A High Precision Quality Inspection System for Steel Bars Based on Machine Vision

Abstract
:1. Introduction
2. Principle of the Steel Bar Quality Inspection System
3. Methods
3.1. Image Pretreatment Method
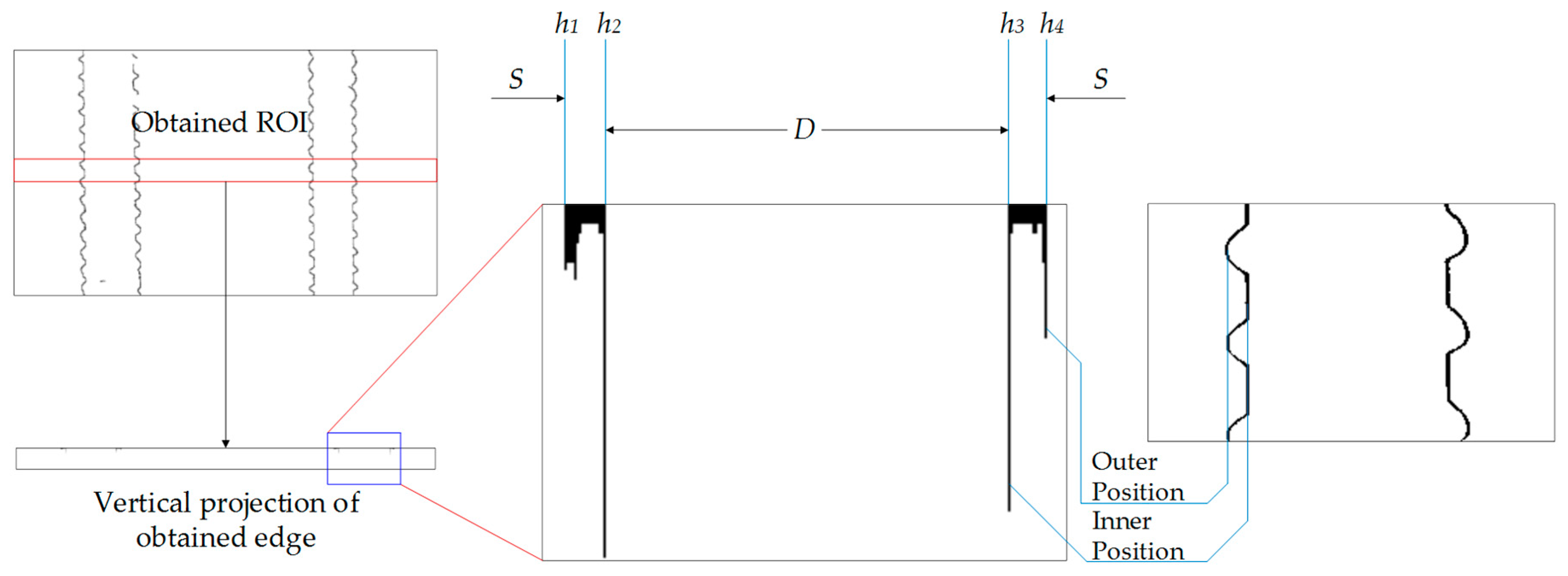
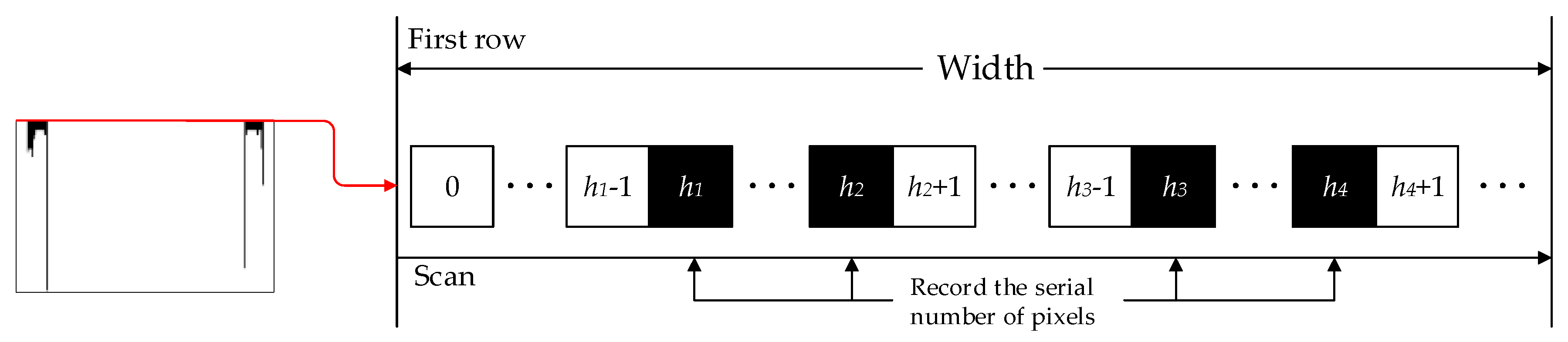
3.2. Steel Bar Boundary Localization Method
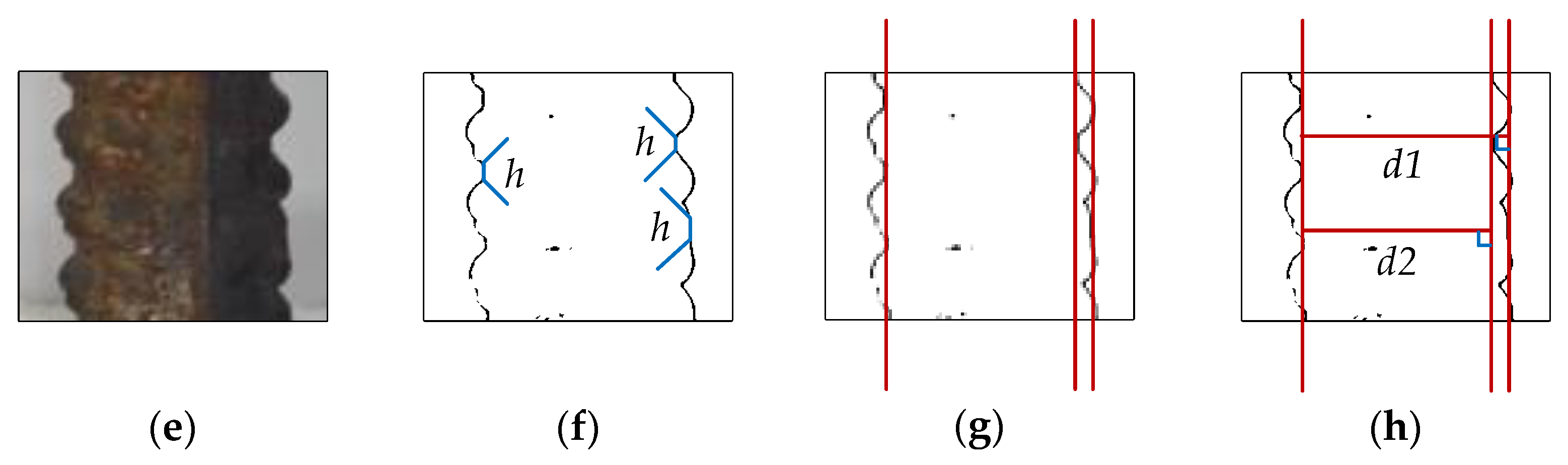
3.3. Steel Bar Dimension Calculation Method
3.4. Steel Bar Counting Method
- Step 1:
- Record the pixel value of the last column of the first frame image as .
- Step 2:
- Record the pixel value of the last column of the second frame image as , and obtain .
- Step 3:
- Record the pixel value of the last column of the (n − 1)-th frame image as , and obtain .
- Step 4:
- Since only the last column of all the frames cannot contain all the bars, the entire image of the last frame is saved and spliced into the preceding sum, which is to obtain .
4. Components of the Steel Bars Position Quality Inspection System
4.1. Hardware
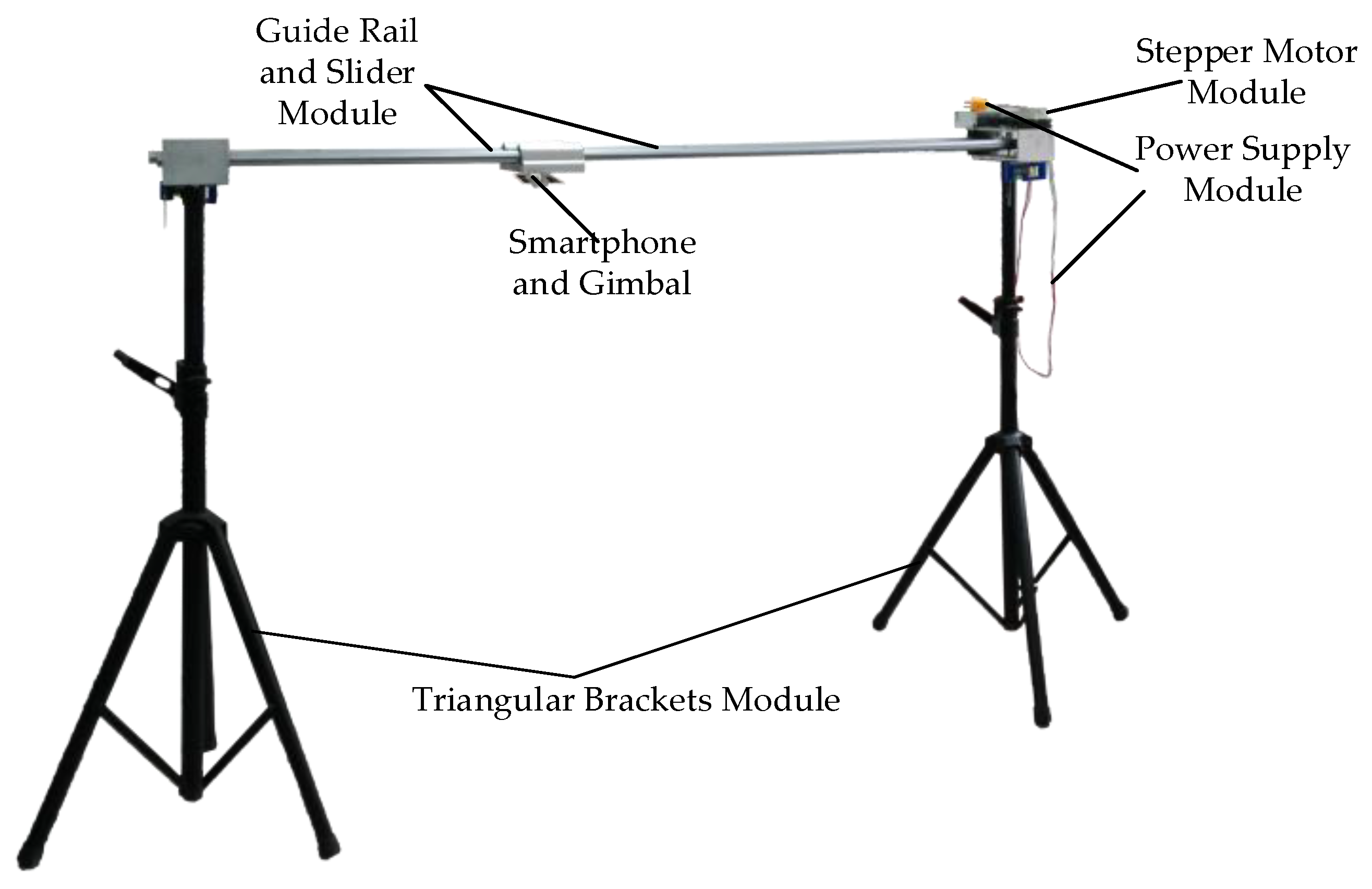
4.1.1. Main Hardware Components
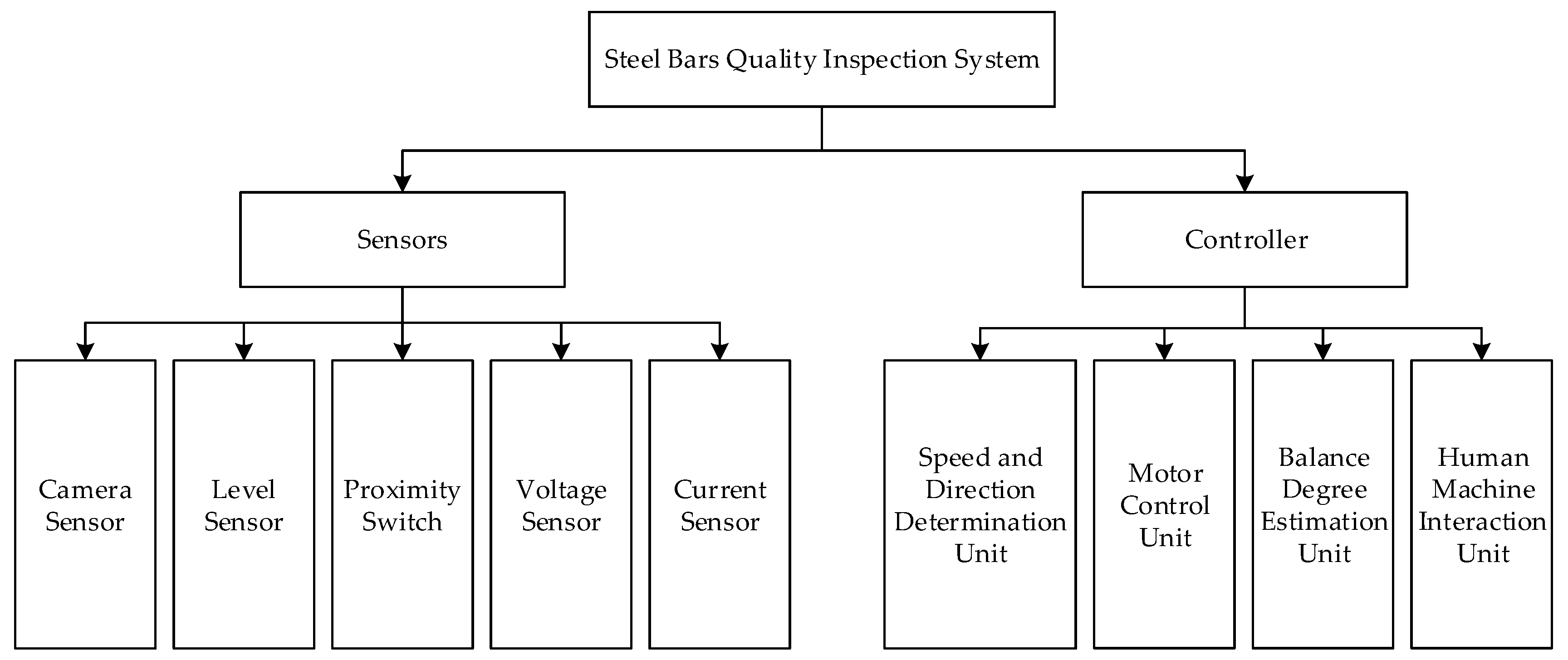
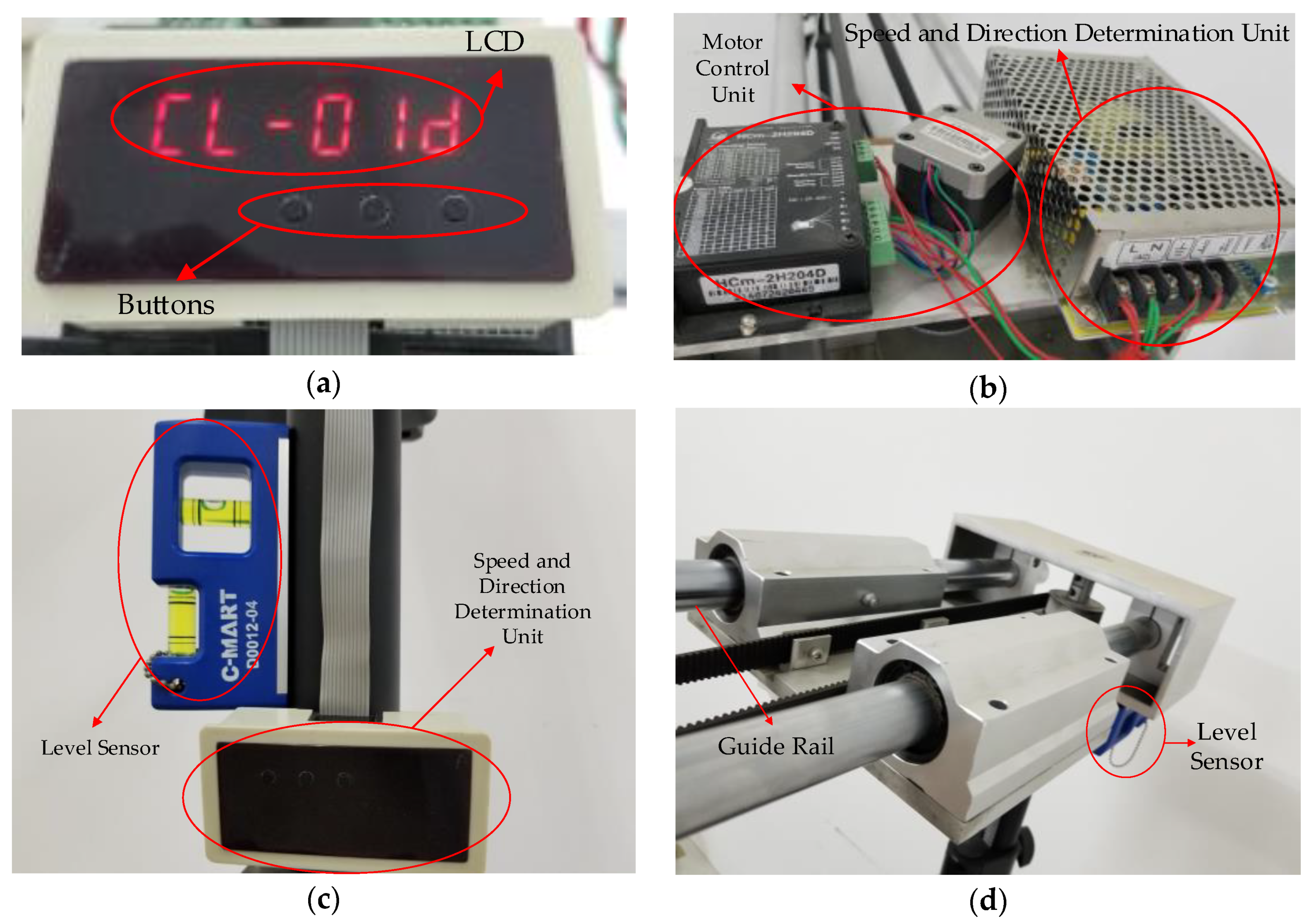
4.1.2. Sensors
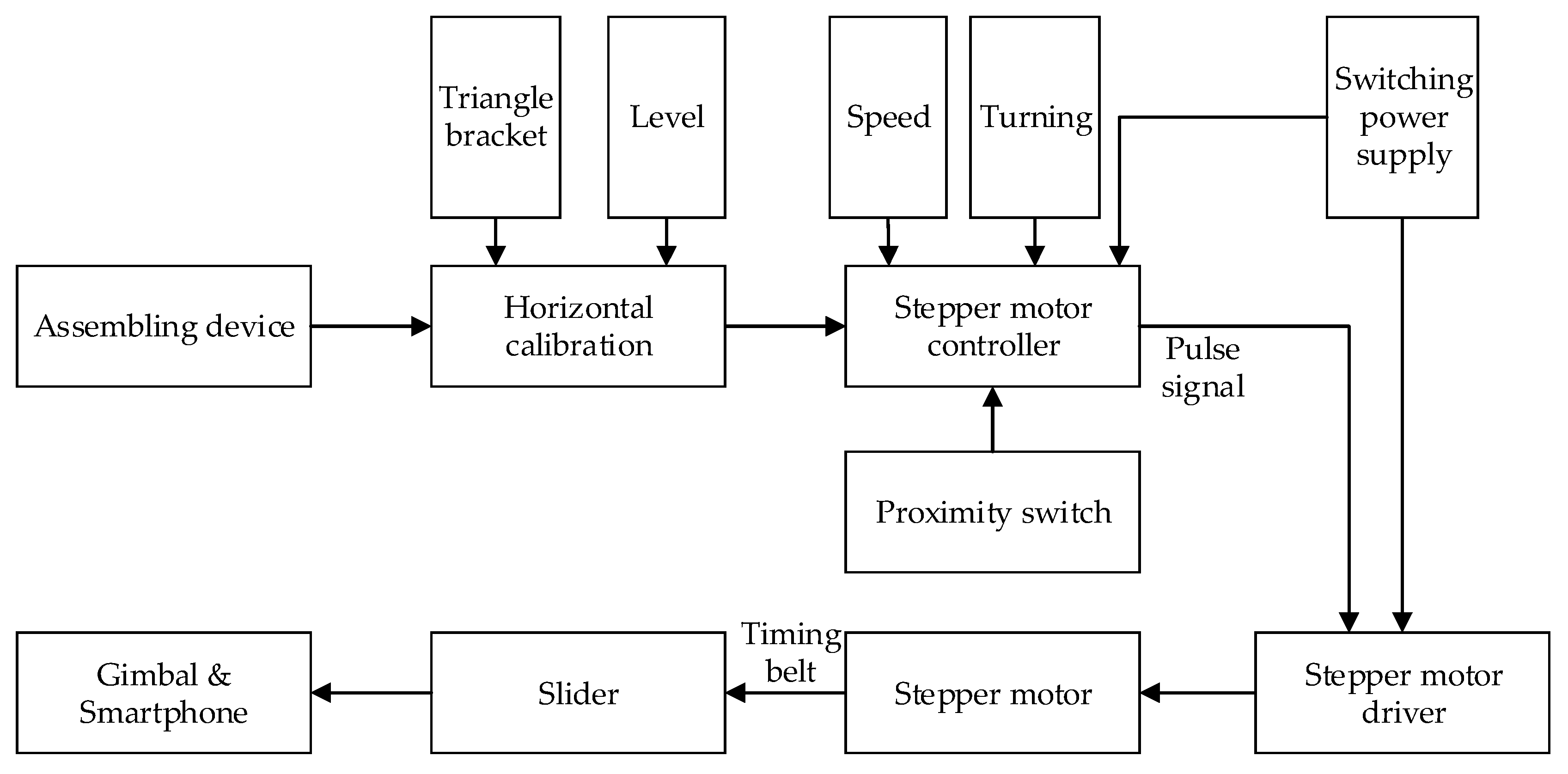
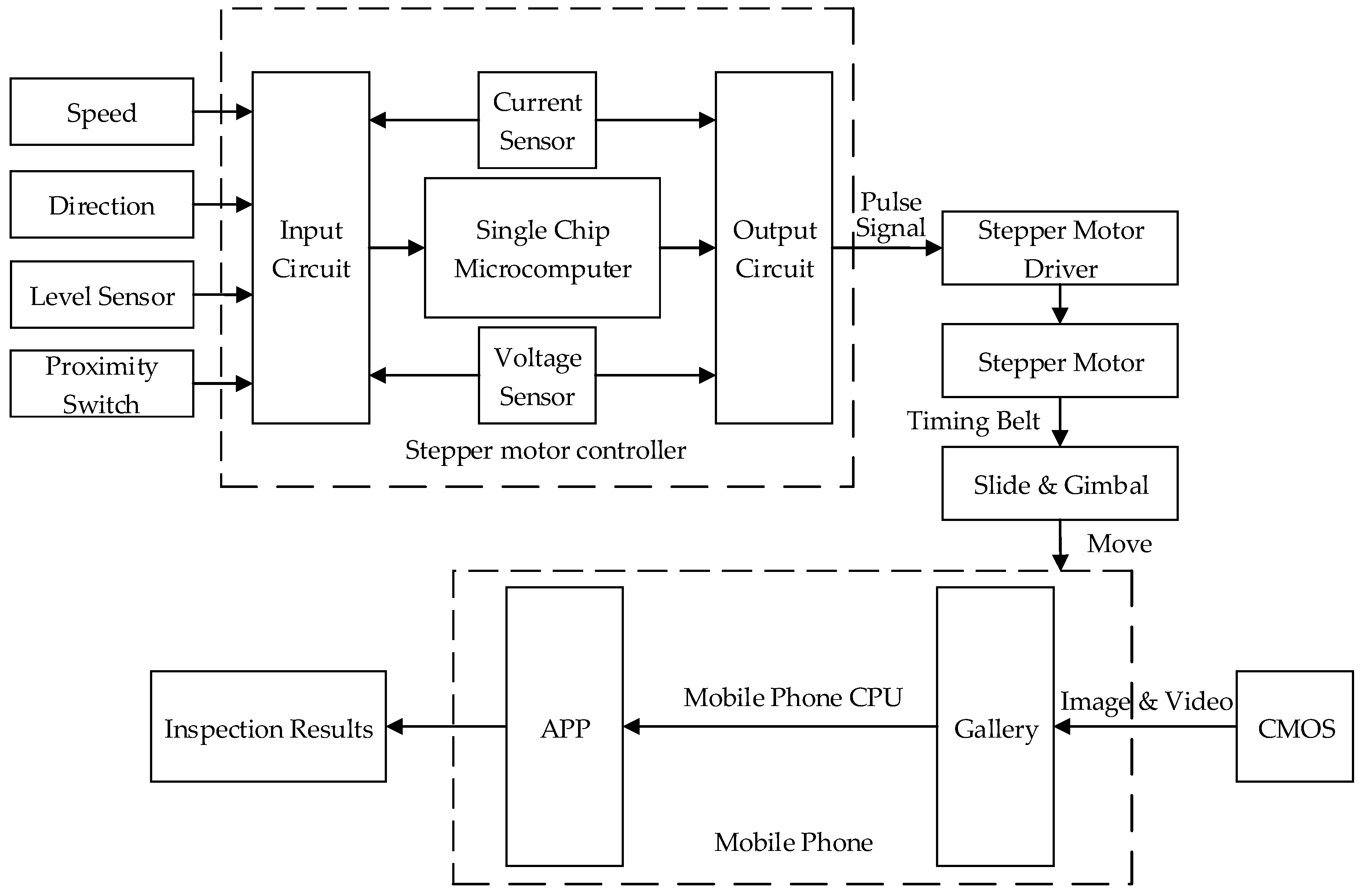
4.1.3. Controller
- Speed adjustment and direction determination. This unit has been dedicated to set velocity and direction by inputting the voltage.
- Balance degree estimation and motor control. The balance degree estimation unit is devoted to ensure the shooting height is fixed. The motor control unit is used to adjust the motor speed flexibly by means of input value to make sure that gimbal, with the smartphone, is running at the optimal speed and decelerating when slider is close to both ends. In the controller, a single chip microcomputer has been designed to implement the tasks of speed and direction control, and proximity limit will give the signal to the microcomputer to determine when to decelerate.
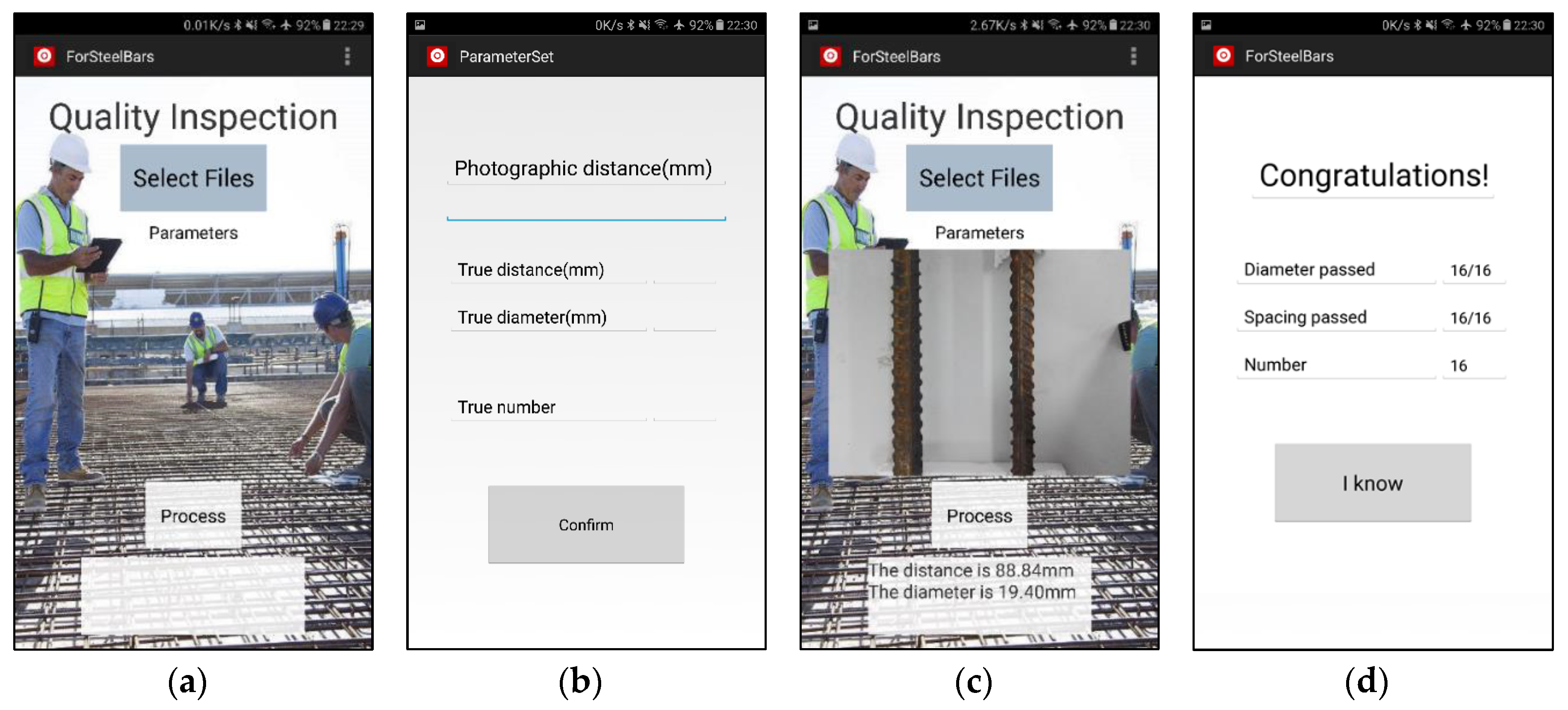
- Human machine interaction. A LCD, a keyboard with three buttons on the panel, and the smartphone are used for the interaction between human and machine. A LCD is installed for displaying the current speed and direction of stepper motor. Buttons are mainly responsible for parameter (velocity & direction) setting and devoted to manual operation in an emergency, such as emergency stop, system reset, and power switch. The stepper motor will drive the timing belt and finally make the smartphone move to capture videos. After acquisition finishes, we uninstall the smartphone from the device and open the APP to process and get the inspection results.
4.2. Software
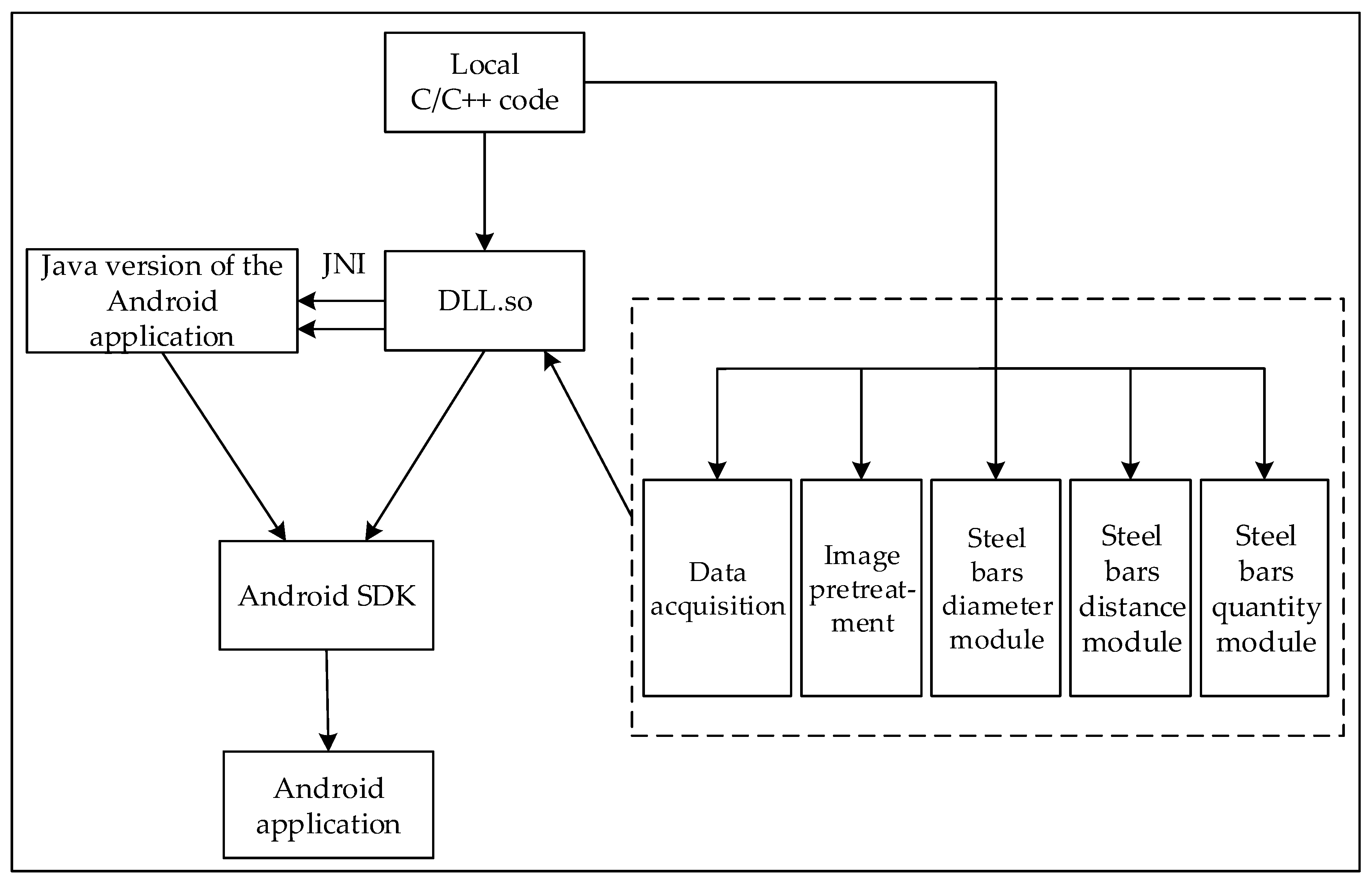
4.2.1. Development Environment
4.2.2. Development Platform
5. Results and Discussion
5.1. Statistical Results of Steel Bars Dimension Inspection
5.2. Statistical Results of Steel Bars Counting Number
5.3. Statistical Results of Processing Time
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| SPBLM | Sub-Pixel Boundary Location Method |
| FSM | Fast Stitch Method |
References
- Ahmedov, S.V.; Stetsenko, I.A.; Grushko, I.S. High precision device for diameter rebar control in reinforced concrete products. Procedia Eng. 2015, 129, 754–758. [Google Scholar] [CrossRef]
- Neogi, N.; Mohanta, D.K.; Dutta, P.K. Review of vision-based steel surface inspection systems. Eurasip J. Image Video Process. 2014, 1, 1–19. [Google Scholar] [CrossRef]
- Takayama, J.; Tanaka, T.; Hayakawa, A.; Ohyama, S.; Kobayashi, A. Position and diameter estimation and material discrimination of reinforcing steel or pipe for examination and evaluation of concrete structures. SICE Trans. 2007, 43, 741–748. [Google Scholar] [CrossRef]
- Lai, Y.; Kong, J.Y.; Liu, H.G. Defects detection methods of bar surface size under complex illumination. Manuf. Autom. 2015, 8, 56–58. [Google Scholar]
- Xu, M.H.; Lai, H.; Xie, H.C. Application of ground penetrating radar in the survey of the rebars in concrete slab. Nondestruct. Test. 2004, 26, 30–33. [Google Scholar]
- Yang, F.J.; Luo, X.X. Application of wavelet transform in GPR to detect reinforcing bar. Comput. Tech. Geophys. Geochem. Explor. 2009, 31, 354–360. [Google Scholar]
- Zhan, R.; Xie, H. GPR measurement of the diameter of steel bars in concrete specimens based on the stationary wavelet transform. Or Insight 1996, 51, 151–155. [Google Scholar] [CrossRef]
- Gaydecki, P.; Quek, S.; Miller, G. Extracting dimensional information from steel reinforcing bars in concrete using neural networks trained on data from an inductive sensor. NDT E Int. 2004, 37, 551–558. [Google Scholar]
- Zhu, Y.M.; Peng, Y.; Yuan, M.H. Method for Detecting the Diameter of Steel bar in Wall by Terahertz Wave or Millimeter Wave. CN Patent CN106247960, 21 December 2016. [Google Scholar]
- Takayama, J.Y.; Yoshinaga, T.; Ohyama, S. Precise diameter measurement of reinforcing bar and steel pipe based on bi-static model using microwave radar. In Proceedings of the SICE Annual Conference 2010, Taipei, Taiwan, 18–21 August 2010. [Google Scholar]
- Wang, C.Y.; Peng, P.C. Device for Measuring Size of Steel Bar in Structure and Method Thereof. U.S. Patent US20080198962, 21 August 2008. [Google Scholar]
- Zhang, J.C.; Li, W.B.; Lu, C.H. Design of automatic detection device for steel bar surface defects. Adv. Mater. Res. 2012, 532–533, 390–393. [Google Scholar] [CrossRef]
- Fernandes, B.T.; Silva, I.; Gaydecki, P.A. Vector extraction from digital images of steel bars produced by an inductive scanning system using a differential gradient method combined with a modified Hough transform. NDT E Int. 2000, 33, 69–75. [Google Scholar] [CrossRef]
- Otsu, N. A thresholding selection method from gray-level histogram. IEEE Trans. Syst. Man Cybern. 1979, 9, 62–66. [Google Scholar] [CrossRef]
- Wang, S.L.; Fu, Y.S. Hough Transform Edge Extraction Algorithm. J. Tongji Univ. 1996, 4, 471–474. [Google Scholar]
- Wang, J.; Zhu, Q.; Wang, W.; Zhao, L. Straight line extraction algorithm by Hough transform combining edge grouping. J. Remote Sens. 2014, 18, 378–389. [Google Scholar]
- Sun, Q.; Hou, Y.; Tan, Q. A subpixel edge detection method based on an arctangent edge model. Opt. Int. J. Light Electron Opt. 2016, 127, 5702–5710. [Google Scholar] [CrossRef]
- Pedersini, F.; Sarti, A.; Tubaro, S. Estimation and compensation of subpixel edge localization error. Pattern Anal. Mach. Intell. IEEE Trans. 2017, 19, 1278–1284. [Google Scholar] [CrossRef]
- Jensen, K.; Anastassiou, D. Subpixel Edge Localization and the Interpolation of Still Images. IEEE Trans. Image Process 1995, 4, 285–295. [Google Scholar] [CrossRef] [PubMed]
- Han, Q.D.; Shen, Y. Counting method for wire bars and rods based on digital image processing. J. Image Graph. 2007, 12, 1276–1279. [Google Scholar]
- Li, J.; Wang, Y.; Zhang, Q.; Chen, W. Method of counting thin steel plates based on digital image processing. In Proceedings of the International Conference on Image Analysis and Signal Processing, IASP 2011, Wuhan, China, 21–23 October 2011. [Google Scholar]
- Chen, J. Research of Counting Method for Steel bars Based on Digital Image Processing. Master’s Thesis, Shandong University, Jinan, China, 2012. (In Chinese). [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| References | Measuring Parameters | Sensors | Inspection Method | Absolute Error | Relative Error |
|---|---|---|---|---|---|
| Defects detection methods of bar surface size under complex illumination [4] | Diameter | CCD | Machine vision | More than 0.072 mm | More than 0.18% |
| Application of ground penetrating radar in the survey of the rebar in concrete slab [5] | Diameter and spacing | Ground penetrating radar | Radar image processing | More than 2 mm | More than 10% |
| Application of wavelet transform in GPR to detect reinforcing bar [6] | Diameter and spacing | Ground penetrating radar | Wavelet transform | More than 0.4 mm | More than 1.6% |
| GPR measurement of the diameter of steel bars in concrete specimens based on the stationary wavelet transform [7] | Diameter and spacing | Ground penetrating radar | Radar image processing | More than 2 mm | More than 9.1% |
| Extracting dimensional information from steel reinforcing bars in concrete using neural networks trained on data from an inductive sensor [8] | Diameter and spacing | Inductive sensor | Neural networks | More than 0.12 mm | More than 1.1% |
| Method for detecting the diameter of steel bar in wall by terahertz wave or millimeter wave [9] | Diameter | Terahertz wave or millimeter wave | Measuring the power of reflected signal | - | - |
| Precise Diameter Measurement of Reinforcing Bar and Steel Pipe based on Bi-static Model using Microwave Radar [10] | Diameter | Microwave radar | Microwave propagation time | More than 5.6 mm | More than 20% |
| Group | Original Image | Image after Median Filter | Segmentation by Otsu Method | Edges Detected by Canny |
|---|---|---|---|---|
| 1 |  |  |  |  |
| 2 |  |  |  |  |
| 3 |  |  |  |  |
| 4 |  |  |  |  |
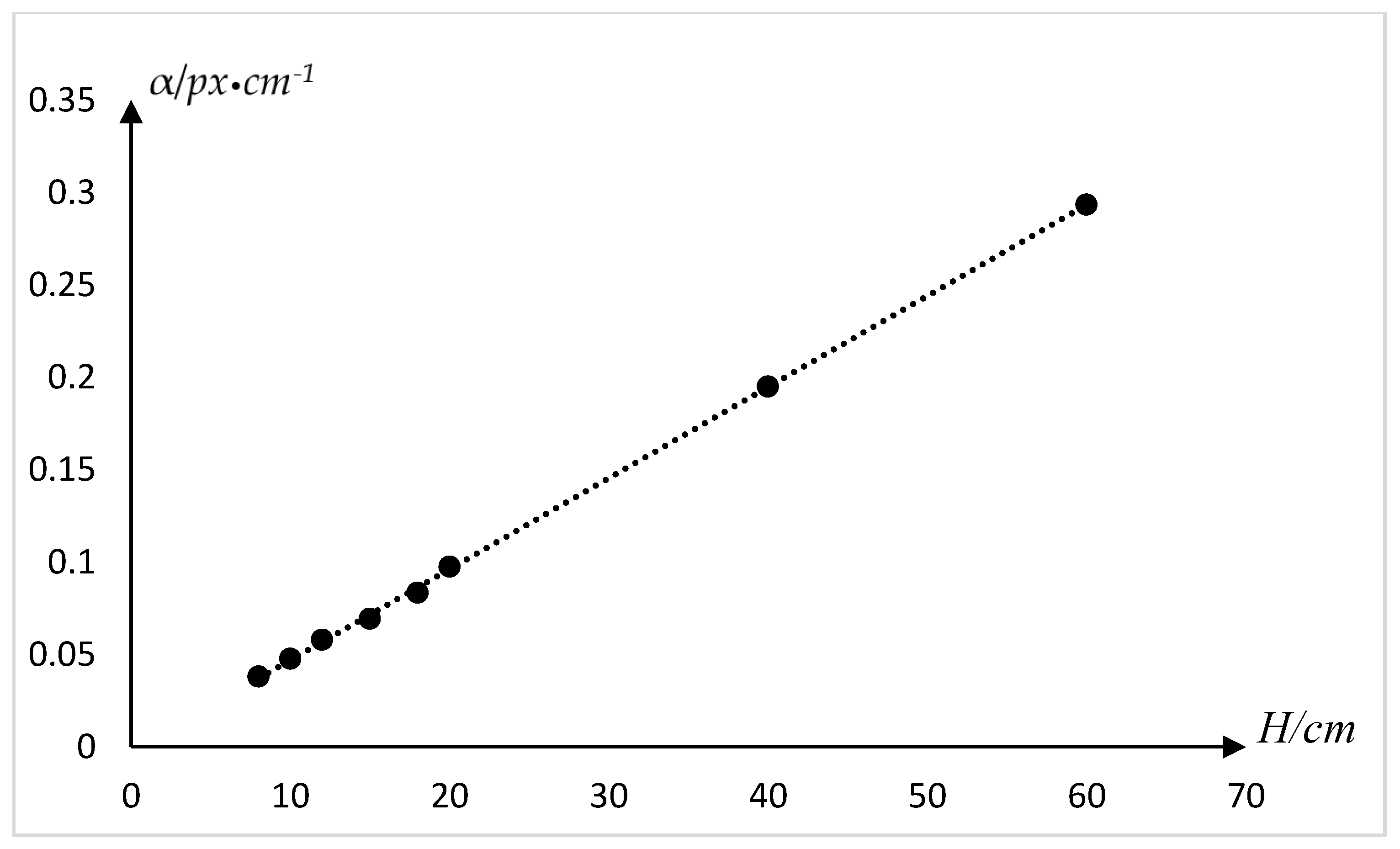
| Fixed Height H (cm) | Scale Length D (mm) | Number of Pixels (px) | Transformation Parameter |
|---|---|---|---|
| 8 | 60 | 1575 | 0.038095238 |
| 10 | 80 | 1675 | 0.047761194 |
| 12 | 90 | 1550 | 0.058064516 |
| 15 | 100 | 1440 | 0.069444444 |
| 18 | 120 | 1438 | 0.083449235 |
| 20 | 140 | 1434 | 0.097629010 |
| 40 | 150 | 769 | 0.195058518 |
| 60 | 150 | 511 | 0.293542074 |
| Parameter | Sensor | ||||
|---|---|---|---|---|---|
| CMOS | Level Sensor | Proximity Switch | Voltage Sensor | Current Sensor | |
| Measurement range | 16 MP | 0~90° | 0~2.0 cm | 0~40 V | 0~2.21 A |
| Degree of precision | 1 px | 0.05° | 0.1 cm | 1.0% | 1.0% |
| Temperature range | −20~50 °C | −5~70 °C | 0~50 °C | −40~70 °C | −40~70 °C |
| Group | Collected Images/Video Screenshot | True Value (mm) | Measured Value (mm) | Absolute Error (mm) | Relative Error |
|---|---|---|---|---|---|
| 1 |  | 20.00-D 20.00-D 105.00-S | 19.96-D 20.29-D 107.80-S | 0.04-D 0.29-D 2.80-S | 0.002%-D 1.45%-D 2.67%-S |
| 2 |  | 20.00-D 20.00-D 120.00-S | 20.18-D 20.07-D 122.26-S | 0.18-D 0.07-D 2.26-S | 0.90%-D 0.35%-D 1.88%-S |
| 3 |  | 20.00-D 15.00-D 90.00-S | 19.40-D 15.18-D 88.84-S | 0.60-D 0.18-D 1.16-S | 3.00%-D 1.20%-D 1.29%-S |
| 4 |  | 20.00-D 20.00-D 135.00-S | 20.57-D 20.40-D 133.93-S | 0.57-D 0.40-D 1.07-S | 2.85%-D 2.00%-D 0.79%-S |
| 5 |  | 20.00-D 15.00-D 135.00-S | 21.18-D 16.07-D 134.04-S | 1.18-D 1.07-D 0.96-S | 5.90%-D 7.13%-D 0.71%-S |
| Group | Video Screenshot | True Value (mm) | Measured Value (mm) | Absolute Error (mm) | Relative Error |
|---|---|---|---|---|---|
| 1 |  | 20.00-D 15.00-D 105.00-S | 19.49-D 15.21-D 106.44-S | 0.51-D 0.21-D 1.44-S | 2.55%-D 1.40%-D 1.37%-S |
| 2 |  | 20.00-D 15.00-D 120.00-S | 20.83-D 14.19-D 118.93-S | 0.83-D 0.81-D 1.07-S | 4.05%-D 5.40%-D 0.89%-S |
| 3 |  | 20.00-D 15.00-D 65.00-S | 21.09-D 14.11-D 65.31-S | 1.09-D 0.89-D 0.31-S | 5.45%-D 5.93%-D 0.48%-S |
| 4 |  | 15.00-D 20.00-D 150.00-S | 14.67-D 20.85-D 151.66-S | 0.33-D 0.85-D 1.66-S | 2.20%-D 4.25%-D 1.11%-S |
| Group | Frame of Video | True Number | Counting Number | Absolute Error | Relative Error |
|---|---|---|---|---|---|
| 1 |  | 7 | 7 | 0 | 0 |
| 2 |  | 9 | 9 | 0 | 0 |
| 3 |  | 15 | 15 | 0 | 0 |
| 4 |  | 6 | 6 | 0 | 0 |
| 5 |  | 17 | 17 | 0 | 0 |
| Photo | Processing Time (s) | Video | Video Time (s) | Processing Time (s) |
|---|---|---|---|---|
| 1 | 0.054 | 1 | 3.430 | 4.182 |
| 2 | 0.061 | 2 | 5.133 | 4.993 |
| 3 | 0.067 | 3 | 6.833 | 5.683 |
| 4 | 0.057 | 4 | 10.267 | 7.650 |
| 5 | 0.060 | 5 | 20.600 | 14.048 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, X.; Zhang, J.; Ma, M.; Chen, Z.; Yue, S.; He, T.; Xu, X. A High Precision Quality Inspection System for Steel Bars Based on Machine Vision. Sensors 2018, 18, 2732. https://doi.org/10.3390/s18082732
Zhang X, Zhang J, Ma M, Chen Z, Yue S, He T, Xu X. A High Precision Quality Inspection System for Steel Bars Based on Machine Vision. Sensors. 2018; 18(8):2732. https://doi.org/10.3390/s18082732
Chicago/Turabian StyleZhang, Xinman, Jiayu Zhang, Mei Ma, Zhiqi Chen, Shuangling Yue, Tingting He, and Xuebin Xu. 2018. "A High Precision Quality Inspection System for Steel Bars Based on Machine Vision" Sensors 18, no. 8: 2732. https://doi.org/10.3390/s18082732
APA StyleZhang, X., Zhang, J., Ma, M., Chen, Z., Yue, S., He, T., & Xu, X. (2018). A High Precision Quality Inspection System for Steel Bars Based on Machine Vision. Sensors, 18(8), 2732. https://doi.org/10.3390/s18082732