One-Step Laser Encapsulation of Nano-Cracking Strain Sensors



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
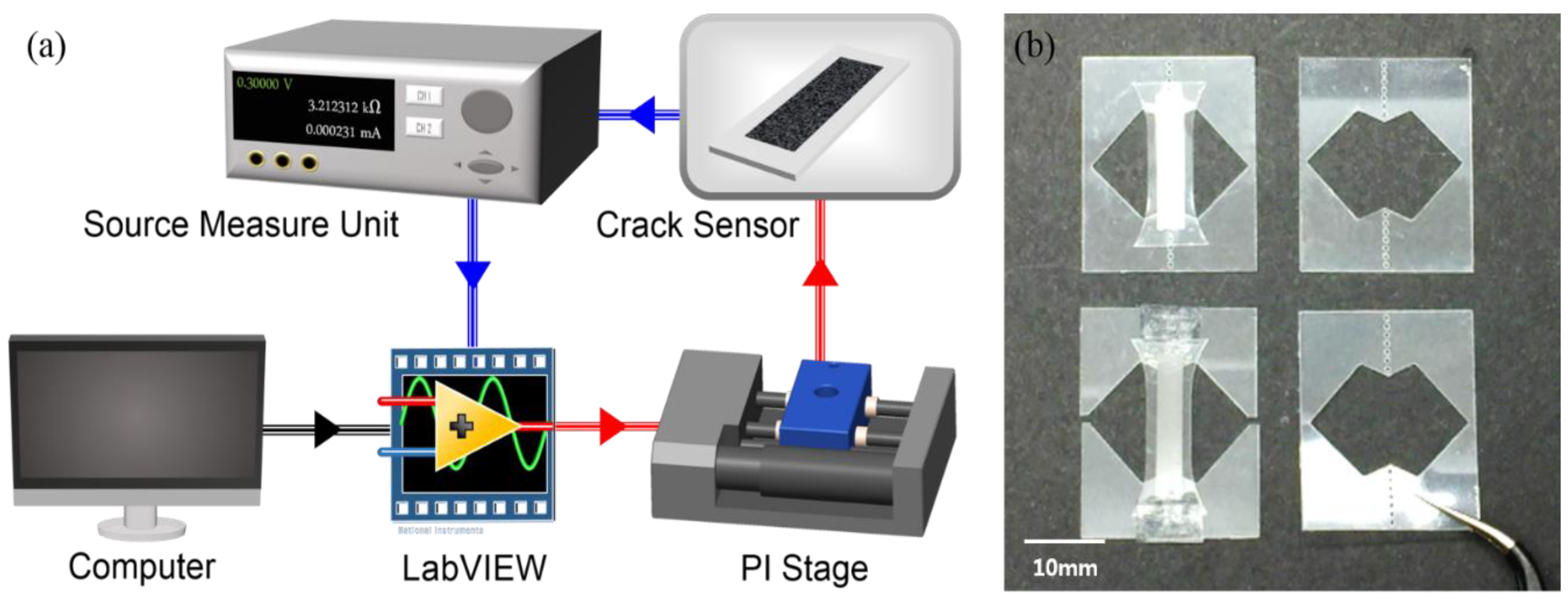
2.2. Evaluation Setup
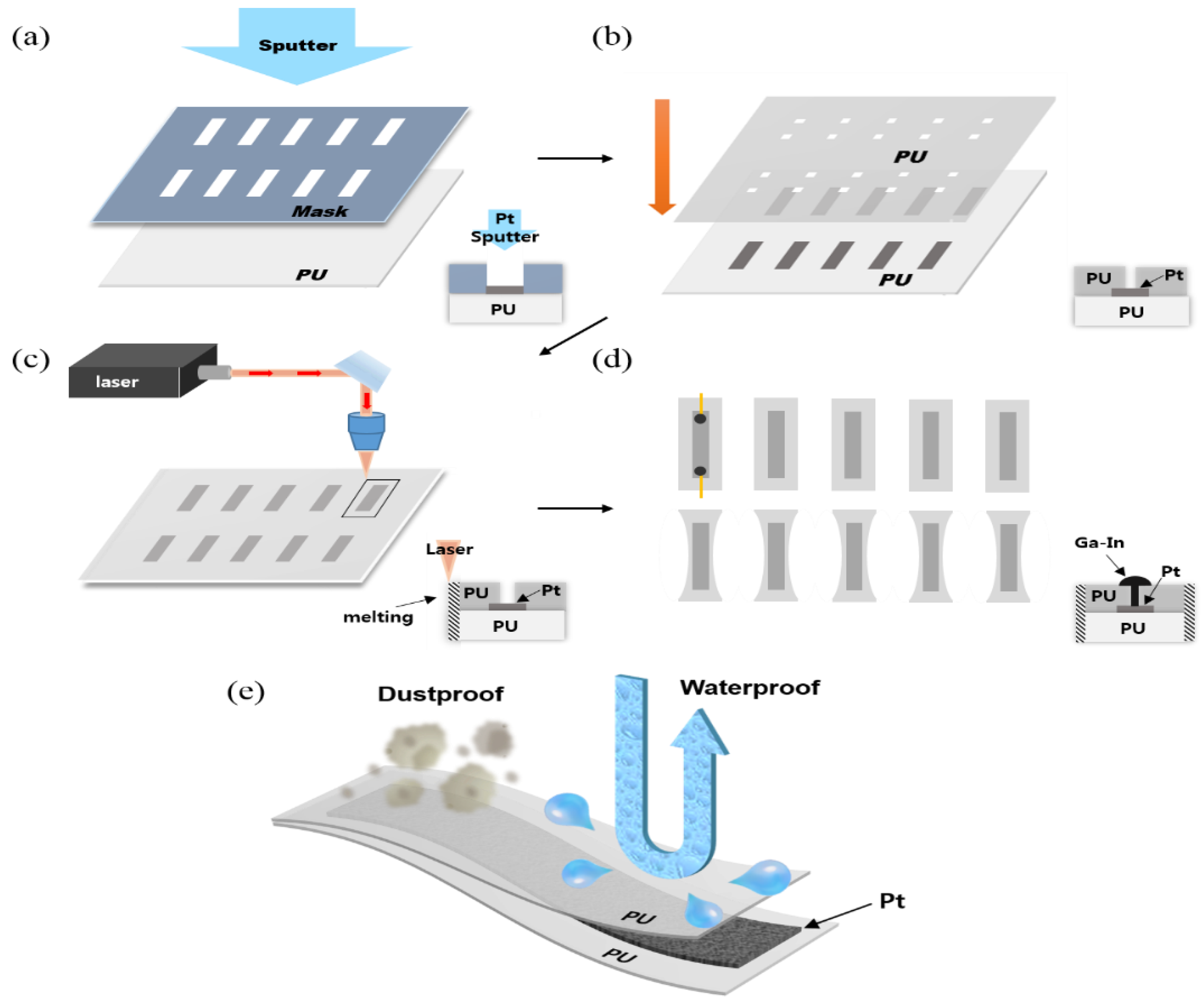
2.3. Fabrication of a Nano-Crack-Based Sensor
2.4. Thin-Film Laser Encapsulation (OLE)
2.5. Characterization Methods
3. Results and Discussion
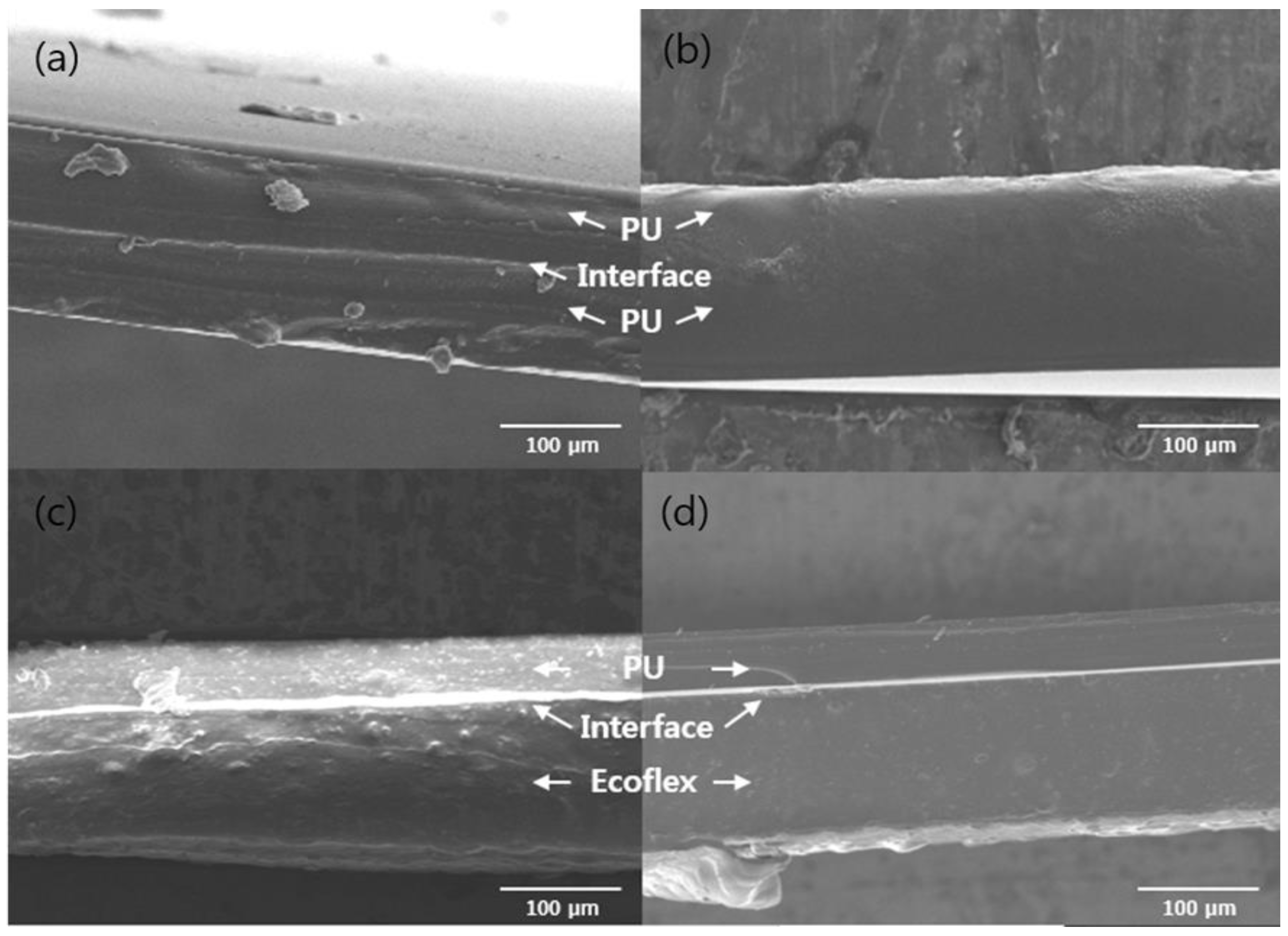
3.1. Laser Cutting and Encapsulation
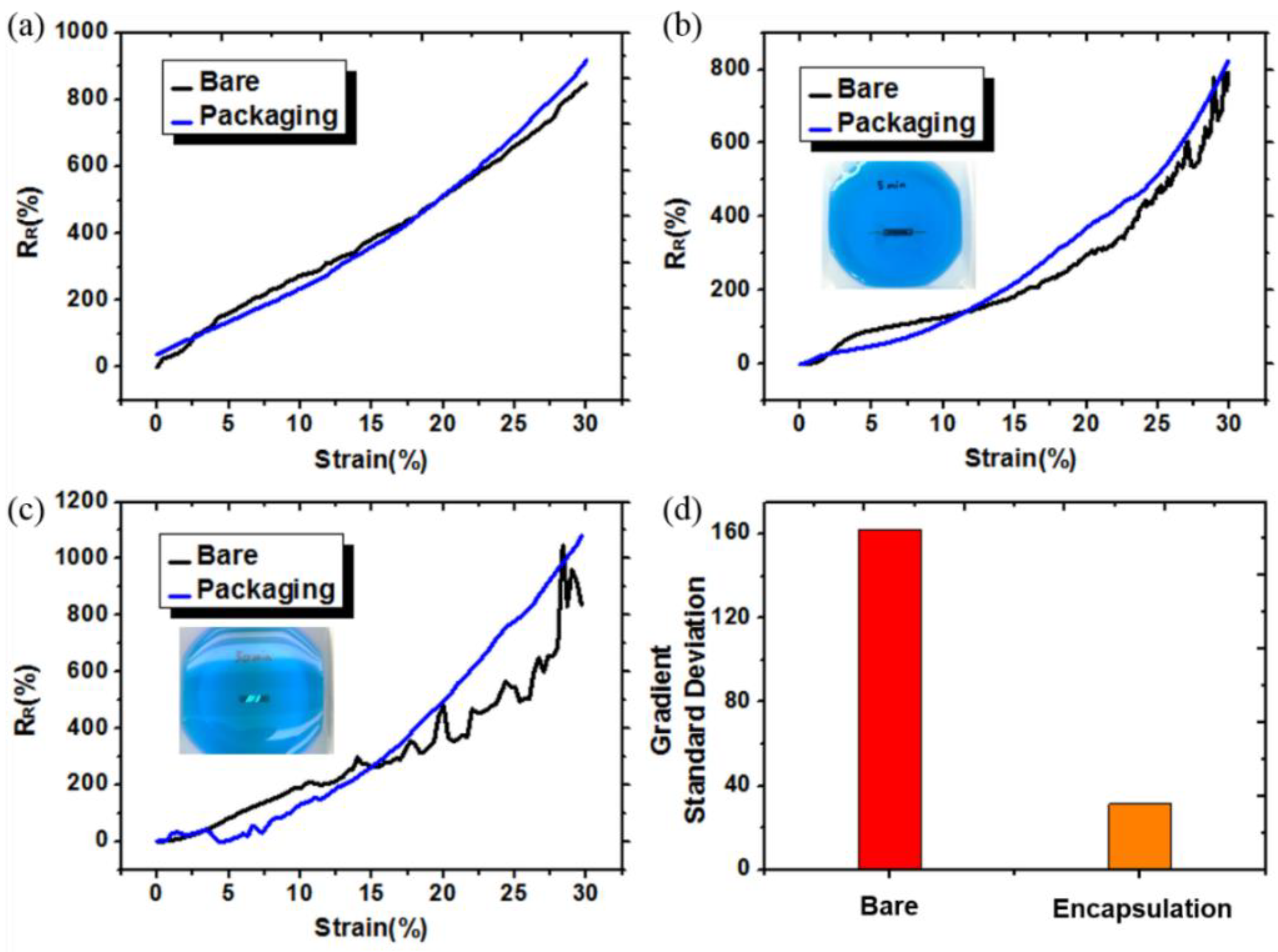
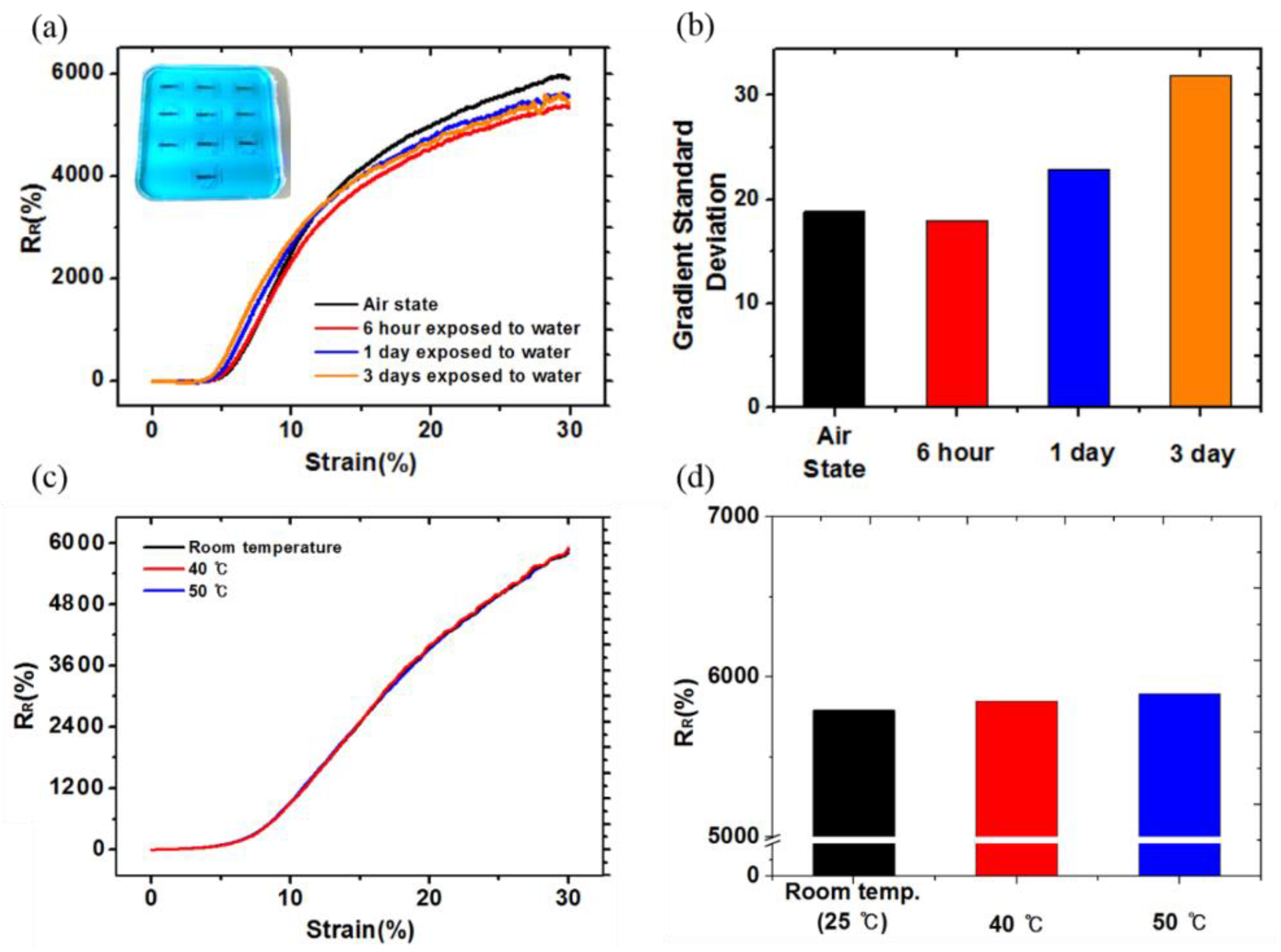
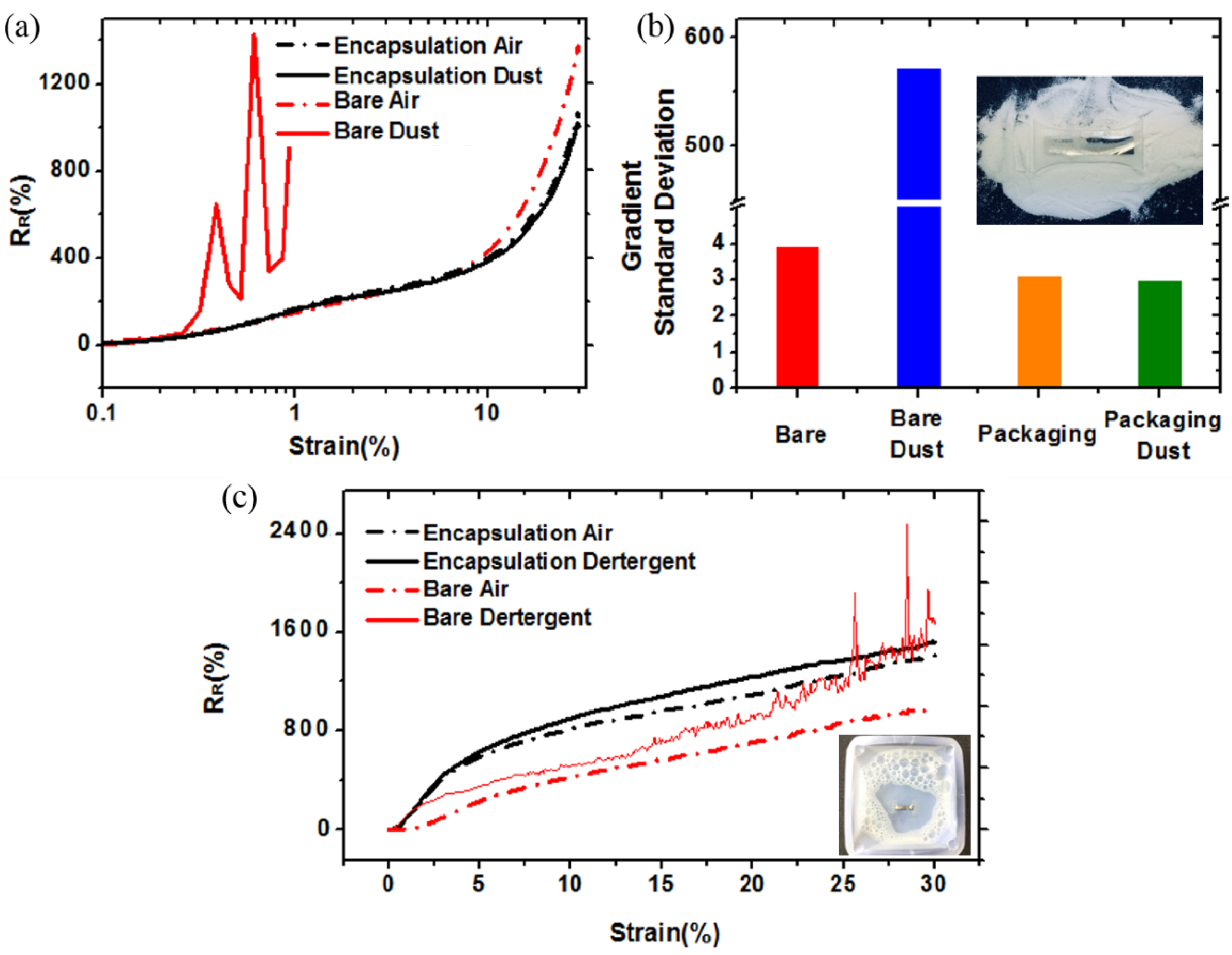
3.2. Evaluation of Sensor Stability
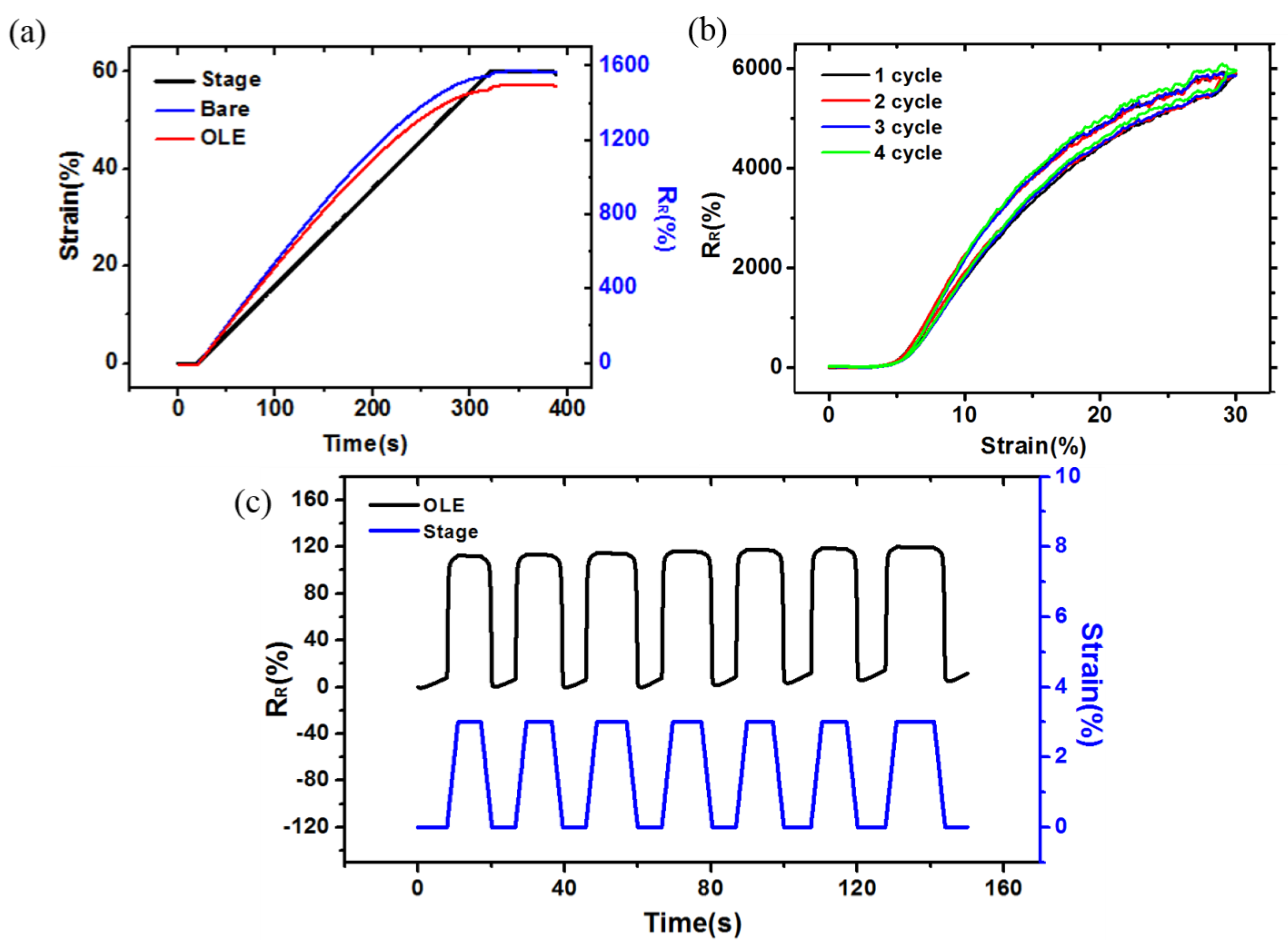
3.3. Evaluation of a Strain Sensor with OLE
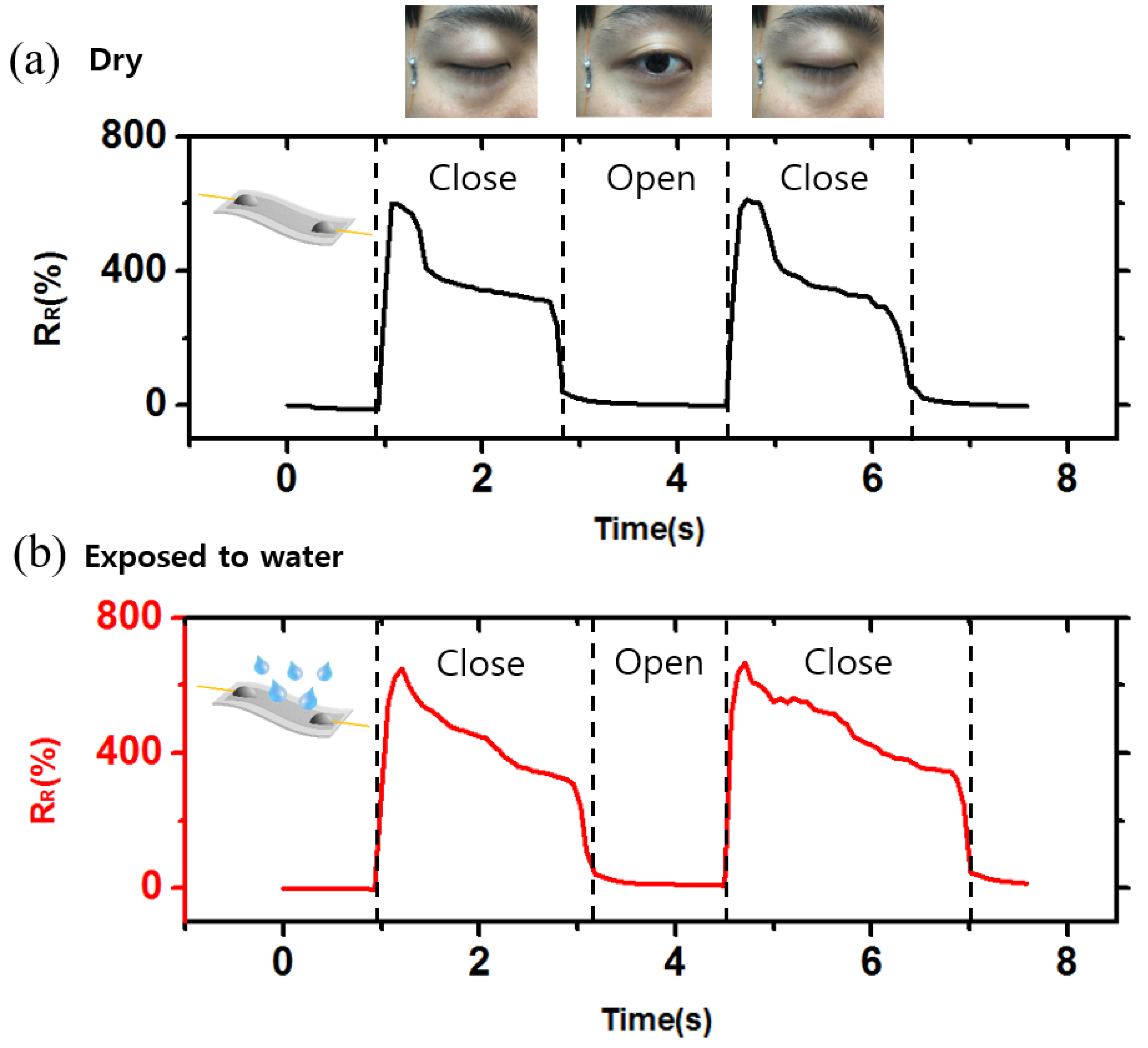
3.4. Measurement of Eye Blinking with an OLE Sensor
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Yamada, T.; Hayamizu, Y.; Yamamoto, Y.; Yomogida, Y.; Izadi-Najafabadi, A.; Futaba, D.N.; Hata, K. A stretchable carbon nanotube strain sensor for human-motion detection. Nat. Nanotechnol. 2011, 6, 296–301. [Google Scholar] [CrossRef] [PubMed]
- Amjadi, M.; Pichitpajongkit, A.; Lee, S.; Ryu, S.; Park, I. Highly stretchable and sensitive strain sensor based on silver nanowire-elastomer nanocomposite. ACS Nano 2014, 8, 5154–5163. [Google Scholar] [CrossRef] [PubMed]
- Tee, B.C.K.; Chortos, A.; Berndt, A.; Nguyen, A.K.; Tom, A.; McGuire, A.; Lin, Z.C.; Tien, K.; Bae, W.-G.; Wang, H.; et al. A skin-inspired organic digital mechanoreceptor. Science 2015, 350, 313–316. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yang, Y.F.; Tao, L.Q.; Pang, Y.; Tian, H.; Ju, Z.Y.; Wu, X.M.; Yang, Y.; Ren, T.L. An ultrasensitive strain sensor with a wide strain range based on graphene armour scales. Nanoscale 2018. [Google Scholar] [CrossRef] [PubMed]
- Ha, M.; Lim, S.; Ko, H. Wearable and flexible sensors for user-interactive health-monitoring devices. J. Mater. Chem. B 2018, 2, 4767–4788. [Google Scholar] [CrossRef]
- Kim, T.; Lee, T.; Lee, G.; Choi, Y.; Kim, S.; Kang, D.; Choi, M. Polyimide encapsulation of spider-inspired crack-based sensors for durability improvement. Appl. Sci. 2018, 8, 367. [Google Scholar] [CrossRef]
- Choi, Y.W.; Kang, D.; Pikhitsa, P.V.; Lee, T.; Kim, S.M.; Lee, G.; Tahk, D.; Choi, M. Ultra-sensitive pressure sensor based on guided straight mechanical cracks. Sci. Rep. 2017, 7, 1–8. [Google Scholar] [CrossRef] [PubMed]
- Chossat, J.; Park, Y.; Wood, R.J.; Duchaine, V. A soft strain sensor sased on ionic and metal liquids. IEEE Sens. J. 2013, 13, 3405–3414. [Google Scholar] [CrossRef]
- Yuan, C.S.; Hassan, A. Effect of bar sealing parameters on OPP/MCPP heat seal strength. Express Polym. Lett. 2007, 1, 773–779. [Google Scholar] [CrossRef] [Green Version]
- Yuan, C.S.; Hassan, A.; Ghazali, M.I.H.; Ismail, A.F. Heat sealability of laminated films with LLDPE and LDPE as the sealant materials in bar sealing application. J. Appl. Polym. Sci. 2007, 104, 3736–3745. [Google Scholar] [CrossRef]
- Kim, D.S.; Jeong, Y.J.; Lee, B.K.; Shanmugasundaram, A.; Lee, D.W. Piezoresistive sensor-integrated PDMS cantilever: A new class of device for measuring the drug-induced changes in the mechanical activity of cardiomyocytes. Sens. Actuators B Chem. 2017, 240, 566–572. [Google Scholar] [CrossRef]
- Kong, J.H.; Jang, N.S.; Kim, S.H.; Kim, J.M. Simple and rapid micropatterning of conductive carbon composites and its application to elastic strain sensors. Carbon N. Y. 2014, 77, 199–207. [Google Scholar] [CrossRef]
- Yan, H.; Chen, Y.; Deng, Y.; Zhang, L.; Hong, X.; Lau, W.; Mei, J.; Hui, D.; Yan, H.; Liu, Y. Coaxial printing method for directly writing stretchable cable as strain sensor. Appl. Phys. Lett. 2016, 109, 83502. [Google Scholar] [CrossRef]
- Theller, H.W. Heatsealability of flexible web materials in hot-bar sealing applications. J. Plast. Film Sheeting 1989, 5, 66–93. [Google Scholar] [CrossRef]
- Logunov, S.; Marjanovic, S.; Balakrishnan, J. Laser assisted frit sealing for high thermal expansion glasses. J. Laser Micro Nanoeng. 2012, 7, 326–333. [Google Scholar] [CrossRef]
- Kim, D.H.; Lu, N.; Ma, R.; Kim, Y.S.; Kim, R.H.; Wang, S.; Wu, J.; Won, S.M.; Tao, H.; Islam, A.; et al. Epidermal Electronics. Science 2011, 333, 838–843. [Google Scholar] [CrossRef] [PubMed]
- Chen, Z.; Lu, C. Humidity sensors: A review of materials and mechanisms. Sens. Lett. 2005, 3, 274–295. [Google Scholar] [CrossRef]
- Chen, J.; Zheng, J.; Gao, Q.; Zhang, J.; Zhang, J.; Omisore, O.; Wang, L.; Li, H. Polydimethylsiloxane (PDMS)-based flexible resistive strain sensors for wearable applications. Appl. Sci. 2018, 8, 345. [Google Scholar] [CrossRef]
- Knechtel, R. Glass frit bonding: an universal technology for wafer level encapsulation and packaging. Microsyst. Technol. 2005, 12, 63–68. [Google Scholar] [CrossRef]
- Amjadi, M.; Kyung, K.U.; Park, I.; Sitti, M. Stretchable, skin-mountable, and wearable strain sensors and their potential applications: A review. Adv. Funct. Mater. 2016, 26, 1678–1698. [Google Scholar] [CrossRef]
- Brown, N.; Kerr, D.; Jackson, M.; Parkin, R. Laser welding of thin polymer films to container substrates for aseptic packaging. Opt. Laser Technol. 2000, 32, 139–146. [Google Scholar] [CrossRef]
- Wild, M.J.; Gillner, A.; Poprawe, R. Locally selective bonding of silicon and glass with laser. Sens. Actuators A Phys. 2001, 93, 63–69. [Google Scholar] [CrossRef]
- Al-Habaibeh, A.; Shi, F.; Brown, N.; Kerr, D.; Jackson, M.; Parkin, R.M. A novel approach for quality control system using sensor fusion of infrared and visual image processing for laser sealing of food containers. Meas. Sci. Technol. 2004, 15, 1995–2000. [Google Scholar] [CrossRef] [Green Version]
- Boglea, A.; Olowinsky, A.; Gillner, A. Fibre laser welding for packaging of disposable polymeric microfluidic-biochips. Appl. Surf. Sci. 2007, 254, 1174–1178. [Google Scholar] [CrossRef]
- Boettge, B.; Dresbach, C.; Graff, A.; Petzold, M.; Bagdahn, J. Mechanical characterization and microstructure diagnostics of glass frit bonded interfaces. Electrochem. Soc. Trans. 2008, 16, 441–448. [Google Scholar] [CrossRef]
- Webb, R.C.; Bonifas, A.P.; Behnaz, A.; Zhang, Y.; Yu, K.J.; Cheng, H.; Shi, M.; Bian, Z.; Liu, Z.; Kim, Y.S.; et al. Ultrathin conformal devices for precise and continuous thermal characterization of human skin. Nat. Mater. 2013, 12, 938–944. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jeon, H.; Hong, S.K.; Kim, M.S.; Cho, S.J.; Lim, G. Omni-purpose stretchable strain sensor based on a highly dense nanocracking structure for whole-body motion monitoring. ACS Appl. Mater. Interfaces 2017, 9, 41712–41721. [Google Scholar] [CrossRef] [PubMed]
- Kang, D.; Pikhitsa, P.V.; Choi, Y.W.; Lee, C.; Shin, S.S.; Piao, L.; Park, B.; Suh, K.Y.; Kim, T.; Choi, M. Ultrasensitive mechanical crack-based sensor inspired by the spider sensory system. Nature 2014, 516, 222–226. [Google Scholar] [CrossRef] [PubMed]
- Hong, S.; Yang, S.; Cho, S.; Jeon, H.; Lim, G. Development of a waterproof crack-based stretchable strain sensor based on PDMS shielding. Sensors 2018, 18, 1171. [Google Scholar] [CrossRef] [PubMed]
- Tsuchiya, T.; Tabata, O.; Sakata, J.; Taga, Y. Specimen size effect on tensile strength of surface-micromachined polycrystalline silicon thin films. J. Microelectromech. Syst. 1998, 7, 106–113. [Google Scholar] [CrossRef]
- Legros, M.; Elliott, B.R.; Rittner, M.N.; Weertman, J.R.; Hemker, K.J. Microsample tensile testing of nanocrystalline metals. Philos. Mag. A 2000, 80, 1017–1026. [Google Scholar] [CrossRef]
- Yilbas, B.S. Effect of process parameters on the kerf width during the laser cutting process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2001, 215, 1357–1365. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Power(W) | 4 | 6 | 8 | 10 | 12 | 14 | 16 |
|---|---|---|---|---|---|---|---|
| PU | ◎ | ◎ | △ | △ | △ | △ | △ |
| PDMS | X | ◎ | ◎ | △ | △ | △ | △ |
| Ecoflex | X | ◎ | ◎ | △ | △ | △ | △ |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Park, C.; Jung, H.; Lee, H.; Hong, S.; Kim, H.; Cho, S.J. One-Step Laser Encapsulation of Nano-Cracking Strain Sensors. Sensors 2018, 18, 2673. https://doi.org/10.3390/s18082673
Park C, Jung H, Lee H, Hong S, Kim H, Cho SJ. One-Step Laser Encapsulation of Nano-Cracking Strain Sensors. Sensors. 2018; 18(8):2673. https://doi.org/10.3390/s18082673
Chicago/Turabian StylePark, Chan, Hyunsuk Jung, Hyunwoo Lee, Sunguk Hong, Hyonguk Kim, and Seong J. Cho. 2018. "One-Step Laser Encapsulation of Nano-Cracking Strain Sensors" Sensors 18, no. 8: 2673. https://doi.org/10.3390/s18082673
APA StylePark, C., Jung, H., Lee, H., Hong, S., Kim, H., & Cho, S. J. (2018). One-Step Laser Encapsulation of Nano-Cracking Strain Sensors. Sensors, 18(8), 2673. https://doi.org/10.3390/s18082673