2.1. The Mapping of Error by Axis
A Moving Bridge CMM TESA Micro-Hite 3D is used to evaluate experimentally its errors. Its field of measurement is XxYxZ of 450 mm × 500 mm × 460 mm and it has a resolution of 1 μm. According to ISO 10360-2, calibrated artefacts for bidirectional length measurements are used, in particular a set of calibrated gauge blocks of grade 0 up to 100 mm nominal and grade 2 from 125 mm nominal onwards. The uncertainty of those gages is below the resolution of the CMM, so that the deviations from the calibrated length will be assigned to measurement error. Measuring is developed under controlled and stable temperature at 20 ± 1 °C and the tests have been carried out by the same skilled member of our team. The CMM is set up according to the manufacturer’s instructions, with the standard approach of performing the measurement after compensating for any known bias.
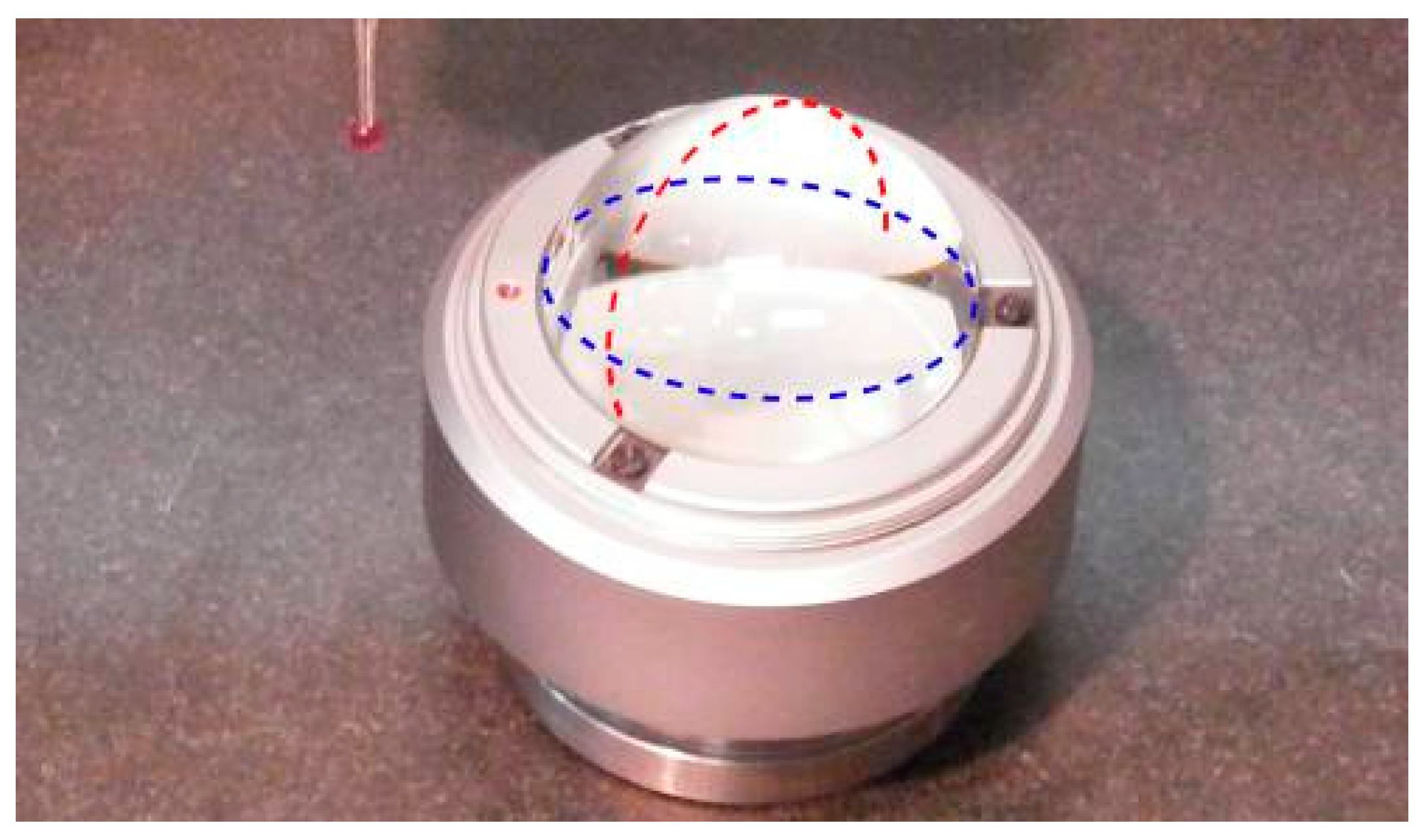
The test includes five different gauge blocks from 50 mm to 300 mm nominal that cover at least 66% of the CMM field of measurement of every axis. Gauges are positioned at the middle of the volume of the CMM (
Figure 1). A set of five points on each block side in a bidirectional measurement is followed for all three axes X, Y and Z, with five repetitions. A total of 50 measurements per gauge block grouped into five series of bilateral measurements is taken. This grouping follows the gauge block calibration certificate, where the assigned value of the block is obtained from five measured points on a face, with reference to the opposite face. In the case of Z axis, standing on the granite table, the second reference face in the bilateral measurement technique is the granite table itself. Ordinary ISO verification test only requires three repetitions for repeatability verification. The study intends to take advantage of the standard verification techniques with a different purpose of evaluating the mean error and its variability on the three main axis positions included in the model proposed in Part I.
The measurements are obtained through a Renishaw probe of the minimum length compatible with the step block measurement and choosing the probe of maximum tip diameter following the good practices and CMM manufacturer recommendations.
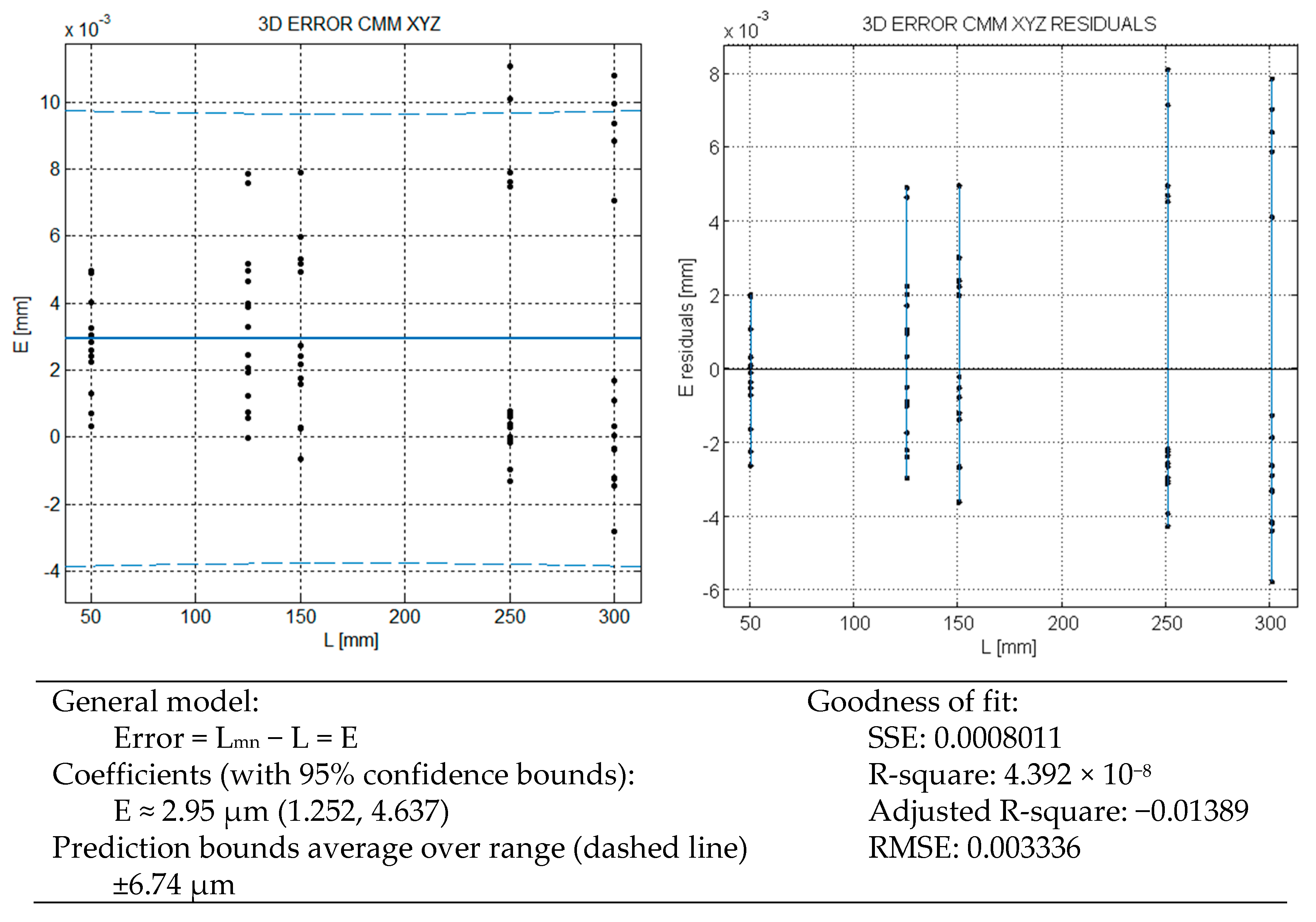
The aggregated results of the verification of calibrated blocks aligned with each axis are shown in
Figure 2. The overall linear regression model yields an average error E of 2.95 µm. Even when the verification only includes the three main axes the overall error result E
MPE,L of 6.7 µm (prediction bounds at 95% confidence) is in close agreement with the verification of the machine at the time of acquisition (±6.7 µm over 300 mm) and a previous recent machine verification [
6], both following direct application of the standard verification test ISO 10360-2. This ISO test evaluates an overall model of maximum permissible error in the rated operating conditions of the machine and without distinction of error by each axis.
In the regression model, the length of the gauge blocks is the known variable and the error is the random variable. The residual graph shows a spread growing with the length of measurement, so the basic assumption of the regression model of uniform variance across the known variable (homocedastic) is violated. The ISO verification test assumes the random error spread can grow by the length of measurement (heterocedactic) when proposes E
MPE,L = A + BL as one of the possible models of error for the machine. Even when nothing is indicated in the ISO 10360-2 standard, this weakness of using the regression technique could be eventually overcome by weighting the measurement with the inverse of their variance [
7]. In fact this behavior of uncertainty growing with length is also the basic model of uncertainty of calibrated gauge block sets. The growing spread with the length can be the sign of an aggregated behavior that ordinary ISO verification test does not separate by grouping the results of the three axes.
The verification, under proposed model, only checks the three axes independently. For this reason the variability or spread of the measurements has not the clear heteroscedastic appearance that in the bulk test exhibits: the residuals do not show a functional trend to grow with length, see
Figure 3,
Figure 4 and
Figure 5. The regression by axis reflects that the mean error is approximately linear function with the length of measurement. This underlying growing spread with the length is alike because in a CMM a main source of error is the angular error of the machine [
8]. These errors are captured by considering independently each axis error.
Note that the gauge blocks are grade 0 until 150 mm and grade 2 over 150 mm. Nevertheless, the length variability associated to the gauge grade difference is below the resolution of the CMM, so no evidence of blocks’ quality influence is appreciated in the experimental results.
In
Figure 3, only the results for the X axis are represented. The error sum of squares SSE is lower than for the bulk model. The prediction bounds for the error are ±2.32 µm with a probability of 95%. The R-square coefficient indicates that up to 70% of the variability is explained by the regression line. It means that a new measurement by the X axis will be inside that interval around the model value at 95% level of confidence. A maximum spread or repeatability of 4.5 µm for the 300 mm block is obtained.
With the same meaning of
Figure 3, in
Figure 4 the results corresponding to the Y axis are represented. In this case, the linear model explains about 75% of the variability and the prediction bounds are ±2.93 µm. The maximum repeatability in the Y axis is 3.95 µm.
The results of the verification by the Z axis are represented in
Figure 5. The model shows a fairly constant relationship of the average error over the Z range, compared with the X and Y axes. As a consequence, R-square is low and shows only about a 50% variability explanation by the regression line. The SSE shows a similar goodness of the model and the prediction bounds are ±1.53 µm. A maximum repeatability of 2.23 µm is obtained.
In addition, we must note that the values of adjusted R-square are close to those of R-square in the regression by axis, so the sampled points has an effective contribution to R-square. Conversely, in the bulk model the adjusted R-square is even negative, so the aggregation of all points into a bulk regression model does not contribute to the proposed regression model.
There are two methodological points about the former model. First, the bilateral measuring following the recommendations of ISO 10360 on the faces of a gauge block is properly compensated against slight misalignment of the block with the measurement axis and the five points on each face determine a least-squares plane of reference to the points of the opposite face, following recommendation of ISO 10360-2 Appendix C. This criterion of least-squares averaging the block face plane is in accordance with the reference ISO standard and its behavior has been experimentally tested versus the minimum zone tolerance alternative [
9], with consistent good results. A second point of interest is the meaning of the overall prediction of error bounds for a new single observation or measurement. It will include the variability estimation by the mean square error for n − 2 degrees of freedom, but also the error caused by the variance of the slope of the regression line, amplified by the distance of the value to the centroid of the dataset and the variation of the centroid properly [
10]. The formulation of the prediction bounds
P for the regression model (E = A + Bx), with a dataset of size
n, it is given by Equation (1), with
t being the critical value at 95% confidence of the t-student with n − 2 degrees of freedom.
2.2. CMM Repeatability Estimation
The repeatability results expressed as the standard deviation of the results must be incorporated into the uncertainty budget [
11]. Nevertheless, the ISO 10360-2 defines R
0 as the range (maximum minus minimum value). In the case of a set of measures of non-calibrated artefacts, the mean value is not an estimation of the true value due to the presence of error. When measuring calibrated artifacts the difference between the mean value of the measurements and the assigned value to the calibrated gage can be considered a bias correction. Consequently, the standard deviation of the measurements under repeatable condition is a contribution to the uncertainty. Repeatability conditions include the same experimental hardware (CMM and gauges), the same operator, used under the same measurement operational procedure, in the same location and with repetitions over a short period of time.
Under the rated operating conditions of the CMM, three repetitions are specified in ISO 10360-2, just for verification purposes. Based on a such a reduced number of samples, three, a direct estimation of the standard deviation of the mean could include a big deviation [
12,
13]. In our test up to 50 measurements to determine 5 error values are used for each length of test, that is presumed more representative of the CMM behavior. In the verification test of
Figure 3,
Figure 4 and
Figure 5, the maximum repeatability has been 4.5 µm and the grand average by axes and the different lengths is 2.7 µm,
Figure 6.
2.3. CMM Probe Error Estimation
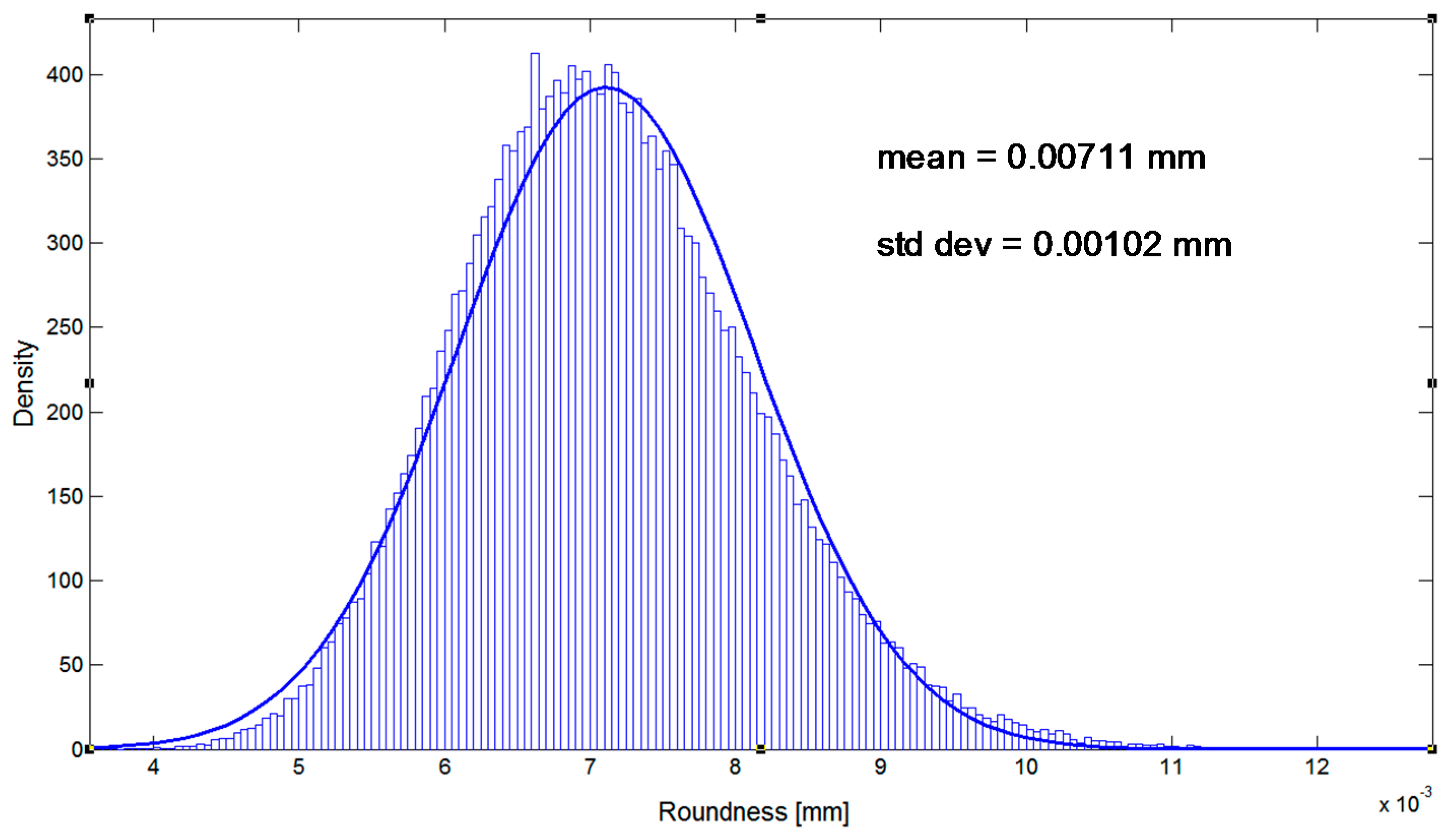
While the estimation of length error is an application to distance measurement or diameters, in general probe error must be included in the estimations of form tolerance. The verification of the maximum permissible error of the probe E
P,MPE is accomplished by measuring the roundness error of calibrated artefacts. According to ISO 10360-5 [
14], the evaluation should be made with the radii range (maximum minus minimum) after determining the minimum least-squares sphere of the dataset from the measurement of a reference sphere. Note that the tolerance of form can be assessed by the least-squares or minimum zone tolerance criteria, and the last one is preferred by ISO 1101. Nevertheless, in general the least-squares criterion is more robust in the presence of outliers and its algorithm is widespread and easier.
According to ISO 10360-5, probe error should be verified positively before proceeding with ISO 10360-2 length verifications, and it is checked at each initial CMM setup on its own reference sphere of about 30 mm diameter. Therefore, the probe center offset and the form error in the probe is always evaluated before starting measuring operations. For the former batteries of measurements, the same probe of 4 mm nominal diameter has been used. An overall mean indicated error of sphericity of 0.004 mm has been appreciated by the CMM across probe setups.
An independent verification of the probe error will be obtained in
Section 4 through a certified glass hemisphere with roundness of tens of nanometers. Even when ISO 10360-5 mentions the error of sphericity by minimum least-squares criteria, the standard is certified in its roundness, not its sphericity, thus the measurement trials will be in planes to get circles and evaluate their roundness.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}








