
The Influence of the Material Structure on the Mechanical Properties of Geopolymer Composites Reinforced with Short Fibers Obtained with Additive Technologies




Abstract
:1. Introduction
- (1)
- Increasing flexural strength—for samples with fiber addition, it could be even 600% higher than for plain sample [30].
- (2)
- Improving interlayer bonding, including influence of time intervals between layers-reducing time gaps between additive layers and introducing fibers impact on the bond strength between subsequent layers [35].
- (3)
- Laminating the cracking propagation and reducing brittle behavior of the geopolymers [16].
- (4)
- Reducing shrinkage [40].
2. Results
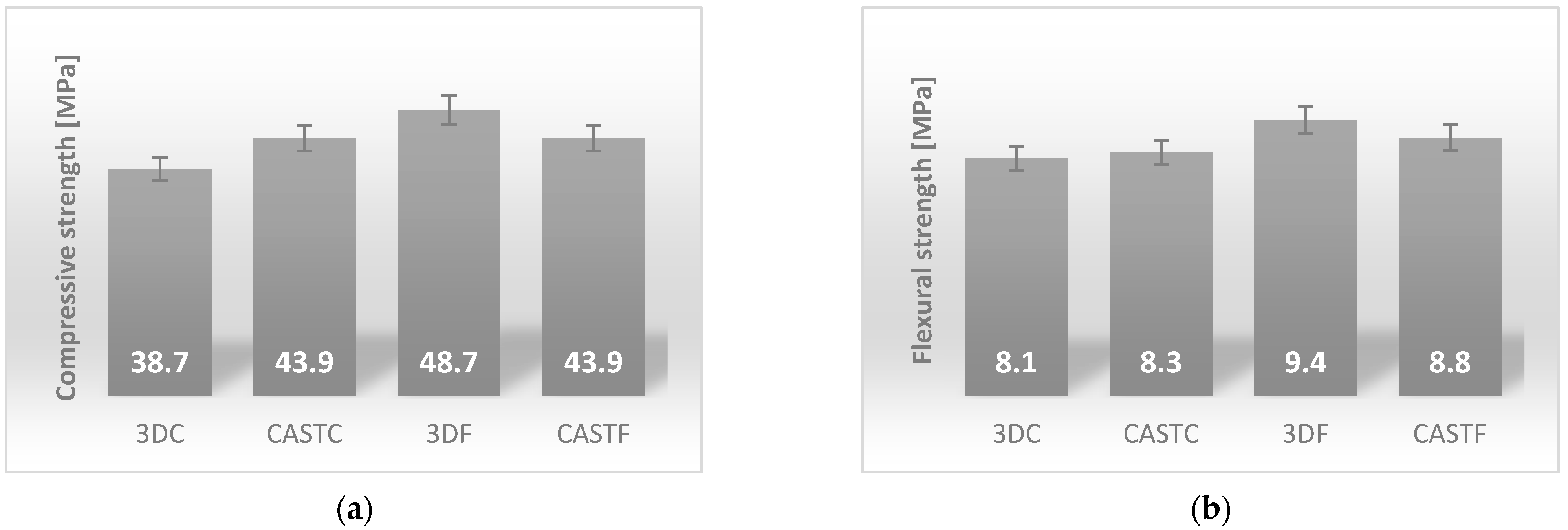
2.1. Mechanical Properties–Compressive and Flexural Strength
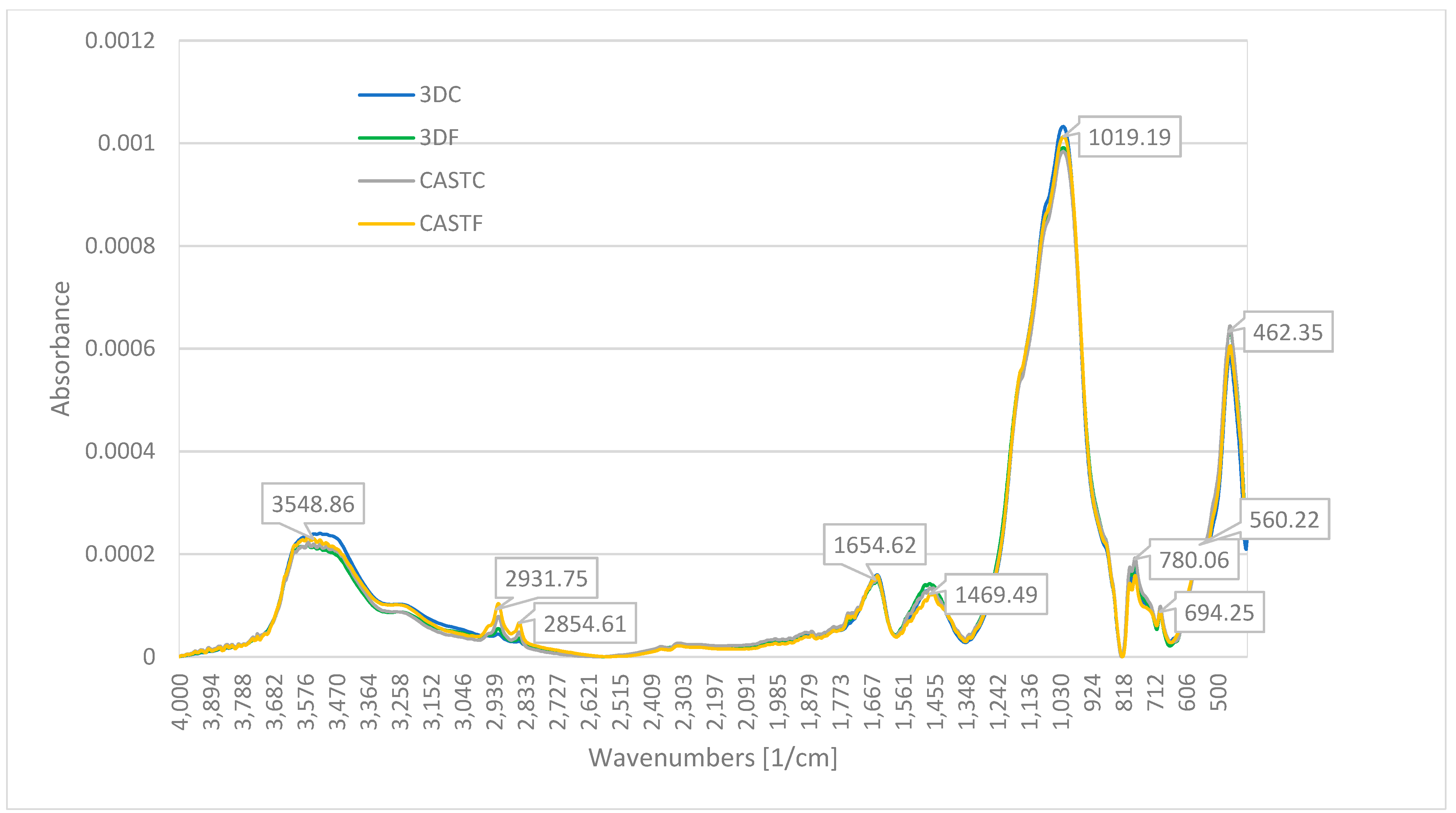
2.2. Analysis of Bonding in the Material with the Use of Fourier-Transform Infrared Spectroscopy (FT-IR)
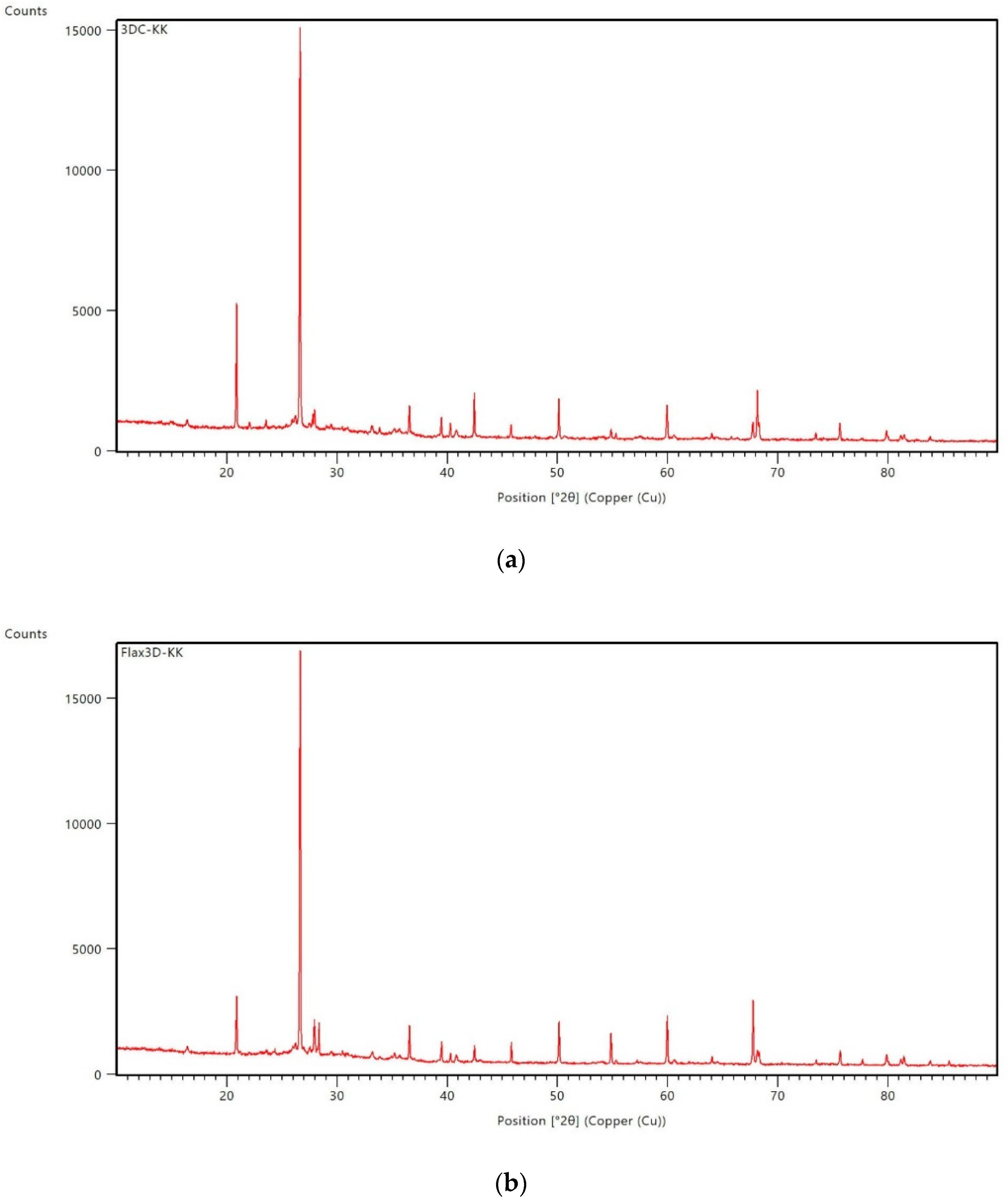
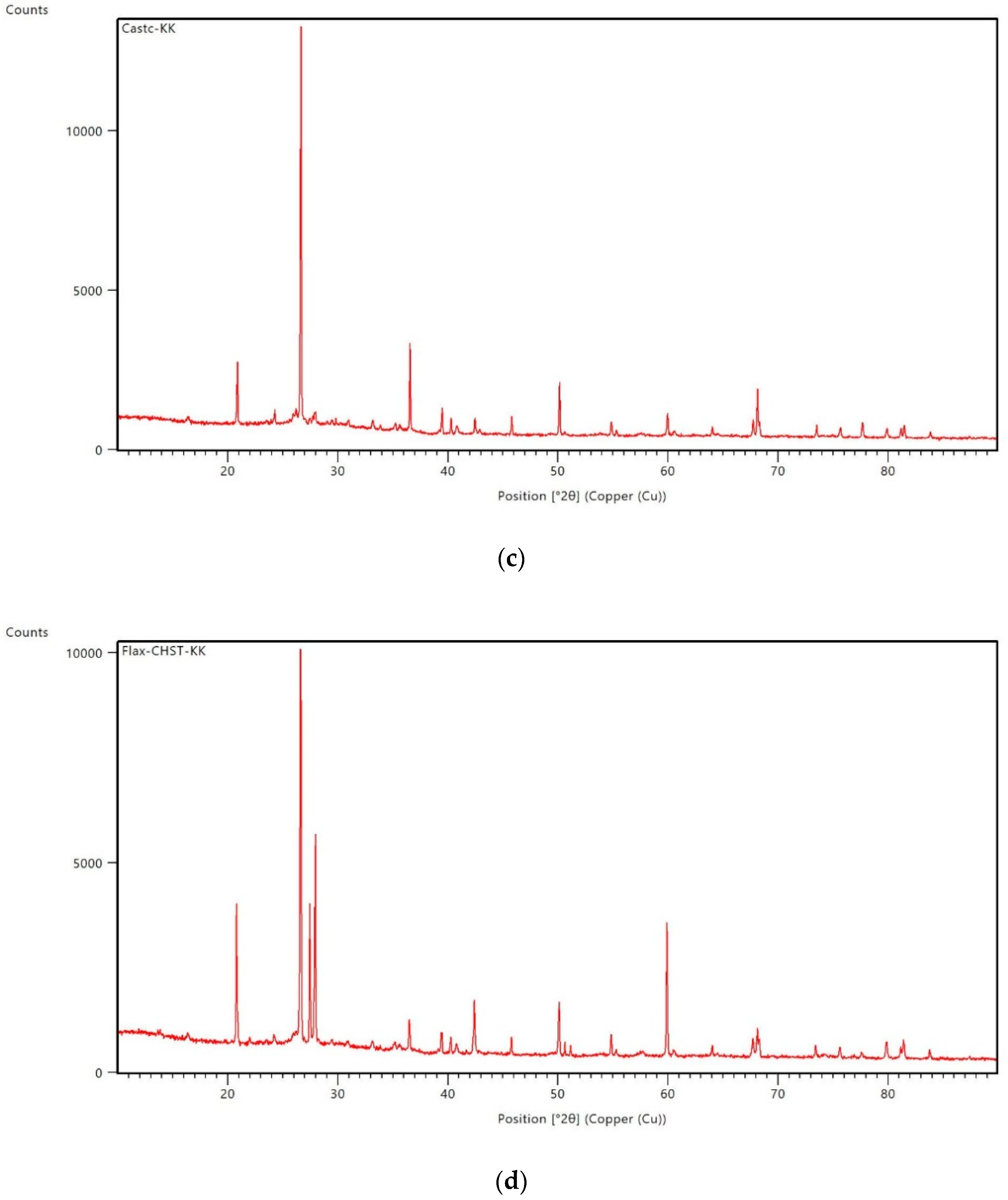
2.3. Chemical and Mineralogical Composition with the Use Spectroscopy (XRD-X-ray Diffraction and XRF-X-ray Fluorescence)
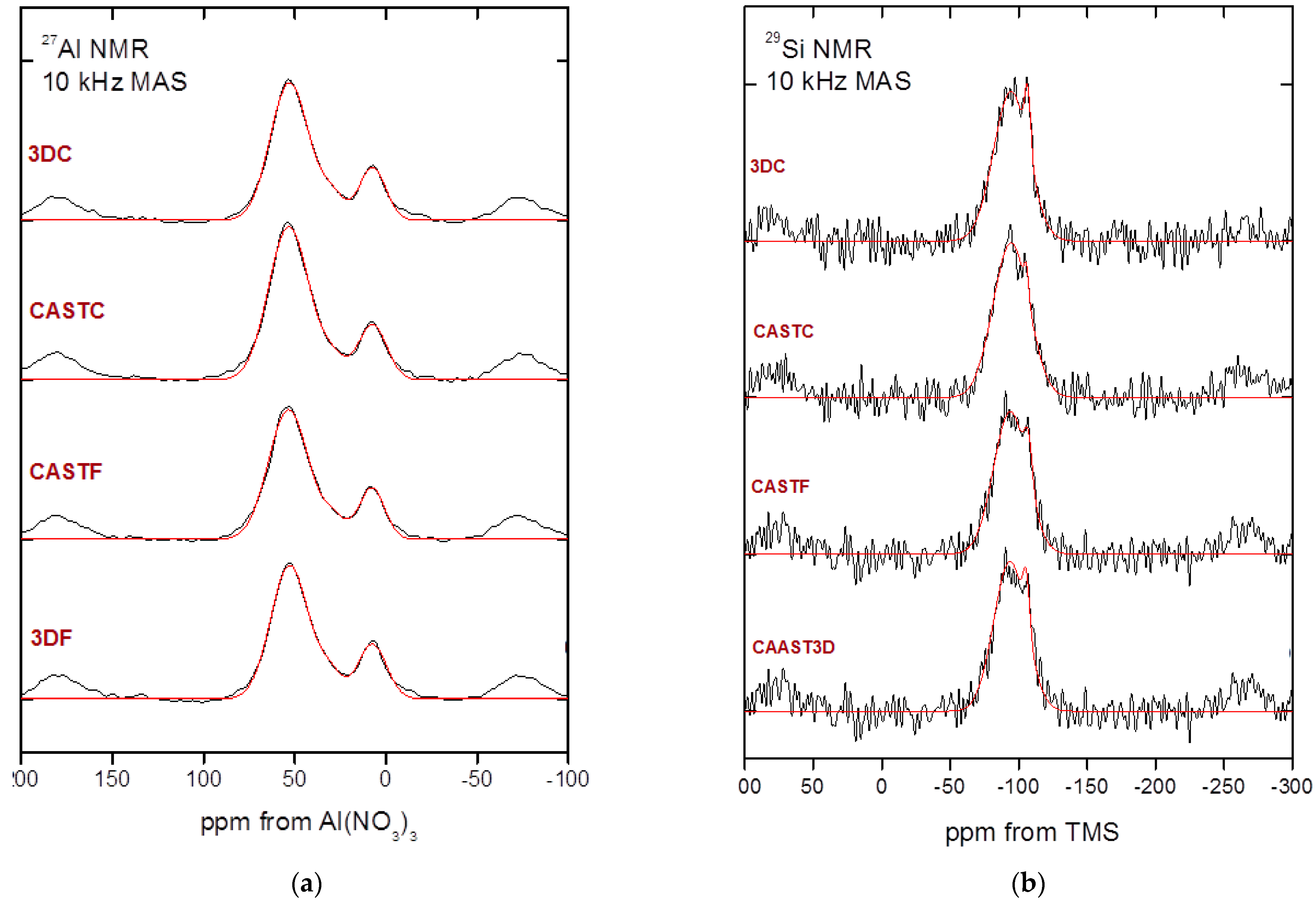
2.4. Nuclear Magnetic Resonance Spectroscopy (NMR)
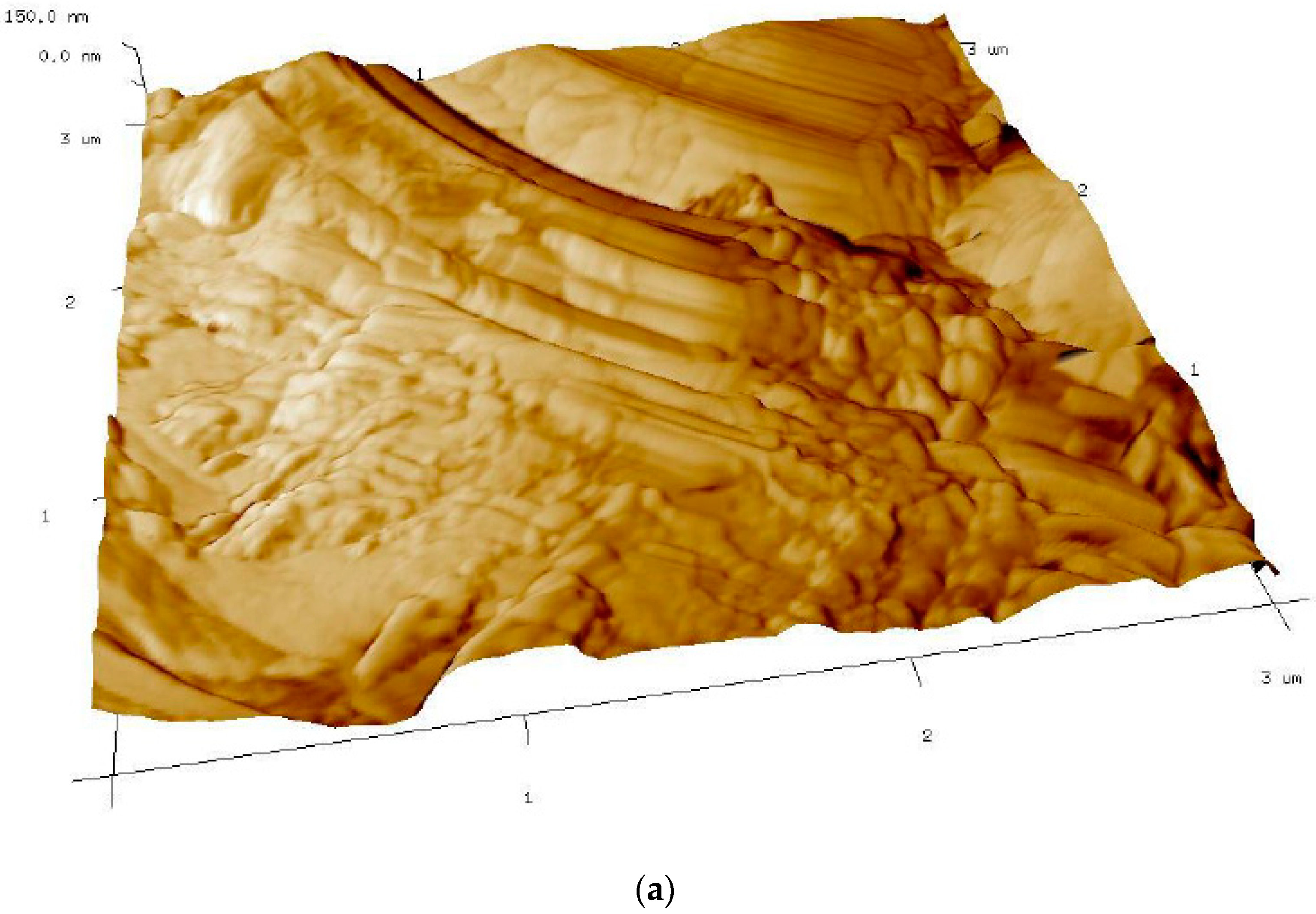
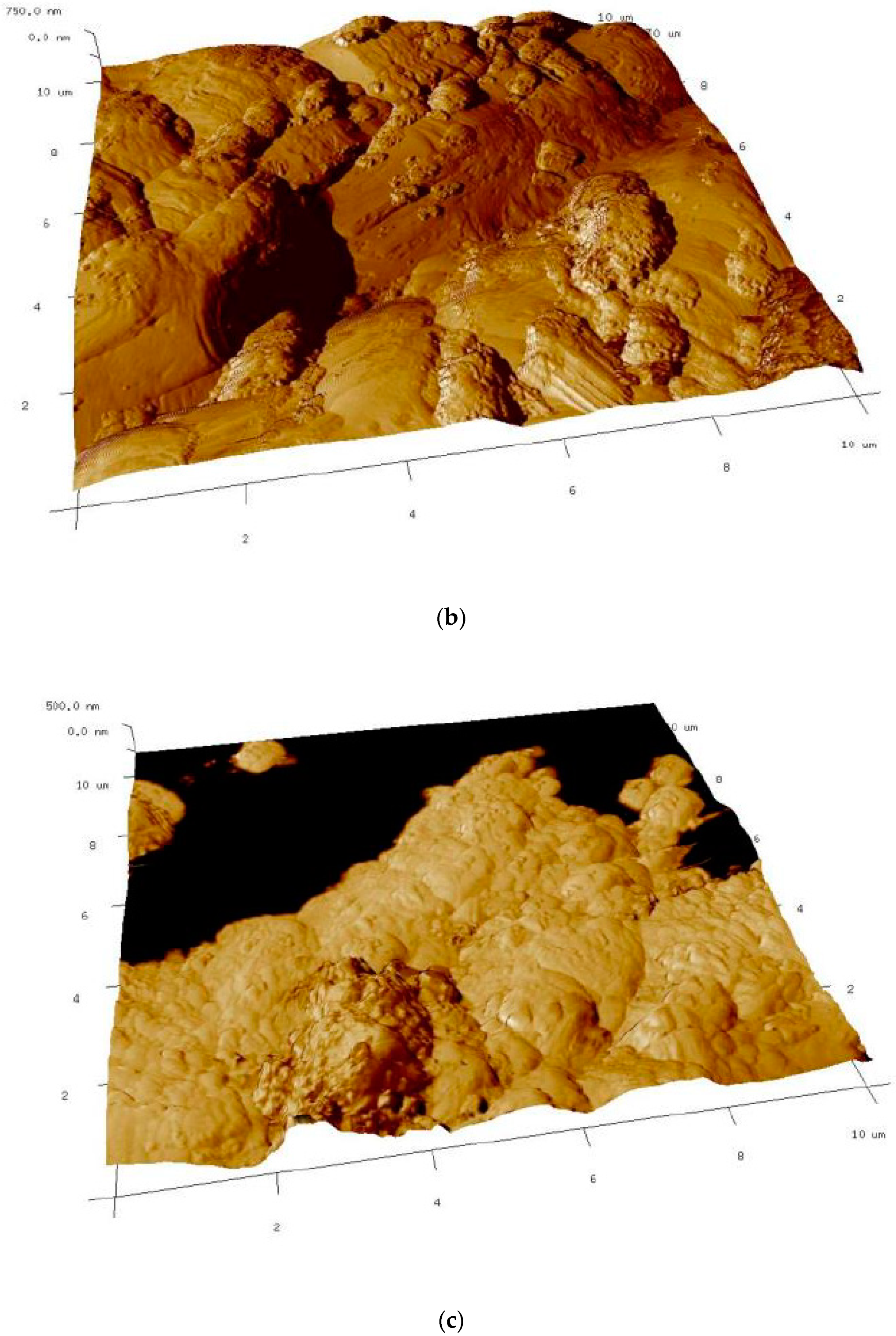
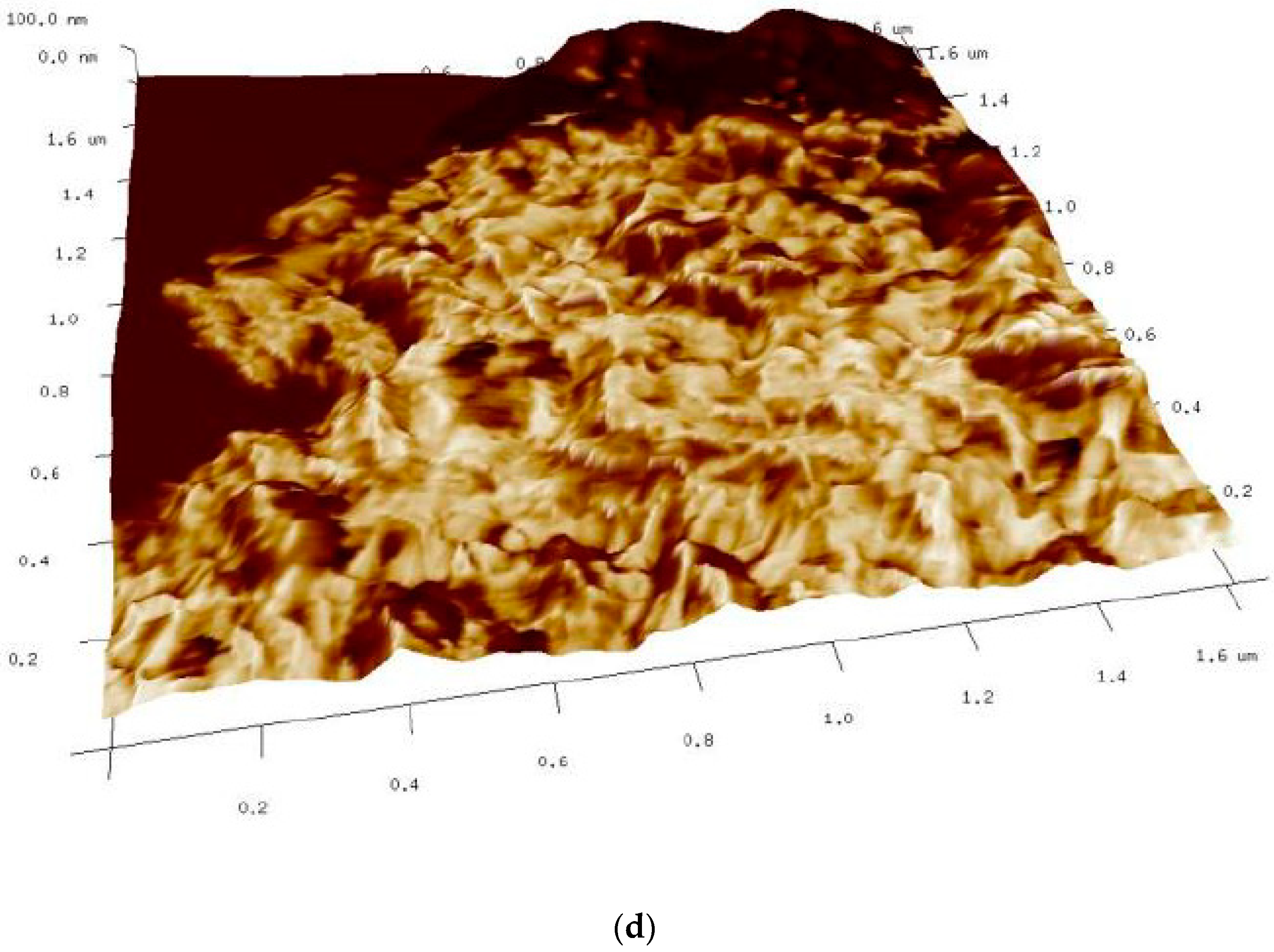
2.5. Atomic Force Microscope (AFM)
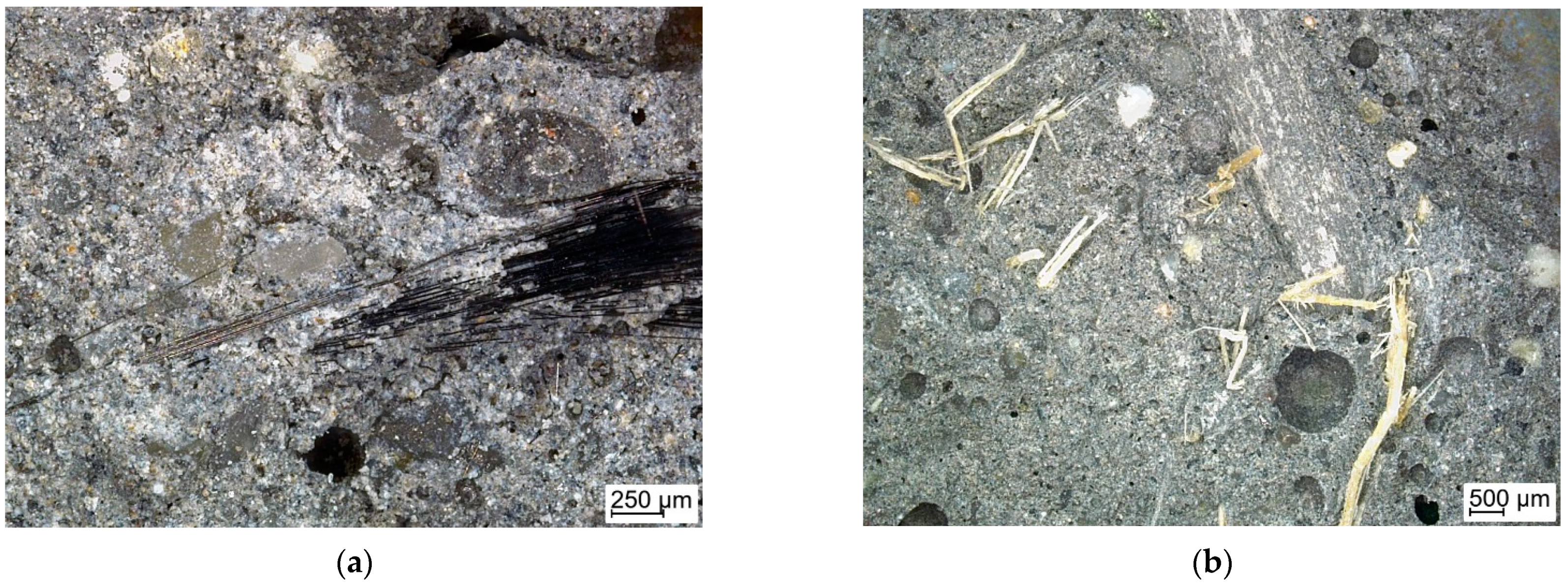
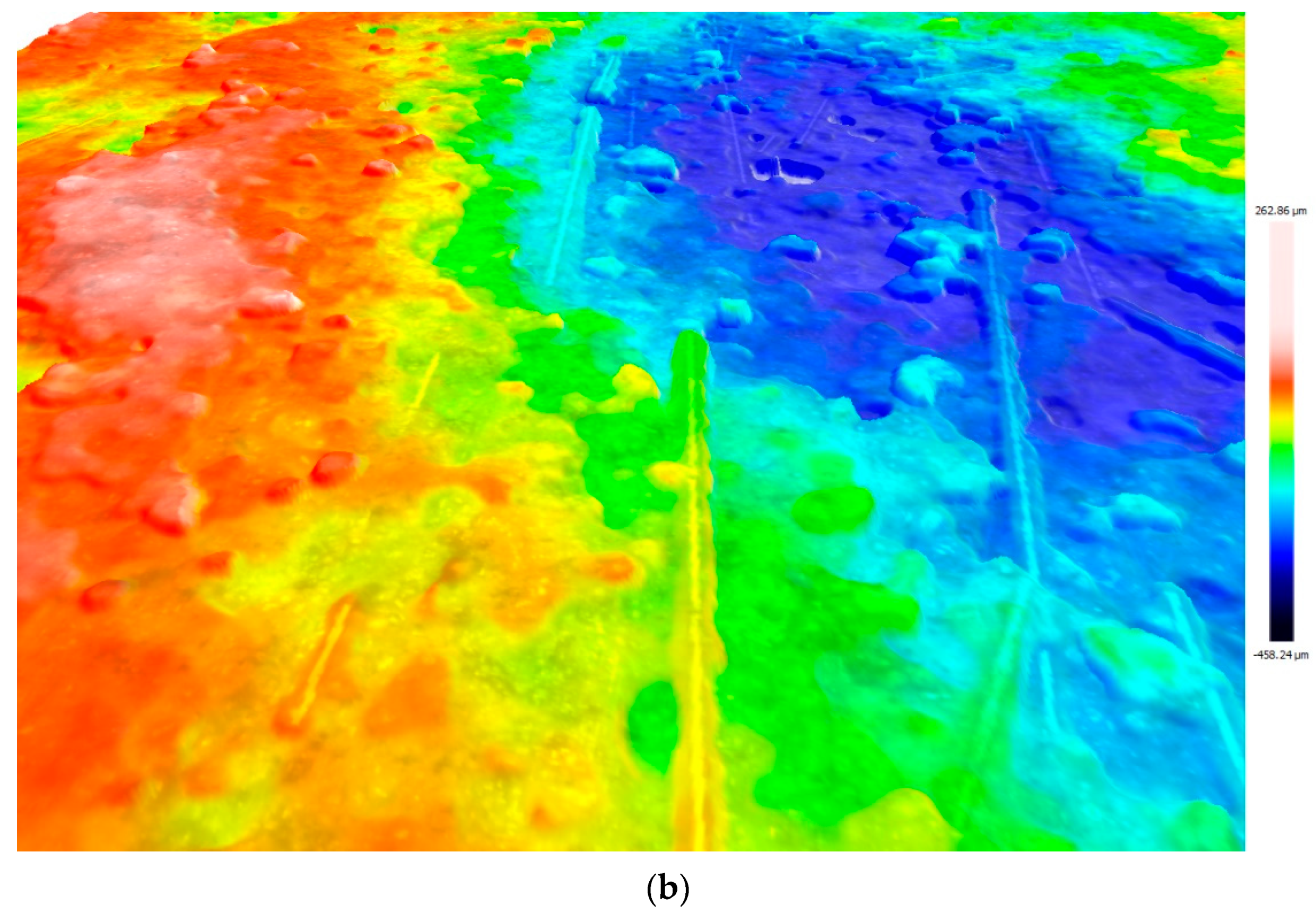
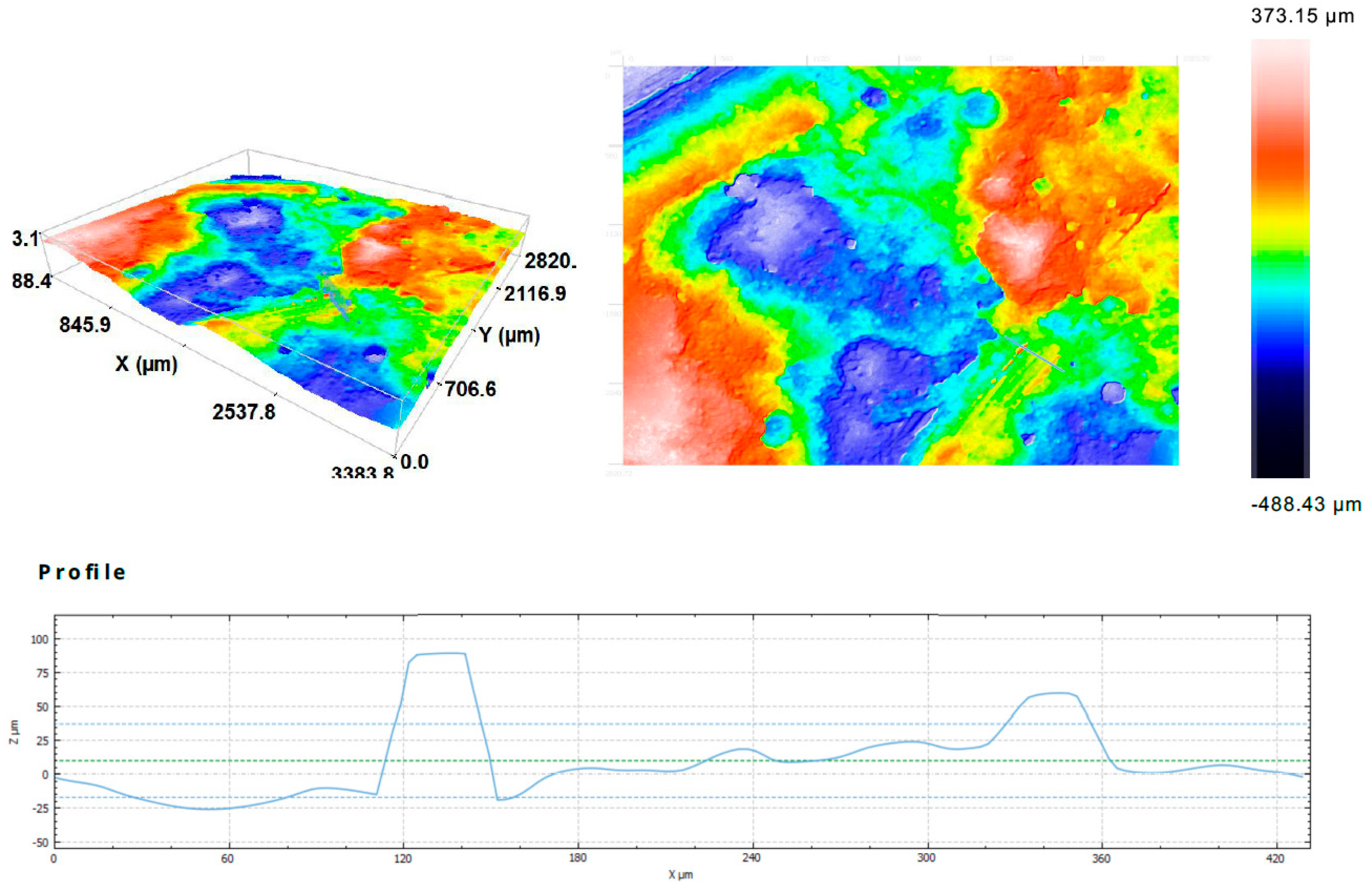
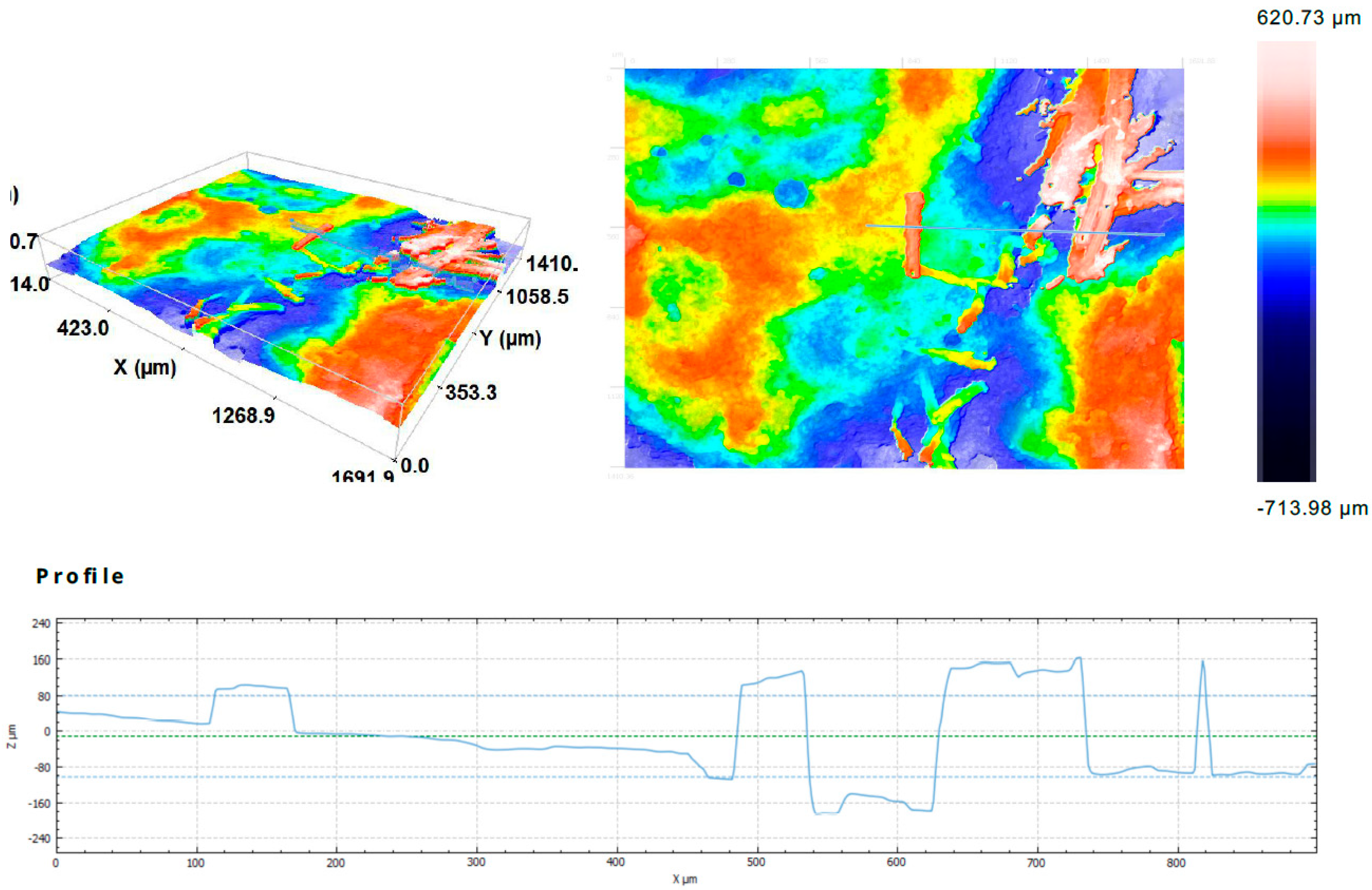
2.6. Confocal Microscopy
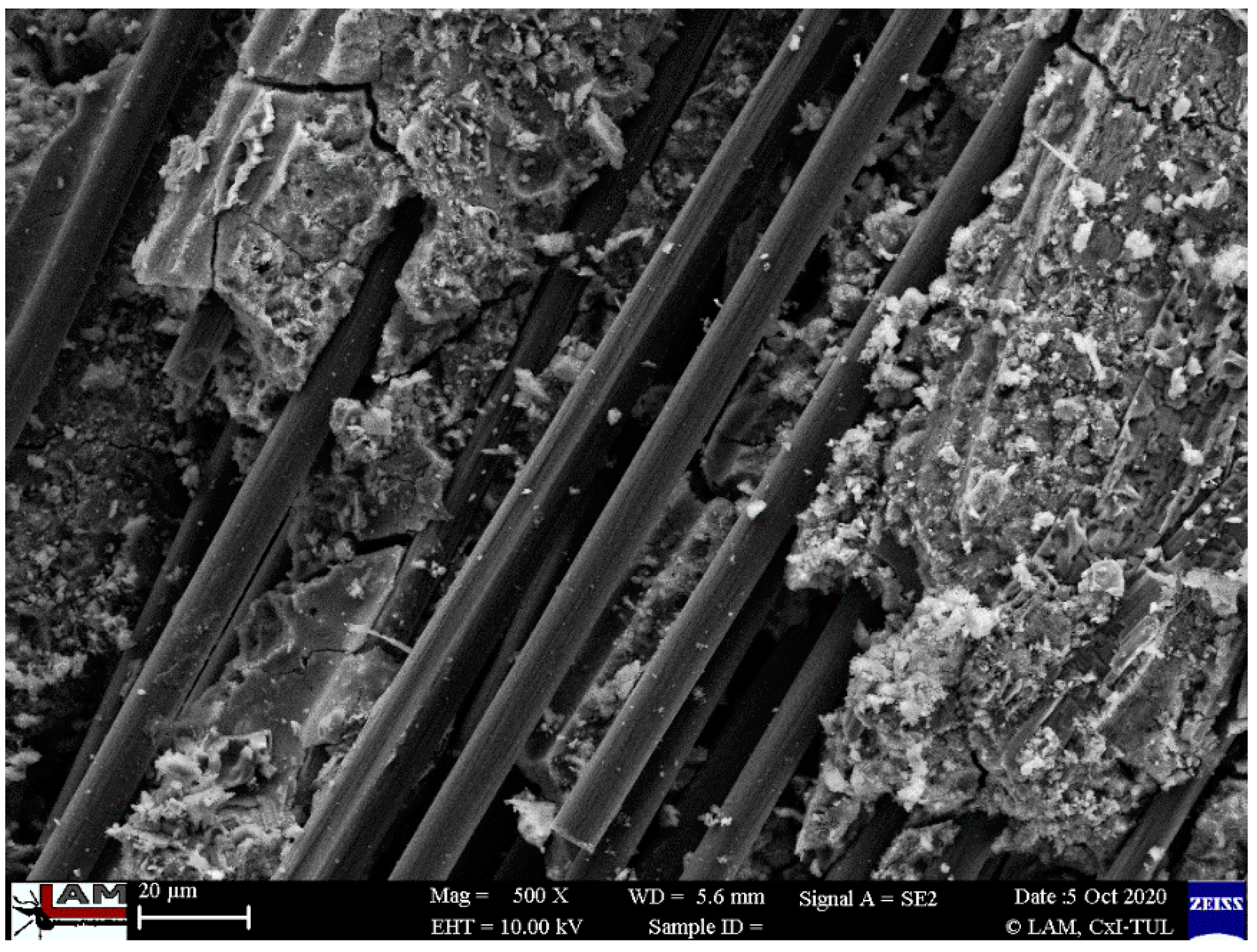
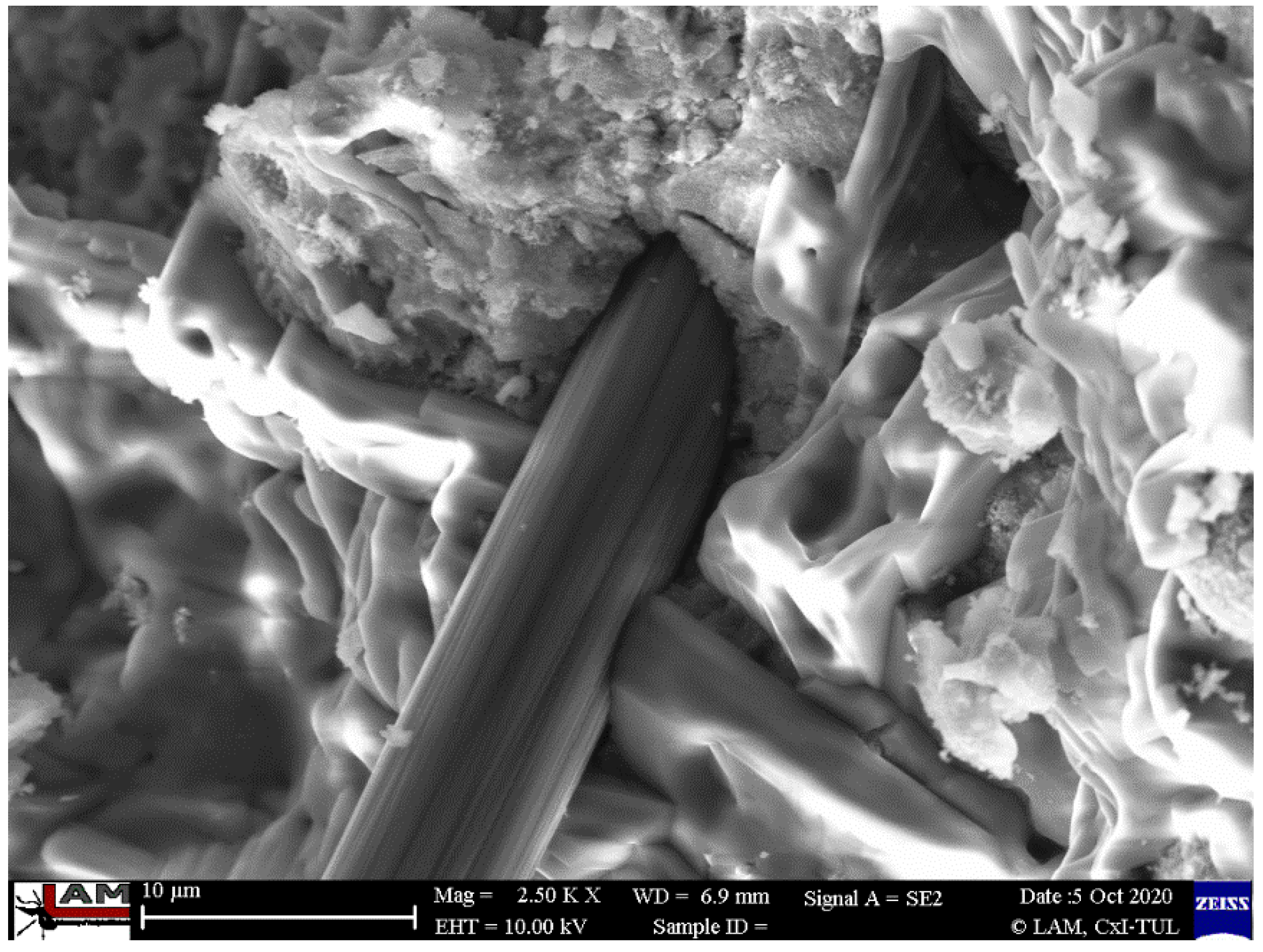
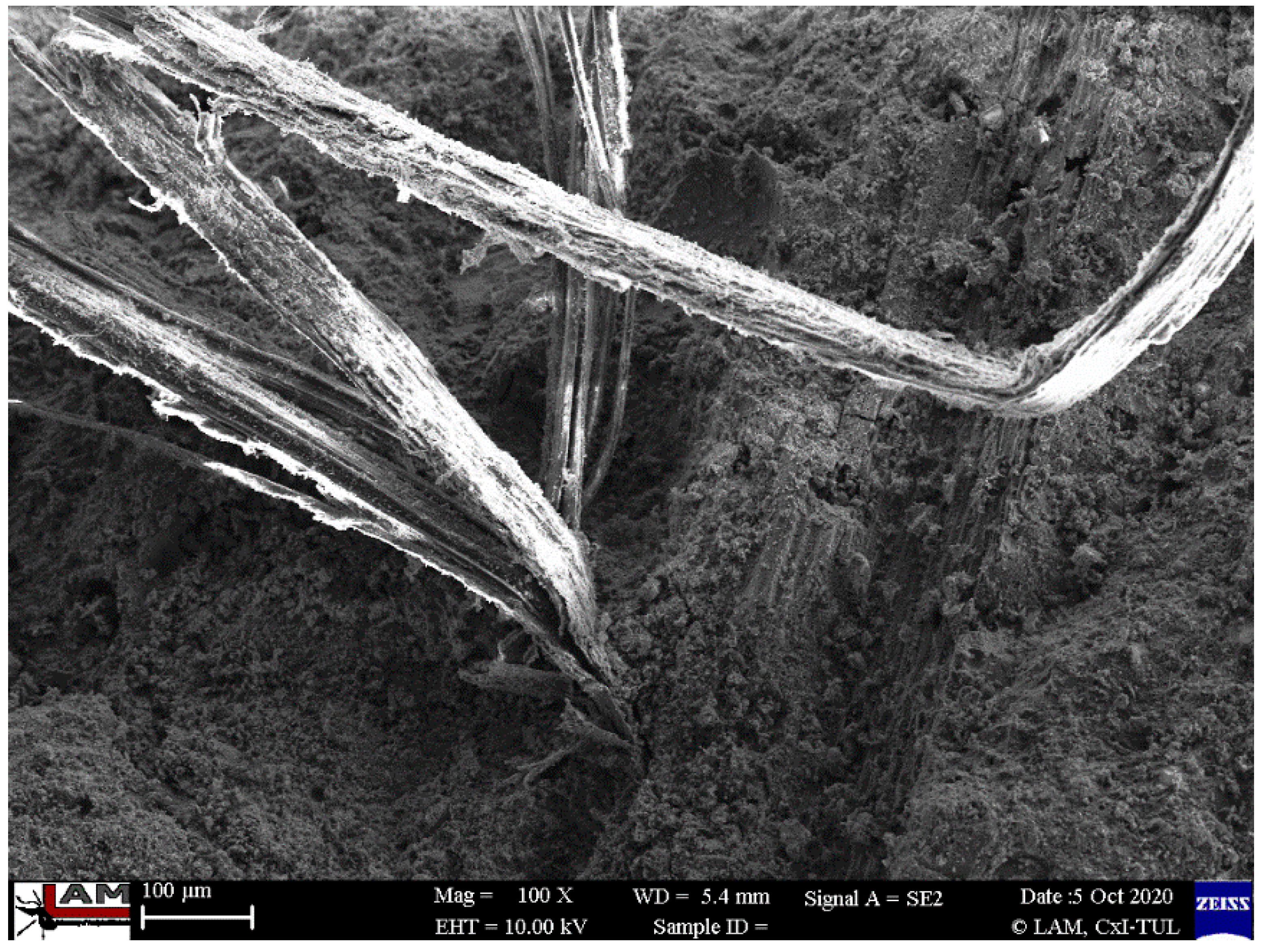
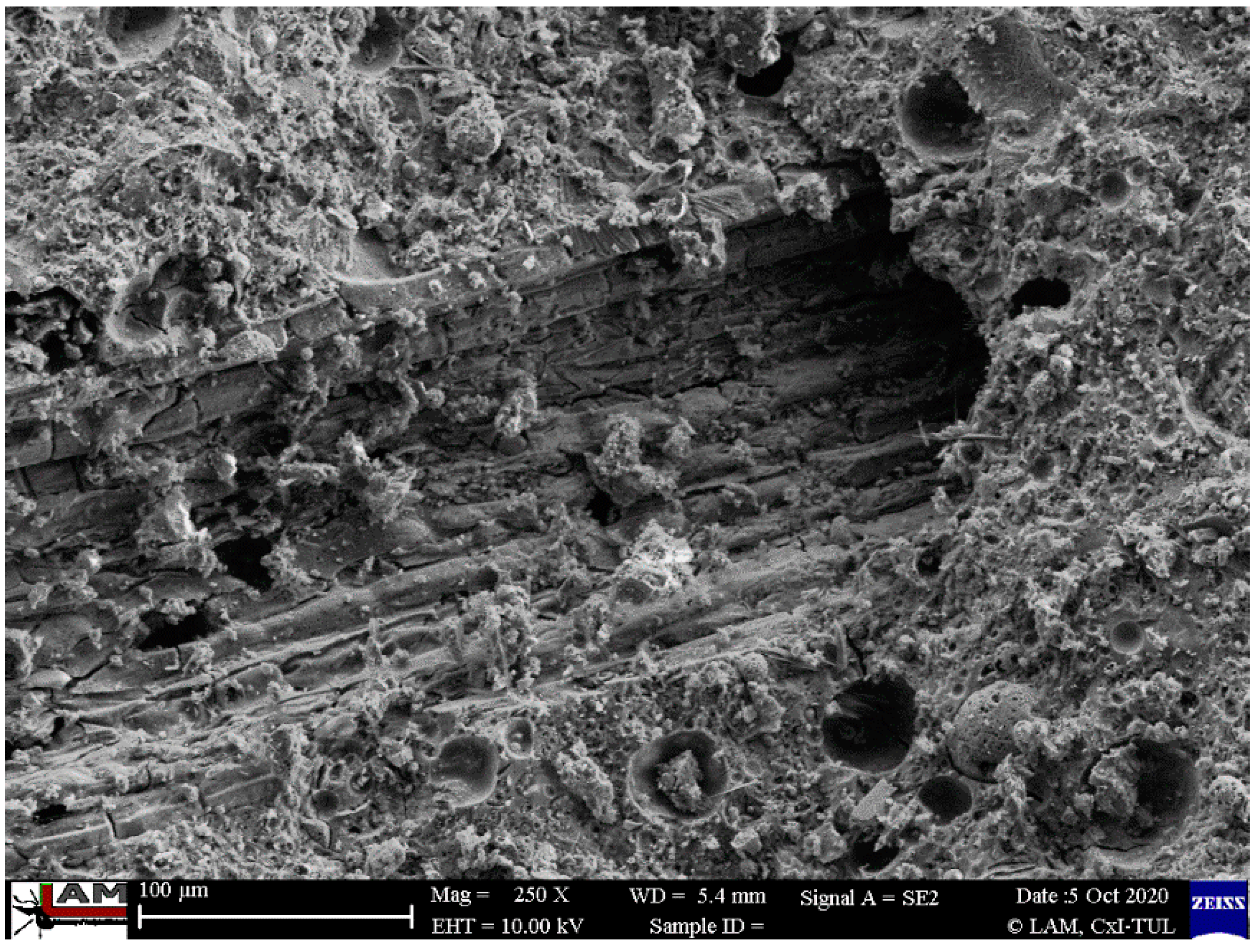
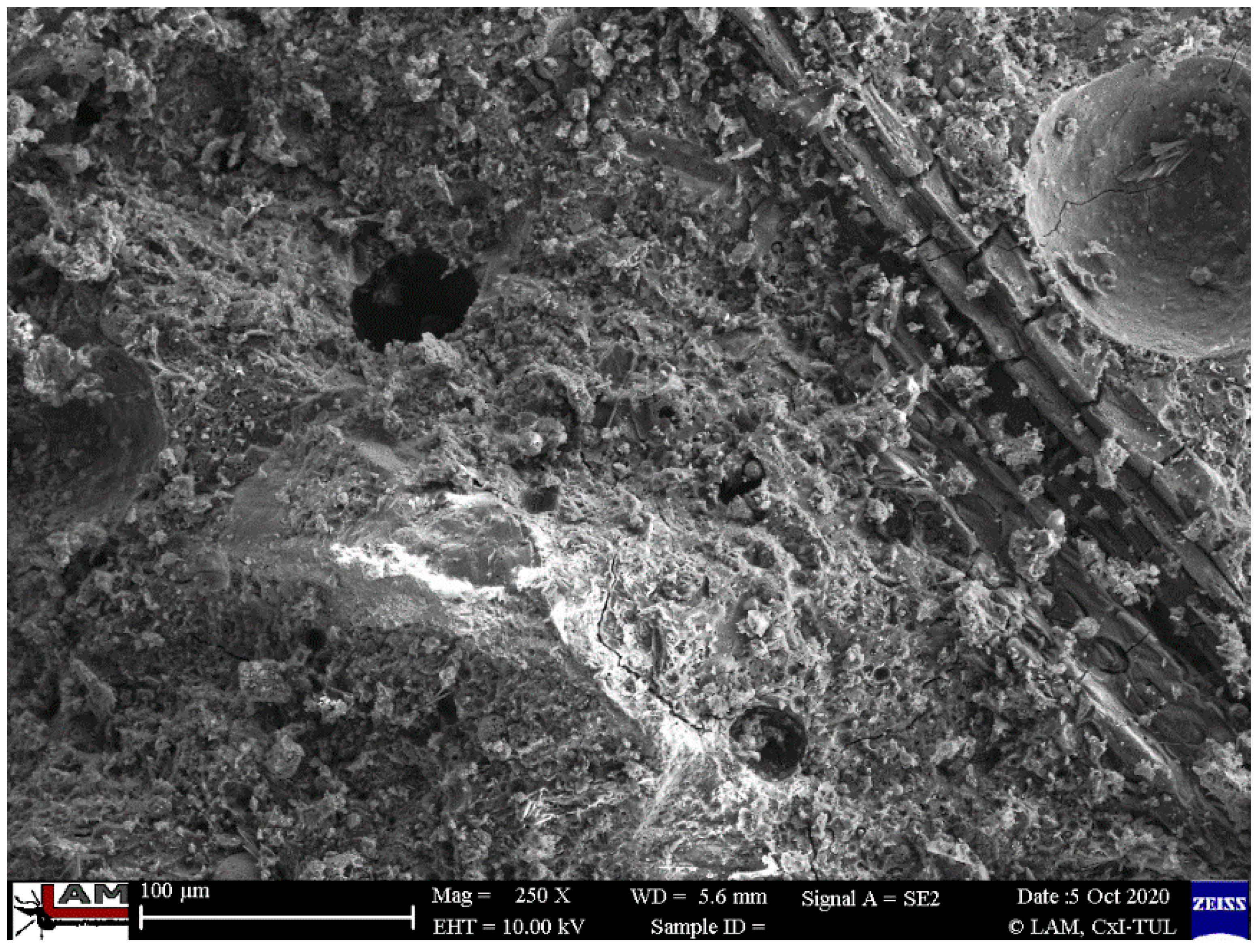
2.7. Microstructure Investigations with the Use of Scanning Electron Microscope (SEM)
3. Discussion
4. Materials and Methods
4.1. Materials
4.2. Sample Preparation
- (1)
- “CAST”, in which traditional pouring molding was applied;
- (2)
- “3D”, in which the sample was made by injection molding to simulate the 3D printing process.
4.3. Methods
5. Conclusions
- (1)
- The best mechanical properties was reached for the sample made by simulating 3D printing process for the composite reinforced by flax fibers. It was 48.7 MPa for the compressive strength and 9.4 MPa for flexural strength.
- (2)
- FT-IR clearly shows the presence of aluminum silicates and/or aluminosilicates in geopolymers. The analysis shows that all investigated geopolymers composites have a similar internal structure, consisting of free O–H, hydrogen bonded O–H, C–O, Si–O–Al and Si–O–Si as well as the crystalline phase of quartz.
- (3)
- The main elements of the composite structure showed by XRF are: oxygen (O), silica (Si), and aluminum (Al). The main oxides presented in the structure showed by XRF are: alumina-Al2O3 and silica-SiO2. Moreover, the composite includes significant amounts of: Fe2O3, Na2O and CaO. The obtained data are coherent with the applied raw materials, particularly they confirmed the applied fly ash has a composition relevant for the class F. These elements come from raw materials used and are the basic element for creating the structure of the geopolymer and are similar for all investigated compositions.
- (4)
- Identified phases showed by XRD are quartz, mullite, hematite, magnetite, anhydrite, albite, and sylimanite. A significant amount of quartz is associated with the use of sand as an aggregate. Among them, there are crystalline as well as amorphous phases. The mineralogical composition for all investigated materials is similar.
- (5)
- NMR—The presented data show that all composites have a similar internal structure typical for geopolymer material. This investigation confirms, the presence of SiO4 and AlO4 tetrahedrons in a three-dimensional structure what is crucial for geopolymer structure.
- (6)
- The AMF shows better coherence of the geopolymer made in additive technology to the reinforcement. The surface of the fibers is more evenly covered than in casted samples.
- (7)
- The observations by confocal microscopy did not reveal significant differences between the samples produced by different methods. The fiber distribution is similar for all investigated compositions.
- (8)
- The SEM observations show that the flax composites are characterized by better coherence between the fiber and the matrix. This partly explains the better mechanical properties of the samples with flax fiber. The microstructure observation does not explain the better results of compressive and flexural strength for the samples prepared by the additive technology method simulation (difference between production methods).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Silva, G.; Kim, S.; Aguilar, R.; Nakamatsu, J. Natural fibers as reinforcement additives for geopolymers-A review of potential eco-friendly applications to the construction industry. Sustain. Mat. Technol. 2020, 23, e00132. [Google Scholar] [CrossRef]
- Korniejenko, K.; Lin, W.T.; Šimonová, H. Mechanical Properties of Short Polymer Fiber-Reinforced Geopolymer Composites. J. Compos. Sci. 2020, 4, 128. [Google Scholar] [CrossRef]
- Ma, C.K.; Awang, A.Z.; Omar, W. Structural and material performance of geopolymer concrete: A review. Constr. Build. Mater. 2018, 186, 90–102. [Google Scholar] [CrossRef]
- Figiela, B.; Korniejenko, K. The Possibility of Using Waste Materials as Raw Materials for the Production of Geopolymers. Acta Innov. 2020, 36, 48–56. [Google Scholar] [CrossRef]
- Shill, S.K.; Al-Deen, S.; Ashraf, M.; Hutchison, W. Resistance of fly ash based geopolymer mortar to both chemicals and high thermal cycles simultaneously. Constr. Build. Mater. 2020, 239, 117886. [Google Scholar] [CrossRef]
- Pasupathy, K.; Berndt, M.; Sanjayan, J.; Rajeev, P.; Cheema, D.S. Durability performance of precast fly ash-based geopolymer concrete under atmospheric exposure conditions. J. Mater. Civ. Eng. 2018, 30, 04018007. [Google Scholar] [CrossRef]
- Lahoti, M.; Tan, K.H.; Yang, E.H. A critical review of geopolymer properties for structural fire-resistance applications. Constr. Build. Mater. 2019, 221, 514–526. [Google Scholar] [CrossRef]
- Bai, C.; Colombo, P. Processing, properties and applications of highly porous geopolymers: A review. Ceram. Int. 2018, 44, 16103–16118. [Google Scholar] [CrossRef]
- Jiang, C.; Wang, A.; Bao, X.; Ni, T.; Ling, J. A review on geopolymer in potential coating application: Materials, preparation and basic properties. J. Build. Eng. 2020, 32, 101734. [Google Scholar] [CrossRef]
- Wu, Y.; Lu, B.; Bai, T.; Wang, H.; Du, F.; Zhang, Y.; Cai, L.; Jiang, C.; Wang, W. Geopolymer, green alkali activated cementitious material: Synthesis, applications and challenges. Constr. Build. Mater. 2019, 224, 930–949. [Google Scholar] [CrossRef]
- Amran, Y.H.M.; Alyousef, R.; Alabduljabbar, H.; El-Zeadani, M. Clean production and properties of geopolymer concrete; A review. J. Clean Prod. 2020, 251, 119679. [Google Scholar] [CrossRef]
- Sandanayake, M.; Gunasekara, C.; Law, D.; Zhang, G.; Setunge, S.; Wanijuru, D. Sustainable criterion selection framework for green building materials-An optimisation based study of fly-ash Geopolymer concrete. Sustain. Mat. Technol. 2020, 25, e00178. [Google Scholar] [CrossRef]
- Bumanis, G.; Vitola, L.; Pundiene, I.; Sinka, M.; Bajare, D. Gypsum, Geopolymers, and Starch—Alternative Binders for Bio-Based Building Materials: A Review and Life-Cycle Assessment. Sustainability 2020, 12, 5666. [Google Scholar] [CrossRef]
- Bazan, P.; Kozub, B.; Łach, M.; Korniejenko, K. Evaluation of Hybrid Melamine and Steel Fiber Reinforced Geopolymers Composites. Materials 2020, 13, 5548. [Google Scholar] [CrossRef]
- Yao, Y.; Hu, M.; Di Maio, F.; Cucurachi, S. Life cycle assessment of 3D printing geo-polymer concrete. J. Ind. Ecol. 2019, 24, 116–127. [Google Scholar] [CrossRef] [Green Version]
- Korniejenko, K.; Łach, M.; Chou, S.-Y.; Lin, W.-T.; Cheng, A.; Hebdowska-Krupa, M.; Gądek, S.; Mikuła, J. Mechanical Properties of Short Fiber-Reinforced Geopolymers Made by Casted and 3D Printing Methods: A Comparative Study. Materials 2020, 13, 579. [Google Scholar] [CrossRef] [Green Version]
- Korniejenko, K.; Łach, M. Geopolymers reinforced by short and long fibres-innovative materials for additive manufacturing. Curr. Opin. Chem. Eng. 2020, 28, 167–172. [Google Scholar] [CrossRef]
- Labonnote, N.; Rønnquist, A.; Manum, B.; Rüther, P. Additive construction: State-of-the-art, challenges and opportunities. Automat. Constr. 2016, 72, 347–366. [Google Scholar] [CrossRef]
- Panda, B.; Tan, M.J. Rheological behavior of high volume fly ash mixtures containing micro silica for digital construction application. Mater. Lett. 2019, 237, 348–351. [Google Scholar] [CrossRef]
- Soltan, D.G.; Li, V.C. A self-reinforced cementitious composite for building-scale 3D printing. Cem. Concr. Comp. 2018, 90, 1–13. [Google Scholar] [CrossRef]
- Ma, G.; Li, Z.; Wang, L. Printable properties of cementitious material containing copper tailings for extrusion based 3D printing. Constr. Build. Mater. 2018, 162, 613–627. [Google Scholar] [CrossRef]
- Hager, I.; Golonka, A.; Putanowicz, R. 3D Printing of Buildings and Building Components as the Future of Sustainable Construction? Procedia Eng. 2016, 151, 292–299. [Google Scholar] [CrossRef] [Green Version]
- Rahul, A.V.; Santhanam, M.; Meena, H.; Ghani, Z. 3D printable concrete: Mixture design and test methods. Cem. Concr. Comp. 2019, 97, 13–23. [Google Scholar] [CrossRef]
- Panda, B.; Unluer, C.; Tan, M.J. Investigation of the rheology and strength of geopolymer mixtures for extrusion-based 3D printing. Cem. Concr. Comp. 2018, 94, 307–314. [Google Scholar] [CrossRef]
- Xia, M.; Nematollahi, B.; Sanjayan, J. Printability, accuracy and strength of geopolymer made using powder-based 3D printing for construction applications. Automat. Constr. 2019, 101, 179–189. [Google Scholar] [CrossRef]
- Xia, M.; Sanjayan, J.G. Methods of enhancing strength of geopolymer produced from powder-based 3D printing process. Mater. Lett. 2018, 227, 281–283. [Google Scholar] [CrossRef]
- Zhang, D.W.; Wang, D.M.; Lin, X.Q.; Zhang, T. The study of the structure rebuilding and yield stress of 3D printing geopolymer pastes. Constr. Build. Mater. 2018, 184, 575–580. [Google Scholar] [CrossRef]
- Ganesan, N.; Abraham, R.; Deepa Raj, S. Durability characteristics of steel fibre reinforced geopolymer concrete. Constr. Build. Mater. 2015, 93, 471–476. [Google Scholar] [CrossRef]
- Srinivasan, K. Durability Studies on the Slag Based Geopolymer Concrete Strengthened with Steel Fibres. Int. J. Civ. Eng. Technol. 2017, 8, 239–250. [Google Scholar]
- Ma, G.; Li, Z.; Wang, L.; Bai, G. Micro-cable reinforced geopolymer composite for extrusion-based 3D printing. Mater. Lett. 2019, 235, 144–147. [Google Scholar] [CrossRef]
- Lim, J.H.; Panda, B.; Pham, Q.C. Improving flexural characteristics of 3D printed geopolymer composites with in-process steel cable reinforcement. Constr. Build. Mater. 2018, 178, 32–41. [Google Scholar] [CrossRef]
- Li, Z.; Wang, L.; Ma, G. Mechanical improvement of continuous steel microcable reinforced geopolymer composites for 3D printing subjected to different loading conditions. Compos. Part B Eng. 2020, 187, 107796. [Google Scholar] [CrossRef]
- Al-Qutaifi, S.; Nazari, A.; Bagheri, A. Mechanical properties of layered geopolymer structures applicable in concrete 3D-printing. Constr. Build. Mater. 2018, 176, 690–699. [Google Scholar] [CrossRef]
- Panda, B.; Paul, S.C.; Tan, M.J. Anisotropic mechanical performance of 3D printed fiber reinforced sustainable construction material. Mater. Lett. 2017, 209, 146–149. [Google Scholar] [CrossRef]
- Nematollahi, B.; Xia, M.; Sanjayan, J.; Vijay, P. Effect of Type of Fiber on Inter-Layer Bond and Flexural Strengths of Extrusion-Based 3D Printed Geopolymer. Mater. Sci. Forum 2018, 939, 155–162. [Google Scholar] [CrossRef]
- Bong, S.H.; Nematollahi, B.; Xia, M.; Nazari, A.; Sanjayan, J.; Pan, J. Properties of 3D-printable ductile fibre-reinforced geopolymer composite for digital construction applications. In Rheology and Processing of Construction Materials; Mechtcherine, V., Khayat, K., Secrieru, E., Eds.; RILEM Bookseries; Springer: Cham, Switzerland, 2020; Volume 23, pp. 363–372. [Google Scholar]
- Nematollahi, B.; Vijay, P.; Sanjayan, J.; Nazari, A.; Xia, M.; Nerella, V.N.; Mechtcherine, V. Effect of Polypropylene Fibre Addition on Properties of Geopolymers Made by 3D Printing for Digital Construction. Materials 2018, 11, 2352. [Google Scholar] [CrossRef] [Green Version]
- Li, Z.; Wang, L.; Ma, G.; Sanjayan, J.; Feng, D. Strength and ductility enhancement of 3D printing structure reinforced by embedding continuous micro-cables. Constr. Build. Mater. 2020, 264, 120196. [Google Scholar] [CrossRef]
- Muthukrishnan, S.; Ramakrishnan, S.; Sanjayan, J. Effect of microwave heating on interlayer bonding and buildability of geopolymer 3D concrete printing. Constr. Build. Mater. 2020, 265, 120786. [Google Scholar] [CrossRef]
- Vlachakis, C.; Perry, M.; Biondi, L.; McAlorum, J. 3D printed temperature-sensing repairs for concrete structures. Addit. Manuf. 2020, 34, 101238. [Google Scholar] [CrossRef]
- Archez, J.; Texier-Mandoki, N.; Bourbon, X.; Caron, J.F.; Rossignol, S. Shaping of geopolymer composites by 3D printing. J. Build. Eng. 2021, 34, 101894. [Google Scholar] [CrossRef]
- Korniejenko, K.; Łach, M.; Chou, S.Y.; Lin, W.T.; Mikuła, J.; Mierzwiński, D.; Cheng, A.; Hebda, M. A comparative study of mechanical properties of fly ash-based geopolymer made by casted and 3D printing methods. IOP Conf. Ser. Mater. Sci. Eng. 2019, 660, 012005. [Google Scholar] [CrossRef] [Green Version]
- Panda, B.; Paul, S.C.; Hui, L.J.; Tay, Y.W.D.; Tan, M.J. Additive manufacturing of geopolymer for sustainable built environment. J. Clean. Prod. 2017, 167, 281–288. [Google Scholar] [CrossRef]
- Korniejenko, K.; Miernik, K.; Lin, W.T.; Castel, A. The influence of microstructure on mechanical properties of 3D printable geopolymer composites. MATEC Web Conf. 2020, 322, 01011. [Google Scholar] [CrossRef]
- Mucsi, G.; Molnár, Z.; Kumar, S. Geopolymerisation of Mechanically Activated Lignite and Brown Coal Fly Ash. Acta Phys. Pol. A 2014, 126, 994–998. [Google Scholar] [CrossRef]
- Bakharev, T. Resistance of geopolymer materials to acid attack. Cem. Concr. Res. 2005, 35, 658–670. [Google Scholar] [CrossRef]
- Bakharev, T. Durability of geopolymer materials in sodium and magnesium sulfate solutions. Cem. Concr. Res. 2005, 35, 1233–1246. [Google Scholar] [CrossRef]
- Criado, M.; Palomo, A.; Fernández-Jiménez, A. Alkali activation of fly ashes. Part 1: Effect of curing conditions on the carbonation of the reaction products. Fuel 2005, 84, 2048–2054. [Google Scholar] [CrossRef]
- Swanepoel, J.; Strydom, C. Utilisation of fly ash in a geopolymeric material. Appl. Geochem. 2002, 17, 1143–1148. [Google Scholar] [CrossRef]
- Ismail, I.; Bernal, S.A.; Provis, J.L.; San Nicolas, R.; Hamdan, S.; van Deventer, J.S. Modification of phase evolution in alkali-activated blast furnace slag by the incorporation of fly ash. Cem. Concr. Compos. 2014, 45, 125–135. [Google Scholar] [CrossRef]
- Lee, W.; Van Deventer, J. Structural reorganisation of class F fly ash in alkaline silicate solutions. Colloids Surf. A. 2002, 211, 49–66. [Google Scholar] [CrossRef]
- Mozgawa, W.; Król, M.; Dyczek, J.; Deja, J. Investigation of the coal fly ashes using IR spectroscopy. Spectrochim Acta A Mol. Biomol. Spectrosc. 2014, 132, 889–894. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Zeng, F.; Sun, B.; Jia, P.; Graham, I.T. Structural Characterizations of Aluminosilicates in Two Types of Fly Ash Samples from Shanxi Province, North China. Minerals 2019, 9, 358. [Google Scholar] [CrossRef] [Green Version]
- Korniejenko, K.; Halyag, N.P.; Mucsi, G. Fly Ash as a Raw Material for Geopolymerisation-Chemical Composition and Physical Properties. IOP Conf. Ser. Mater. Sci. Eng. 2019, 706, 012002. [Google Scholar] [CrossRef]
- Bouaissi, A.; Li, L.Y.; Moga, L.M.; Sandu, I.G.; Al Bakri Abdullah, M.M.; Sandu, A.V.A. Review on Fly Ash as a Raw Cementitious Material for Geopolymer Concrete. Rev. Chim. Buchar. 2018, 69, 1661. [Google Scholar] [CrossRef]
- Tennakoon, C.; Nazari, A.; Sanjayan, J.G.; Sagoe-Crentsil, K. Distribution of oxides in fly ash controls strength evolution of geopolymers. Constr. Build. Mater. 2014, 71, 72–82. [Google Scholar] [CrossRef]
- Singh, N.B. Fly Ash-Based Geopolymer Binder: A Future Construction Material. Minerals 2018, 8, 299. [Google Scholar] [CrossRef] [Green Version]
- Singh, N.B.; Saxena, S.K.; Kumar, M.; Rai, S. Geopolymer cement: Synthesis, Characterization, Properties and applications. Mater. Today Proc. 2019, 15, 364–370. [Google Scholar] [CrossRef]
- Yang, T.; Han, E.; Wang, X.; Wu, D. Surface decoration of polyimide fiber with carbon nanotubes and its application for mechanical enhancement of phosphoric acid-based geopolymers. Appl. Surf. Sci. 2017, 416, 200–212. [Google Scholar] [CrossRef]
- Part, W.K.; Ramli, M.; Cheah, C.B. An overview on the influence of various factors on the properties of geopolymer concrete derived from industrial by-products. Constr. Build. Mater. 2015, 77, 370–395. [Google Scholar] [CrossRef]
- Rickard, W.D.A.; Riessen, A.; Walls, P. Thermal character of geopolymers synthesized from class F fly ash containing high concentrations of iron and α-quartz. Int. J. Appl. Ceram. Technol. 2010, 7, 81–88. [Google Scholar] [CrossRef]
- Nikolić, V.; Komljenović, M.; Baščarević, Z.; Marjanović, N.; Miladinović, Z.; Petrović, R. The influence of fly ash characteristics and reaction conditions on strength and structure of geopolymers. Constr. Build. Mater. 2015, 94, 361–370. [Google Scholar] [CrossRef]
- Kumar, S.; Mucsi, G.; Kristály, F.; Pekker, P. Mechanical activation of fly ash and its influence on micro and nano-structural behaviour of resulting geopolymers. Adv. Powder Technol. 2017, 28, 805–813. [Google Scholar] [CrossRef]
- Davidovits, J. Geopolymer Chemistry and Applications, 4th ed.; Geopolymer Institute: Saint-Quentin, France, 2015; p. 644. [Google Scholar]
- Provis, J.L.; Van Deventer, J.S.J. Alkali Activated Materials. RILEM State-of-the-Art Reports; Springer: Dordrecht, The Netherlands, 2014. [Google Scholar]
- Davidovits, J. Properties of geopolymer cements. In Proceedings of the First International Conference on Alkaline Cements and Concretes, Kiev, Ukraine, 11–14 October 1994; Kiev State Technical University Scientific Research Institute on Binders and Materials: Kiev, Ukraine, 1994; pp. 131–149. [Google Scholar]
- Singh, P.S.; Bastow, T.; Trigg, M. Structural Studies of Geopolymers by 29Si and 27Al MAS-NMR. J. Mater. Sci. 2005, 40, 3951–3961. [Google Scholar] [CrossRef]
- Ranjbar, N.; Zhang, M. Fiber-reinforced geopolymer composites: A review. Cem. Concr. Comp. 2020, 107, 103498. [Google Scholar] [CrossRef]
- Adesina, A. Performance of fibre reinforced alkali-activated composites-A review. Materialia 2020, 12, 100782. [Google Scholar] [CrossRef]
- Silva, G.; Kim, S.; Bertolotti, B.; Nakamatsu, J.; Aguilar, R. Optimization of a reinforced geopolymer composite using natural fibers and construction wastes. Constr. Build. Mater. 2020, 258, 119697. [Google Scholar] [CrossRef]
- Korniejenko, K.; Łach, M.; Hebdowska-Krupa, M.; Mikuła, J. The mechanical properties of flax and hemp fibres reinforced geopolymer composites. IOP Conf. Ser. Mater. Sci. Eng. 2018, 379, 012023. [Google Scholar] [CrossRef]
- Al-Mashhadani, M.M.; Canpolat, O.; Aygörmez, Y.; Uysal, M.; Erdem, S. Mechanical and microstructural characterization of fiber reinforced fly ash based geopolymer composites. Constr. Build. Mater. 2018, 167, 505–513. [Google Scholar] [CrossRef]
- Rashad, A.M. Effect of steel fibers on geopolymer properties-The best synopsis for civil engineer. Constr. Build. Mater. 2020, 246, 118534. [Google Scholar] [CrossRef]
- Dombrowski, K.; Buchwald, A.; Weil, M. The Influence of Calcium Content on the Structure and Thermal Performance of Fly Ash Based Geopolymers. J. Mater. Sci. 2007, 42, 3033. [Google Scholar] [CrossRef]
- Panda, B.; Unluer, C.; Tan, M.J. Extrusion and rheology characterization of geopolymer nanocomposites used in 3D printing. Compos. Part B Eng. 2019, 176, 107290. [Google Scholar] [CrossRef]
- Xia, M.; Sanjayan, J. Method of formulating geopolymer for 3D printing for construction applications. Mater. Des. 2016, 110, 382–390. [Google Scholar] [CrossRef]
- Silva, G.; Quispe, L.; Kim, S.; Nakamatsu, J.; Aguilar, R. Development of a stabilized natural fiber-reinforced earth composite for construction applications using 3D printing. IOP Conf. Ser. Mater. Sci. Eng. 2019, 706, 012015. [Google Scholar] [CrossRef]
- Bong, S.H.; Nematollahi, B.; Nazari, A.; Xia, M.; Sanjayan, J. Method of Optimisation for Ambient Temperature Cured Sustainable Geopolymers for 3D Printing Construction Applications. Materials 2019, 12, 902. [Google Scholar] [CrossRef] [Green Version]
- Korniejenko, K.; Łach, M.; Marczyk, J.; Ziejewska, C.; Halyag, N.P.; Mucsi, G. Fly Ash as a Raw Material for Geopolymerisation-Mineralogical Composition and Morphology. IOP Conf. Ser. Mater. Sci. Eng. 2019, 706, 012006. [Google Scholar] [CrossRef] [Green Version]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fiber | Matrix | Fiber Influence | Source |
|---|---|---|---|
| Steel micro-cable stainless steel grade SUS304; diameter: 1.2 mm; amount: 0.8% by vol. | Fly ash class F (0.64), silica fume (0.11), slag (0.25), fine silica sand (1.2), sodium metasilicate pentahydrate powder (0.125), tap water (0.348), PP fibers (0.0056) and VMA, hydroethylcellulose. |
| [30] |
| Class F fly ash, ground granulated blast furnace slag, silica fume, sand; Sodium metasilicate pentahydrate powder |
| [38] | |
| F fly ash and sand; sodium silicate and sodium hydroxide solution with a concentration of 8.0 M were utilized as activators |
| [33] |
| Class F low-calcium fly ash, ground granulated blast furnace slag, silica fume, sand with a maximum particle size of 1 mm; Penta sodium metasilicate powder |
| [32] |
| 80% class F grade fly ash (FA) 15% ground granulated blast furnace slag and 5% micro silica, fine river sand; potassium silicate |
| [31] |
| Micro PVA fibers; diameter 26 μm, length: 6 mm | Fly ash and ground granulated blast furnace slag; anhydrous sodium metasilicate (solid activator) |
| [39] |
| PVA fibers; length: 3 mm, amount: 0.5 wt% | 95% metakaolin and 5% silica fume; sodium silicate and 10 M sodium hydroxide solutions |
| [40] |
| Oil-coated PVA; diameter: 40 μm; length: 8 mm | Class F fly ash and granulated ground blast furnace slag; anhydrous sodium metasilicate powder with SiO2/Na2O mass ratio of 0.9 |
| [36] |
| Class F fly ash, silica sands; sodium-based activator composed of 8.0 M NaOH and N Grade Na2SiO3 solutions |
| [35] |
| PP fibers; length: 6 mm, four different fiber contents were chosen: 0.25, 0.50, 0.75, and 1.00% by vol. | Fly ash, micron-scale silica sand; alkaline solution composed sodium silicate and sodium, and sodium carboxymethyl cellulose (CMC) powder were used |
| [37] |
| Metakaolins, calcined argillite, callovo-oxfordian argillites, kaolin, sand; potassium silicate |
| [41] |
| Short glass fiber; lengths: 3, 6 and 8 mm; amount: 0.25%–1% by vol. | Fly ash (class F), slag, micro silica, fine (river) sand; liquid potassium silicate; hydroxypropyl methylcellulose |
| [34] |
| Class F fly ash, sand; aqueous solution of sodium hydroxide with 10 M, and an aqueous solution of sodium silicate, in a ratio of 1:2.5 |
| [16] |
| Green tow flax fibers; length 30–50 mm; amount 1 wt%. | Class F fly ash, sand; aqueous solution of sodium hydroxide and sodium silicate |
| [42] |
| No | Main Peak | Maximum | Local Maximum | Bounding |
|---|---|---|---|---|
| 1 | 3696–3132 | 3548 | --- | O-H |
| 2 | --- | 2931 | --- | O-H |
| 3 | --- | 2854 | --- | C-H |
| 4 | 1754–1581 | 1654 | --- | H-O-H |
| 5 | 1581–1357 | 1469 | --- | C-O |
| 6 | 1357–821 | 1019 | --- | Si-O-Al or Si-O-Si |
| 7 | 821–657 | 780 | 694 | Si-O-Si |
| 8 | 657–404 | 462 | 560 | Si-O(Si) |
| Element | Fly Ash | Sand | 3DC | CASTC | 3DF | CASTF |
|---|---|---|---|---|---|---|
| O | 47.177 | 51.197 | 45.480 | 45.458 | 45.679 | 46.035 |
| Si | 22.693 | 40.902 | 25.435 | 25.575 | 25.889 | 26.645 |
| Al | 16.816 | 3.1760 | 9.7722 | 9.6359 | 9.8108 | 9.6718 |
| Na | 1.5975 | 0.86054 | 7.6957 | 7.2118 | 6.9284 | 6.5153 |
| Fe | 4.2531 | 1.0207 | 4.1249 | 4.4371 | 4.1543 | 3.9194 |
| Ca | 2.1660 | 0.89557 | 3.1752 | 3.3382 | 3.0991 | 3.0672 |
| K | 2.1515 | 1.3310 | 2.0509 | 2.1184 | 2.2392 | 2.0693 |
| Mg | 1.1472 | 0.23151 | 0.74137 | 0.72434 | 0.75079 | 0.74537 |
| Ti | 0.65890 | 0.15722 | 0.64831 | 0.65113 | 0.60643 | 0.57807 |
| S | 0.75313 | 0.036447 | 0.31958 | 0.27343 | 0.26437 | 0.23894 |
| P | 0.21729 | 0.035690 | 0.13598 | 0.11976 | 0.13932 | 0.12317 |
| Ba | 0.09688 | 0.037588 | 0.090645 | 0.11115 | 0.09866 | 0.085606 |
| Mn | 0.068042 | 0.015097 | 0.058950 | 0.078441 | 0.077765 | 0.059950 |
| Cl | 0.034838 | 0.012234 | 0.056550 | 0.059827 | 0.057638 | 0.046814 |
| Sr | 0.048700 | 0.017301 | 0.049155 | 0.051727 | 0.051172 | 0.045803 |
| Cr | 0.020727 | 0.060160 | 0.027897 | 0.030106 | 0.037666 | 0.040166 |
| Zr | 0.024358 | 0.014688 | 0.024719 | 0.030090 | 0.028394 | 0.025463 |
| Nd | --- | --- | 0.017149 | --- | --- | --- |
| Zn | 0.023821 | --- | 0.016475 | 0.022908 | 0.016359 | 0.022489 |
| Cu | 0.013335 | --- | 0.016279 | 0.015339 | 0.015605 | 0.011612 |
| Pb | 0.014866 | --- | 0.016108 | 0.013911 | 0.017128 | 0.014254 |
| Ni | 0.010272 | --- | 0.014821 | 0.013401 | 0.012586 | 0.013197 |
| Rb | 0.013641 | --- | 0.013645 | 0.015159 | 0.014523 | 0.013760 |
| Co | --- | --- | --- | 0.015016 | 0.011711 | 0.011752 |
| Oxide | FLY ASH | Sand | 3DC | CASTC | 3DF | CASTF |
|---|---|---|---|---|---|---|
| Na2O | 2.153 | 1.160 | 10.374 | 9.721 | 9.339 | 8.782 |
| MgO | 1.902 | 0.384 | 1.229 | 1.201 | 1.245 | 1.236 |
| Al2O3 | 31.773 | 6.001 | 18.464 | 18.207 | 18.537 | 18.275 |
| SiO2 | 48.548 | 87.502 | 54.453 | 54.713 | 55.386 | 57.003 |
| P2O5 | 0.498 | 0.082 | 0.312 | 0.274 | 0.319 | 0.282 |
| SO3 | 1.881 | 0.091 | 0.798 | 0.683 | 0.660 | 0.597 |
| K2O | 2.592 | 1.603 | 2.471 | 2.552 | 2.697 | 2.493 |
| CaO | 3.031 | 1.253 | 4.443 | 4.671 | 4.336 | 4.292 |
| TiO2 | 1.099 | 0.262 | 1.081 | 1.086 | 1.012 | 0.964 |
| Cr2O3 | 0.030 | 0.088 | 0.041 | 0.044 | 0.055 | 0.059 |
| MnO | 0.088 | 0.019 | 0.076 | 0.101 | 0.100 | 0.077 |
| Fe2O3 | 6.081 | 1.459 | 5.898 | 6.344 | 5.939 | 5.604 |
| NiO | 0.013 | --- | 0.019 | 0.017 | 0.016 | 0.017 |
| CuO | 0.017 | --- | 0.020 | 0.019 | 0.020 | 0.015 |
| ZnO | 0.030 | --- | 0.021 | 0.029 | 0.020 | 0.028 |
| Rb2O | 0.015 | --- | 0.015 | 0.017 | 0.016 | 0.015 |
| SrO | 0.058 | 0.020 | 0.058 | 0.061 | 0.061 | 0.054 |
| ZrO2 | 0.033 | 0.020 | 0.033 | 0.041 | 0.038 | 0.034 |
| BaO | 0.108 | 0.042 | 0.101 | 0.124 | 0.110 | 0.096 |
| Nd2O3 | --- | --- | 0.020 | --- | --- | --- |
| PbO | 0.016 | --- | 0.017 | 0.015 | 0.018 | 0.015 |
| Co3O4 | --- | --- | --- | 0.020 | 0.016 | 0.016 |
| Cl | 0.035 | 0.012 | 0.057 | 0.060 | 0.058 | 0.047 |
| Sample | 27Al MAS-NMR | 29Si MAS-NMR | ||||
|---|---|---|---|---|---|---|
| Position [ppm] | Width Half [ppm] | Relative Intensity [%] | Position [ppm] | Width Half [ppm] | Relative Intensity [%] | |
| 3DC | 53.6 30.3 8.2 | 25.0 15.6 17.2 | 73 7 20 | −94.0 −106.3 | 30.1 5.2 | 94 6 |
| CASTC | 54.0 29.9 8.2 | 25.8 16.1 18.5 | 75 6 19 | −94.0 −105.3 | 30.9 3.8 | 98 2 |
| CASTF | 54.2 29.5 8.6 | 25.8 15.5 16.6 | 74 7 19 | −93.6 −108.2 | 29.1 6.6 | 94 6 |
| 3DF | 53.6 31.3 8.4 | 24.2 16.1 18.5 | 70 8 22 | −93.3 −105.3 | 28.0 5.6 | 94 6 |
| Designation | Mixture Proportion (% by Weight) | NaOH Solution | Production Method | |||
| Fly Ash | Sand | Carbon Fiber | Flax Fiber | |||
| 3DC | 49.5 | 49.5 | 1.0 | - | 10 M sodium hydroxide solution + water glass (1200 mL in total) | injection molding to simulate 3D printing |
| CASTC | 49.5 | 49.5 | 1.0 | - | traditional molding (casted) | |
| 3DF | 49.5 | 49.5 | - | 1.0 | injection molding to simulate 3D printing | |
| CASTF | 49.5 | 49.5 | - | 1.0 | traditional molding (casted) | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Korniejenko, K.; Kejzlar, P.; Louda, P. The Influence of the Material Structure on the Mechanical Properties of Geopolymer Composites Reinforced with Short Fibers Obtained with Additive Technologies. Int. J. Mol. Sci. 2022, 23, 2023. https://doi.org/10.3390/ijms23042023
Korniejenko K, Kejzlar P, Louda P. The Influence of the Material Structure on the Mechanical Properties of Geopolymer Composites Reinforced with Short Fibers Obtained with Additive Technologies. International Journal of Molecular Sciences. 2022; 23(4):2023. https://doi.org/10.3390/ijms23042023
Chicago/Turabian StyleKorniejenko, Kinga, Pavel Kejzlar, and Petr Louda. 2022. "The Influence of the Material Structure on the Mechanical Properties of Geopolymer Composites Reinforced with Short Fibers Obtained with Additive Technologies" International Journal of Molecular Sciences 23, no. 4: 2023. https://doi.org/10.3390/ijms23042023
APA StyleKorniejenko, K., Kejzlar, P., & Louda, P. (2022). The Influence of the Material Structure on the Mechanical Properties of Geopolymer Composites Reinforced with Short Fibers Obtained with Additive Technologies. International Journal of Molecular Sciences, 23(4), 2023. https://doi.org/10.3390/ijms23042023