
Flexible Piezoresistive Sensors Embedded in 3D Printed Tires

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Design, Materials, and Methods
2.1. Sensor Design and Principle
2.2. Materials
2.3. Fabrication of Sensors
2.4. Design of Tires, Wheels, and Chassis
2.5. Experiments
3. Results and Discussion
3.1. Manufactured Parts and Assembly
3.1.1. Fabricated Sensor
3.1.2. 3D Printed Tires, Wheels, and Chassis
3.1.3. Assembly
3.2. Experimental Results
3.2.1. Different Load Conditions
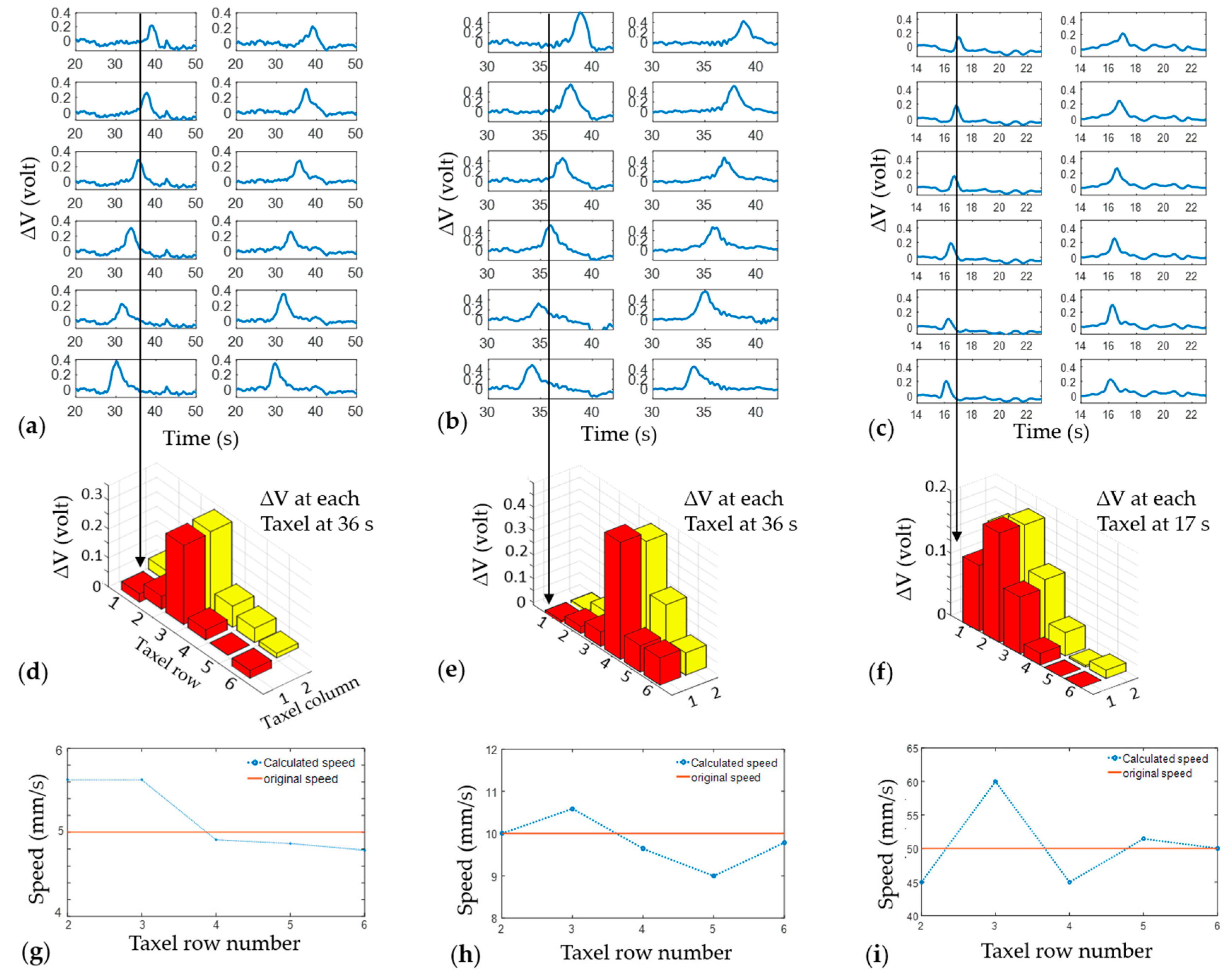
3.2.2. Location and Speed
3.3. Discussion
3.3.1. Result Analysis
3.3.2. 3D Printing Prospect of Sensor
4. Conclusions
Author Contributions
Conflicts of Interest
References
- Matsuzaki, R.; Todoroki, A. Wireless monitoring of automobile tires for intelligent tires. Sensors 2008, 8, 8123–8138. [Google Scholar] [CrossRef] [PubMed]
- Yi, J.G. A piezo-sensor-based “Smart tire” System for mobile robots and vehicles. IEEE Asme Trans. Mechatronics 2008, 13, 95–103. [Google Scholar] [CrossRef]
- Matsuzaki, R.; Todoroki, A. Wireless strain monitoring of tires using electrical capacitance changes with an oscillating circuit. Sens. Actuators A Phys. 2005, 119, 323–331. [Google Scholar] [CrossRef]
- Zhang, Y.Z.; Yi, J.G.; Liu, T. Embedded flexible force sensor for in-situ tire-road interaction measurements. IEEE Sens. J. 2013, 13, 1756–1765. [Google Scholar] [CrossRef]
- Aguilar, J.J.C.; Carrillo, J.A.C.; Fernandez, A.J.G.; Acosta, E.C. Robust road condition detection system using in-vehicle standard sensors. Sensors 2015, 15, 32056–32078. [Google Scholar] [CrossRef] [PubMed]
- Myers, L.; Roque, R.; Ruth, B.; Drakos, C. Measurement of contact stresses for different truck tire types to evaluate their influence on near-surface cracking and rutting. Transp. Res. Rec. J. Transp. Res. Board 1999, 1655, 175–184. [Google Scholar] [CrossRef]
- Lee, C.-R.; Kim, J.-W.; Hallquist, J.O.; Zhang, Y.; Farahani, A.D. Validation of a Fea Tire Model for Vehicle Dynamic Analysis and Full Vehicle Real Time Proving Ground Simulations; 0148-7191; SAE Technical Paper; SAE International: Warrendale, PA, USA, 1997. [Google Scholar]
- Hong, H.C.; Chen, C.M. Design, fabrication and failure analysis of stretchable electrical routings. Sensors 2014, 14, 11855–11877. [Google Scholar] [CrossRef] [PubMed]
- Trung, T.Q.; Lee, N.E. Flexible and stretchable physical sensor integrated platforms for wearable human-activity monitoringand personal healthcare. Adv. Mater. 2016. [Google Scholar] [CrossRef] [PubMed]
- Park, J.; Lee, Y.; Hong, J.; Ha, M.; Jung, Y.D.; Lim, H.; Kim, S.Y.; Ko, H. Giant tunneling piezoresistance of composite elastomers with interlocked microdome arrays for ultrasensitive and multimodal electronic skins. ACS Nano 2014, 8, 4689–4697. [Google Scholar] [CrossRef] [PubMed]
- Vatani, M.; Lu, Y.F.; Lee, K.S.; Kim, H.C.; Choi, J.W. Direct-write stretchable sensors using single-walled carbon nanotube/polymer matrix. J. Electron. Packag. 2013, 135, 011009. [Google Scholar] [CrossRef]
- Vatani, M.; Engeberg, E.D.; Choi, J.W. Force and slip detection with direct-write compliant tactile sensors using multi-walled carbon nanotube/polymer composites. Sens. Actuators A Phys. 2013, 195, 90–97. [Google Scholar] [CrossRef]
- Hu, N.; Fukunaga, H.; Atobe, S.; Liu, Y.; Li, J. Piezoresistive strain sensors made from carbon nanotubes based polymer nanocomposites. Sensors 2011, 11, 10691–10723. [Google Scholar]
- Hu, N.; Masuda, Z.; Yan, C.; Yamamoto, G.; Fukunaga, H.; Hashida, T. The electrical properties of polymer nanocomposites with carbon nanotube fillers. Nanotechnology 2008, 19, 215701. [Google Scholar] [CrossRef] [PubMed]
- Ohno, H. Design of ion conductive polymers based on ionic liquids. Macromol. Symp. 2007, 249, 551–556. [Google Scholar] [CrossRef]
- Dai, L. Intelligent Macromolecules for Smart Devices: From Materials Synthesis to Device Applications; Springer Science & Business Media: New York, NY, USA, 2004. [Google Scholar]
- Kowsari, E. Advanced Applications of Ionic Liquids in Polymer Science; INTECH Open Access Publisher: Rijeka, Croatia, 2011. [Google Scholar]
- Park, M.J.; Choi, I.; Hong, J.; Kim, O. Polymer electrolytes integrated with ionic liquids for future electrochemical devices. J. Appl. Polym. Sci. 2013, 129, 2363–2376. [Google Scholar] [CrossRef]
- Vatani, M.; Choi, J.W. Multi-layer stretchable pressure sensors using ionic liquids and carbon nanotubes. Appl. Phys. Lett. 2016, 108, 061908. [Google Scholar] [CrossRef]
- Lee, J.; Emon, M.O.F.; Vatani, M.; Choi, J.W. Effect of degree of crosslinking and polymerization of 3D printable polymer/ionic liquid composites on performance of stretchable piezoresistive sensors. Smart Mater. Struct. 2017, 26, 035043. [Google Scholar] [CrossRef]
- Ota, H.; Chen, K.; Lin, Y.J.; Kiriya, D.; Shiraki, H.; Yu, Z.B.; Ha, T.J.; Javey, A. Highly deformable liquid-state heterojunction sensors. Nat. Commun. 2014, 5, 5032. [Google Scholar] [CrossRef] [PubMed]
- Sekitani, T.; Nakajima, H.; Maeda, H.; Fukushima, T.; Aida, T.; Hata, K.; Someya, T. Stretchable active-matrix organic light-emitting diode display using printable elastic conductors. Nat. Mater. 2009, 8, 494–499. [Google Scholar] [CrossRef] [PubMed]
- Lee, C.; Jug, L.; Meng, E. High strain biocompatible polydimethylsiloxane-based conductive graphene and multiwalled carbon nanotube nanocomposite strain sensors. Appl. Phys. Lett. 2013, 102, 183511. [Google Scholar] [CrossRef]
- Chun, K.Y.; Oh, Y.; Rho, J.; Ahn, J.H.; Kim, Y.J.; Choi, H.R.; Baik, S. Highly conductive, printable and stretchable composite films of carbon nanotubes and silver. Nat. Nanotechnol. 2010, 5, 853–857. [Google Scholar] [CrossRef] [PubMed]
- Sekitani, T.; Noguchi, Y.; Hata, K.; Fukushima, T.; Aida, T.; Someya, T. A rubberlike stretchable active matrix using elastic conductors. Science 2008, 321, 1468–1472. [Google Scholar] [CrossRef] [PubMed]
- Xu, F.; Zhu, Y. Highly conductive and stretchable silver nanowire conductors. Adv. Mater. 2012, 24, 5117–5122. [Google Scholar] [CrossRef] [PubMed]
- Hu, W.L.; Niu, X.F.; Zhao, R.; Pei, Q.B. Elastomeric transparent capacitive sensors based on an interpenetrating composite of silver nanowires and polyurethane. Appl. Phys. Lett. 2013, 102, 38. [Google Scholar] [CrossRef]
- Park, M.; Im, J.; Shin, M.; Min, Y.; Park, J.; Cho, H.; Park, S.; Shim, M.B.; Jeon, S.; Chung, D.Y.; et al. Highly stretchable electric circuits from a composite material of silver nanoparticles and elastomeric fibres. Nat. Nanotechnol. 2012, 7, 803–809. [Google Scholar] [CrossRef] [PubMed]
- Vogt, D.M.; Park, Y.L.; Wood, R.J. Design and characterization of a soft multi-axis force sensor using embedded microfluidic channels. IEEE Sens. J. 2013, 13, 4056–4064. [Google Scholar] [CrossRef]
- Majidi, C.; Kramer, R.; Wood, R.J. A non-differential elastomer curvature sensor for softer-than-skin electronics. Smart Mater. Struct. 2011, 20, 105071. [Google Scholar] [CrossRef]
- Chossat, J.B.; Park, Y.L.; Wood, R.J.; Duchaine, V. A soft strain sensor based on ionic and metal liquids. IEEE Sens. J. 2013, 13, 3405–3414. [Google Scholar] [CrossRef]
- Muth, J.T.; Vogt, D.M.; Truby, R.L.; Menguc, Y.; Kolesky, D.B.; Wood, R.J.; Lewis, J.A. Embedded 3D printing of strain sensors within highly stretchable elastomers. Adv. Mater. 2014, 26, 6307–6312. [Google Scholar] [CrossRef] [PubMed]
- Ahn, S.H.; Lee, K.T.; Kim, H.J.; Wu, R.; Kim, J.S.; Song, S.H. Smart soft composite: An integrated 3D soft morphing structure using bend-twist coupling of anisotropic materials. Int. J. Precis. Eng. Manufact. 2012, 13, 631–634. [Google Scholar] [CrossRef]
- Vatani, M.; Lu, Y.F.; Engeberg, E.D.; Choi, J.W. Combined 3D printing technologies and material for fabrication of tactile sensors. Int. J. Precis. Eng. Manufact. 2015, 16, 1375–1383. [Google Scholar] [CrossRef]
- Ho, C.M.B.; Ng, S.H.; Yoon, Y.J. A review on 3D printed bioimplants. Int. J. Precis. Eng. Manufact. 2015, 16, 1035–1046. [Google Scholar] [CrossRef]
- Kang, H.S.; Lee, J.Y.; Choi, S.; Kim, H.; Park, J.H.; Son, J.Y.; Kim, B.H.; Noh, S.D. Smart manufacturing: Past research, present findings, and future directions. Int. J. Precis. Eng. Manufact. Green Technol. 2016, 3, 111–128. [Google Scholar] [CrossRef]
- Grossiord, N.; Loos, J.; Regev, O.; Koning, C.E. Toolbox for dispersing carbon nanotubes into polymers to get conductive nanocomposites. Chem. Mater. 2006, 18, 1089–1099. [Google Scholar] [CrossRef]
- Vatani, M.; Choi, J.W. Direct-print photopolymerization for 3D printing. Rapid Prototyp. J. 2017, 23. [Google Scholar]
- Vatani, M.; Engeberg, E.D.; Choi, J.-W. Conformal direct-print of piezoresistive polymer/nanocomposites for compliant multi-layer tactile sensors. Addit. Manufact. 2015, 7, 73–82. [Google Scholar] [CrossRef]











© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Emon, M.O.F.; Choi, J.-W. Flexible Piezoresistive Sensors Embedded in 3D Printed Tires. Sensors 2017, 17, 656. https://doi.org/10.3390/s17030656
Emon MOF, Choi J-W. Flexible Piezoresistive Sensors Embedded in 3D Printed Tires. Sensors. 2017; 17(3):656. https://doi.org/10.3390/s17030656
Chicago/Turabian StyleEmon, Md Omar Faruk, and Jae-Won Choi. 2017. "Flexible Piezoresistive Sensors Embedded in 3D Printed Tires" Sensors 17, no. 3: 656. https://doi.org/10.3390/s17030656
APA StyleEmon, M. O. F., & Choi, J. -W. (2017). Flexible Piezoresistive Sensors Embedded in 3D Printed Tires. Sensors, 17(3), 656. https://doi.org/10.3390/s17030656