
Recent Advances and Future Directions in Downstream Processing of Therapeutic Antibodies

{kind=link}
Abstract
:1. Introduction
2. Developability Assessment for Lead Antibody Molecules
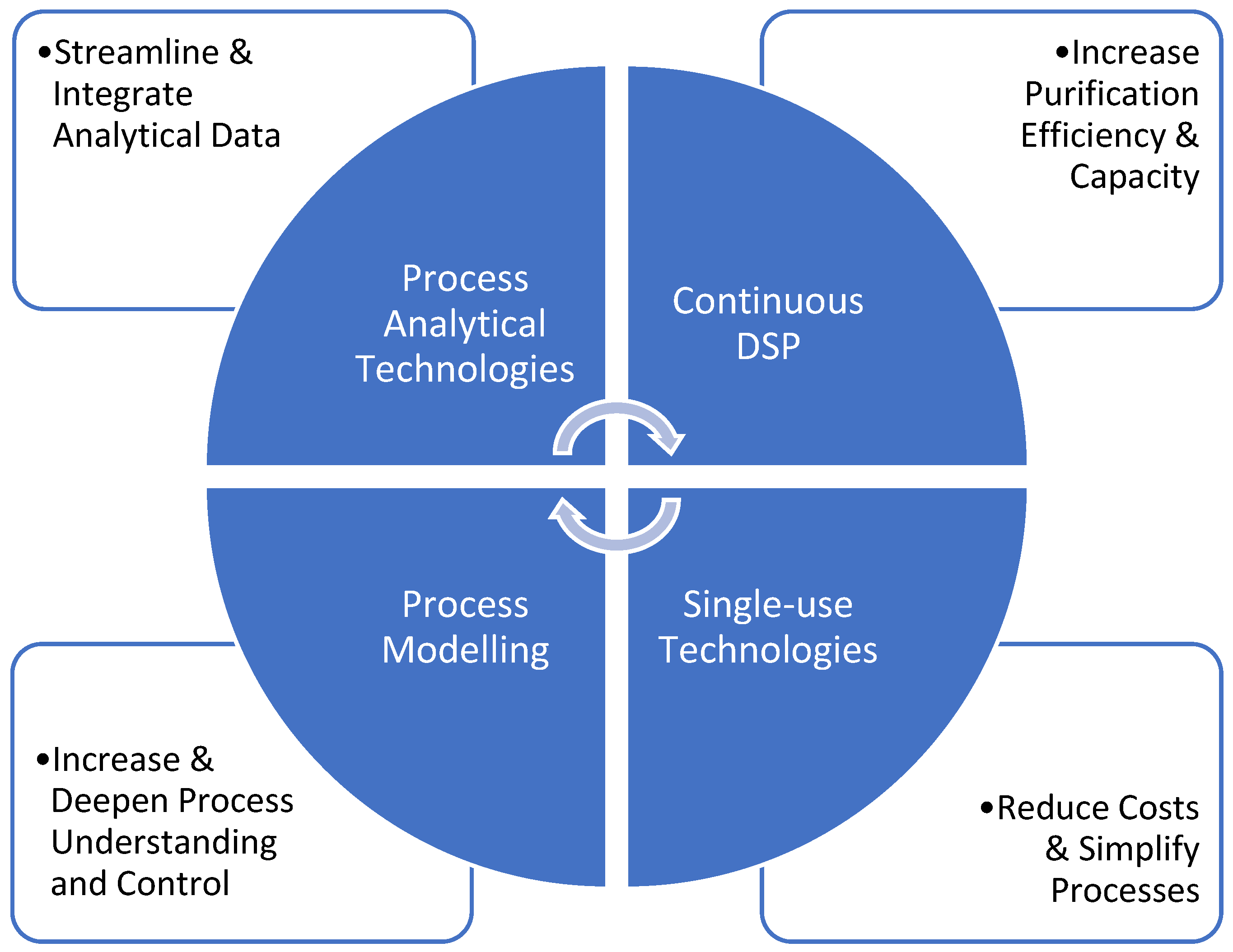
3. Adoption of Single-Use Technologies
4. Continuous Downstream Processing
5. Mechanistic and Statistical Process Modelling
6. Process Analytical Technologies
7. Summary and Conclusions
Funding
Conflicts of Interest
References
- Vatsa, S. In Silico prediction of post-translational modifications in therapeutic antibodies. mAbs 2022, 14, 2023938. [Google Scholar] [CrossRef] [PubMed]
- Liu, H.; Ponniah, G.; Zhang, H.-M.; Nowak, C.; Neil, A.; Gonzalez-Lopez, N.; Patel, R.; Cheng, G.; Kita, A.Z.; Andrien, B. In vitro and in vivo modifications of recombinant and human IgG antibodies. mAbs 2014, 6, 1145–1154. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kerwin, B.A.; Bennett, C.; Brodsky, Y.; Clark, R.; Floyd, J.A.; Gillespie, A.; Mayer, B.T.; McClure, M.; Siska, C.; Seaman, M.S.; et al. Framework mutations of the 10-1074 bnAb increase conformational stability, manufacturability, and stability while preserving full neutralization activity. J. Pharm. Sci. 2020, 109, 233–246. [Google Scholar] [CrossRef] [Green Version]
- Chi, B.; De Oliveira, G.; Gallagher, T.; Mitchell, L.; Knightley, L.; Gonzalez, C.C.; Russell, S.; Germaschewski, V.; Pearce, C.; Sellick, C.A. Pragmatic mAb lead molecule engineering from a developability perspective. Biotechnol. Bioeng. 2021, 118, 3733–3743. [Google Scholar] [CrossRef] [PubMed]
- Seeliger, D.; Schulz, P.; Litzenburger, T.; Spitz, J.; Hoerer, S.; Blech, M.; Enenkel, B.; Studts, J.; Garidel, P.; Karow, A.R. Boosting antibody developability through rational sequence optimization. mAbs 2015, 7, 505–515. [Google Scholar] [CrossRef]
- Robotham, A.C.; Kelly, J.F. Detection and quantification of free sulfhydryls in monoclonal antibodies using maleimide labeling and mass spectrometry. mAbs 2019, 11, 757–766. [Google Scholar] [CrossRef]
- Kim, N.A.; Kar, S.; Li, Z.; Das, T.K.; Carpenter, J.F. Mimicking low pH virus inactivation used in antibody manufacturing proceses: Effect of processing conditions and biophysical properties on antibody aggregation and particle formation. J. Pharm. Sci. 2021, 110, 3188–3199. [Google Scholar] [CrossRef]
- Wãlchli, R.; Ressurreição, M.; Vogg, S.; Feidl, F.; Angelo, J.; Xu, X.; Ghose, S.; Li, Z.J.; Le Saoût, X.; Souquet, J.; et al. Understanding mAb aggregation during low pH viral inactivation and subsequent neutralization. Biotechnol. Bioeng. 2020, 117, 687–700. [Google Scholar] [CrossRef]
- Saleh, D.; Hess, R.; Ahlers-Hesse, M.; Beckert, N.; Schönberger, M.; Rischawy, R.; Wang, G.; Bauer, J.; Blech, M.; Kluters, S.; et al. Modeling the impact of amino acid substitution in a monoclonal antibody on cation exchange chromatography. Biotechnol. Bioeng. 2021, 118, 2923–2933. [Google Scholar] [CrossRef]
- Strop, P.; Ho, W.-H.; Boustany, L.M.; Abdiche, Y.N.; Lindquist, K.C.; Farias, S.E.; Rickert, M.; Appah, C.T.; Pascua, E.; Radcliffe, T.; et al. Generating bispecific human IgG1 and IgG2 antibodies from any antibody pair. J. Mol. Biol. 2012, 420, 204–219. [Google Scholar] [CrossRef]
- Kittelmann, J.; Lang, K.M.H.; Ottens, M.; Hubbuch, J. Orientation of monoclonal antibodies in ion-exchange chromatography: A predictive quantitative structure-activity relationship modeling approach. J. Chromatogr. A 2017, 1510, 33–39. [Google Scholar] [CrossRef] [PubMed]
- Gudhka, R.B.; Bilodeau, C.L.; McCallum, S.A.; McCoy, M.A.; Roush, D.J.; Snyder, M.A.; Crammer, S.M. Identification of preferred multi-modal ligand-binding regions on IgG1 Fc using nuclear magnetic resonance and molecular dynamics simulations. Biotechnol. Bioeng. 2021, 118, 809–822. [Google Scholar] [CrossRef]
- Lopes, A.G. Single-use in the biopharmaceutical industry: A review of current technology impact, challenges and limitation. Food Bioprod. Process. 2015, 93, 98–114. [Google Scholar] [CrossRef]
- Carlbungco, C. Stainless Steel and Single-Use Systems: Observations from COVID-19. BioProcess International (Supply Chain Management: SUS in COVID-19). 2020. Available online: https://bioprocessintl.com/sponsored-content/stainless-steel-and-single-use-systems-supply-chain-management-observations-from-covid-19/ (accessed on 27 May 2022).
- Barbaroux, M.; Horowski, B.; Mokuolu, S.; Petrich, M.; Whitford, W.; BPSA Sustainability Subcommittee and Flanagan, B. The green imperative. Part One: Life-cycle assessment and sustainability for single-use technologies in the biopharmaceutical industry. BioProcess Int. 2020, 18, 12–19. [Google Scholar]
- Jacquemart, R.; Vandersluis, M.; Zhoa, M.; Sukhija, K.; Sidhu, N.; Stout, J. A single-use strategy to enable manufacturing of affordable biologics. Comput. Struct. Biotechnol. J. 2016, 14, 309–318. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hummel, J.; Pagkaliwangan, M.; Gjoka, X.; Davidovits, T.; Stock, R.; Ransohoff, T.; Gantier, R.; Schofield, M. Modeling the downstream processing of monoclonal antibodies reveals cost advantages for continuous methods for a broad range of manufacturing scales. Biotechnol. J. 2019, 14, 1700665. [Google Scholar] [CrossRef] [Green Version]
- Bio-Process Systems Alliance (BPSA). X-ray Sterilization of Single-Use Bioprocess Equipment. Part 1. Industry Need 2021, Requirements and Risk Evaluation. Available online: www.bpsalliance.org (accessed on 20 April 2022).
- Menzel, R.; Dorey, S.; Maier, T.; Pahl, I.; Hauk, A. X-ray sterilization of biopharmaceutical manufacturing equipment—Extractables profile of a film material and copolyester Tritan compared to gamma irradiation. Biotechnol. Prog. 2021, 38, e3214. [Google Scholar] [CrossRef]
- Gaston, F.; Dupuy, N.; Marque, S.R.A.; Dorey, S. Evaluation of multilayer film stability by Raman spectroscopy after gamma-irradiation sterilization process. Vib. Spectrosc. 2018, 96, 52–59. [Google Scholar] [CrossRef]
- Gaston, F.; Dupuy, N.; Marque, S.R.A.; Barbaroux, M.; Dorey, S. FTIR study of ageing of –irradiated biophamaceutical EVA based film. Polym. Degrad. Stab. 2016, 129, 19–25. [Google Scholar]
- Madsen, B.; Britt, D.W.; Griffiths, F.; McKenna, E.; Ho, C.-H. Effect of sterilization techniques on the physiochemical properties of polysulfone hollow fibers. J. Appl. Polym. Sci. 2010, 119, 3429–3436. [Google Scholar] [CrossRef]
- Gao, Y.; Allison, N. Extractables and leachables issues with the application of single-use technology in the biopharmaceutical industry. J. Chem. Technol. Biotechnol. 2015, 91, 289–295. [Google Scholar] [CrossRef]
- Kavara, A.; Sokolowski, D.; Collins, M.; Schofield, M. Chapter 4—Recent advances in continuous downstream processing of antibodies and related products. In Approaches to the Purification, Analysis and Characterization of Antibody-Based Therapeutics; Matte, A., Ed.; Elsevier: Amsterdam, The Netherlands, 2020; pp. 81–103. [Google Scholar]
- Khanal, O.; Lenhoff, A.M. Developments and opportunities in continuous biopharmaceutical manufacturing. mAbs 2021, 13, e1903664. [Google Scholar] [CrossRef] [PubMed]
- Mahal, H.; Branton, H.; Farid, S.S. End-to-end continuous bioprocessing: Impact on facility design, cost of goods, and cost of development for monoclonal antibodies. Biotechnol. Bioeng. 2021, 118, 3468–3485. [Google Scholar] [CrossRef] [PubMed]
- Kelly, W.; Scully, J.; Zhang, D.; Feng, G.; Lavengood, M.; Condon, J.; Knighton, J.; Bhatia, R. Understanding and modeling alternating tangential flow filtration for perfusion cell culture. Biotechnol. Prog. 2014, 30, 1291–1300. [Google Scholar] [CrossRef]
- Madsen, E.; Kaiser, J.; Krühne, U.; Pinelo, M. Single pass tangential flow filtration: Critical operational variables, fouling, and main current applications. Sep. Purif. Technol. 2022, 291, 120949. [Google Scholar] [CrossRef]
- Tan, R.; Hezel, F.; Franzreb, M. Continuous single pass diafiltration with alternating permeate flow direction for high efficiency buffer exchange. J. Memb. Sci. 2021, 619, 118695. [Google Scholar] [CrossRef]
- Fedorenko, D.; Dutta, A.K.; Tan, J.; Walko, J.; Brower, M.; Pinto, N.D.S.; Zydney, A.L.; Shinkazh, O. Improved protein A resin for antibody capture in a continuous countercurrent tangential chromatography system. Biotechnol. Boeng. 2020, 117, 646–653. [Google Scholar] [CrossRef]
- Amritar, V.; Adat, S.; Tejwani, V.; Rathore, A.; Bhambure, R. Engineering Staphylococcal Protein A for high-throughput affinity purification of monoclonal antibodies. Biotechnol. Adv. 2020, 44, 107632. [Google Scholar] [CrossRef]
- Napoleone, A.; Lauén, I.; Linkgreim, T.; Dahllund, L.; Persson, H.; Andersson, O.; Olsson, A.; Hultqvist, G.; Frank, P.; Hall, M.; et al. Fed-batch production assessment of a tetravalent bispecific antibody: A case study on piggyBac stably transfected HEK293 cells. New Biotechnol. 2021, 65, 9–19. [Google Scholar] [CrossRef]
- Davis, R.R.; Suber, F.; Heller, I.; Yang, B.; Martinez, J. Improving mAb capture productivity on batch and continuous processing using nanofiber PrismA adsorbents. J. Biotechnol. 2021, 336, 50–55. [Google Scholar] [CrossRef]
- Nadar, S.; Shooter, G.; Somasundaram, B.; Shave, E.; Baker, K.; Lua, L.H.L. Intensified downstream processing of monoclonal antibodies using membrane technology. Biotechnol. J. 2021, 16, 2000309. [Google Scholar] [CrossRef] [PubMed]
- Dods, S.R.; Hardick, O.; Stevens, B.; Bracewell, D.G. Fabricating electrospun cellulose nanofiber adsorbents for ion-exchange chromatography. J. Chromatogr. A 2015, 1376, 74–83. [Google Scholar] [CrossRef] [PubMed]
- Arnold, L.; Lee, K.; Rucker-Pezzini, J.; Lee, J.H. Implementation of fully integrated continuous antibody processing: Effects on productivity and COGm. Biotechnol. J. 2019, 14, 1800061. [Google Scholar] [CrossRef] [PubMed]
- Gillespie, C.; Holstein, M.; Mullin, L.; Cotoni, K.; Tuccelli, R.; Caulmare, J.; Greenhalgh, P. Continuous in-line virus inactivation for next generation bioprocessing. Biotechnol. J. 2019, 14, 1700718. [Google Scholar] [CrossRef]
- Martins, D.L.; Sencar, J.; Hammerschmidt, N.; Flicker, A.; Kindermann, J.; Kreil, T.R.; Jungbauer, A. Truly continuous low pH viral inactivation for biopharmaceutical process integration. Biotechnol. Bioeng. 2020, 117, 1406–1417. [Google Scholar] [CrossRef] [PubMed]
- Kateja, N.; Nitika, N.; Fadnis, R.S.; Rathore, A.S. A novel reactor configuration for continuous virus inactivation. Biochem. Eng. J. 2021, 167, 107885. [Google Scholar] [CrossRef]
- Pollard, J.; McDonald, P.; Hesslein, A. Lessons learned in building high-throughput process development capabilities. Eng. Life Sci. 2017, 16, 93–98. [Google Scholar] [CrossRef]
- Kumar, V.; Bhalla, A.; Rathore, A.S. Design of experiments applications in bioprocessing: Concepts and approaches. Biotechnol. Prog. 2014, 30, 86–99. [Google Scholar] [CrossRef]
- Kumar, V.; Lenhoff, A.M. Mechanistic modelling of preparative chromatography for biotherapeutics. Ann. Rev. Chem. Biomol. Eng. 2020, 11, 235–255. [Google Scholar] [CrossRef]
- Babi, D.K.; Griesbach, J.; Hunt, S.; Insaidoo, F.; Roush, D.; Todd, R.; Staby, A.; Welsh, J.; Wittkopp, F. Opportunities and challenges for model utilization in the biopharmaceutical industry: Current versus future state. Curr. Opin. Chem. Eng. 2022, 36, 100813. [Google Scholar] [CrossRef]
- Hanke, A.T.; Ottens, M. Purifying biopharmaceuticals: Knowledge-based chromatographic process development. Trends Biotechnol. 2014, 22, 210–220. [Google Scholar] [CrossRef] [PubMed]
- Benner, S.W.; Welsh, J.P.; Rauscher, M.A.; Pollard, J.M. Prediction of lab and manufacturing scale chromatography using min-columns and mechanistic modelling. J. Chromatogr. A 2019, 1593, 54–62. [Google Scholar] [CrossRef] [PubMed]
- Schmölder, J.; Kaspereit, M. A modular framework for the modelling and optimization of advanced chromatographic processes. Processes 2020, 8, 65. [Google Scholar] [CrossRef] [Green Version]
- Leweke, S.; von Lieres, E. Chromatography analysis and design toolkit (CADET). Comput. Chem. Eng. 2018, 113, 274–294. [Google Scholar] [CrossRef]
- Aspen Chromatography™. Improving Process Design. Available online: https://www.aspentech.com/en/%20products/pages/aspen-chromatography (accessed on 7 June 2022).
- Ypso-Ionic®. Available online: https://www.ypso-ionic.com. (accessed on 7 June 2022).
- GoSilico™. Chromatography Modeling. Available online: https://www.cytivalifesciences.com/en/us/shop/chromatography/chromatography-modeling (accessed on 3 August 2022).
- Rischawy, F.; Saleh, D.; Tobias, H.; Oelmeier, S.; Spitz, J.; Kluters, S. Good modelling practise for industrial chromatography: Mechanistic modelling of ion exchange chromatography of a bispecific antibody. Comput. Chem. Eng. 2019, 130, 106532. [Google Scholar] [CrossRef]
- Briskot, T.; Stückler, F.; Wittkopp, F.; Williams, C.; Yang, J.; Konrad, S.; Doninger, K.; Griesbach, J.; Bennecke, M.; Hepbildikler, S.; et al. Prediction uncertainty assessment of chromatography models using Bayesian inference. J. Chromatogr. A 2019, 1587, 101–110. [Google Scholar] [CrossRef]
- Shekhawat, L.K.; Kumar, V.; Rathore, A.S. Design of experiments applications in bioprocessing: Chromatography process development using split design of experiments. Biotechnol. Prog. 2018, 35, e2730. [Google Scholar] [CrossRef] [Green Version]
- Shekhawat, L.K.; Manvar, A.P.; Rathore, A.S. Enablers for QbD implementation: Mechanistic modeling for ion-exchange membrane chromatography. J. Memb. Sci. 2016, 500, 86–98. [Google Scholar] [CrossRef]
- Sanchez-Reyes, G.; Graalfs, H.; Hafner, M.; Frech, C. Mechanistic modelling of ligand density variations on anion exchange chromatography. J. Sep. Sci. 2021, 44, 805–821. [Google Scholar] [CrossRef]
- Gerzon, G.; Sheng, Y.; Kirkitadze, M. Process analytical technologies—Advances in bioprocess integration and future perspectives. J. Pharm. Biomed. Anal. 2021, 207, 114379. [Google Scholar] [CrossRef]
- Maruthamuthu, M.K.; Rudge, S.R.; Ardekani, A.M.; Ladisch, M.R.; Verma, M.S. Process analytical technologies and data analytics for the manufacture of monoclonal antibodies. Trends Biotechnol. 2020, 38, 1169–1186. [Google Scholar] [CrossRef] [PubMed]
- São Pedro, M.N.; Klijn, M.E.; Eppink, M.H.M.; Ottens, M. Process analytical technique (PAT) miniaturization for monoclonal antibody aggregate detection in continuous downstream processing. J. Chem. Technol. Biotechnol. 2021. [Google Scholar] [CrossRef]
- Wasalathanthri, D.P.; Rehmann, M.S.; Song, Y.; Gu, Y.; Mi, L.; Shao, C.; Chemmalil, L.; Lee, J.; Ghose, S.; Borys, M.C.; et al. Technology outlook for real-time quality attribute and process parameter monitoring in biopharmaceutical development—A review. Biotechnol. Bioeng. 2020, 117, 3182–3198. [Google Scholar] [CrossRef] [PubMed]
- Wasalathanthri, D.P.; Shah, R.; Ding, J.; Leone, A.; Li, Z.J. Process analytics 4.0. A paradigm shift in rapid analytics for biologics development. Biotechnol. Prog. 2021, 37, e3177. [Google Scholar] [CrossRef] [PubMed]
- Jiang, M.; Severson, K.A.; Love, J.C.; Madden, H.; Swann, P.; Zang, L.; Baatz, R.D. Opportunities and challenges of real-time release testing in biopharmaceutical manufacturing. Biotechnol. Bioeng. 2017, 114, 2445–2456. [Google Scholar] [CrossRef] [PubMed]
- Brestrich, N.; Rüdt, M.; Büchler, D.; Hubbuch, J. Selective protein quantification for preparative chromatography using variable pathelength UV/Vis spectroscopy and partial least squares regression. Chem. Engin. Sci. 2018, 176, 157–164. [Google Scholar] [CrossRef]
- Ly, T.T.; Ruan, Y.; Du, B.; Jia, P.; Zhang, H. Fibre-optic surface plasmon resonance biosensor for monoclonal antibody titer quantification. Biosensors 2021, 11, 383. [Google Scholar] [CrossRef] [PubMed]
- Feidl, F.; Garbellini, S.; Luna, M.F.; Vogg, S.; Souquet, J.; Broly, H.; Morbidelli, M.; Butté, A. Combining mechanistic modeling and Raman spectroscopy for monitoring antibody chromatographic purification. Processes 2019, 7, 683. [Google Scholar] [CrossRef] [Green Version]
- Feidl, F.; Garbellini, S.; Vogg, S.; Sokolov, M.; Souquet, J.; Broly, H.; Butte, A.; Morbidelli, M. A new flow cell and chemometric protocol for implementing in-line Raman spectroscopy in chromatography. Biotechnol. Prog. 2019, 35, e2847. [Google Scholar] [CrossRef]
- Rolinger, L.; Rüdt, M.; Hubbuch, J. Comparison of UV- and Raman-based monitoring of the Protein A load phase and evaluation of data fusion by PLS models and CNNs. Biotechnol. Bioeng. 2021, 118, 4255–4268. [Google Scholar] [CrossRef]
- Yilmaz, D.; Mehdizadeh, H.; Navarro, D.; Shehzad, A.; O’Connor, M.; McCormick, P. Application of Raman spectroscopy in monoclonal antibody producing continuous systems for downstream process intensification. Biotechnol. Prog. 2019, 36, e2947. [Google Scholar] [CrossRef] [PubMed]
- Patel, B.A.; Gospodarek, A.; Larkin, M.; Kenrick, S.A.; Haverick, M.A.; Tugcu, N.; Brower, M.A.; Richardson, D.D. Multi-angle light scattering as a process analytical technology measuring real-time molecular weight for downstream process control. mAbs 2018, 10, 945–950. [Google Scholar] [CrossRef]
- Tiwari, A.; Kateja, N.; Chanana, S.; Rathore, A.S. Use of HPLC as an enabler of process analytical technology in process chromatography. Anal. Chem. 2018, 90, 7824–7829. [Google Scholar] [CrossRef] [PubMed]
- Chemmalil, L.; Prabhakar, T.; Kuang, J.; West, J.; Tan, Z.; Ehamparanathan, V.; Song, Y.; Xu, J.; Ding, J.; Li, Z. Online/at-line measurement, analysis and control of product titre and critical product quality attributes (CQAs) during process development. Biotechnol. Bioeng. 2020, 117, 3757–3765. [Google Scholar] [CrossRef] [PubMed]
- Gillespie, C.; Wasalathanthri, D.P.; Ritz, D.B.; Zhou, G.; Davis, K.A.; Wucherpfennig, T.; Hazelwood, N. Systematic assessment of process analytical technologies for biologics. Biotechnol. Bioeng. 2021, 119, 423–434. [Google Scholar] [CrossRef]
- West, J.M.; Feroz, H.; Xu, X.; Puri, N.; Holstein, M.; Ghose, S.; Ding, J.; Li, Z.J. Process analytical technology for on-line monitoring of quality attributes during single-use ultrafiltration/diafiltration. Biotechnol. Bioeng. 2021, 118, 2293–2300. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, C.; Chen, J.; Fernandez, J.; Vellala, P.; Kulkarni, T.A.; Aguilar, I.; Ritz, D.; Lan, K.; Patel, P.; et al. A fully integrated online platform for real-time monitoring of multiple product quality attributes in biopharmaceutical processes for monoclonal antibody therapeutics. J. Pharm. Sci. 2022, 111, 358–367. [Google Scholar] [CrossRef] [PubMed]
- Rogers, R.S.; Abernathy, M.; Richardson, D.D.; Rouse, J.C.; Sperry, J.B.; Swann, P.; Wypych, J.; Yu, C.; Zhang, L.; Deshpande, R. A view on the importance of “multi attribute method” for measuring purity of biopharmaceuticals and improving overall control strategy. AAPS J. 2018, 20, 7. [Google Scholar] [CrossRef] [Green Version]
- Rogstad, S.; Yan, H.; Wang, X.; Powers, D.; Brorson, K.; Damdinsuren, B.; Lee, S. Multi-attribute for quality control of therapeutic proteins. Anal. Chem. 2019, 91, 14170–14177. [Google Scholar] [CrossRef] [PubMed]
- Jakes, C.; Füssl, F.; Zaborowska, I.; Bones, J. Rapid analysis of biotherapeutics using Protein A chromatography coupled to Orbitrap mass spectrometry. Anal. Chem. 2021, 93, 13505–13512. [Google Scholar] [CrossRef]

Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Matte, A. Recent Advances and Future Directions in Downstream Processing of Therapeutic Antibodies. Int. J. Mol. Sci. 2022, 23, 8663. https://doi.org/10.3390/ijms23158663
Matte A. Recent Advances and Future Directions in Downstream Processing of Therapeutic Antibodies. International Journal of Molecular Sciences. 2022; 23(15):8663. https://doi.org/10.3390/ijms23158663
Chicago/Turabian StyleMatte, Allan. 2022. "Recent Advances and Future Directions in Downstream Processing of Therapeutic Antibodies" International Journal of Molecular Sciences 23, no. 15: 8663. https://doi.org/10.3390/ijms23158663
APA StyleMatte, A. (2022). Recent Advances and Future Directions in Downstream Processing of Therapeutic Antibodies. International Journal of Molecular Sciences, 23(15), 8663. https://doi.org/10.3390/ijms23158663