Grasping Force Control for a Robotic Hand by Slip Detection Using Developed Micro Laser Doppler Velocimeter


Abstract
:1. Introduction
2. Materials and Methods
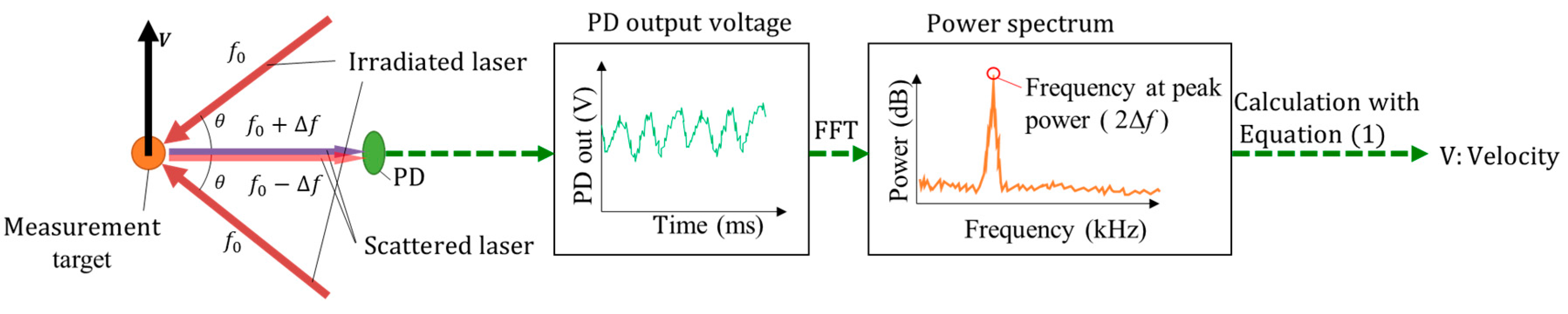
2.1. Measurement Principle of Laser Doppler Velocimeter
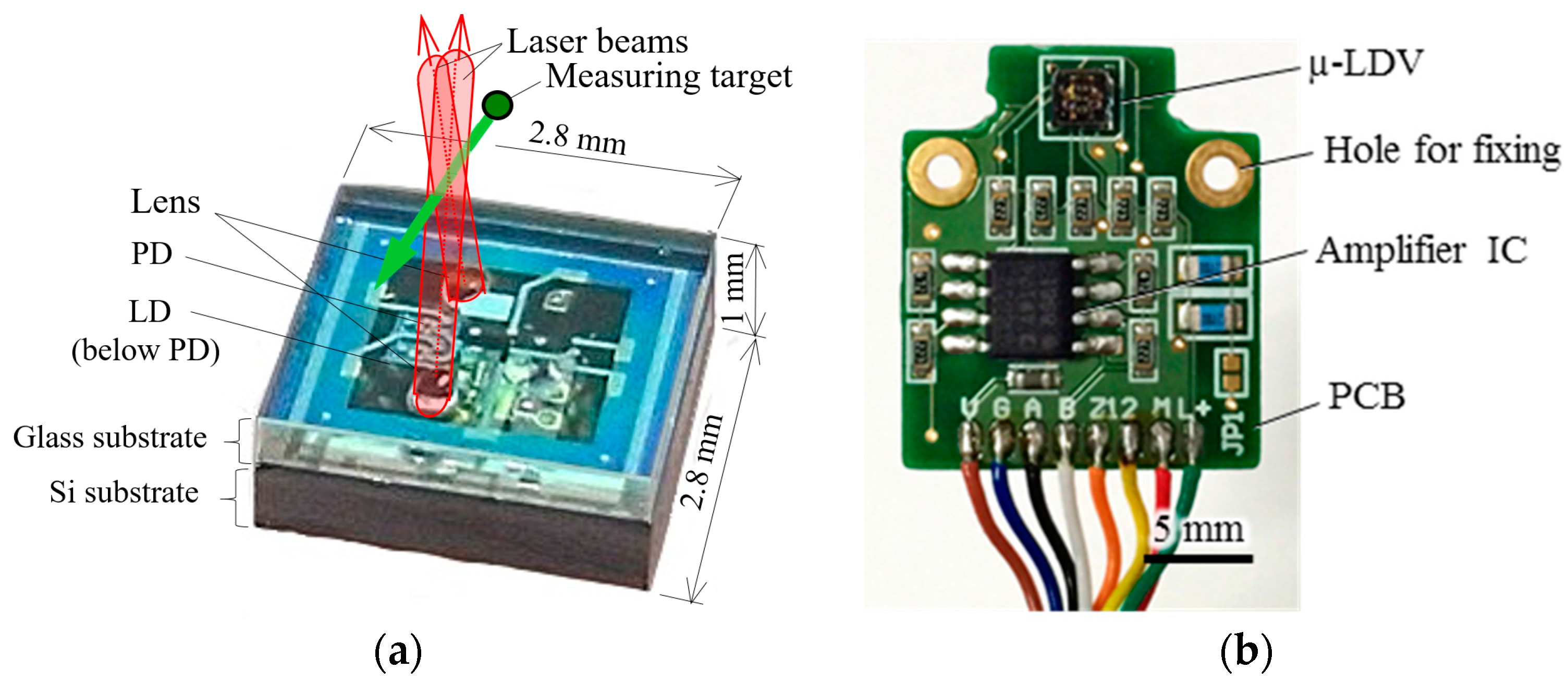
2.2. Design of LDV and µ-LDV
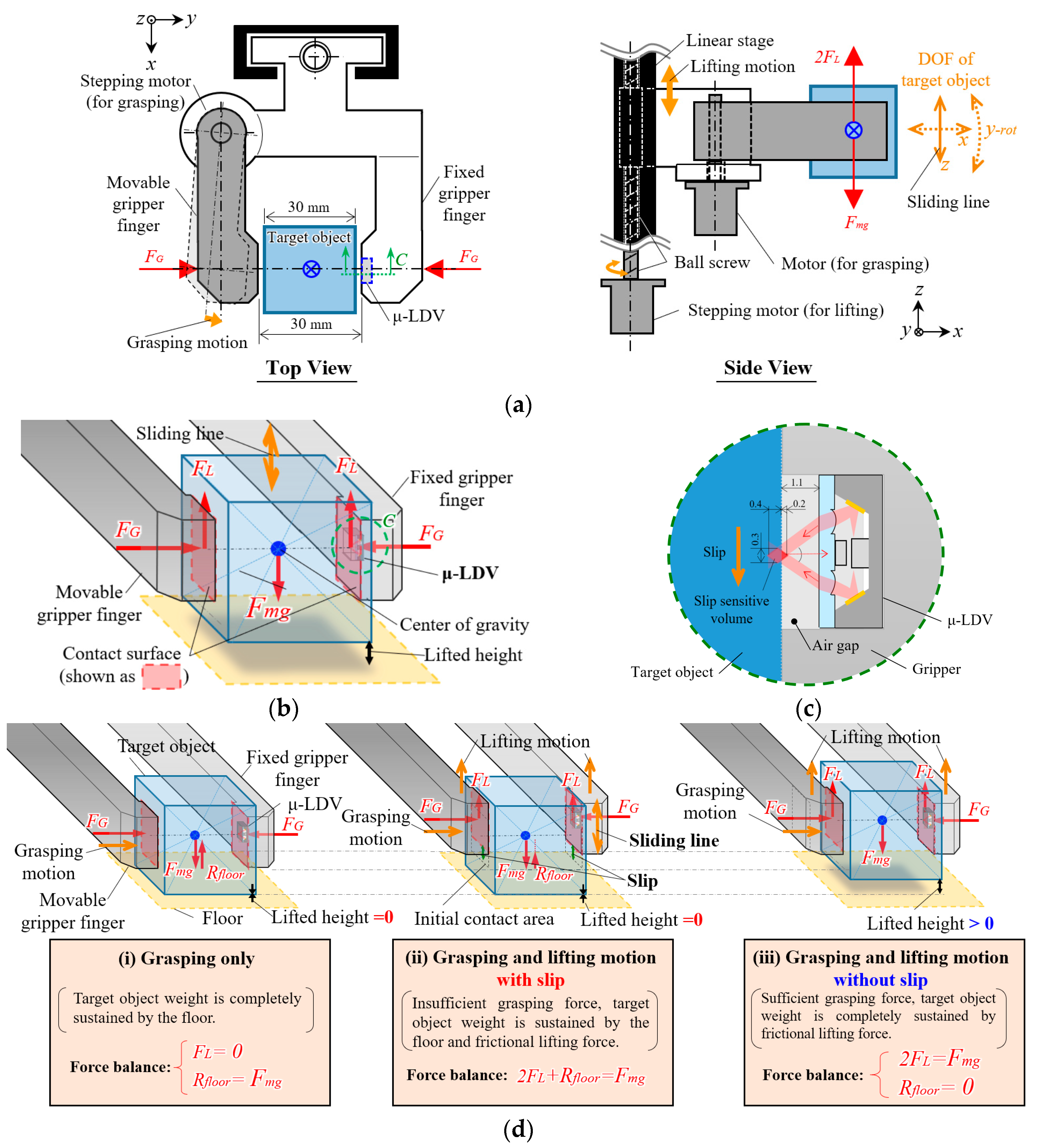
2.3. Grasping Model
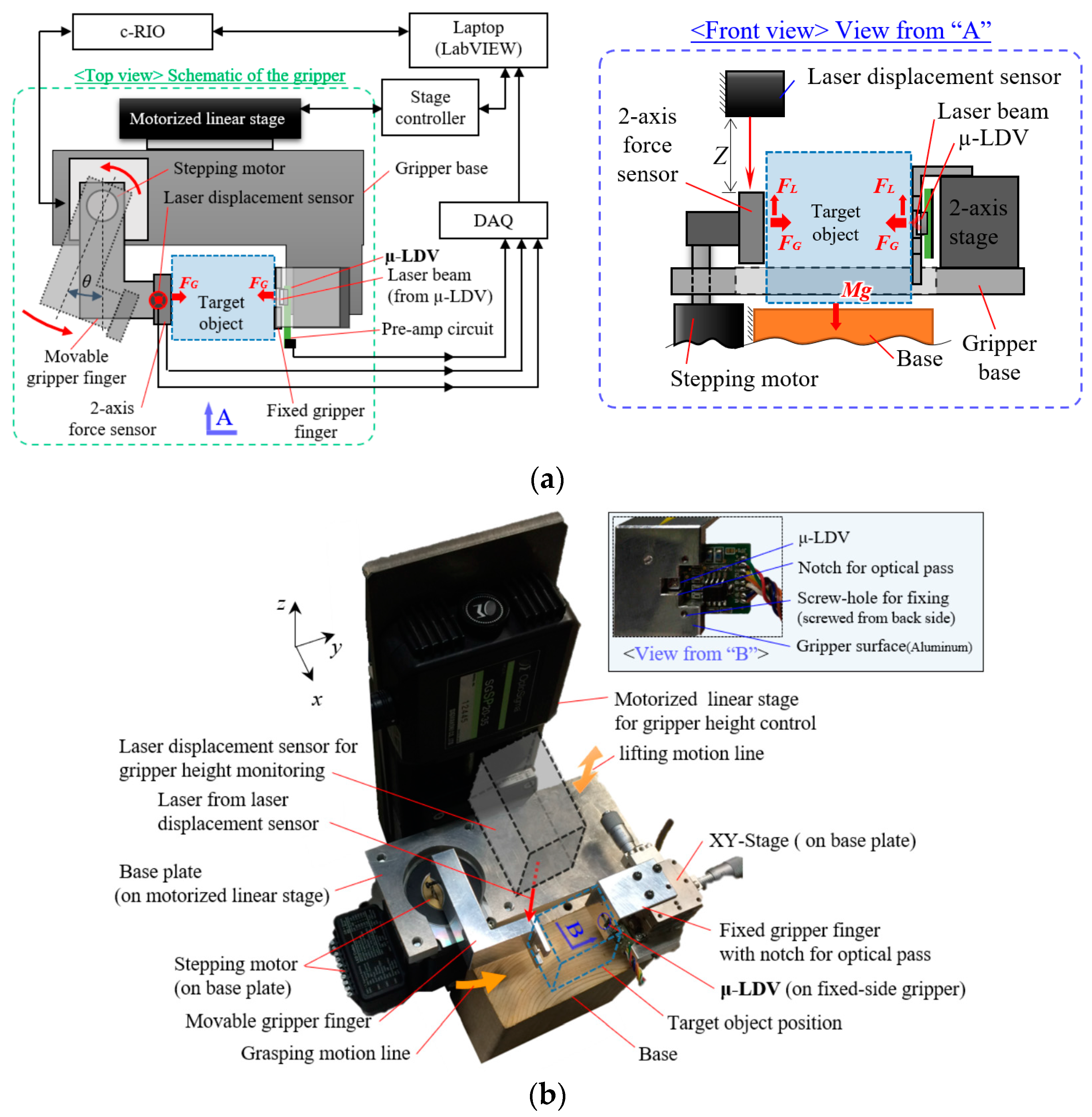
2.4. Experimental Setup
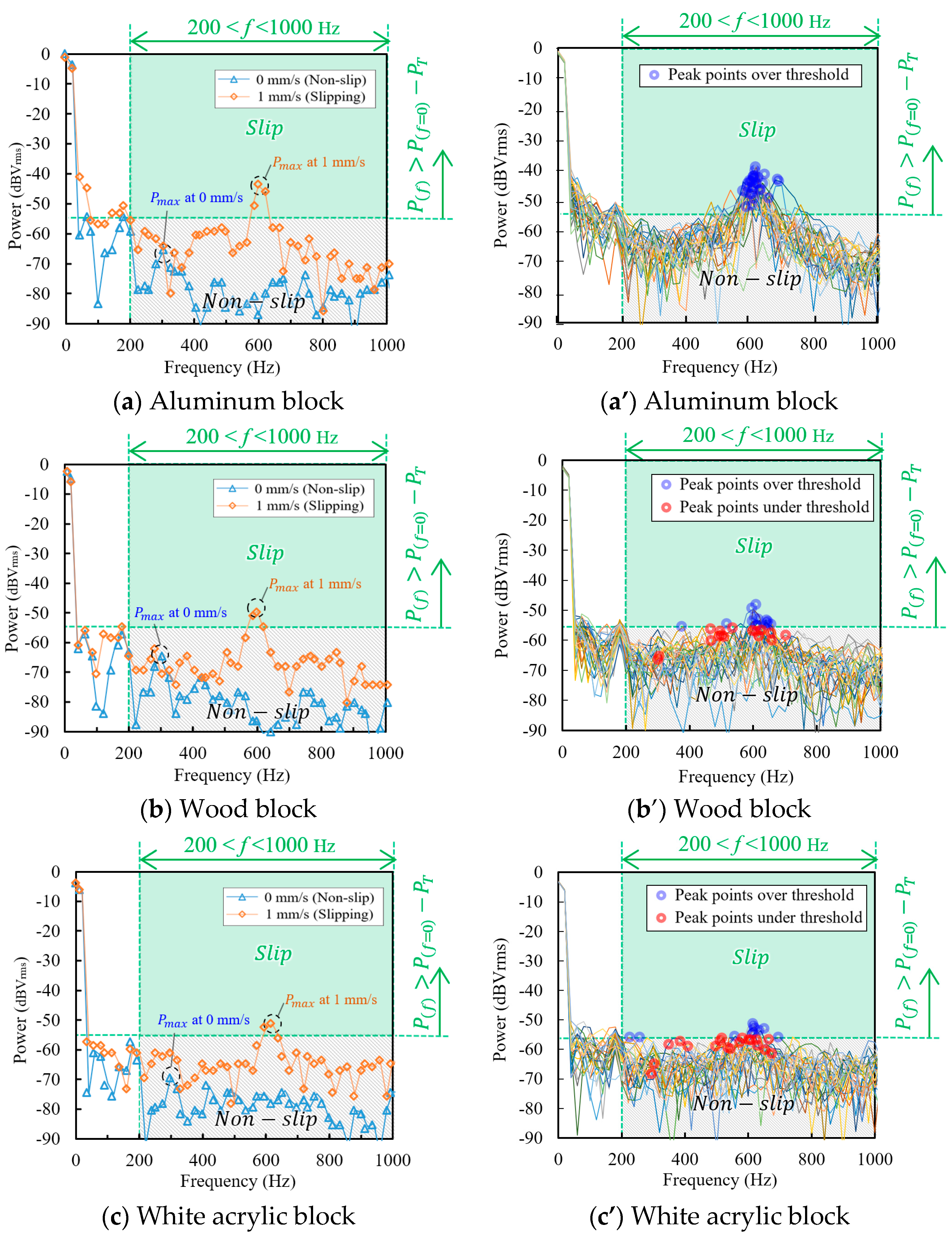
2.5. Signal Test and Threshold Determination of Slip Descrimination
2.6. Control Scheme of Grasping Force Control
3. Results and Discussion
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Francomano, M.T.; Accoto, D.; Guglielmelli, E. Artificial sense of slip;a review. IEEE Sens. J. 2013, 13, 2489–2498. [Google Scholar] [CrossRef]
- Nicholls, H.R. Advanced Tactile Sensing for Robotics; World Scientific: Singapore, 1992; Volume 5. [Google Scholar]
- Ikeda, A.; Kurita, Y.; Ueda, J.; Matsumoto, Y.; Ogasawara, T. Grip Force Control for an Elastic Finger Using Vision-Based Incipient Slip Feedback. In Proceedings of the 2004 IEEE/RSJ International Conference on Intelligent Robots and Systems, Sendai, Japan, 28 September–2 October 2004; pp. 810–815. [Google Scholar]
- Accoto, D.; Sahai, R.; Damiani, F.; Campolo, D.; Guglielmelli, E.; Dario, P. A slip sensor for biorobotic applications using a hot wire anemometry approach. Sens. Actuators A Phys. 2012, 187, 201–208. [Google Scholar] [CrossRef]
- Francomano, M.T.; Accoto, D.; Guglielmelli, E. Experimental characterization of a flexible thermal slip sensor. Sensors 2012, 12, 15267–15280. [Google Scholar] [CrossRef] [PubMed]
- Holweg, E.; Hoeve, H.; Jongkind, W.; Marconi, L.; Melchiorri, C.; Bonivento, C. Slip detection by tactile sensors: Algorithms and experimental results. In Proceedings of the 1996 IEEE International Conference on Robotics and Automation, Minneapolis, MN, USA, 22–28 April 1996; pp. 3234–3239. [Google Scholar]
- Shimojo, M.; Namiki, A.; Ishikawa, M.; Makino, R.; Mabuchi, K. A tactile sensor sheet using pressure conductive rubber with electrical-wires stitched method. IEEE Sens. J. 2004, 4, 589–596. [Google Scholar] [CrossRef]
- Teshigawara, S.; Tsutsumi, T.; Shimizu, S.; Suzuki, Y.; Ming, A.; Ishikawa, M.; Shimojo, M. Highly sensitive sensor for detection of initial slip and its application in a multi-fingered robot hand. In Proceedings of the 2011 IEEE International Conference on Robotics and Automation (Icra), Shanghai, China, 9–13 May 2011; pp. 1097–1102. [Google Scholar]
- Zhang, Y.; Duan, X.G.; Zhong, G.; Deng, H. Initial slip detection and its application in biomimetic robotic hands. IEEE Sens. J. 2016, 16, 7073–7080. [Google Scholar] [CrossRef]
- Dario, P.; Lazzarini, R.; Magni, R.; Oh, S. An integrated miniature fingertip sensor. In Proceedings of the Seventh International Symposium Micro Machine and Human Science, Nagoya, Japan, 2–4 October 1996; pp. 91–97. [Google Scholar]
- Ho, V.A.; Dao, D.V.; Sugiyama, S.; Hirai, S. Development and analysis of a sliding tactile soft fingertip embedded with a microforce/moment sensor. IEEE Trans. Robot. 2011, 27, 411–424. [Google Scholar] [CrossRef]
- Cotton, D.P.; Chappell, P.H.; Cranny, A.; White, N.M.; Beeby, S.P. A novel thick-film piezoelectric slip sensor for a prosthetic hand. IEEE Sens. J. 2007, 7, 752–761. [Google Scholar] [CrossRef]
- Song, A.; Han, Y.; Hu, H.; Li, J. A novel texture sensor for fabric texture measurement and classification. IEEE Trans. Instrum. Meas. 2014, 63, 1739–1747. [Google Scholar] [CrossRef]
- Hu, H.; Han, Y.; Song, A.; Chen, S.; Wang, C.; Wang, Z. A finger-shaped tactile sensor for fabric surfaces evaluation by 2-dimensional active sliding touch. Sensors 2014, 14, 4899–4913. [Google Scholar] [CrossRef] [PubMed]
- Shirafuji, S.; Hosoda, K. Detection and prevention of slip using sensors with different properties embedded in elastic artificial skin on the basis of previous experience. Robot. Auton. Syst. 2014, 62, 46–52. [Google Scholar] [CrossRef]
- Kappassov, Z.; Corrales, J.-A.; Perdereau, V. Tactile sensing in dexterous robot hands—A review. Robot. Auton. Syst. 2015, 74, 195–220. [Google Scholar] [CrossRef]
- Avidor, J.M. Novel instantaneous laser doppler velocimeter. Appl. Opt. 1974, 13, 280–285. [Google Scholar] [CrossRef] [PubMed]
- Abbiss, J.B.; Chubb, T.W.; Pike, E.R. Laser doppler anemometry. Opt. Laser Technol. 1976, 6, 249–261. [Google Scholar] [CrossRef]
- Morita, N.; Akiyama, T.; Nogami, H.; Hayashida, Y.; Higurashi, E.; Ito, T.; Sawada, R. A micro laser doppler velocimeter designed for a wafer-level packaging process. In Proceedings of the 2015 Transducers—2015 18th International Conference on Solid-State Sensors, Actuators and Microsystems (TRANSDUCERS), Anchorage, AK, USA, 21–25 June 2015; pp. 480–483. [Google Scholar]
- Morita, N.; Nogami, H.; Higurashi, E.; Ito, T.; Sawada, R. Development of a built-in micro-laser doppler velocimeter. J. Microelectromech. Syst. 2016, 25, 380–387. [Google Scholar] [CrossRef]
- Siciliano, B.; Sciavicco, L.; Villani, L.; Oriolo, G. Robotics: Modelling, Planning and Control, ser. Advanced Textbooks in Control and Signal Processing; Springer: Lomdon, UK, 2009. [Google Scholar]
- Cutkosky, M.R. On grasp choice, grasp models, and the design of hands for manufacturing tasks. IEEE Trans. Robot. Autom. 1989, 5, 269–279. [Google Scholar] [CrossRef]
- Monkman, G.J.; Hesse, S.; Steinmann, R.; Schunk, H. Robot Grippers; John Wiley & Sons: Weinheim, Germany, 2007. [Google Scholar]
- Chen, F.Y. Gripping mechanisms for industrial robots: An overview. Mech. Mach. Theory 1982, 17, 299–311. [Google Scholar] [CrossRef]
- Crisman, J.D.; Kanojia, C.; Zeid, I. Graspar: A flexible, easily controllable robotic hand. IEEE Robot. Autom. Mag. 1996, 3, 32–38. [Google Scholar] [CrossRef]
- Birglen, L.; Gosselin, C.M. Force analysis of connected differential mechanisms: Application to grasping. Int. J. Robot. Res. 2006, 25, 1033–1046. [Google Scholar] [CrossRef]
- Salisbury, J.K.; Craig, J.J. Articulated hands: Force control and kinematic issues. Int. J. Robot. Res. 1982, 1, 4–17. [Google Scholar] [CrossRef]
- Tomovic, R.; Bekey, G.; Karplus, W. A strategy for grasp synthesis with multifingered robot hands. In Proceedings of the 1987 IEEE International Conference on Robotics and Automation, Raleigh, NC, USA, 31March–3 April 1987; pp. 83–89. [Google Scholar]
- Buss, M.; Hashimoto, H.; Moore, J.B. Dextrous hand grasping force optimization. IEEE Trans. Robot. Autom. 1996, 12, 406–418. [Google Scholar] [CrossRef]
- Butterfass, J.; Grebenstein, M.; Liu, H.; Hirzinger, G. Dlr-hand II: Next generation of a dextrous robot hand. In Proceedings of the 2001 ICRA IEEE International Conference on Robotics and Automation (Cat. No. 01CH37164), Seoul, Korea, 21–26 May 2001; Volume 101, pp. 109–114. [Google Scholar]
- Gao, X.H.; Jin, L.; Wie, Z.W.; He, P.; Yang, L.; Liu, Y.W.; Wei, R.; Cai, H.; Butterfass, J.; Grbenstein, M.; Seitz, N.; Hirzinger, G. The HIT/DLR Dextrous Hand: Work in Progress. In Proceedings of the 2003 IEEE International Conference on Robotics & Automation (Cat.No.03CH37422), Taipei, Taiwan, 14–19 September 2003; Volume 3, pp. 3164–3168. [Google Scholar]
- Wei, G.W.; Dai, J.S.; Wang, S.X.; Luo, H.F. Kinematic analysis and prototype of a metamorphic anthropomorphic hand with a reconfigurable palm. Int. J. Humanoid Robot. 2011, 8, 459–479. [Google Scholar] [CrossRef]
- Xu, Z.; Todorov, E. Design of a highly biomimetic anthropomorphic robotic hand towards artificial limb regeneration. In Proceedings of the 2016 IEEE International Conference on Robotics and Automation (ICRA), Stockholm, Sweden, 16–21 May 2016; pp. 3485–3492. [Google Scholar]
- Shirafuji, S.; Ikemoto, S.; Hosoda, K. Development of a tendon-driven robotic finger for an anthropomorphic robotic hand. Int. J. Robot. Res. 2014, 33, 677–693. [Google Scholar] [CrossRef]
- Cloutier, A.; Yang, J. Grasping force optimization approaches for anthropomorphic hands. J. Mech. Robot. 2017, 10, 011004. [Google Scholar] [CrossRef]
- Warnecke, H.-J.; Schraft, R.D. Handbuch Handhabungs-, Montage-und Industrierobotertechnik. Loseblattausgabe; Verlag Moderne Industrie: Landsberg, Germany, 1984; Volume 1. [Google Scholar]
- Carbone, G. Grasping in Robotics; Springer: Berlin, Germany, 2012; Volume 10. [Google Scholar]
- Fantoni, G.; Santochi, M.; Dini, G.; Tracht, K.; Scholz-Reiter, B.; Fleischer, J.; Kristoffer Lien, T.; Seliger, G.; Reinhart, G.; Franke, J.; et al. Grasping devices and methods in automated production processes. CIRP Ann. 2014, 63, 679–701. [Google Scholar] [CrossRef]
- Huang, S.J.; Chang, W.H.; Su, J.Y. Intelligent robotic gripper with adaptive grasping force. Int. J. Control Autom. Syst. 2017, 15, 2272–2282. [Google Scholar] [CrossRef]
- Melchiorri, C. Slip detection and control using tactile and force sensors. IEEE/ASME Trans. Mechatron. 2000, 5, 235–243. [Google Scholar] [CrossRef]
- Persson, B.N. Sliding Friction: Physical Principles and Applications; Springer: Berlin, Germany, 2013. [Google Scholar]
- Li Chun, B.; Pavelescu, D. The friction-speed relation and its influence on the critical velocity of stick-slip motion. Wear 1982, 82, 277–289. [Google Scholar] [CrossRef]
- Yang, B.; Duan, X.; Deng, H. A simple method for slip detection of prosthetic hand. In Proceedings of the 2015 IEEE International Conference on Information and Automation, Lijiang, China, 8–10 August 2015; pp. 2159–2164. [Google Scholar]
- Wang, Y.; Xi, K.; Mei, D. Slip detection in prosthetic hand grasping by using the discrete wavelet transform analysis. In Proceedings of the 2016 IEEE International Conference on Advanced Intelligent Mechatronics (AIM), Banff, AB, Canada, 12–15 July 2016; pp. 1485–1490. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Block Name | Size (mm3) | Weight (g) | Static Friction Coefficient (-) | Dynamic Friction Coefficient (-) | Estimated Minimum Grasping Force by Coulomb Friction Equation in Static Friction 1 (N) | Estimated Minimum Grasping Force by Coulomb Friction Equation in Dynamic Friction 1 (N) |
|---|---|---|---|---|---|---|
| Aluminum | 30 × 30 × 30 | 75.6 | 0.54 | 0.43 | 0.69 | 0.87 |
| Wood | 30 × 30 × 30 | 10.6 | 0.71 | 0.48 | 0.07 | 0.11 |
| White acrylic | 30 × 30 × 30 | 15.3 | 0.58 | 0.42 | 0.13 | 0.18 |
| FFT Parameters | Value |
|---|---|
| Sampling rate (Hz) | 20,000 |
| No. of sampling (-) | 1000 |
| FFT range (Hz) | 10,000 |
| No. of frequency division (-) | 500 |
| Resolution bandwidth (Hz) | 20 |
| Period of FFT (ms) | 50 |
| Velocity resolution (µm/s) | 32.5 |
| Block Name | Final Lifting Force (N) | Final Grasping Force (N) | Estimated Minimum Grasping Force by Coulomb Friction Equation in Static Friction 1 (N)/Ratio to the Experimetal Result | Estimated Minimum Grasping Force by Coulomb Friction Equation in Dynamic Friction 1 (N)/Ratio to the Experimetal Result |
|---|---|---|---|---|
| Aluminum | 0.44 | 2.94 | 0.69/4.2 | 0.87/3.4 |
| Wood | 0.10 | 0.37 | 0.07/5.3 | 0.11/3.3 |
| White acrylic | 0.18 | 0.59 | 0.13/4.5 | 0.18/3.3 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Morita, N.; Nogami, H.; Higurashi, E.; Sawada, R. Grasping Force Control for a Robotic Hand by Slip Detection Using Developed Micro Laser Doppler Velocimeter. Sensors 2018, 18, 326. https://doi.org/10.3390/s18020326
Morita N, Nogami H, Higurashi E, Sawada R. Grasping Force Control for a Robotic Hand by Slip Detection Using Developed Micro Laser Doppler Velocimeter. Sensors. 2018; 18(2):326. https://doi.org/10.3390/s18020326
Chicago/Turabian StyleMorita, Nobutomo, Hirofumi Nogami, Eiji Higurashi, and Renshi Sawada. 2018. "Grasping Force Control for a Robotic Hand by Slip Detection Using Developed Micro Laser Doppler Velocimeter" Sensors 18, no. 2: 326. https://doi.org/10.3390/s18020326
APA StyleMorita, N., Nogami, H., Higurashi, E., & Sawada, R. (2018). Grasping Force Control for a Robotic Hand by Slip Detection Using Developed Micro Laser Doppler Velocimeter. Sensors, 18(2), 326. https://doi.org/10.3390/s18020326