In-Situ Real-Time Focus Detection during Laser Processing Using Double-Hole Masks and Advanced Image Sensor Software

 ,
,  ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
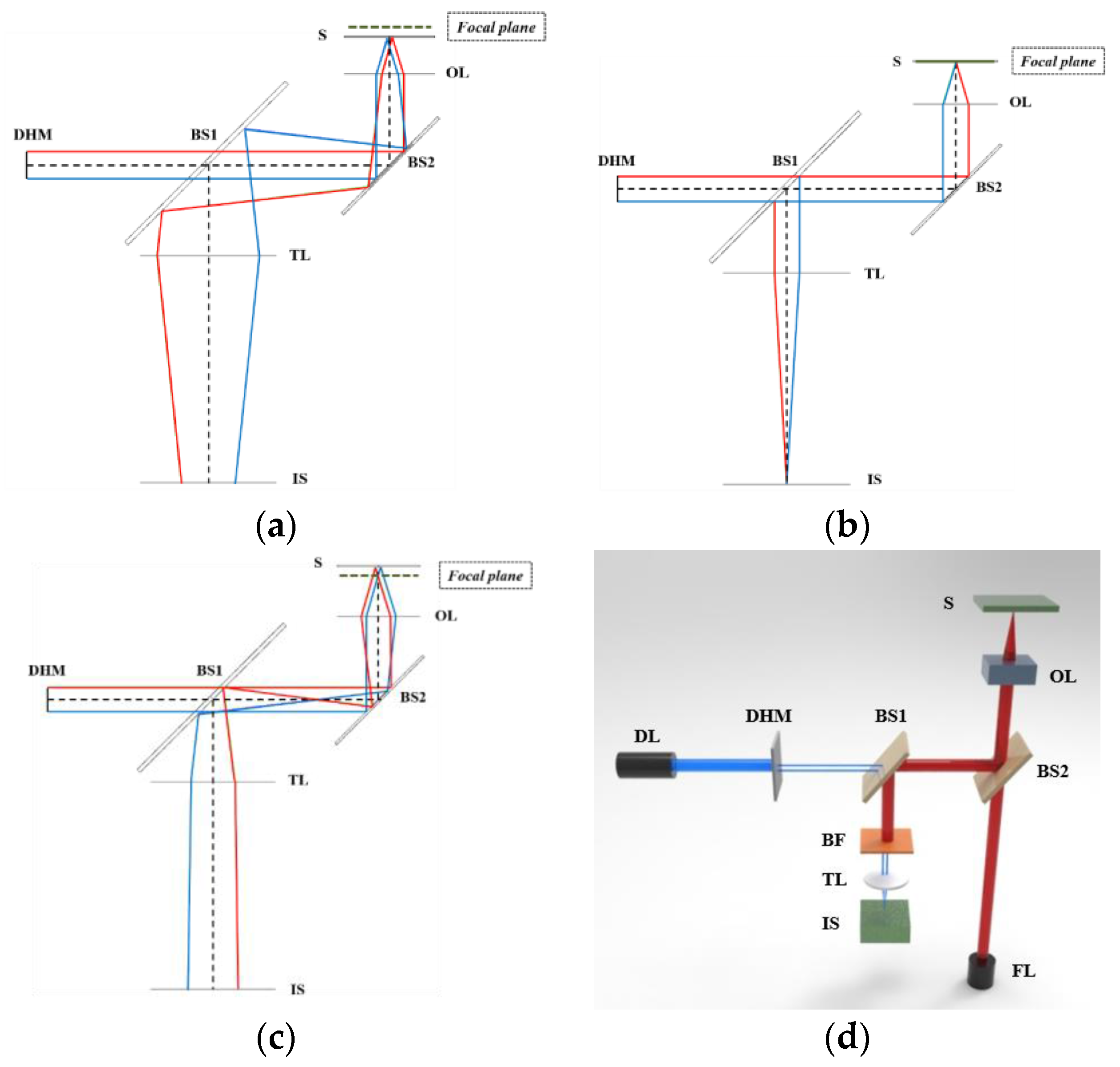
2. Working Principle of the Focus Determination System
3. Experimental Methods
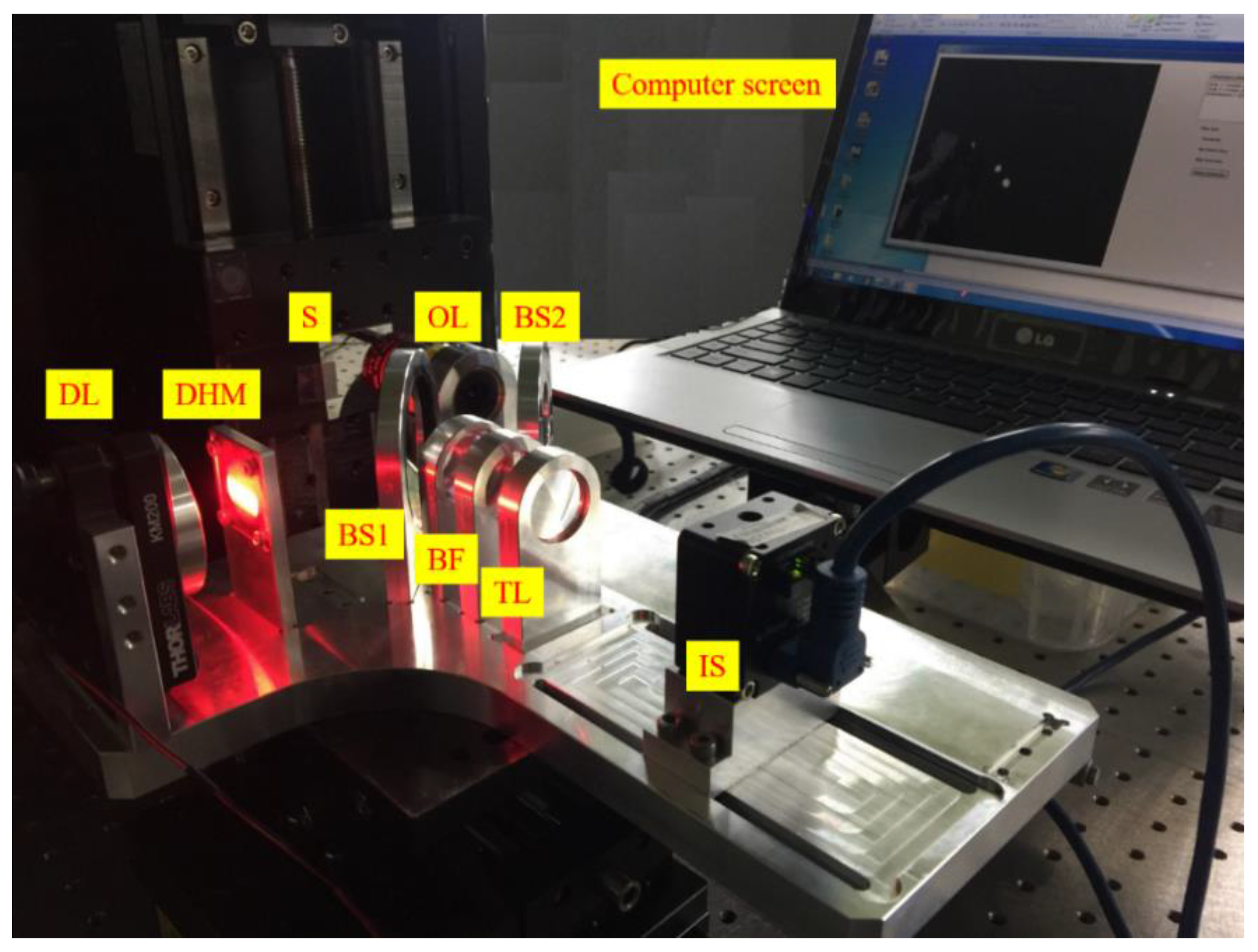
3.1. Optical Design for Focus Detection and Fabrication
3.2. Calibration for Focus Detection
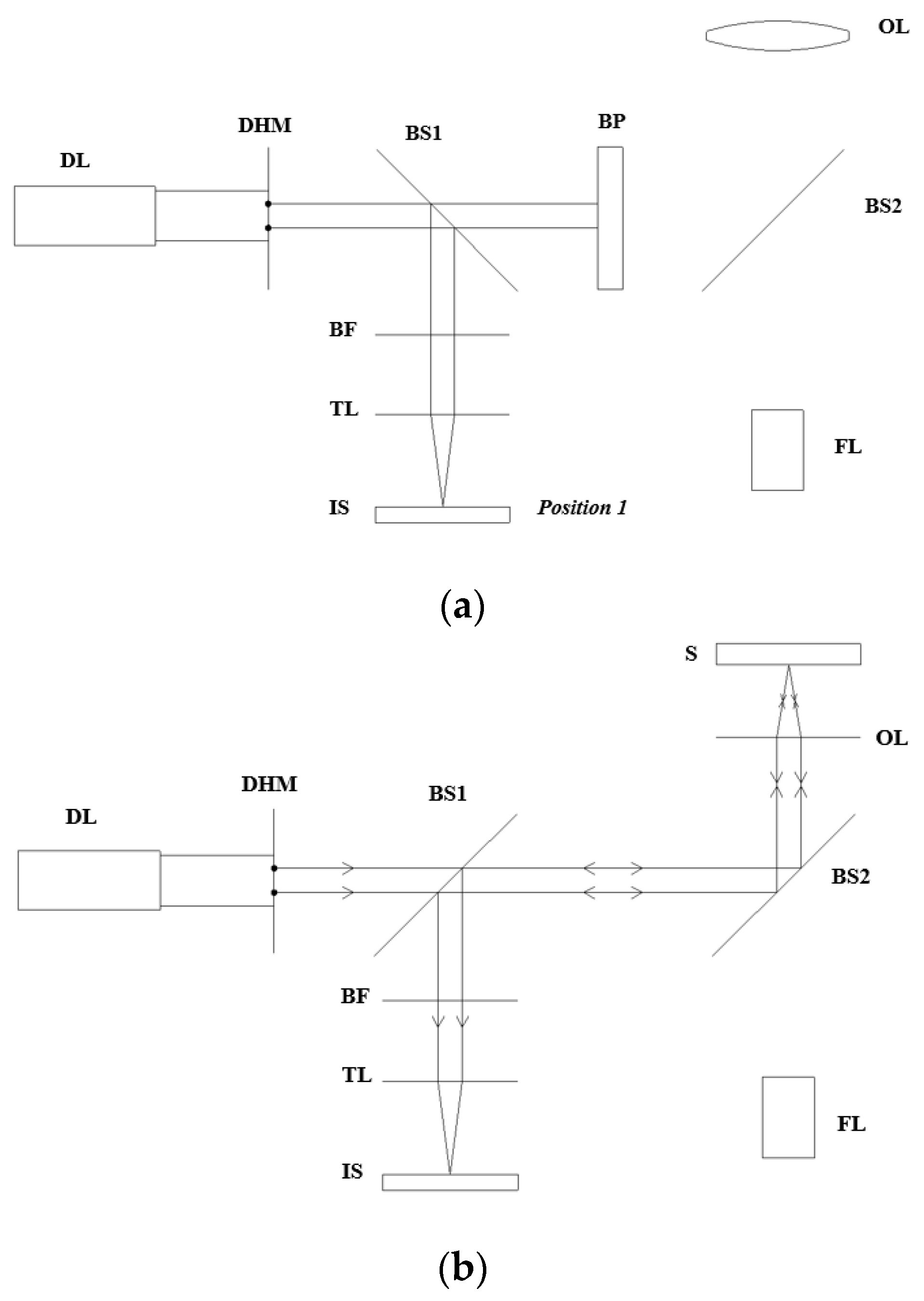
- Place the blocking plate to prevent the measurement laser (diode laser) from reaching the objective lens and tilt beam splitter 1 by 45° with respect to the optical axis.
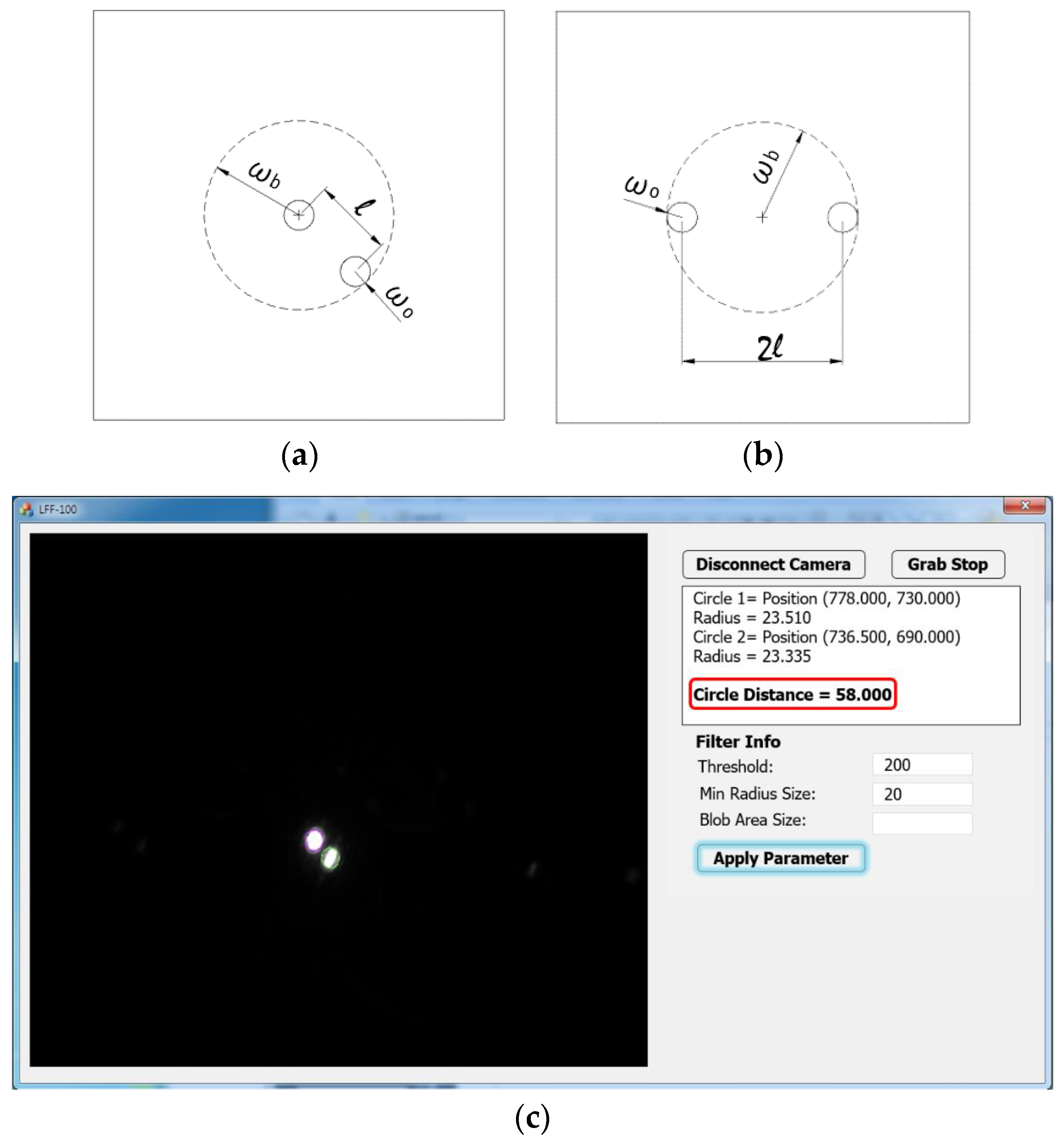
- Move the image sensor along the optical axis until the concentricity of two beam spots is observed by the naked eye in the image sensor display, and record this position of the image sensor at position 1 (Figure 4a).
- Remove the blocking plate and rotate beam splitter 1 by 90° with respect to the initial position to direct the reflected beam from the specimen to the image sensor.
- Move the specimen by increments of 50 until the concentricity of beam spots is again observed on the camera; record this position as the focal position (Figure 4b).
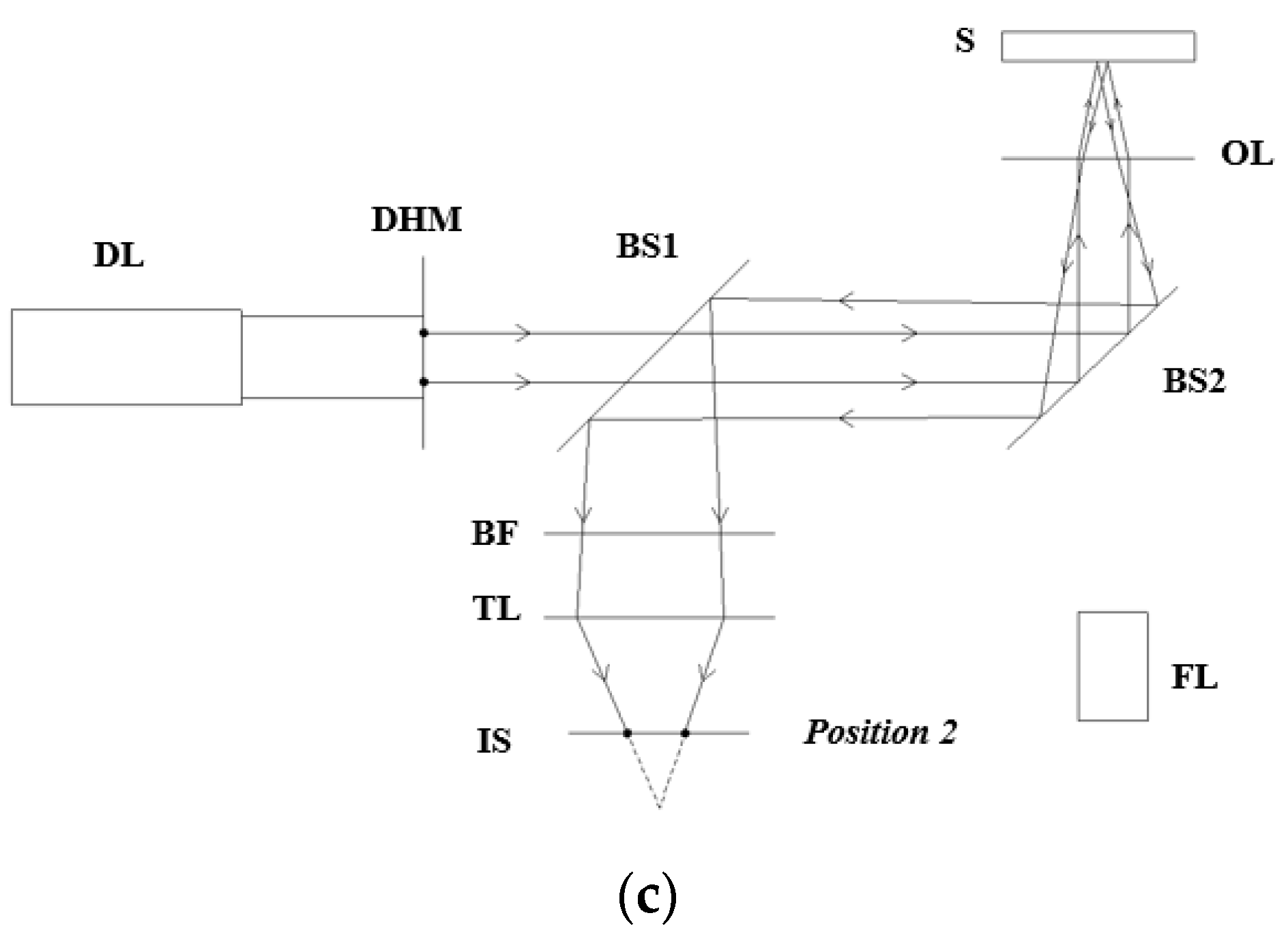
- Keep the other optical elements and specimen stable and move the image sensor to the new position rather than position 1 until two beam spots are split completely and the image sensor can read the distance between them; record this distance and the position of the image sensor as position 2. The recorded distance between the two beam spots on the CCD will later indicate the focal position of the target sample (Figure 4c). Whenever the distance between two beam spots on the CCD camera reaches this recorded value, the focal position of the target sample is detected.
- Replace the silicon sample (specimen) with the real target sample on the micro-positioning stage, process the focus detection as aforementioned, and eventually perform the patterning using the fabrication laser.
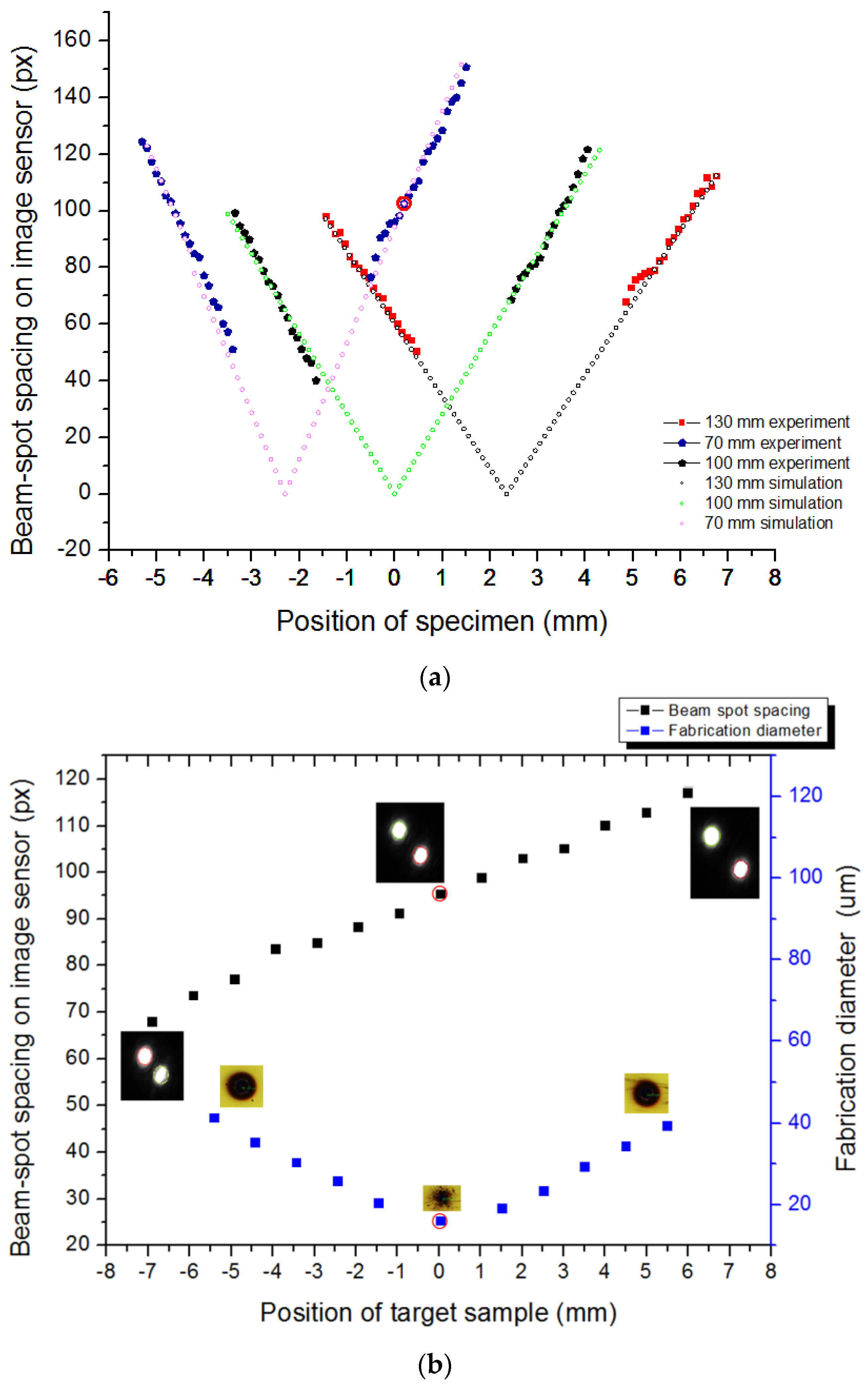
4. Experimental Results and Discussion
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Luo, J.; Liang, Y.; Yang, G. Dynamic scan detection of focal spot on nonplanar surfaces: Theoretical analysis and realization. Opt. Eng. 2011, 50. [Google Scholar] [CrossRef]
- Tan, J.; Wang, F. Theoretical analysis and property study of optical focus detection based on differential confocal microscopy. Meas. Sci. Technol. 2002, 13, 1289–1293. [Google Scholar] [CrossRef]
- Fox, M.D.T.; French, P.; Peters, C.; Hand, D.P.; Jones, J.D.C. Applications of optical sensing for laser cutting and drilling. Appl. Opt. 2002, 41, 4988–4995. [Google Scholar] [CrossRef] [PubMed]
- Hand, D.P.; Fox, M.D.T.; Haran, F.M.; Peters, C.; Morgan, S.A.; McLean, M.A.; Steen, W.M.; Jones, J.D.C. Optical focus control system for laser welding and direct casting. Opt. Lasers Eng. 2000, 34, 415–427. [Google Scholar] [CrossRef]
- Haran, F.M.; Hand, D.P.; Peters, C.; Jones, J.D. Focus control system for laser welding. Appl. Opt. 1997, 36, 5246–5251. [Google Scholar] [CrossRef] [PubMed]
- Li, W.; Loomis, N.C.; Hu, Q.; Davis, C.S. Focus detection from digital in-line holograms based on spectral l1 norms. J. Opt. Soc. Am. A 2007, 24, 3054–3062. [Google Scholar] [CrossRef]
- Neumann, B.; Dämon, A.; Hogenkamp, D.; Beckmann, E.; Kollmann, J. A laser-autofocus for automatic microscopy and metrology. Sens. Actuators 1989, 17, 267–272. [Google Scholar] [CrossRef]
- Xie, S.Q.; Duan, Z.C.; Shaw, A.; Tu, Y.L. A fuzzy integral sliding mode control algorithm for high-speed laser beam focus tracking control. Int. J. Adv. Manuf. Technol. 2002, 20, 296–302. [Google Scholar] [CrossRef]
- Antti, M.; Ville, H.; Jorma, V. Precise online auto-focus system in high speed laser micromachining applications. Phys. Procedia 2012, 39, 807–813. [Google Scholar] [CrossRef]
- Takeda, M.; Aoki, T.; Miyamoto, Y.; Tanaka, H.; Gu, R.; Zhang, Z. Absolute three-dimensional shape measurements using coaxial and co-image plane optical systems and Fourier fringe analysis for focus detection. Opt. Eng. 2000, 39, 61–68. [Google Scholar] [CrossRef]
- Suwa, K.; Tateno, H.; Irie, N.; Hirukawa, S. Automatic laser-scanning focus detection method using printed focus pattern. Proc. SPIE 1995, 2440, 712. [Google Scholar] [CrossRef]
- Cao, B.X.; Hoang, P.; Ahn, S.; Kim, J.O.; Sohn, H.; Noh, J. Real-time detection of focal position of workpiece surface during laser processing using diffractive beam samplers. Opt. Laser. Eng. 2016, 86, 92–97. [Google Scholar] [CrossRef]
- Design and Manufacture of Diffractive optical Elements. Available online: http://Holoor.com/Diffractive_Optics_Products/Diffractive_Beam_Sampler/BeamSampler.php (accessed on 7 May 2017).
- Luo, J.; Liang, Y.; Yang, G. Realization of autofocusing system for laser direct writing on non-planar surfaces. Rev. Sci. Instrum. 2012, 83. [Google Scholar] [CrossRef] [PubMed]
- Liang, Y.Y.; Tian, F.; Luo, J.B.; Yang, G.G. Design of high precise focusing system in laser direct writer. J. Phys. Conf. Ser. 2006, 48, 1031–1036. [Google Scholar] [CrossRef]
- Armbruster, O.; Naghilou, A.; Pöhl, H.; Kautek, W. In-situ and non-destructive focus determination device for high precision laser applications. J. Opt. 2016, 18. [Google Scholar] [CrossRef]
- Cousin, H.; Weber, A.; Magyar, B.; Abell, I.; Günther, D. An auto-focus system for reproducible focusing in laser ablation inductively coupled plasma mass spectrometry. Spectrochim. Acta B 1995, 50, 63–66. [Google Scholar] [CrossRef]
- Cao, B.X.; Bae, M.; Sohn, H.; Choi, J.; Kim, Y.; Kim, J.; Noh, J. Design and performance of a focus-detection system for use in laser micromachining. Micromachines 2016, 7, 2. [Google Scholar] [CrossRef]
- Weinqartner, W.; Schröder, K.; Schuöcker, D. System for monitoring the focal position in laser material processing. Appl. Opt. 2001, 40, 4297–4302. [Google Scholar] [CrossRef]
- Najam, M.T.B.; Arif, K.M.; Lee, Y.G. Novel method for laser focal point positioning on the cover slip for TPP-based microfabrication and detection of the cured structure under optical microscope. Appl. Phys. B 2013, 111, 141–147. [Google Scholar] [CrossRef]
- Mansell, J.D.; Gustafson, E.K. Focal plane position detection with a diffractive optic for Shack-Hartmann wave-front sensor fabrication. Appl. Opt. 2001, 40, 1074–1079. [Google Scholar] [CrossRef] [PubMed]
- Shinoda, M. Calculation of focal positions in an optical head for parallel data processing with a monolithic four-beam laser diode. Appl. Opt. 2001, 40, 1065–1073. [Google Scholar] [CrossRef] [PubMed]
- Martínez, I.A.; Petrov, D. Back-focal-plane position detection with extended linear range for photonic force microscopy. Appl. Opt. 2012, 51, 5973–5977. [Google Scholar] [CrossRef] [PubMed]
- Agafonov, V.V.; Safronov, A.G. Efficiency of objectives with deformable mirrors. 1. Controlling the focal length and the position of the focal spot. J. Opt. Technol. 2005, 72, 448–454. [Google Scholar] [CrossRef]
- Annibale, P.; Dvornikov, A.; Gratton, E. Optical measurement of focal offset in tunable lenses. Opt. Express 2016, 24, 1031–1036. [Google Scholar] [CrossRef] [PubMed]
- Alexeev, I.; Strauss, J.; Gröschl, A.; Cvecek, K.; Schmidt, M. Laser focus positioning method with submicrometer accuracy. Appl. Opt. 2013, 52, 415–421. [Google Scholar] [CrossRef] [PubMed]
- Wang, D.; Ding, X.; Zhang, T.; Kuang, H. A fast auto-focusing technique for the long focal lens TDI CCD camera in remote sensing applications. Opt. Laser Technol. 2012, 45, 190–197. [Google Scholar] [CrossRef]
- Liu, C.-S.; Jiang, S.-H. Precise autofocusing microscope with rapid response. Opt. Lasers Eng. 2015, 66, 294–300. [Google Scholar] [CrossRef]
- Weiss, A.; Obotnine, A.; Lasinski, A. Method and Apparatus for the Auto-Focusing Infinity Corrected Microscopes. U.S. Patent 7,700,903, 3 January 2010. [Google Scholar]
- Thomas, D.P.; Weiss, A. Optical Inspection of Flat Media Using Direct Image Technology. U.S. Patent 8,040,502 B2, 18 October 2011. [Google Scholar]







© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cao, B.X.; Hoang, P.L.; Ahn, S.; Kim, J.-o.; Kang, H.; Noh, J. In-Situ Real-Time Focus Detection during Laser Processing Using Double-Hole Masks and Advanced Image Sensor Software. Sensors 2017, 17, 1540. https://doi.org/10.3390/s17071540
Cao BX, Hoang PL, Ahn S, Kim J-o, Kang H, Noh J. In-Situ Real-Time Focus Detection during Laser Processing Using Double-Hole Masks and Advanced Image Sensor Software. Sensors. 2017; 17(7):1540. https://doi.org/10.3390/s17071540
Chicago/Turabian StyleCao, Binh Xuan, Phuong Le Hoang, Sanghoon Ahn, Jeng-o Kim, Heeshin Kang, and Jiwhan Noh. 2017. "In-Situ Real-Time Focus Detection during Laser Processing Using Double-Hole Masks and Advanced Image Sensor Software" Sensors 17, no. 7: 1540. https://doi.org/10.3390/s17071540
APA StyleCao, B. X., Hoang, P. L., Ahn, S., Kim, J. -o., Kang, H., & Noh, J. (2017). In-Situ Real-Time Focus Detection during Laser Processing Using Double-Hole Masks and Advanced Image Sensor Software. Sensors, 17(7), 1540. https://doi.org/10.3390/s17071540