biomedicine: A Review of Recent Updates and Pre-Clinical and Clinical Investigations on Cosmetic and Nutricosmetic Effects. Int. J. Biol. Macromol. 2018, 120, 1682–1695. [Google Scholar] [CrossRef]
- Chun, C.; Lee, D.Y.; Kim, J.T.; Kwon, M.K.; Kim, Y.Z.; Kim, S.S. Effect of Molecular Weight of Hyaluronic Acid (HA) on Viscoelasticity and Particle Texturing Feel of HA Dermal Biphasic Fillers. Biomater. Res. 2016, 20, 24. [Google Scholar] [CrossRef] [Green Version]
- Neuman, M.G.; Nanau, R.M.; Oruña-Sanchez, L.; Coto, G. Hyaluronic Acid and Wound Healing. J. Pharm. Pharm. Sci. 2015, 18, 53. [Google Scholar] [CrossRef] [Green Version]
- Shi, L. Bioactivities, Isolation and Purification Methods of Polysaccharides from Natural Products: A Review. Int. J. Biol. Macromol. 2016, 92, 37–48. [Google Scholar] [CrossRef]
- Güngör, G.; Gedikli, S.; Toptaş, Y.; Akgün, D.E.; Demirbilek, M.; Yazıhan, N.; Aytar Çelik, P.; Denkbaş, E.B.; Çabuk, A. Bacterial Hyaluronic Acid Production through an Alternative Extraction Method and Its Characterization. J. Chem. Technol. Biotechnol. 2019, 94, 1843–1852. [Google Scholar] [CrossRef]
- Amado, I.R.; Vázquez, J.A.; Pastrana, L.; Teixeira, J.A. Cheese Whey: A Cost-Effective Alternative for Hyaluronic Acid Production by Streptococcus Zooepidemicus. Food Chem. 2016, 198, 54–61. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Narala, V.; Kanala, J.; Panati, K. Efficient Recovery of Hyaluronic Acid from Highly Viscous Culture Broth. IUP J. Life Sci. 2011, 5, 15–20. [Google Scholar]
- Vázquez, J.A.; Montemayor, M.I.; Fraguas, J.; Murado, M.A. Hyaluronic Acid Production by Streptococcus Zooepidemicus in Marine By-Products Media from Mussel Processing Wastewaters and Tuna Peptone Viscera. Microb. Cell Factories 2010, 9, 46. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Reddy, J.; Karunakaran, K.T. Purification and Characterization of Hyaluronic Acid Produced by Streptococcus Zooepidemicus Strain 3523-7. J. BioScience Biotechnol. 2013, 2, 173–179. [Google Scholar]
- Sousa, A.S.; Guimarães, A.P.; Goncalves, C.V.; Silva, I.J.; Cavalcante, C.L.; Azevedo, D.C.S. Purification and Characterization of Microbial Hyaluronic Acid by Solvent Precipitation and Size-Exclusion Chromatography. Sep. Sci. Technol. 2009, 44, 906–923. [Google Scholar] [CrossRef]
- Izawa, N.; Hanamizu, T.; Iizuka, R.; Sone, T.; Mizukoshi, H.; Kimura, K.; Chiba, K. Streptococcus Thermophilus Produces Exopolysaccharides Including Hyaluronic Acid. J. Biosci. Bioeng. 2009, 107, 119–123. [Google Scholar] [CrossRef]
- Akdamar, H.A.; Sariözlü, N.Y.; Özcan, A.A.; Ersöz, A.; Denizli, A.; Say, R. Separation and Purification of Hyaluronic Acid by Glucuronic Acid Imprinted Microbeads. Mater. Sci. Eng. C 2009, 29, 1404–1408. [Google Scholar] [CrossRef]
- Oueslati, N.; Leblanc, P.; Bodin, A.; Harscoat-Schiavo, C.; Rondags, E.; Meunier, S.; Marc, I.; Kapel, R. A Simple Methodology for Predicting the Performances of Hyaluronic Acid Purification by Diafiltration. J. Membr. Sci. 2015, 490, 152–159. [Google Scholar] [CrossRef]
- Karami, M.; Shahraky, M.K.; Ranjbar, M.; Tabandeh, F.; Morshedi, D.; Aminzade, S. Preparation, Purification, and Characterization of Low-Molecular-Weight Hyaluronic Acid. Biotechnol. Lett. 2020, 43, 133–142. [Google Scholar] [CrossRef]
- Rangaswamy, V.; Jain, D. An Efficient Process for Production and Purification of Hyaluronic Acid from Streptococcus Equi Subsp. Zooepidemicus. Biotechnol. Lett. 2008, 30, 493–496. [Google Scholar] [CrossRef]
- Choi, S.; Choi, W.; Kim, S.; Lee, S.Y.; Noh, I.; Kim, C.W. Purification and Biocompatibility of Fermented Hyaluronic Acid for Its Applications to Biomaterials. Biomater. Res. 2014, 18, 6. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Woo, J.E.; Seong, H.J.; Lee, S.Y.; Jang, Y.S. Metabolic Engineering of Escherichia Coli for the Production of Hyaluronic Acid From Glucose and Galactose. Front. Bioeng. Biotechnol. 2019, 7, 351. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liu, J.; Wang, Y.; Li, Z.; Ren, Y.; Zhao, Y.; Zhao, G. Efficient Production of High-Molecular-Weight Hyaluronic Acid with a Two-Stage Fermentation. RSC Adv. 2018, 8, 36167–36171. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lu, J.F.; Zhu, Y.; Sun, H.L.; Liang, S.; Leng, F.F.; Li, H.Y. Highly Efficient Production of Hyaluronic Acid by Streptococcus Zooepidemicus R42 Derived from Heterologous Expression of Bacterial Haemoglobin and Mutant Selection. Lett. Appl. Microbiol. 2016, 62, 316–322. [Google Scholar] [CrossRef]
- Krahulec, J.; Krahulcová, J. Increase in Hyaluronic Acid Production by Streptococcus Equi Subsp. Zooepidemicus Strain Deficient in β-Glucuronidase in Laboratory Conditions. Appl. Microbiol. Biotechnol. 2006, 71, 415–422. [Google Scholar] [CrossRef]
- Im, J.H.; Song, J.M.; Kang, J.H.; Kang, D.J. Optimization of Medium Components for High-Molecular-Weight Hyaluronic Acid Production by Streptococcus Sp. ID9102 via a Statistical Approach. J. Ind. Microbiol. Biotechnol. 2009, 36, 1337. [Google Scholar] [CrossRef]
- Widner, B.; Behr, R.; von Dollen, S.; Tang, M.; Heu, T.; Sloma, A.; Sternberg, D.; Deangelis, P.L.; Weigel, P.H.; Brown, S. Hyaluronic Acid Production in Bacillus Subtilis. Appl. Environ. Microbiol. 2005, 71, 3747–3752. [Google Scholar] [CrossRef] [Green Version]
- Chien, L.J.; Lee, C.K. Enhanced Hyaluronic Acid Production in Bacillussubtilis by Coexpressing Bacterial Hemoglobin. Biotechnol. Prog. 2007, 23, 1017–1022. [Google Scholar] [CrossRef]
- Gomes, A.M.V.; Netto, J.H.C.M.; Carvalho, L.S.; Parachin, N.S. Heterologous Hyaluronic Acid Production in Kluyveromyces Lactis. Microorganisms 2019, 7, 294. [Google Scholar] [CrossRef] [Green Version]
- Armstrong, D.C.; Johns, M.R. Culture Conditions Affect the Molecular Weight Properties of Hyaluronic Acid Produced by Streptococcus Zooepidemicus. Appl. Environ. Microbiol. 1997, 63, 2759–2764. [Google Scholar] [CrossRef] [Green Version]
- Pires, A.M.B.; Macedo, A.C.; Eguchi, S.Y.; Santana, M.H.A. Microbial Production of Hyaluronic Acid from Agricultural Resource Derivatives. Bioresour. Technol. 2010, 101, 6506–6509. [Google Scholar] [CrossRef] [PubMed]
- Pires, A.M.B.; Santana, M.H.A. Metabolic Effects of the Initial Glucose Concentration on Microbial Production of Hyaluronic Acid. Appl. Biochem. Biotechnol. 2010, 162, 1751–1761. [Google Scholar] [CrossRef] [PubMed]
- Rajendran, V.; Puvendran, K.; Guru, B.R.; Jayaraman, G. Design of Aqueous Two-Phase Systems for Purification of Hyaluronic Acid Produced by Metabolically Engineered Lactococcus Lactis. J. Sep. Sci. 2016, 39, 655–662. [Google Scholar] [CrossRef] [PubMed]
- Cerminati, S.; Leroux, M.; Anselmi, P.; Peirú, S.; Alonso, J.C.; Priem, B.; Menzella, H.G. Low Cost and Sustainable Hyaluronic Acid Production in a Manufacturing Platform Based on Bacillus Subtilis 3NA Strain. bioRxiv 2021, 8, 3075–3086. [Google Scholar] [CrossRef]
- Díaz-Montes, E.; Castro-Muñoz, R. Metabolites Recovery from Fermentation Broths via Pressure-Driven Membrane Processes. Asia-Pac. J. Chem. Eng. 2019, 14, e2332. [Google Scholar] [CrossRef]
- Castro-Muñoz, R.; Serna-Vázquez, J.; García-Depraect, O. Current Evidence in High Throughput Ultrafiltration toward the Purification of Monoclonal Antibodies (MAbs) and Biotechnological Protein-Type Molecules. Crit. Rev. Biotechnol. 2021, 42, 1–11. [Google Scholar] [CrossRef]
- Díaz-Montes, E.; Yáñez-Fernández, J.; Castro-Muñoz, R. Microfiltration-Mediated Extraction of Dextran Produced by Leuconostoc Mesenteroides SF3. Food Bioprod. Processing 2020, 119, 317–328. [Google Scholar] [CrossRef]
- Mo, Y.; Takaya, T.; Nishinari, K.; Kubota, K.; Okamoto, A. Effects of Sodium Chloride, Guanidine Hydrochloride, and Sucrose on the Viscoelastic Properties of Sodium Hyaluronate Solutions. Biopolymers 1999, 50, 23–34. [Google Scholar] [CrossRef]
- Hadidi, M.; Buckley, J.J.; Zydney, A.L. Effect of Electrostatic Interactions on the Ultrafiltration Behavior of Charged Bacterial Capsular Polysaccharides. Biotechnol. Prog. 2016, 32, 1531–1538. [Google Scholar] [CrossRef]
- Castro-Muñoz, R.; García-Depraect, O.; León-Becerril, E.; Cassano, A.; Conidi, C.; Fíla, V. Recovery of Protein-Based Compounds from Meat by-Products by Membrane-Assisted Separations: A Review. J. Chem. Technol. Biotechnol. 2021, 96, 3025–3042. [Google Scholar] [CrossRef]
- Castro-Muñoz, R.; Boczkaj, G.; Gontarek, E.; Cassano, A.; Fíla, V. Membrane Technologies Assisting Plant-Based and Agro-Food by-Products Processing: A Comprehensive Review. Trends Food Sci. Technol. 2020, 95, 219–232. [Google Scholar] [CrossRef]
- Zhou, H.; Ni, J.; Huang, W.; Zhang, J. Separation of Hyaluronic Acid from Fermentation Broth by Tangential Flow Microfiltration and Ultrafiltration. Sep. Purif. Technol. 2006, 52, 29–38. [Google Scholar] [CrossRef]
- Gözke, G.; Kirschhöfer, F.; Prechtl, C.; Brenner-Weiss, G.; Krumov, N.V.; Obst, U.; Posten, C. Electrofiltration Improves Dead-End Filtration of Hyaluronic Acid and Presents an Alternative Downstream Processing Step That Overcomes Technological Challenges of Conventional Methods. Eng. Life Sci. 2017, 17, 970–975. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Castro-Muñoz, R.; Conidi, C.; Cassano, A. Membrane-Based Technologies for Meeting the Recovery of Biologically Active Compounds from Foods and Their by-Products. Crit. Rev. Food Sci. Nutr. 2019, 59, 2927–2948. [Google Scholar] [CrossRef] [PubMed]
- Cassano, A.; Conidi, C.; Ruby-Figueroa, R.; Castro-Muñoz, R. Nanofiltration and Tight Ultrafiltration Membranes for the Recovery of Polyphenols from Agro-Food By-Products. Int. J. Mol. Sci. 2018, 19, 351. [Google Scholar] [CrossRef] [Green Version]
- Pichardo-Romero, D.; Garcia-Arce, Z.P.; Zavala-Ramírez, A.; Castro-Muñoz, R. Current Advances in Biofouling Mitigation in Membranes for Water Treatment: An Overview. Processes 2020, 8, 182. [Google Scholar] [CrossRef] [Green Version]
- Murado, M.A.; Montemayor, M.I.; Cabo, M.L.; Vázquez, J.A.; González, M.P. Optimization of Extraction and Purification Process of Hyaluronic Acid from Fish Eyeball. Food Bioprod. Processing 2012, 90, 491–498. [Google Scholar] [CrossRef] [Green Version]
- Amagai, I.; Tashiro, Y.; Ogawa, H. Improvement of the Extraction Procedure for Hyaluronan from Fish Eyeball and the Molecular Characterization. Fish. Sci. 2009, 75, 805–810. [Google Scholar] [CrossRef]
- Sadhasivam, G.; Muthuvel, A.; Pachaiyappan, A.; Thangavel, B. Isolation and Characterization of Hyaluronic Acid from the Liver of Marine Stingray Aetobatus Narinari. Int. J. Biol. Macromol. 2013, 54, 84–89. [Google Scholar] [CrossRef]
- Nakano, T.; Nakano, K.; Sim, J.S. A Simple Rapid Method To Estimate Hyaluronic Acid Concentrations in Rooster Comb and Wattle Using Cellulose Acetate Electrophoresis. J. Agric. Food Chem. 1994, 42, 2766–2768. [Google Scholar] [CrossRef]
- Castro-Muñoz, R.; Yáñez-Fernández, J.; Fíla, V. Phenolic Compounds Recovered from Agro-Food by-Products Using Membrane Technologies: An Overview. Food Chem. 2016, 213, 753–762. [Google Scholar] [CrossRef] [PubMed]
- Castro-Muñoz, R.; García-Depraect, O. Membrane-Based Harvesting Processes for Microalgae and Their Valuable-Related Molecules: A Review. Membranes 2021, 11, 585. [Google Scholar] [CrossRef] [PubMed]






| Source | Advantage | Disadvantage |
|---|---|---|
| Animal | High yield of HA, products with HMW, natural products | RE or RC, EPP, variation in product quality |
| Bacterial | High yield of HA, CP, low cost and short time, uniformity of HA and HA with HMW | Possible BE, use of GMOs, RC during production |
| Yeast | Low-cost production | Dangerous for humans, only one microorganism can produce it. |
| Use | Molecular Weight | Reference | |
|---|---|---|---|
| Medical | Bone disorders: injections for pain relief. Ophthalmologists: protect and lubricate eyes for the treatment of dry eye. Scaffolds for tissue engineering. Nanoparticles for treatment of inflammatory diseases/active tumor targeting/drug carriers. | Low and high 1400 ± 200 kDa 100 ± 20 kDa Low and High ~200 kDa 2 × 103 kDa High MW Low and high | [10] [11] [12] [13,14,15] |
| Cosmetic | Skin care: anti-wrinkle, anti-nasolabial fold, anti-aging, and face rejuvenating properties. Dermal filler to lift rhytides and improve facial appearance. | Low MW 50 kDa Monophasic: mixture of high and low MW Biphasic: high MW ~1 × 103 kDa | [16] [17] |
| Pharmacology | Anti-inflammatory, wound healing, and tissue regeneration. | High MW: 1 × 103–1.5 × 103 kDa | [18] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rodriguez-Marquez, C.D.; Arteaga-Marin, S.; Rivas-Sánchez, A.; Autrique-Hernández, R.; Castro-Muñoz, R. A Review on Current Strategies for Extraction and Purification of Hyaluronic Acid. Int. J. Mol. Sci. 2022, 23, 6038. https://doi.org/10.3390/ijms23116038
Rodriguez-Marquez CD, Arteaga-Marin S, Rivas-Sánchez A, Autrique-Hernández R, Castro-Muñoz R. A Review on Current Strategies for Extraction and Purification of Hyaluronic Acid. International Journal of Molecular Sciences. 2022; 23(11):6038. https://doi.org/10.3390/ijms23116038
Chicago/Turabian StyleRodriguez-Marquez, Carlos Dariel, Susana Arteaga-Marin, Andrea Rivas-Sánchez, Renata Autrique-Hernández, and Roberto Castro-Muñoz. 2022. "A Review on Current Strategies for Extraction and Purification of Hyaluronic Acid" International Journal of Molecular Sciences 23, no. 11: 6038. https://doi.org/10.3390/ijms23116038
APA StyleRodriguez-Marquez, C. D., Arteaga-Marin, S., Rivas-Sánchez, A., Autrique-Hernández, R., & Castro-Muñoz, R. (2022). A Review on Current Strategies for Extraction and Purification of Hyaluronic Acid. International Journal of Molecular Sciences, 23(11), 6038. https://doi.org/10.3390/ijms23116038