Potential and Limitations of an Improved Method to Produce Dynamometric Wheels


Abstract
:1. Introduction
2. Description of the Measurement System
2.1. Measurement Method
- , and are, respectively, the X, Y and Z components of the contact force.
- , and are, respectively, the X, Y and Z components of the contact moment.
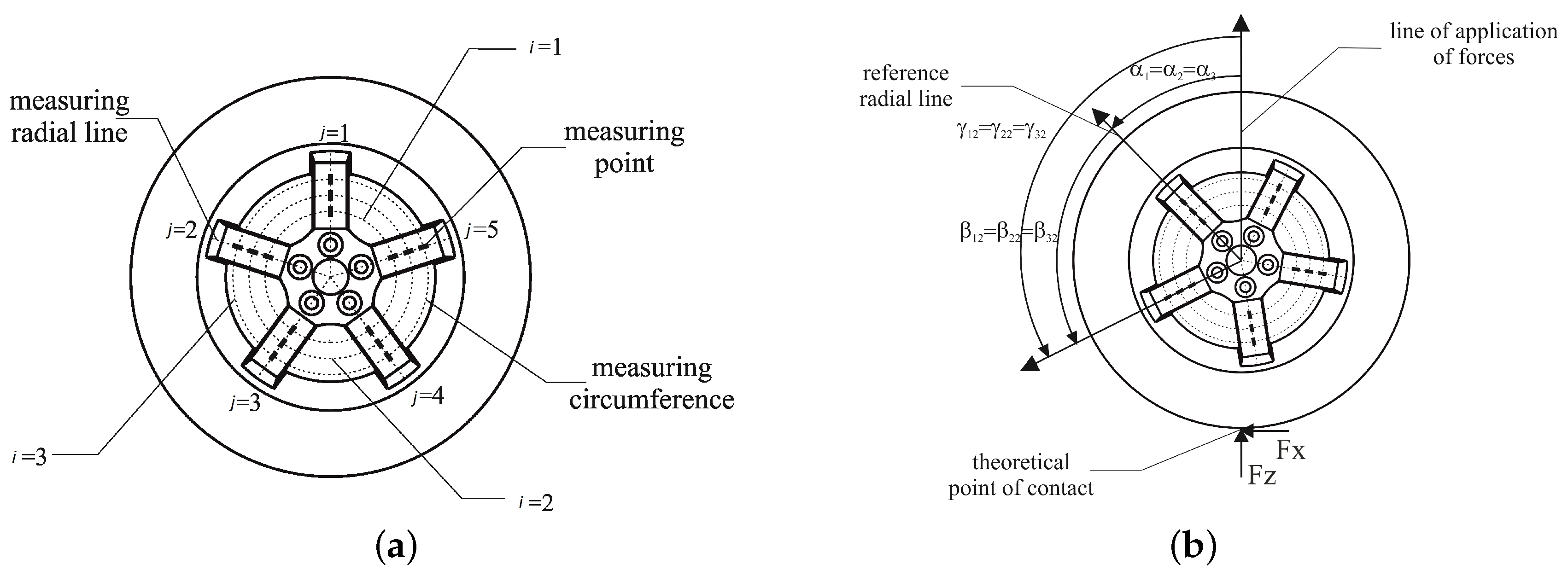
- is the strain measured at the circumference i and the measuring radial line j in the radial direction.
- , and are the influence functions that account for the effect of the forces , and on the strain . The influence functions represent the physical concept of the strain generated by a unit force and therefore are an indirect measure of the stiffness of the rim. Its units are or also .
- , and are the influence functions that show the effect of the moments , and on the strain . These influence functions are usually determined by means of a calibration process: a set of static tests applying known forces and moments and registering the strains obtained at the points of measurement. They may also be obtained by means of a finite element analysis if a good enough model is available for the rim being studied.
- is the amplitude of the k cosine term of the strain signal generated in the measuring radial line j and the measuring circumference i by a unit force applied on the contact patch. Similarly, , , , and are the amplitudes of the k cosine term of the strain signals generated at the measuring point by , , , and unit stresses, respectively.
- is the amplitude of the k sine term of the strain signal generated in the measuring radial line j and the measuring circumference i by a unit force applied on the contact area. Similarly, , , , and are the amplitudes of the k sine term of the strain signals generated at the measuring point by , , , and unit stresses, respectively.
- is the angle between the line where the forces are applied and the radial line j.
- is the angle between the line where the forces are applied and the reference radial line.
- is the angle between the radial line j and the reference radial line (see Figure 1b for details).
- comprehends all the factors that do not depend on the angular position such as temperature, centrifugal forces and pressure.
2.2. Dependence of the Demodulated Signals E with the Wheel Rotation
2.3. Computation of the Calibration Matrices
2.4. Relationship between the Influence Functions
2.5. Final System of Equations
3. Static Calibration
3.1. Semi-Automated Workbench
- Substitution of the hydraulic cylinders for electro-mechanical systems that are more accurate, easier to control both in position and force, and therefore with better repeatability.
- Increase in the load capacity of the workbench allowing for testing both car and bus/truck wheels.
- Automation of some of the tasks needed to perform the tests: loading and unloading, rotation of the wheel, braking, etc.
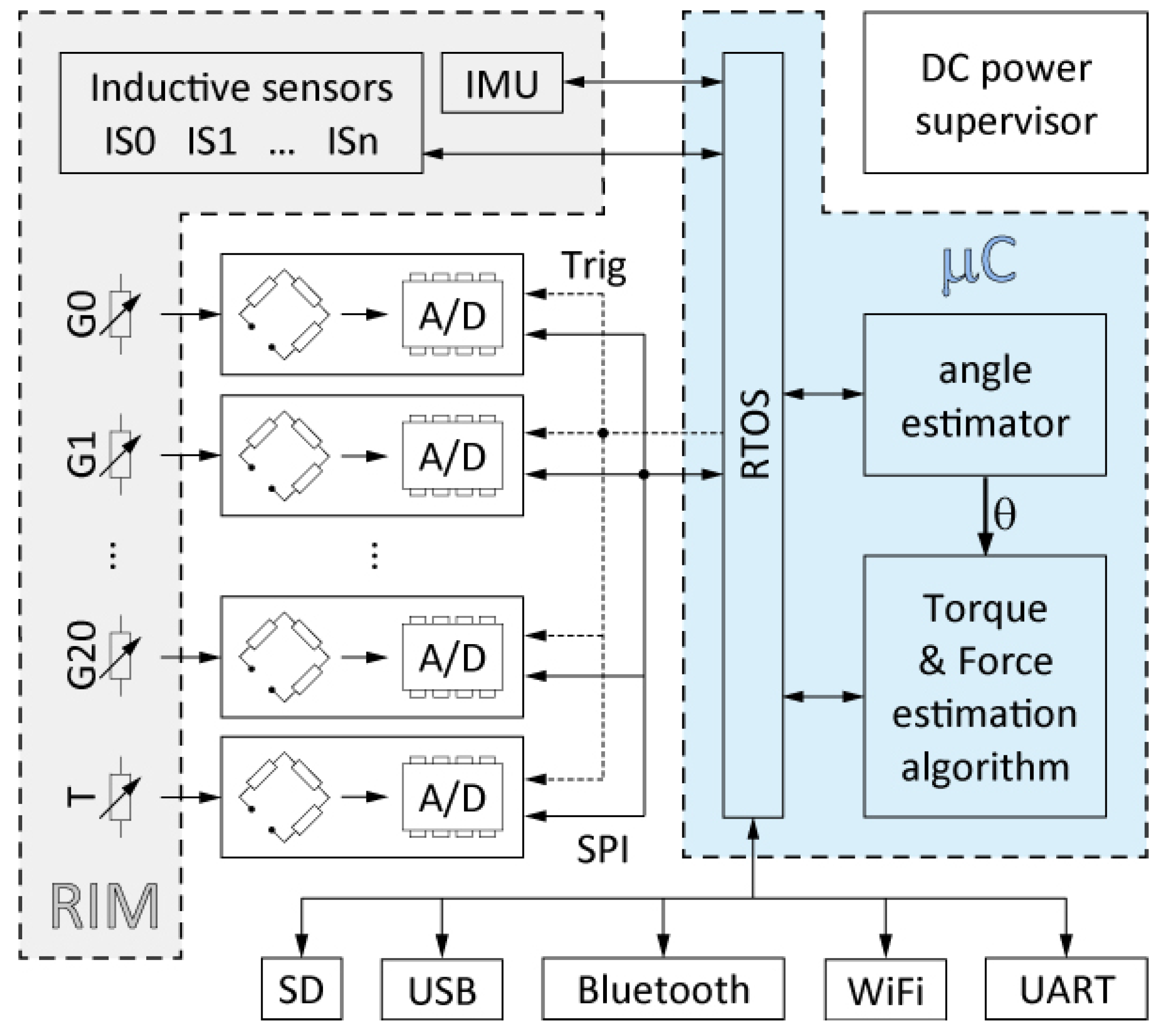
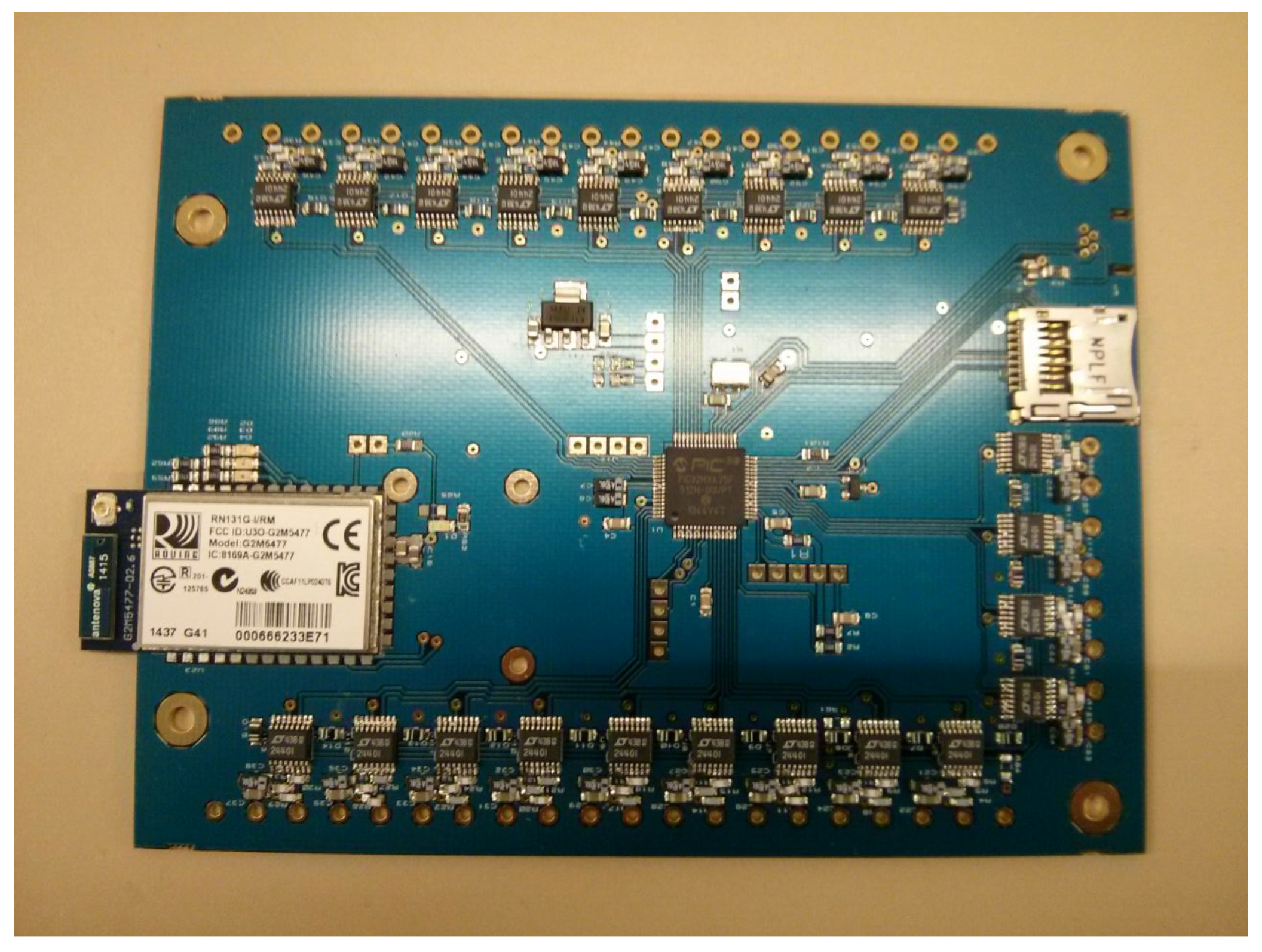
3.2. Embedded Electronics
- high sensitivity, accuracy, precision and resolution,
- sufficient noise immunity,
- sufficient data acquisition speed,
- synchronous sampling of the whole set of strain gauges located at the measuring points,
- low dependence on temperature variations,
- small size, low weight and low power consumption,
- wired and wireless operating modes and
- sufficient numerical computing power.
3.3. Calibration of the Wheel
- Fifteen strain gauges distributed amongst five measuring radial lines and three measuring circumferences.
- Minimum set of strain gauges: two measuring circumferences and five radial lines. Furthermore, in order to study the influence of the stiffness of the rim with this method, two of the three possible circumference combinations have been studied: the best option was to use the circumferences closest to the centre of the wheel, where the strain is greater; and the worst one was to use the outer two circumferences.
4. Experimental Results
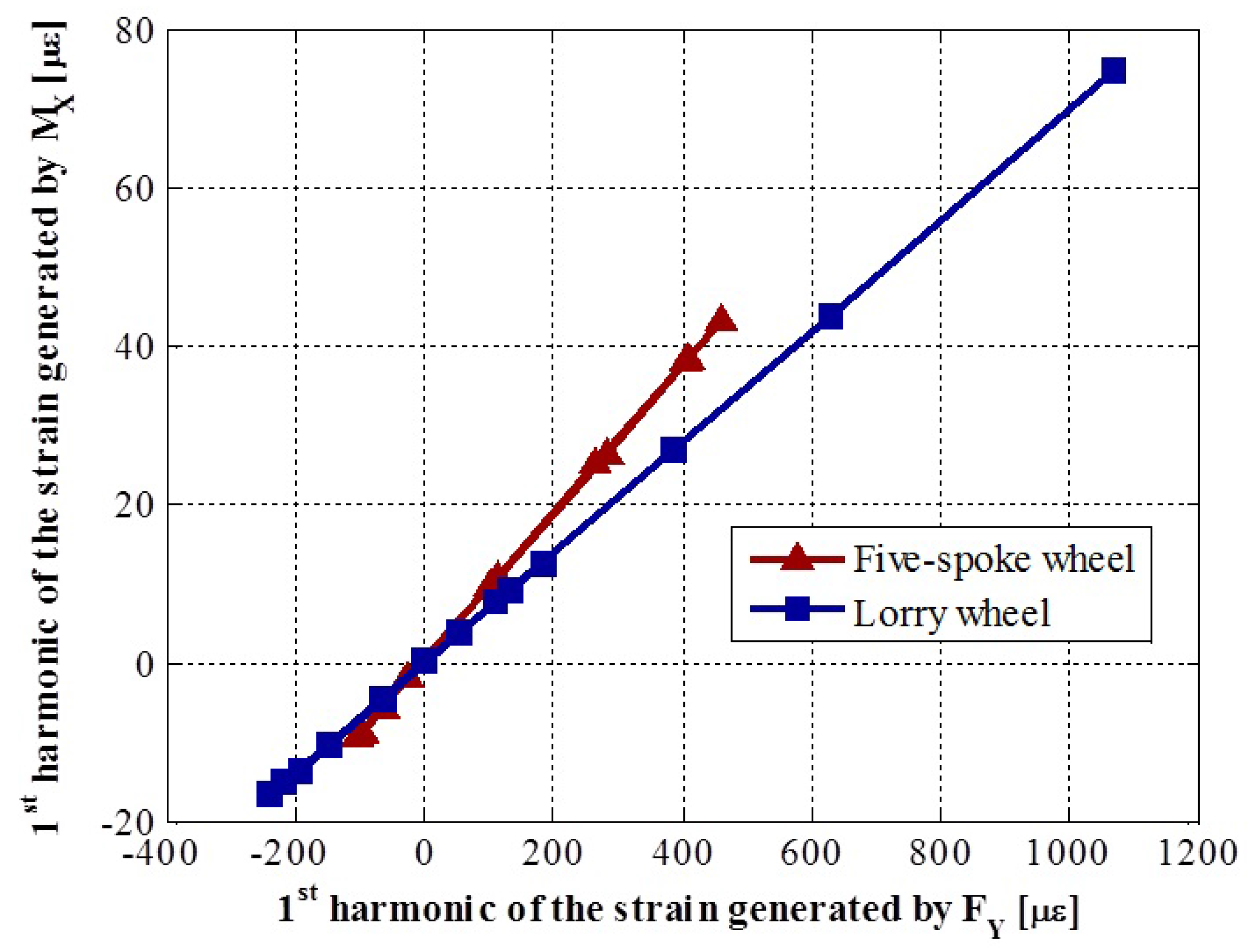
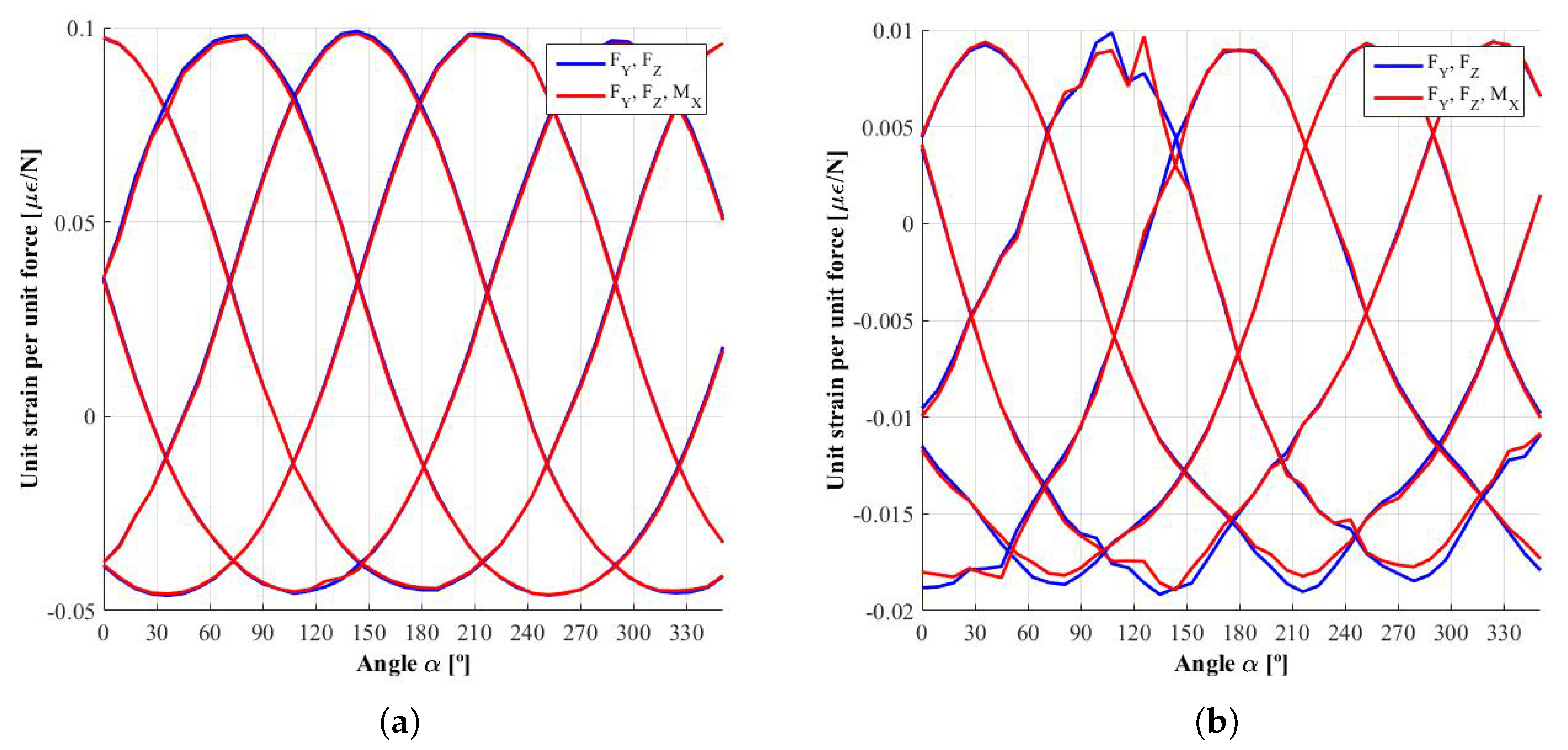
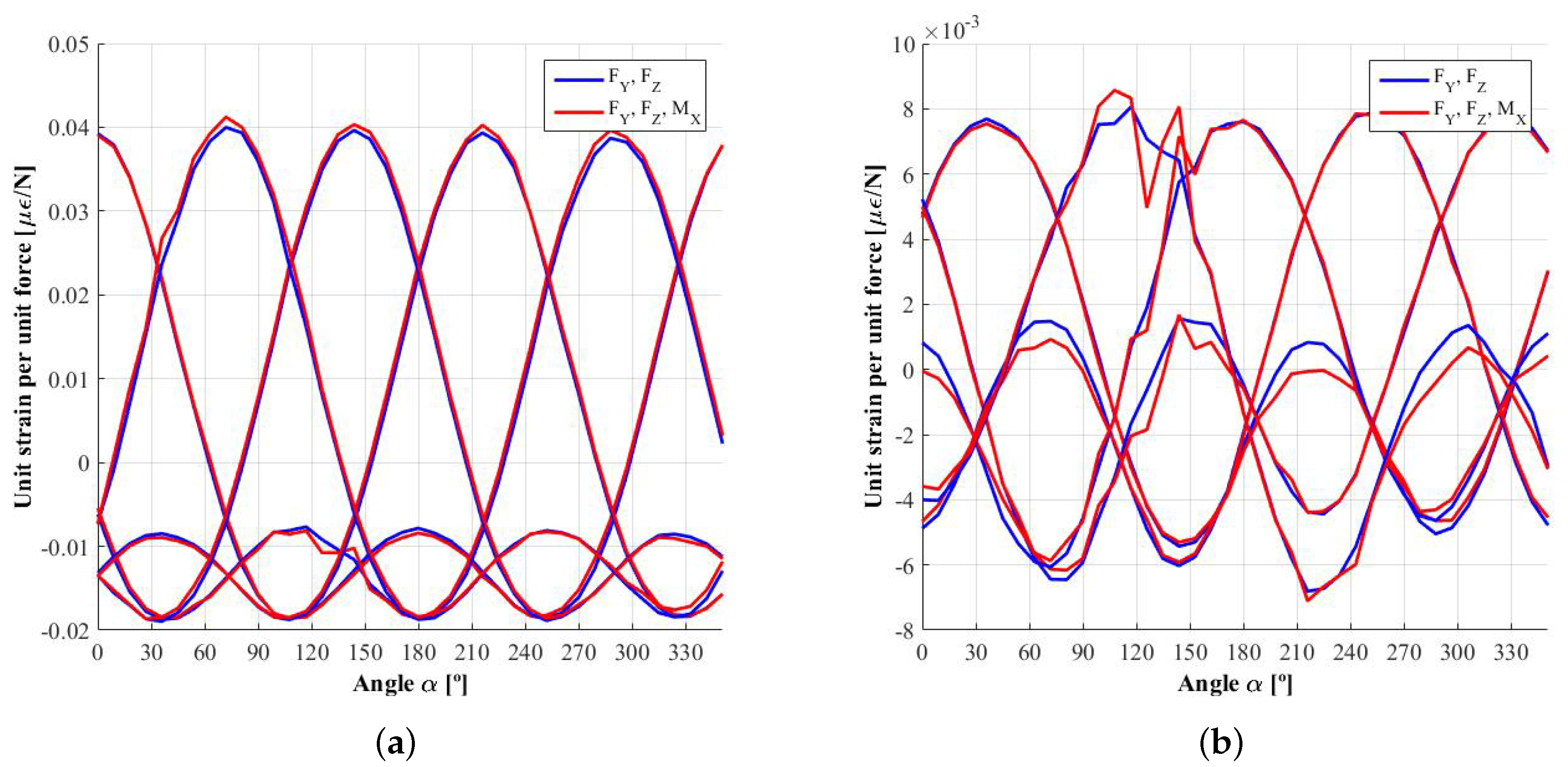
4.1. Relationship between the Amplitudes of the Strain Signals Generated by and
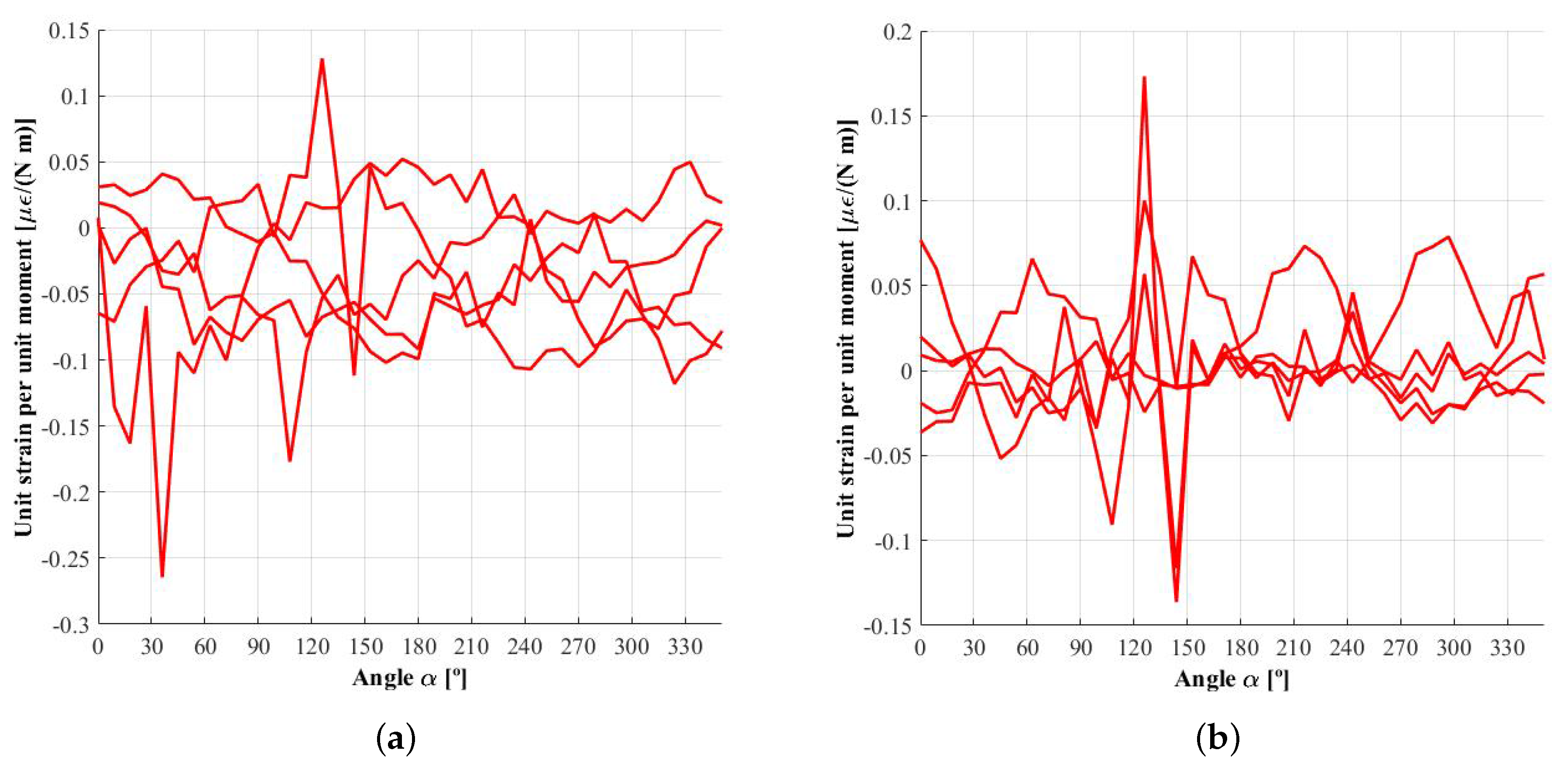
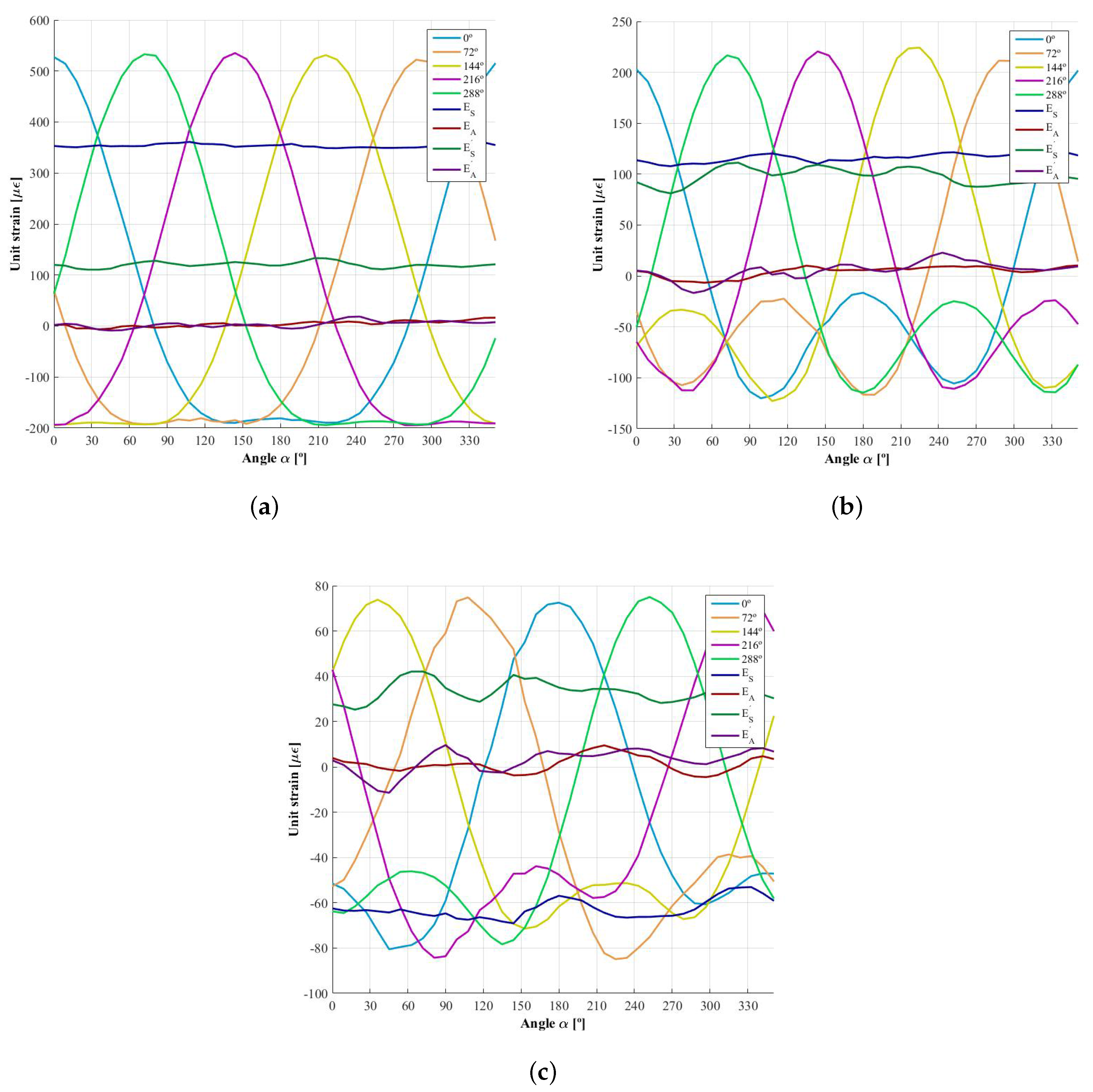
4.2. Demodulated Signals and Influence of the Higher Order Harmonics
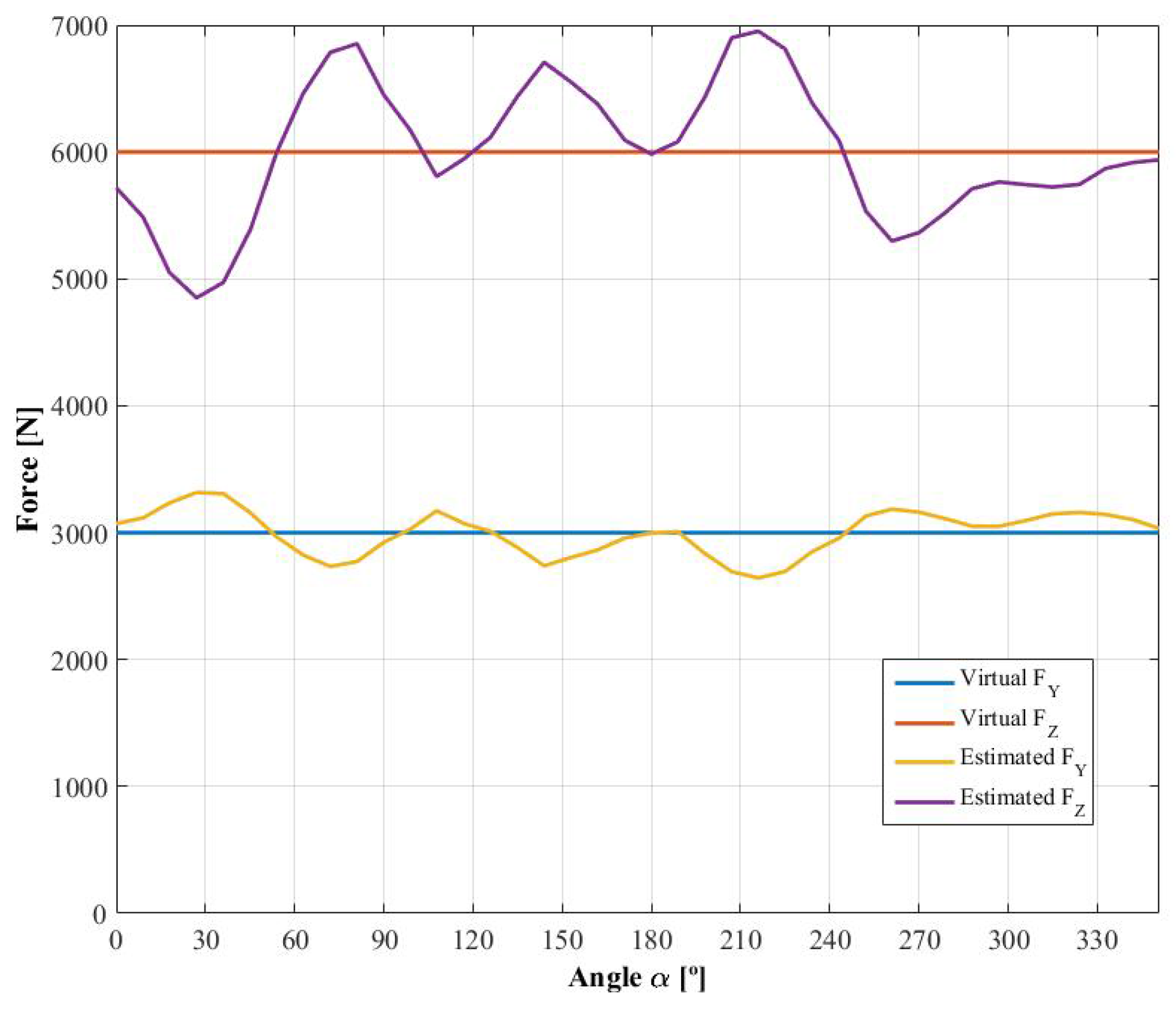
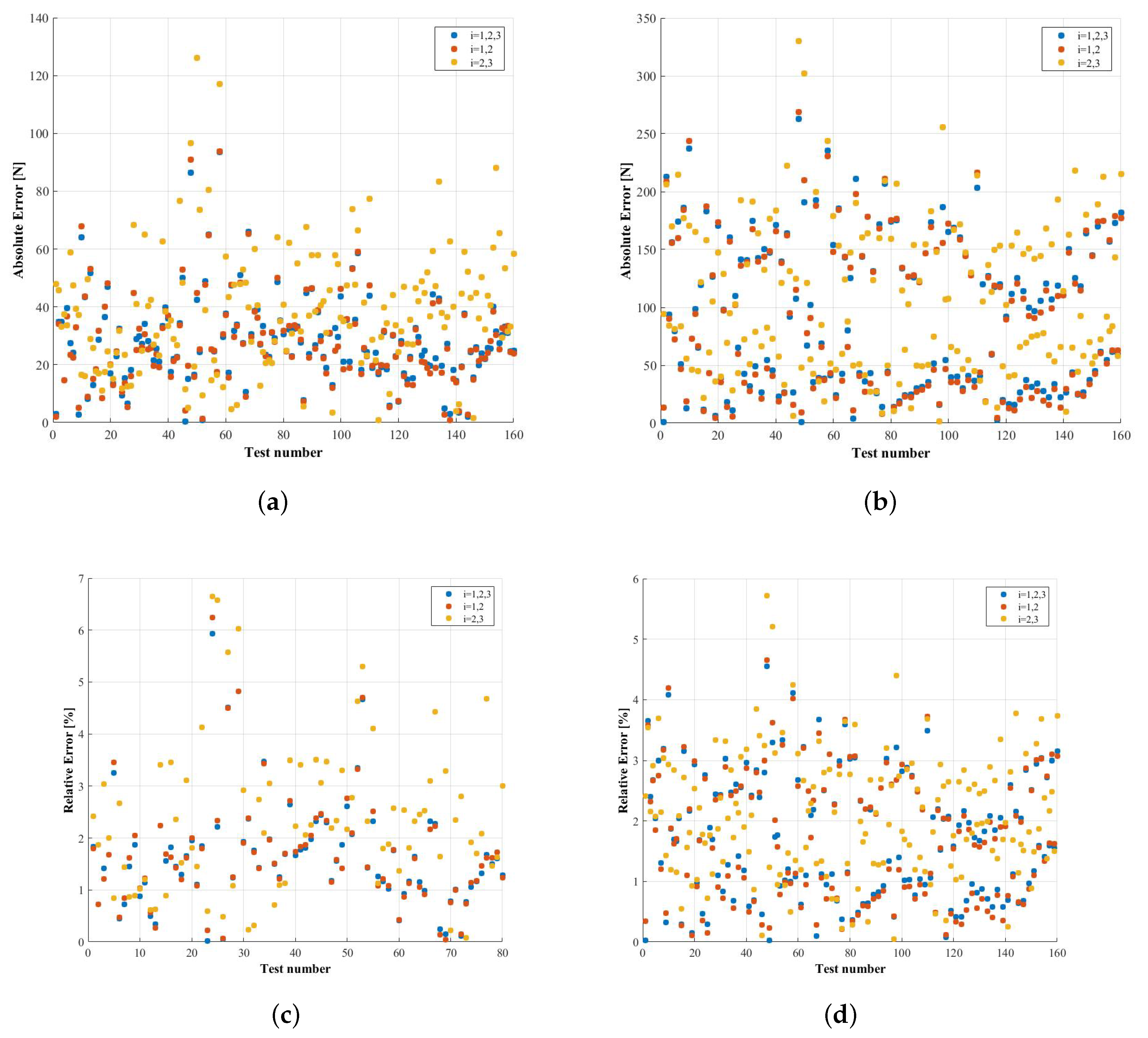
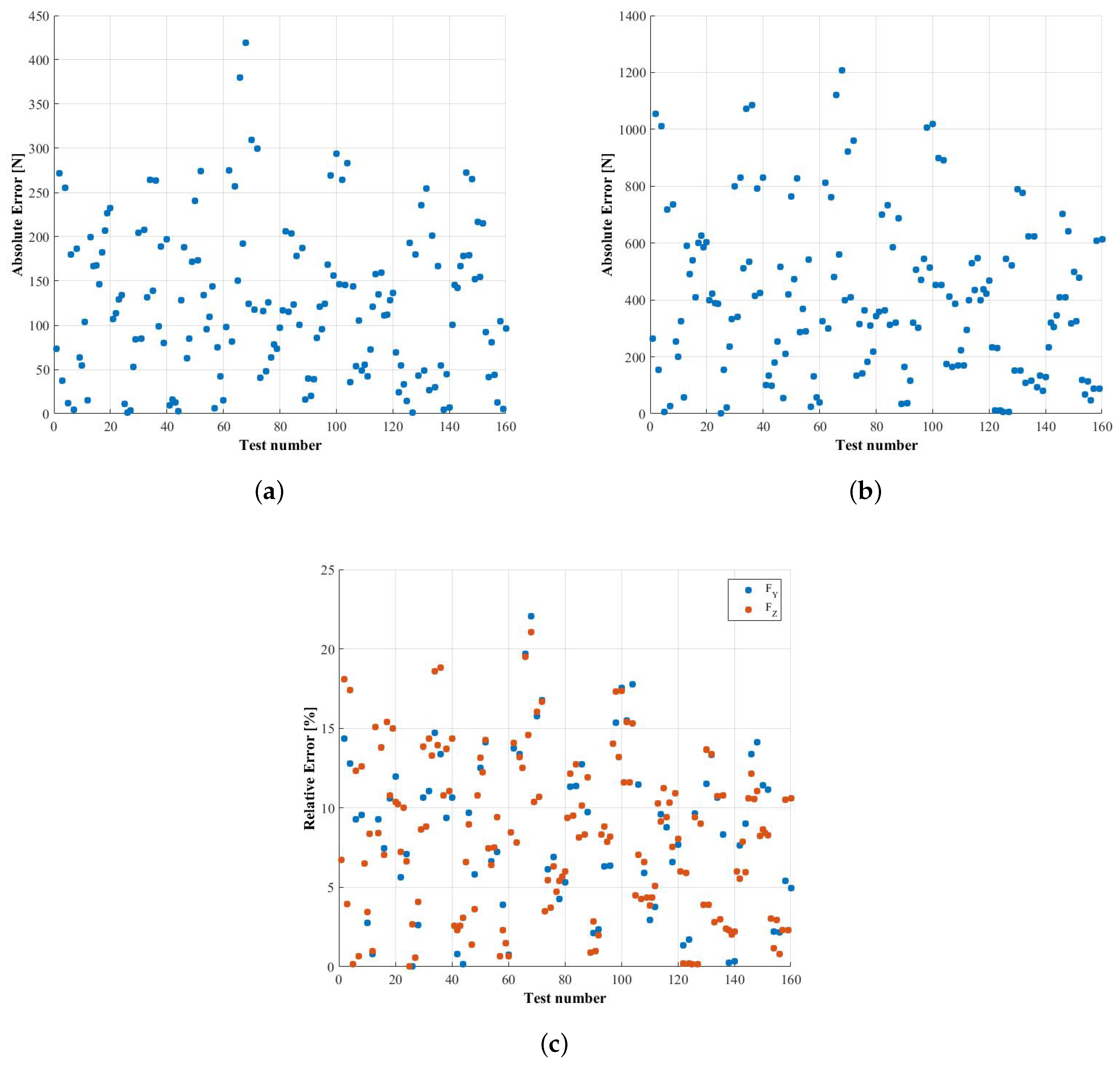
4.3. Errors While Estimating Forces
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Ortiz Fernández, A. Desarrollo de Técnicas Experimentales en la Modelización de Neumáticos. Ph.D. Thesis, Universidad de Málaga, Málaga, Spain, 2005. [Google Scholar]
- Ono, E.; Asano, K.; Sugai, M.; Ito, S.; Yamamoto, M.; Sawada, M.; Yasui, Y. Estimation of automotive tire force characteristics using wheel velocity. Control Eng. Pract. 2003, 11, 1361–1370. [Google Scholar] [CrossRef]
- Baffet, G.; Charara, A.; Lechner, D. Estimation of vehicle sideslip, tire force and wheel cornering stiffness. Control Eng. Pract. 2009, 17, 1255–1264. [Google Scholar] [CrossRef]
- Doumiati, M.; Victorino, A.; Charara, A.; Lechner, D. Onboard Real-Time Estimation of Vehicle Lateral Tire-Road Forces and Sideslip Angle. IEEE/ASME Trans. Mechatron. 2011, 16, 601–614. [Google Scholar] [CrossRef]
- Ray, L.R. Nonlinear state and tire force estimation for advanced vehicle control. IEEE Trans. Control Syst. Technol. 1995, 3, 117–124. [Google Scholar] [CrossRef]
- Cho, W.; Yoon, J.; Yim, S.; Koo, B.; Yi, K. Estimation of Tire Forces for Application to Vehicle Stability Control. IEEE Trans. Veh. Technol. 2010, 59, 638–649. [Google Scholar]
- Matus̆ko, J.; Petrović, I.; Perić, N. Neural network based tire/road friction force estimation. Eng. Appl. Artif. Intell. 2008, 21, 442–456. [Google Scholar] [CrossRef]
- Villagra, J.; d’Andréa Novel, B.; Fliess, M.; Mounier, H. A diagnosis-based approach for tire-road forces and maximum friction estimation. Control Eng. Pract. 2011, 19, 174–184. [Google Scholar] [CrossRef] [Green Version]
- Gobbi, M.; Botero, J.C.; Mastinu, G. Improving the active safety of road vehicles by sensing forces and moments at the wheels. Veh. Syst. Dyn. 2008, 46, 957–968. [Google Scholar] [CrossRef]
- Weiblen, W.; Hofmann, T. Evaluation of Different Designs of Wheel Force Transducers; SAE Technical Paper 980262; Commonwealth Drive: Warrendale, PA, USA, 1998. [Google Scholar]
- Weiblen, W.; Kockelmann, H.; Burkard, H. Evaluation of Different Designs of Wheel Force Transducers (Part II); SAE Technical Paper 1999-01-1037; Commonwealth Drive: Warrendale, PA, USA, 1999. [Google Scholar]
- Gutiérrez-López, M.D.; García de Jalón, J.; Cubillo, A. A novel method for producing low cost dynamometric wheels based on harmonic elimination techniques. Mech. Syst. Signal Process. 2015, 52-53, 577–599. [Google Scholar] [CrossRef]
- Gutiérrez López, M.D. Measurement of Tyre-Road Contact Forces Through the Strains Measured in the Rim and Harmonic Elimiantion Techniques. Ph.D. Thesis, Universidad Politécnica de Madrid, Madrid, Spain, 2015. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 353.79 ± 2.28% | 116.41 ± 7.54% | −62.70 ± 15.41% | |
| 4.11 ± 297.39% | 4.31 ± 253.22% | 1.29 ± 644.85% | |
| 120.10 ± 10.83% | 97.83 ± 17.04% | 33.42 ± 25.91% | |
| 3.47 ± 434.61% | 5.27 ± 415.75% | 2.76 ± 511.45% |
| 1.6768% | 1.6880% | 2.3793% | |
| 5.9297% | 6.2446% | 6.6426% |
| 1.7651% | 1.7161% | 2.0885% | |
| 4.5502% | 4.6518% | 5.7134% |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bueno-López, J.L.; Cardenal, J.; Deibe, Á.; García de Jalón, J. Potential and Limitations of an Improved Method to Produce Dynamometric Wheels. Sensors 2018, 18, 541. https://doi.org/10.3390/s18020541
Bueno-López JL, Cardenal J, Deibe Á, García de Jalón J. Potential and Limitations of an Improved Method to Produce Dynamometric Wheels. Sensors. 2018; 18(2):541. https://doi.org/10.3390/s18020541
Chicago/Turabian StyleBueno-López, José Luis, Jesús Cardenal, Álvaro Deibe, and Javier García de Jalón. 2018. "Potential and Limitations of an Improved Method to Produce Dynamometric Wheels" Sensors 18, no. 2: 541. https://doi.org/10.3390/s18020541
APA StyleBueno-López, J. L., Cardenal, J., Deibe, Á., & García de Jalón, J. (2018). Potential and Limitations of an Improved Method to Produce Dynamometric Wheels. Sensors, 18(2), 541. https://doi.org/10.3390/s18020541