1. Introduction
Wood is a natural continuously renewable material, which, although nowadays there are many alternatives for it, over the centuries has never lost importance due to its superior properties. Among the various surface processes applied to wood, varnishes are used to show its beauty, colour and the wood pattern resulting from its nature along a film layer. After the application of surface treatments performed according to industry standards the technical, aesthetical and economical value of wood increases. Varnishes and varnish systems used in wood surfaces have varied and developed over time, as a result of quality demands and environmental protection consciousness. The newest area of development in this field corresponds to the nanotechnology product varnishes discussed herein.
Compano and Hullman [
1] indicated that nanotechnology would become one of the most important technologies of this century. In the next ten years, this technology might generate profits of several hundred billion Euros. Governmental institutes and research companies from all over the world are competing to establish their positions in this new technology.
It is expected that nanotechnology based varnishes will replace with conventional varnishes thanks to their outstanding properties stated briefly below:
Limited or zero solvent pollution.
Better product quality.
Lower capital costs compared to thermal curing.
Lower maintenance costs.
Excellent process control.
Lower labour costs.
After curing the wood is immediately ready for other processing steps (cutting, joining with other materials, etc.).
Nanotechnology gives researchers the opprtunity to change the structure of the materials on the molecular scale. For example, different gas and water permeability levels can be obtained. Addition of nano-molecules to the products can provide resistance to light and flame, mechanical strength, better thermal performance and resistance to gases [
2].
The aim of this study is to compare the hardness and adhesion resistance properties of newly developed nanolacke UV varnishes, which have been developed for wooden furniture and parquet surfaces, to conventional varnish systems. Furthermore, by using different tree species, it will be determined whether the use of different species of trees has any effect on hardness and adhesion resistance.
1.1 Literature review
According to Wood
et al. [
3], nanotechnology will produce economic and social impacts on three broad timescales. Current applications of nanotechnology are largely the result of incremental advances in already well-established branches of applied science, such as material science and colloid technology. Medium term applications of nanotechnology will apply principles only now being established in the laboratory to overcome foreseeable barriers to continued technological progress. In the long term, entirely new applications may emerge from developments that are currently only anticipated in the laboratory.
For paint and varnish layers, hardness is an important indicator of resistance to physical and mechanical effects. Pendulum damping test apparatus can be used for measuring the hardness of paints and varnishes [
4].
Uysal
et al. studied the effects of chemicals used for the bleaching of the wood surfaces on the layer hardness of varnishes. They indicated that in the natural varnishing process the effects of the wood species on the layer hardness of varnish are unimportant, but the effects of varnish types are important. In the varnishing process, after bleaching the different wood types, bleaching chemicals and their concentration and varnish kinds affected the hardness of the varnish layer [
5].
Ors and Atar reported that the hardness of varnish layers was not affected by impregnation and bleaching materials, but the hardness of wooden materials was increased by impregnation materials. Solvent groups however, decreased the hardness. It was concluded that synthetic varnishes were found suitable for use after bleaching and impregnation processes [
6].
Steinfeldt
et al. carried out a case study on the ecological efficiency of Nano-Varnish. In this study the practical investigation of ecological effects was implemented by comparing a nano-based varnish to a water-based varnish, a solvent-based varnish and a powder varnish. According to their results on varnishing an aluminium car surface they claimed that the advantages of using nano-varnishes are most visible in the VOC-emission levels. The VOC-emissions of the nano-varnish are 65 per cent lower than those of other varnishes [
7].
According to Ors
et al., with regards to surface hardness borax and acrylic impregnation of oak was superior to oak impregnated with borax and synthetic varnish. Therefore, it was concluded that boron compounds increase the surface hardness of the varnished wood [
8].
Budakci and Atar studied the effect of outdoor conditions on the hardness characteristics of bleached Scotch Pine wood. They indicated that better results were obtained with bleaching process, and this method can be used for the restoration of wooden materials exposed to outdoor conditions [
9].
2. Materials and Methods
2.1 Wood materials
Beech and oak were selected as the wooden materials for our experiments. Two significant factors were taken into consideration when choosing these species. The first was that these species are widely used in the furniture and parquet sectors, where most varnishes are consumed in Turkey. The second one was that they represent different anatomical structures. Beech was chosen to represent diffuse porous trees and oak was chosen to represent ring porous trees.
Oriental beech (
Fagus orientalis Lipsky) and oak (
Quercus petreae Lipsky) were randomly obtained from timber merchants in Istanbul, Turkey. Special emphasis was given to the selection of the wood material (lumber). Accordingly, no-defects, suitable, knotless, normally grown wood materials (without zone lines, without reaction wood and without decay, insect, or fungal infections) were selected, according to the TS 2470 standard [
10].
2.2 Varnishes
Cellulosic, synthetic, polyurethane, polyester and nanolacke UV varnishes were used according to the producer's instructions. The type, selection, preparation and surface application system of the varnish to be used and the post-application processes as recommended by the manufacturers and the techniques used are very important to make varnish layers durable against various effects and to ensure the desired properties. Therefore, materials used in the experiments (tests) were stored appropriately until their usage to prevent loss of properties. Varnishes were checked to confirm they had the properties specified in their descriptions and they were used after seeing that they were appropriate for the tests (viscosity control). The technical specifications of the conventional varnishes are given in
Table 1.
Nanolacke UV varnish
Nanolacke UV varnish is a type of polyacrylic based varnish that includes nanosilica based nano-minerals and uses nanocomposite ultraviolet curing. Organic and mineral oxides obtained through sol-gel technology and formed in the varnish provide a flexible and unscratchable structure thanks to the formation of three dimensional networks, the flexibility provided by the organic material and the resistance provided by mineral oxides. The three dimensional network formed can be seen on the SEM photo in
Figure 1. Despite the high silica content, a luminous and transparent film is obtained [
11]. This is a patented product, which has been developed by the DYO Company for the parquet and furniture industry.
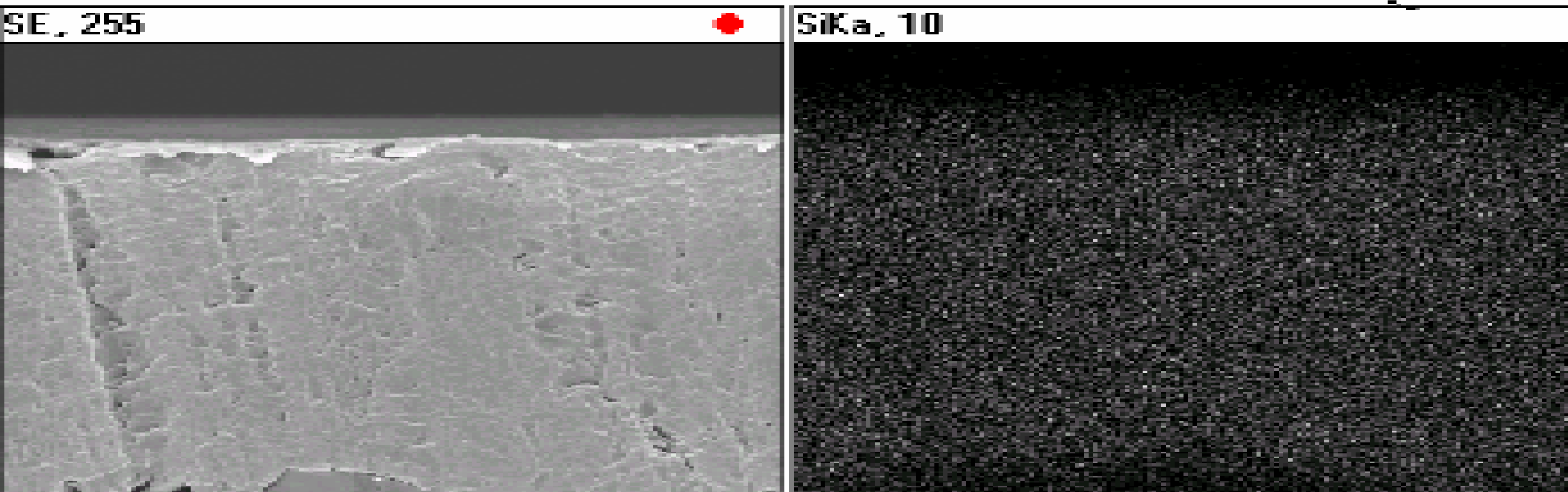
The mapping of the element Si in this cross section shows a good dispersion of the SiO
2 particles (no big aggregates, clusters, etc.). The individual SiO
2 particles can be clearly seen. They appear to be in contact with each other to form a three dimensional networks made of small grape-like clusters and chain-like segments (
Figure 2).
Product application
The Nanolacke UV varnish system is ready to apply right out of the package. It is applied at a rate of 5–20 gram per m² (depending on the surface required) through pouring or pumping into a cylinder machine. The surfaces on which UV varnish system has been applied are dried in 1–3 seconds by passing under lamps having 2–3 × 80 W power on UV belts working at conveying speeds of 5–20 meter/minute.
2.3 Preparation of the test specimens
Wood samples were randomly selected from the materials described above. The rough drafts for the preparation of test and control specimens (massive panels) were cut from the sapwood parts of massive woods with dimensions of 190 × 140 × 15 mm
3 and conditioned at 20 ± 2°C and 65 ± 3% relative humidity until a 12% humidity distribution was reached, in accordance with ASTM D 358 [
12]. Conditioned specimens with dimensions of 100 × 100 × 10 mm
3 were cut from the drafts for varnishing. The conditioned panels were sanded prior to varnishing in order to obtain smooth surfaces. Test specimens were varnished according to ASTM D 3023 [
13]. The producer's instructions were taken into account for the composition of the solvent and hardener ratio. One or two finishing layers were applied after the filling layer. The spray nozzle distance and pressure were adjusted according to the producer's instructions and moved in parallel to the specimen surface at a distance of 20 cm. Varnishing was performed at 20 ± 2°C and 65 ± 3% humidity.
2.4 Hardness measurements
These measurements were performed after the varnish coating; the test samples were conditioned at 23 ± 2°C and 50 ± 5% relative humidity for 16 h. The hardness measurements of the varnished surfaces were taken according to ASTM D 4366 [
14] with a pendulum damping test. The test device determined the layer hardness by means of the swing of a pendulum. The pendulum had marbles 5 ± 0.0005 mm in diameter with a Rockwell conventional hardness value of 63 ± 3.3. The amount of the swing was directly proportional to the surface hardness.
2.5 Adhesion measurements
The adhesion resistances of the varnish layers have been determined according to the ASTM D 3359-2 standard [
15]. The measurements were performed after the varnish coating; the test samples were conditioned at 23 ± 2°C and 50 ± 5% relative humidity for 48 h. Tests have been repeated on three different samples of the same varnish system and on three different regions of each sample. Test regions were been inspected by using a light source and a magnifier. Results have been determined according to the tables given in related standards for Method A and B.
2.6 Data analysis
Through the combined use of two different species of wood and five types of varnishes, a total of 100 specimens (2×5×10) were prepared, with 10 specimens for each parameter. Data were analyzed using ANOVA and Tukey HSD tests. All statistical calculations were based on 95% confidence level.
3. Results and Discussion
3.1 Surface Hardness
As a result of the statistical evaluations, as seen in
Table 2, it has been determined that there are significant and meaningful differences (p<0:05) between the various varnish systems applied on both beech and oak samples in terms of surface hardness. Thus, nanolacke UV varnish showed the highest hardness value among other varnish systems for samples of both species. Nanolacke UV varnish was followed by polyester, polyurethane and cellulosic varnish, respectively.
As it can be seen from the
Table 2, differentiation among tree species had no statistically significant and meaningful effect on the surface hardness of conventional varnish systems. In similar studies [
16,
17], it was also reported that differences between tree species had no effect on either the hardness of varnish or dye layers, instead the primary effect is either the type of varnish or dye. Furthermore, in Ozen and Sonmez's study, the best result was obtained by polyester varnish, which was followed by polyurethane, cellulosic and synthetic varnish in terms of their surface hardness. These results support our results from this study.
Only in the systems where nanolacke UV varnish was employed are there slight but meaningful differences between the surface hardnesses of beech and oak samples. This suggests that the anatomical structures of tree species may affect varnish layer hardness in the Nanolacke varnish system. The varnish layer hardness of beech samples is more than that of the oak samples, as can be seen at
Table 2. It is thought that this difference, which is not observed with conventional varnishes, resulted from a stronger interaction between varnish and the tree species in the new varnish system.
3.2 Adhesion
According to the ASTM D 3359-2 standard, dry film thicknesses were determined before the tests (
Table 3). The thickness of the varnish layers were measured with a comparator, which has a sensitivity of 5 μm. Since film thicknesses of varnishes, except polyester varnish, are smaller than 125 μm “Test method A” was applied to those varnishes. Test method B was applied to polyester varnish.
In the evaluation after the tests are performed the best result with respect to adhesion resistance (5A) was obtained from nanolacke UV, followed by polyurethane and cellulosic varnish. Synthetic varnish (3A) followed these ones. Polyester varnish (2B) gave the worst result among the others (
Table 3).
The most important factors affecting the durability of a varnish layer are the binding force between the varnish layer and the tree surface (adhesion) and the internal binding force among the molecules of varnish (cohesion). The consistency of a varnish layer with respect to shape changes depends mostly on its elasticity.
According to the test results, nanolacke UV and polyurethane varnishes are the ones which showed the least damage during cutting and in other phases of the tests and gave the best results in terms of both adhesion and cohesion forces and elasticity.
Cutting of varnish shavings in the form of thin fibers during cutting of the synthetic varnish layers showed that both cohesion and elasticity of this varnish are high. However, separation of the varnish layer from the wooden surface when the test band was detached showed that the adhesion force of this varnish is weak.
In polyester varnish layers the case is just the opposite of synthetic varnish. While chips and coarse varnish ruptures were seen in cutting regions, there wasn’t any wood rupture in the layer. So, it can be said that cohesion force is high but the elasticity is low and adhesion force is sufficient in the polyester layers.
4. Conclusions
As a result of the study, it can be concluded that using different species of trees in conventional varnish systems doesn’t have any significant effect on varnish layer hardness. However, when using the nanolacke varnish system the use of different species of trees affects varnish layer hardness. There are a lot of factors that may cause this difference between beech (diffuse porous) and oak (ring porous) species (intensity, cell structure, basic and secondary compounds of wood, texture, extractive substances, etc.). Further research is suggested to elucidate the factor(s) that may cause this difference. Moreover, another result obtained is that using different tree species doesn’t have an important effect on the bonding strength of varnish layers.
It has been determined that there are significant differences among varnish systems. Accordingly nanolacke UV gave the highest hardness value, followed by polyurethane, cellulosic and synthetic varnish, respectively. According to their adhesion resistances, nanolacke, polyurethane and cellulosic varnish gave the best results (5A). These were followed by synthetic varnish (3A). Polyester varnish, on the other hand, showed the lowest adhesion resistance (2B).
Long-term durability of varnishes applied on wooden surfaces like furniture, parquet etc. towards mechanical effects like friction, abrasion, impact, etc. depends on the resistance that varnish layers show against these effects. Varnished wooden surfaces are exposed to various effects, according to the properties of the place where they are used. Therefore, in order to prevent economic losses, the use of varnish systems which supply optimum efficiency according to the usage area is required. The results of this study demonstrate that nanolacke UV varnish has better resistance properties compared to conventional varnishes in terms of dry film resistance properties like surface hardness and adhesion. As a result, using nanolacke varnishes instead of conventional varnishes can be recommended for furniture and parquet areas for which varnish layer hardness and bonding strength are important.
Although the cost of nanolacke varnish system is higher than that of conventional varnish systems, it is an innovative product providing benefits to the user when its long-term durability and quality factors are taken into account. Furthermore, this nanotechnology product varnish is very original and important in terms of bringing nanotechnology and wood technologies together.




{kind=link}
{kind=link}
{kind=link}
{kind=link}