
Development of Data Registration and Fusion Methods for Measurement of Ultra-Precision Freeform Surfaces



Abstract
:1. Introduction
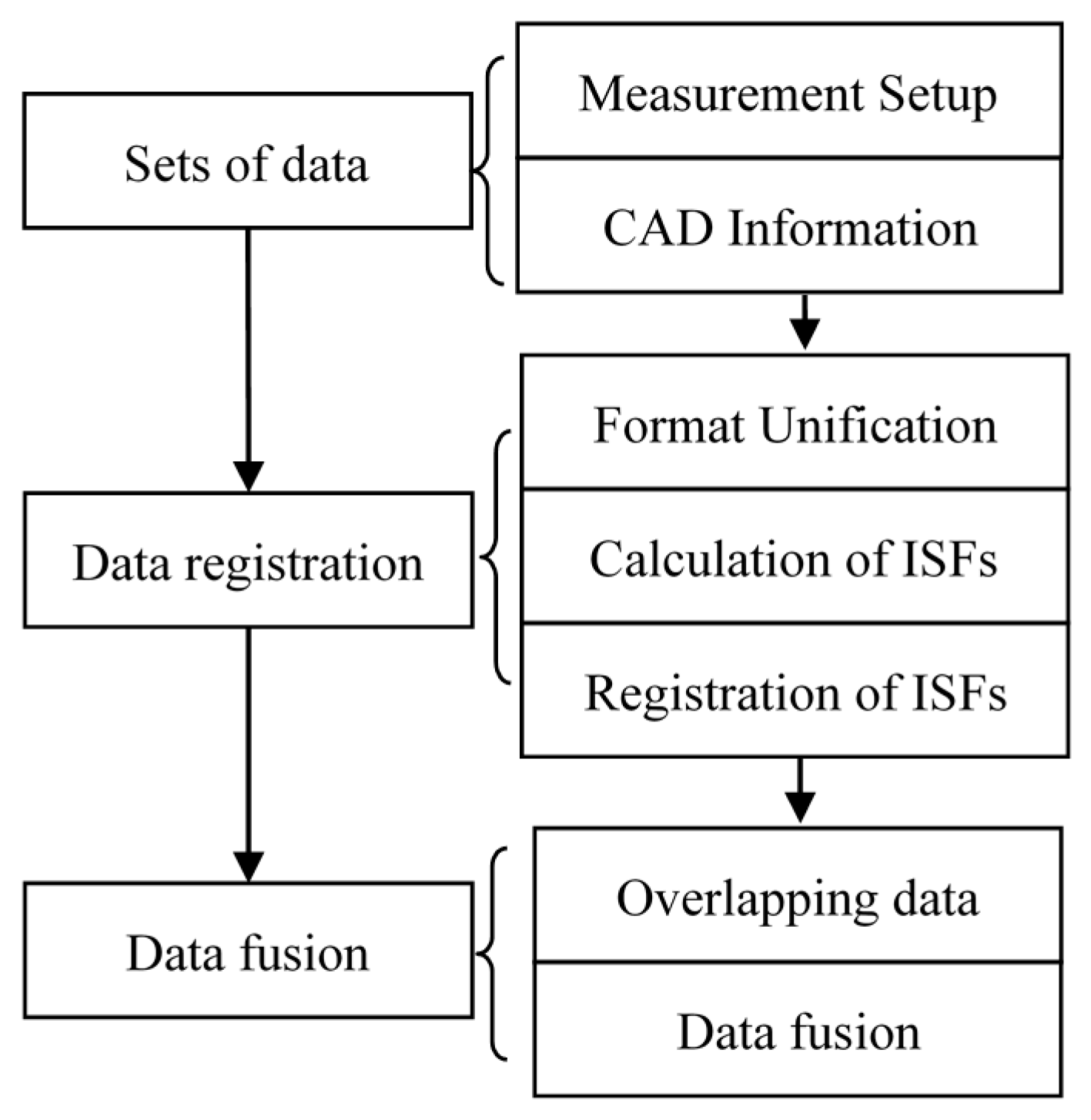
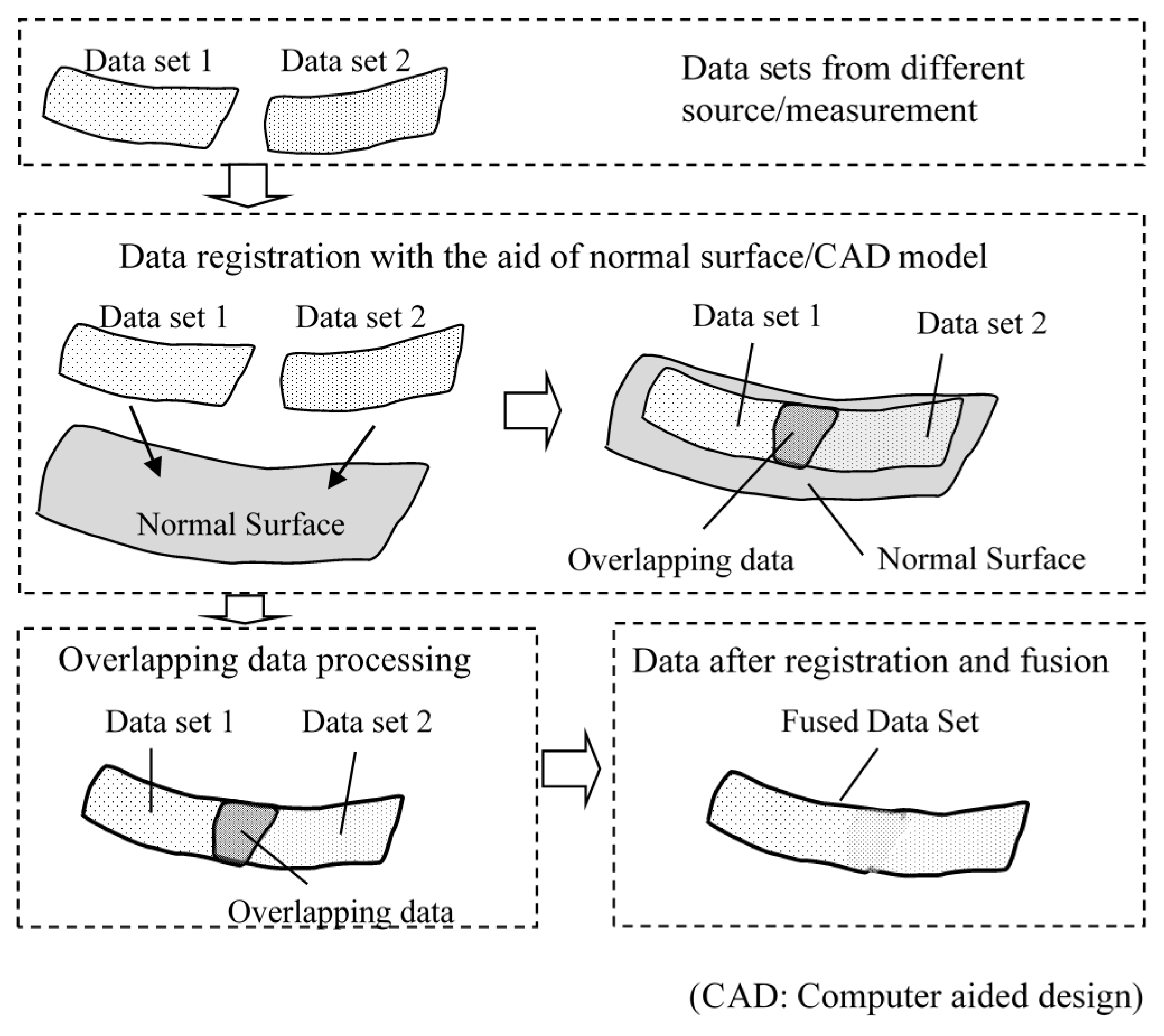
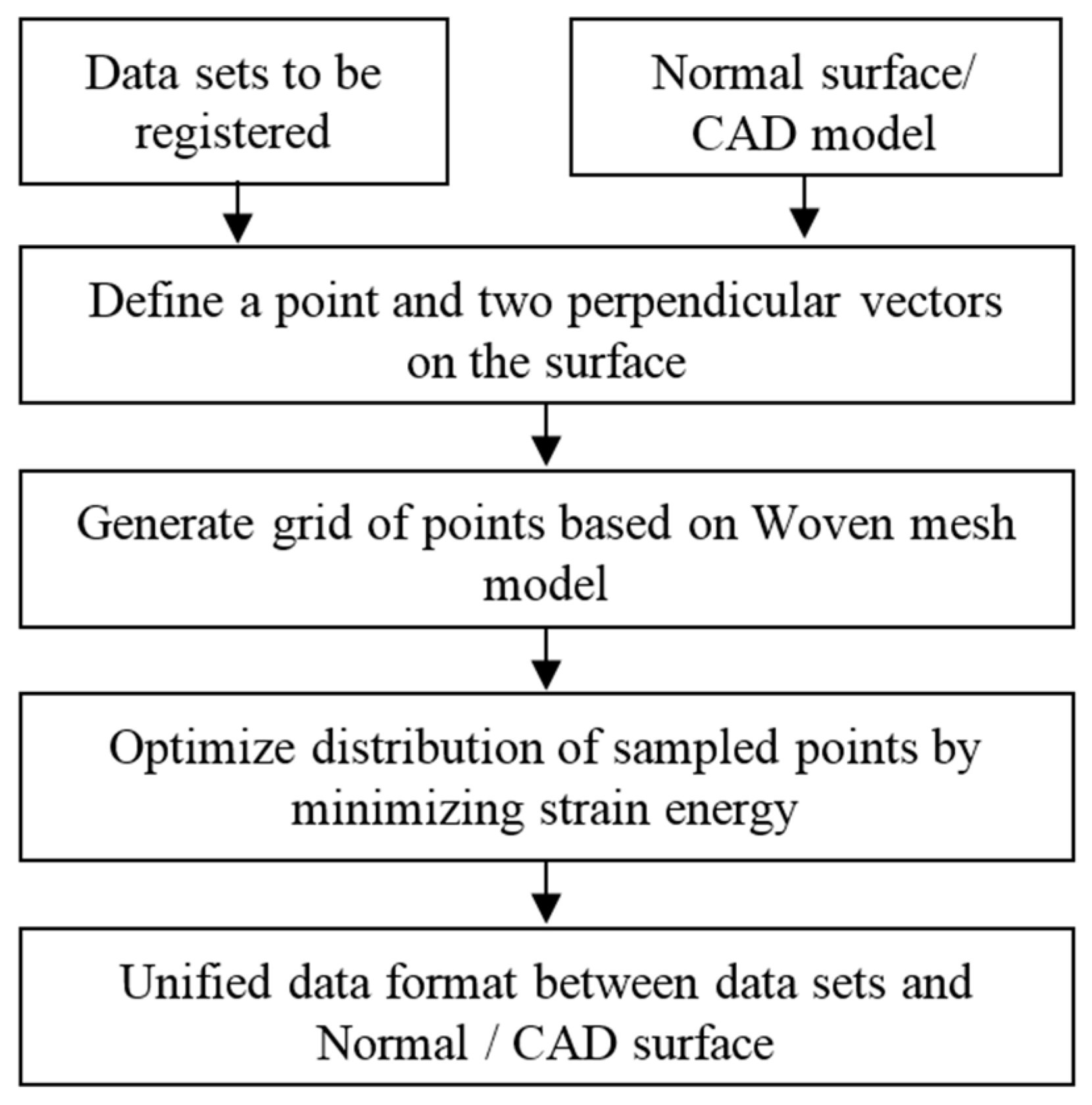
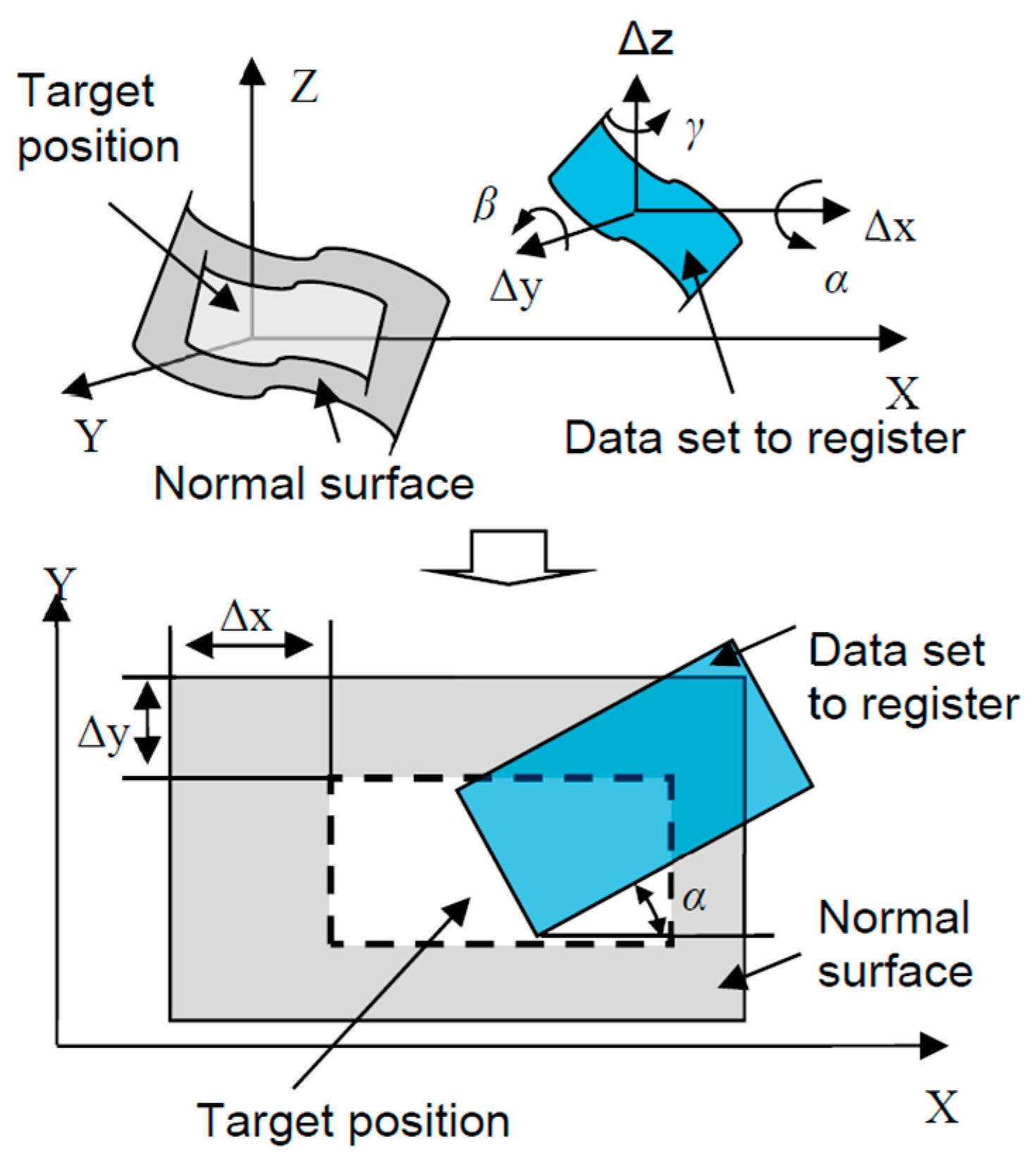
2. Data Registration and Fusion Methods
2.1. Data Reformat by Re-Sampling
2.2. Calculation of Intrinsic Surface Features
2.3. Registration Process Based on ISF
2.4. Data Fusion Based on Gaussian Process Model
3. Experimental Verification
3.1. Simulation Study
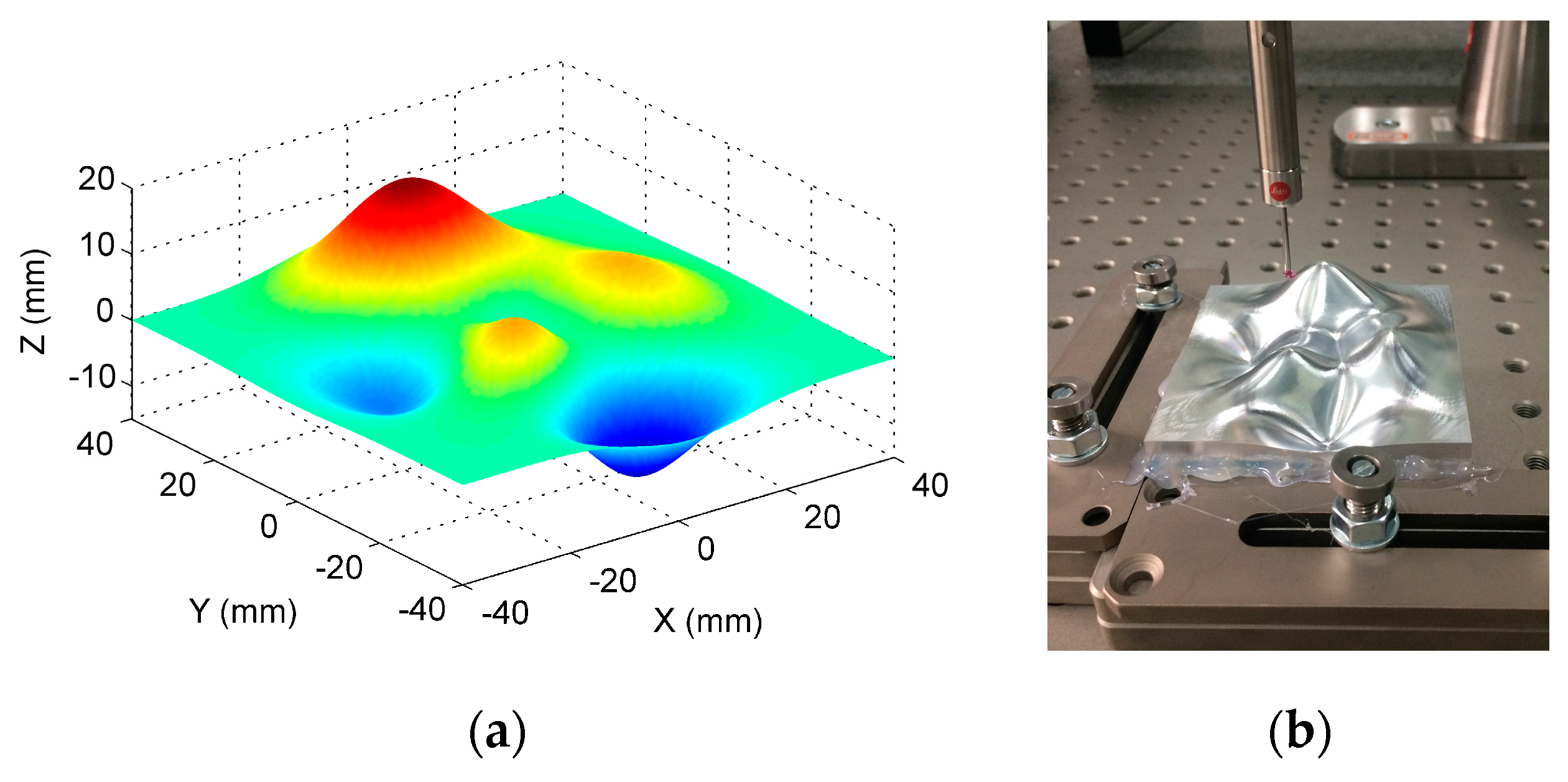
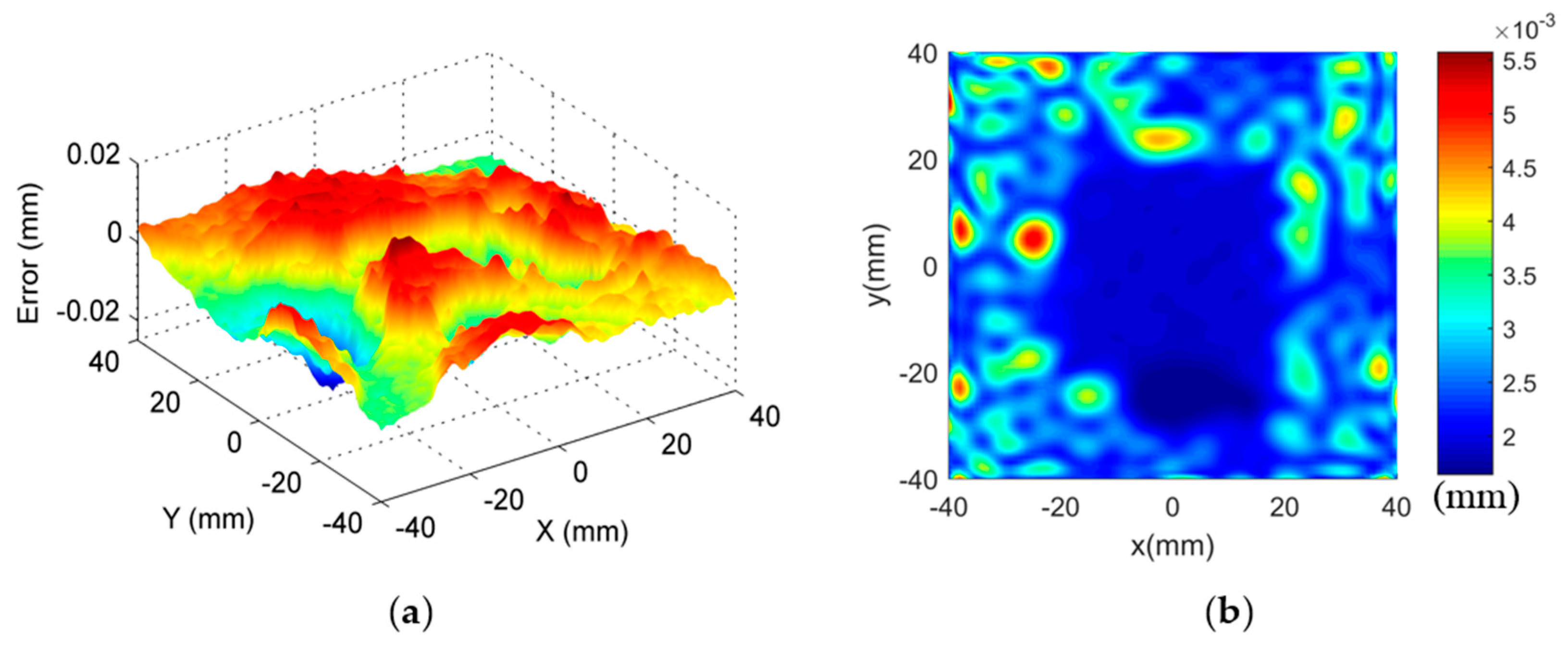
3.2. Application in Actual Measurement
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Brinksmeier, E.; Schonemann, L. Generation of discontinuous microstructures by diamond micro chiseling. CIRP Ann. Manuf. Technol. 2014, 63, 49–52. [Google Scholar] [CrossRef]
- Jiang, X.; Whitehouse, D.J. Technological shifts in surface metrology. CIRP Ann. Manuf. Technol. 2012, 61, 815–836. [Google Scholar] [CrossRef]
- Whitehouse, D.J. Surface geometry, miniaturization and metrology. Phil. Trans. R. Soc. A 2012, 370, 4042–4065. [Google Scholar] [CrossRef] [PubMed]
- Leach, R.; Boyd, R.; Burke, T.; Danzebrink, H.U.; Dirscherl, K.; Dziomba, T.; Gee, M.; Koenders, L.; Morazzani, V.; Pidduck, A.; et al. The European nanometrology landscape. Nanotechnology 2011, 22, 062001. [Google Scholar] [CrossRef] [PubMed]
- Weckenmann, A.; Peggs, G.; Hoffmann, J. Probing systems for dimensional micro- and nano-metrology. Meas. Sci. Technol. 2006, 17, 504–509. [Google Scholar] [CrossRef]
- Weckenmann, A.; Jiang, X.; Sommer, K.; Newschaefer-Rube, U.; Seewig, J.; Shaw, L.; Estler, T. Multisensor data fusion in dimensional metrology. CIRP Ann. Manuf. Technol. 2009, 58, 701–721. [Google Scholar] [CrossRef]
- Werth Messtechnik GmbH. Available online: http://www.werthmesstechnik.de (accessed on 22 March 2017).
- Witec GmbH. Available online: http://www.witec.de/products/ (accessed on 22 March 2017).
- Hall, D.L.; Linas, J. An Introduction to Multisensor Data Fusion. Proc. IEEE 1997, 5, 6–23. [Google Scholar] [CrossRef]
- Yau, H.T.; Kuo, C.C.; Yeh, C.H. Extension of surface reconstruction algorithm to the global stitching and repairing of STL models. Comput. Aided Des. 2003, 35, 477–486. [Google Scholar] [CrossRef]
- Marinello, F.; Bariani, P.; De Chiffre, L.; Hansen, H.N. Development and analysis of a software tool for stitching three-dimensional surface topography data sets. Meas. Sci. Technol. 2007, 18, 1404–1412. [Google Scholar] [CrossRef]
- Zhao, C.; Burge, J.H. Stitching of off-axis sub-aperture null measurements of an aspheric surface. Proc. SPIE 2008, 706316. [Google Scholar] [CrossRef]
- Wang, X.; Wang, L.; Yin, L.; Zhang, B.; Fan, D.; Zhang, X. Measurement of large aspheric surfaces by annular subaperture stitching interferometry. Chin. Opt. Lett. 2007, 5, 645–647. [Google Scholar]
- Besl, P.J.; McKay, N.D. A method for registration of 3D shapes. IEEE Trans. Pattern Anal. 1992, 14, 239–256. [Google Scholar] [CrossRef]
- Ren, M.J.; Cheung, C.F.; Kong, L.B. Invariant-Feature-Pattern-Based Form Characterization for the Measurement of Ultraprecision Freeform Surfaces. IEEE Trans. Instrum. Meas. 2012, 61, 963–973. [Google Scholar] [CrossRef]
- Wang, J.; Leach, R.; Jiang, X. Review of the mathematical foundations of data fusion techniques in surface metrology. Surf. Topogr. Metrol. Prop. 2015, 3, 023001. [Google Scholar] [CrossRef]
- Ramasamy, S.K. Multi-scale Data Fusion for Surface Metrology. Ph.D. Thesis, The University of North Carolina, Charlotte, NC, USA, 2011. [Google Scholar]
- Forbes, A.B. Weighting observations from multi-sensor coordinate measuring systems. Meas. Sci. Technol. 2012, 23, 025004. [Google Scholar] [CrossRef]
- Horn, B.K.P. Extended Gaussian images. Proc. IEEE 1984, 72, 1656–1678. [Google Scholar] [CrossRef]
- Hsiung, C.C. A First Course in Differential Geometry; Wiley-Interscience: New York, NY, USA, 1981. [Google Scholar]
- Wang, C.L.; Tang, K.; Yeung, M.L. Freeform surface flattening based on fitting a woven mesh model. Comput. Aided Des. 2005, 37, 799–814. [Google Scholar] [CrossRef]
- Ren, M.J.; Cheung, C.F.; Kong, L.B. A robust surface fitting and reconstruction algorithm for form characterization of ultra-precision freeform surfaces. Measurement 2011, 44, 2068–2077. [Google Scholar] [CrossRef]
- Chen, Q.; Defrise, M.; Deconinck, F. Symmetric Phase-only matched Filtering of Fourier-Mellin Transforms for Image Registration and Recognition. IEEE Trans. Pattern Anal. Mach. Intell. 1994, 16, 1156–1168. [Google Scholar] [CrossRef]
- Takita, K.; Aoki, T.; Sasaki, Y.; Higuchi, T.; Kobayashi, K. High-accuracy subpixel image registration based on phase-only correlation. IEICE Trans. Fundam. 2003, E86-A, 1925–1934. [Google Scholar]
- Marquardt, D.W. An algorithm for least squares estimation of nonlinear parameters. J. Soc. Ind. Appl. Math. 1963, 11, 431–441. [Google Scholar] [CrossRef]
- Rasmussen, C.E.; Williams, C.K.I. Gaussian Processes for Machining Learning; MIT Press: Cambridge, MA, USA, 2006. [Google Scholar]
- Roberts, S.; Osborne, M.; Ebden, M.; Reece, S.; Gibson, N.; Aigrain, S. Gaussian processes for time-series modelling. Philos. Trans. A Math. Phys. Eng. Sci. 2013, 371, 20110550. [Google Scholar] [CrossRef] [PubMed]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| rx (μrad) | ry (μrad) | rz (μrad) | tx (nm) | ty (nm) | tz (nm) | |
|---|---|---|---|---|---|---|
| ISFM | 1.7/0.5 * | 4.2/1.9 | 3.9/1.2 | 9.9/3.2 | 7.8/1.9 | 3.5/0.8 |
| ICPM | 2.1/0.6 | 5.5/2.2 | 3.7/1.6 | 12.8/6.3 | 9.8/2.5 | 3.4/0.8 |
| Fusion by ISF + GP | Fusion by ICP + WM | |
|---|---|---|
| RMS (nm) | 2 | 7 |
| PV (nm) | 24 | 78 |
| PV | RMS | Time (h) | |
|---|---|---|---|
| Benchmarking | 36.8 | 5.7 | >3 |
| Laser scanner | 49.6 | 8.1 | <0.16 |
| CMM | 33.2 | 4.8 | ~0.5 |
| Hybrid | 35.4 | 5.5 | ~0.5 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kong, L.B.; Ren, M.J.; Xu, M. Development of Data Registration and Fusion Methods for Measurement of Ultra-Precision Freeform Surfaces. Sensors 2017, 17, 1110. https://doi.org/10.3390/s17051110
Kong LB, Ren MJ, Xu M. Development of Data Registration and Fusion Methods for Measurement of Ultra-Precision Freeform Surfaces. Sensors. 2017; 17(5):1110. https://doi.org/10.3390/s17051110
Chicago/Turabian StyleKong, Ling Bao, Ming Jun Ren, and Min Xu. 2017. "Development of Data Registration and Fusion Methods for Measurement of Ultra-Precision Freeform Surfaces" Sensors 17, no. 5: 1110. https://doi.org/10.3390/s17051110
APA StyleKong, L. B., Ren, M. J., & Xu, M. (2017). Development of Data Registration and Fusion Methods for Measurement of Ultra-Precision Freeform Surfaces. Sensors, 17(5), 1110. https://doi.org/10.3390/s17051110