Smooth Surface Visual Imaging Method for Eliminating High Reflection Disturbance

Abstract
:1. Introduction
2. The System for Visual Imaging
2.1. Visual Imaging Principle
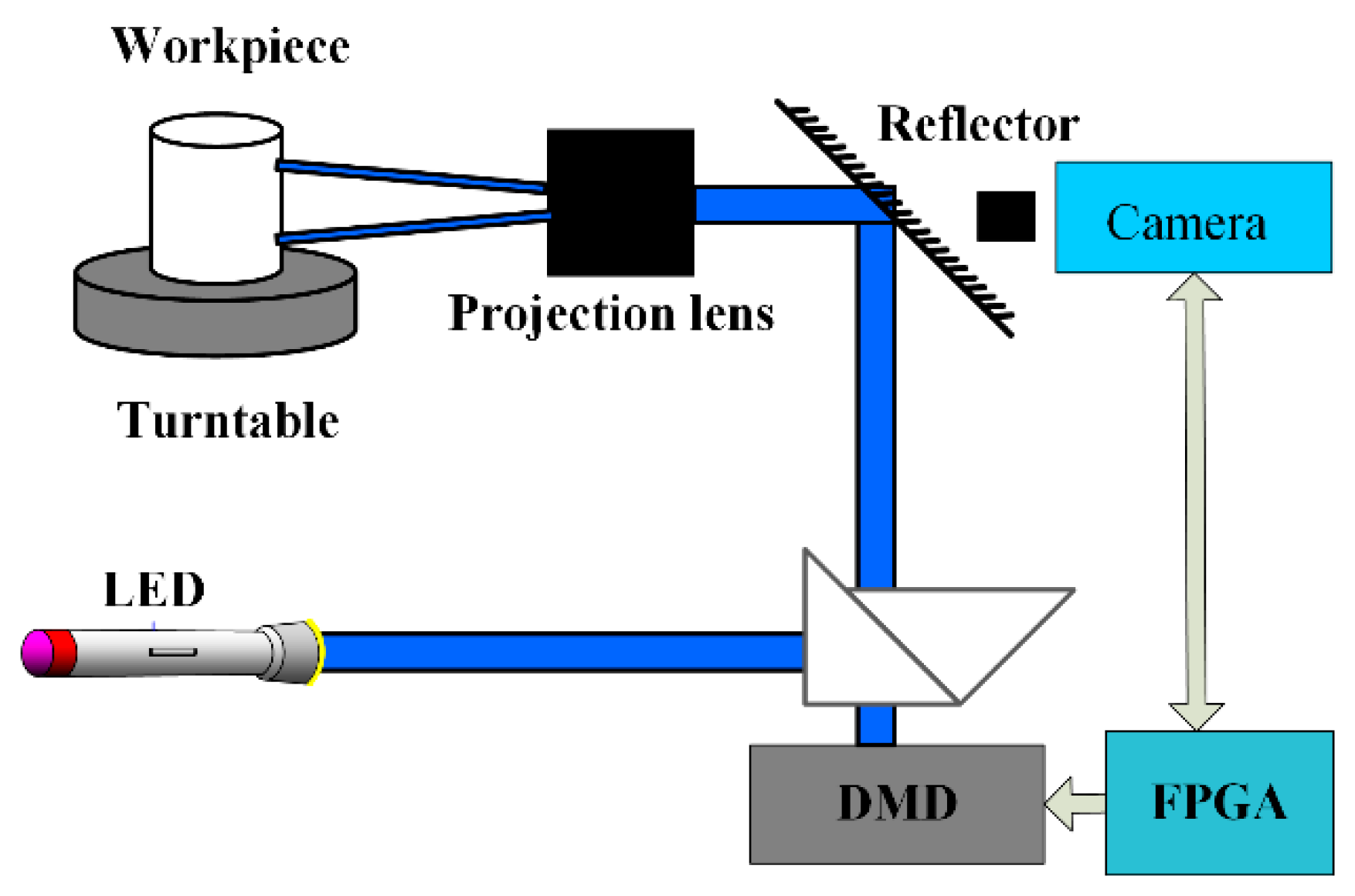
2.2. Composition of Adaptive Illumination System
2.2.1. LED Light Source
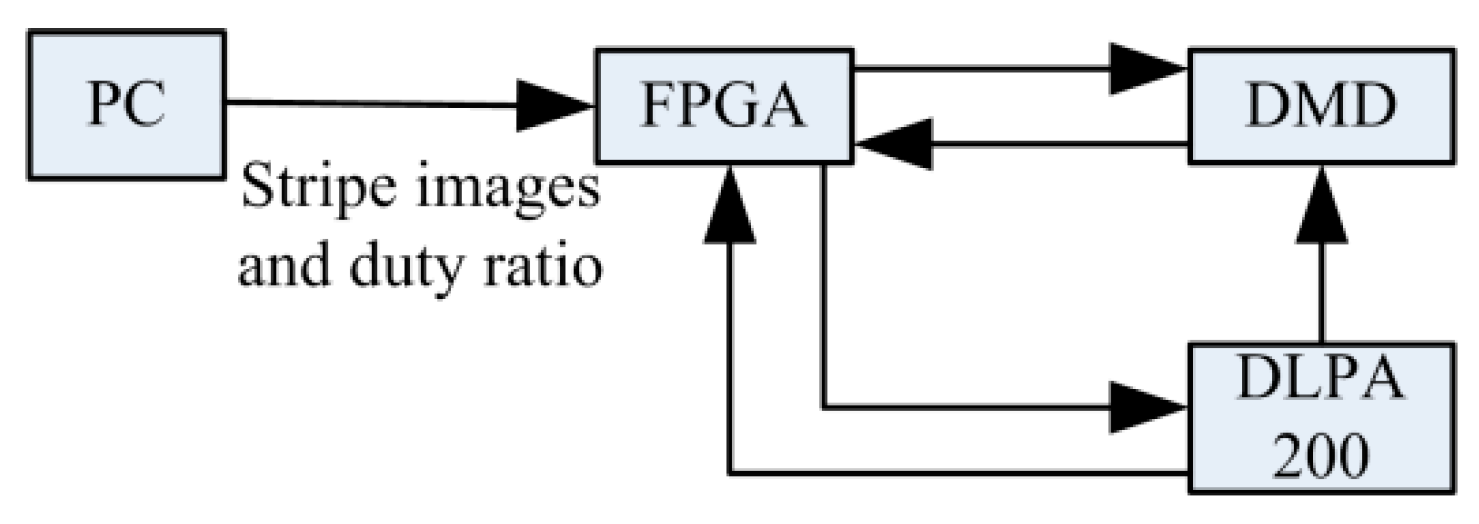
2.2.2. Spatiotemporal Light Modulation
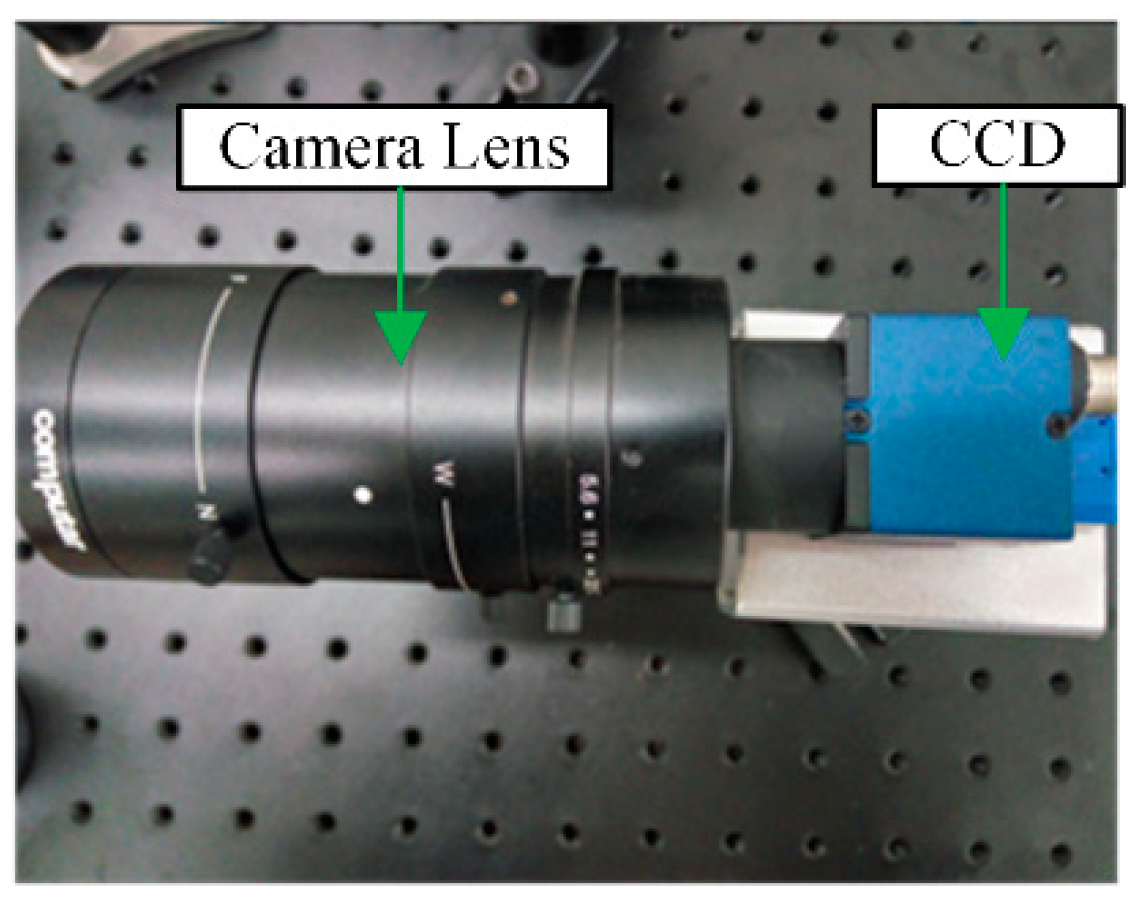
2.2.3. Image Acquisition
3. A Visual Imaging Method of Adaptive Illumination
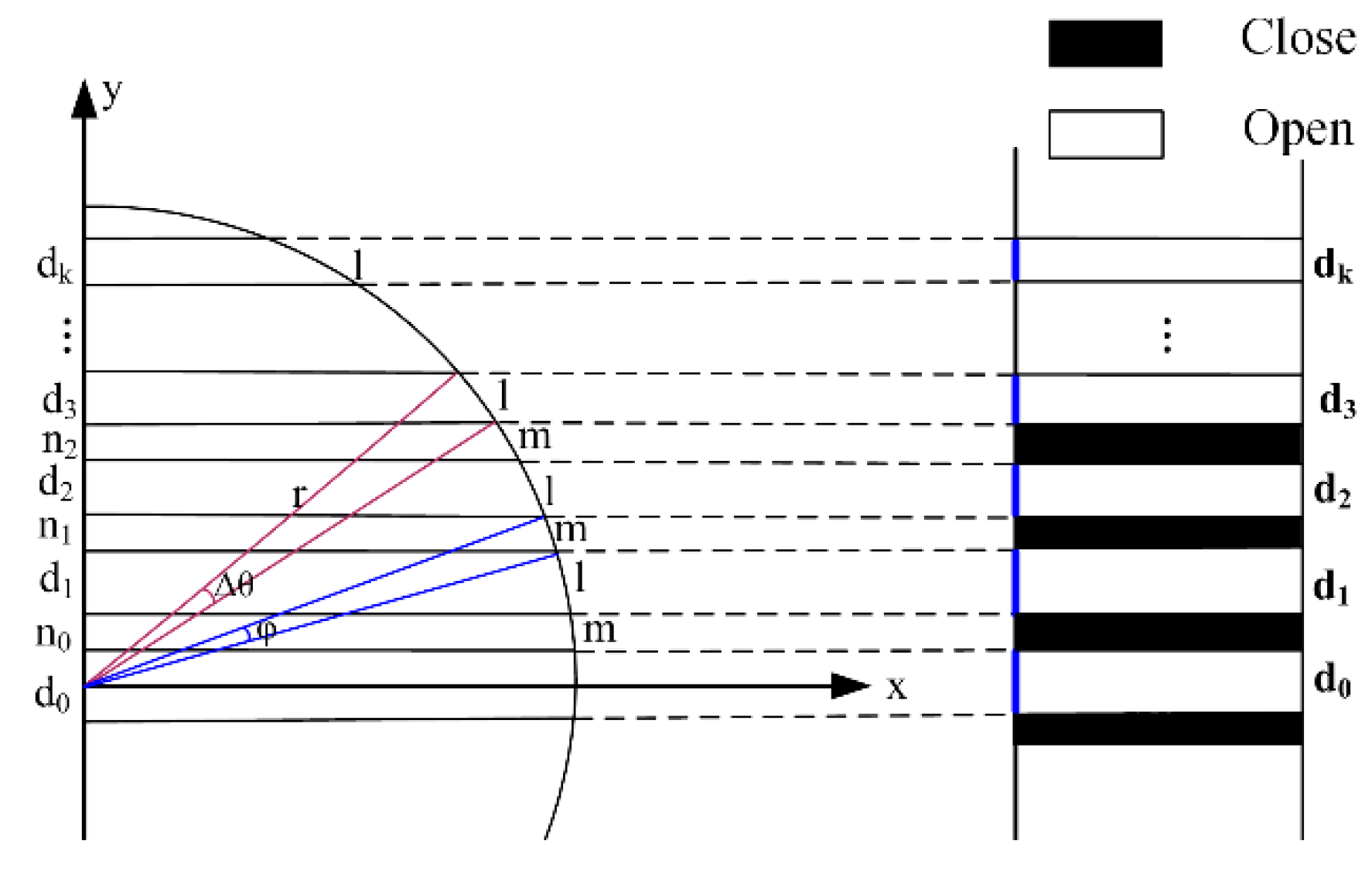
3.1. Uniform Straight Stripe Algorithm
3.2. Simulation of Uniform Stripe Algorithm
3.3. Visual Imaging of Adaptive Illumination of Light Intensity
- (1)
- Firstly, according to the uniform straight stripe algorithm, the illumination stripes P1–PN, as well as the distribution of the workpiece, are calculated, where N is the total number of stripes.
- (2)
- Suppose that the space-time duty ratio of each stripe is DRi = 50 %; then, i = 1–N.
- (3)
- Based on the space-time duty ratio of each stripe, the workpiece is illuminated by the time–space modulation stripe by the control of FPAG over DMD.
- (4)
- The image of the workpiece in the illumination area is captured by a digital camera. The grey value RGBi, standard deviation σ of each stripe, the deviation Erri = RGBi − Avg (average grey value) and the maximum (Max) and minimum (Min) grey value of each stripe are calculated.
- (5)
- The requirement of illumination uniformity can be determined according to the value of σ. If σ [σ], the space-time duty ratio DRi+1 = DRI + Erri/(Max − Min)∗K of each stripe should be revised, and the process should return to step (3); if σ , the adaptive modulation of light comes to an end.
4. Experiment Results
4.1. Experimental Platform
4.2. Experimental Analysis
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Wang, Y.W.; Lin, Y.Z.; Jia, K.D.; Zhang Z., R.; Liu X., L. Comparative Analysis on Inspection of Steel Ball Surface Defect in Air and Oil Medium. Bearing 2010, 5, 37–39. [Google Scholar]
- Zhao, Y.L.; Wang, P.; Hao, H.R.; Liu, X. The Embedded Control System of Vision Inspecting Instrument for Steel Ball Surface Defect. In Proceedings of the 2008 IEEE Chinese Control & Decision Conference, Yantai, China, 2–4 July 2008; pp. 3469–3471. [Google Scholar]
- Do, Y.; Lee, S.; Kim, Y. Vision-Based Surface Defect Inspection of Metal Balls. Meas. Sci. Technol. 2011, 22, 107001. [Google Scholar] [CrossRef]
- Zhang, Z.; Yoshioka, H.; Imamura, T.; Miyake, T. Optimization of Light-Source Position in Appearance Inspection for Surface with Specular Reflection. In Proceedings of the IEEE International Conference on Information and Automation, Yinchuan, China, 26–28 August 2013; pp. 602–607. [Google Scholar]
- Ng, T.W. Optical Inspection of Ball Bearing Defects. Meas. Sci. Technol. 2007, 18, N73–N76. [Google Scholar] [CrossRef]
- Le, J.; Guo, J.J.; Zhu, H.; Fang, H.Y.; Shao, W. A fast defect-detecting method for smooth hemispherical shell surface. Opt. Electron. Eng. 2004, 10, 37–39. [Google Scholar]
- Wang, Z.; Xing, Q.; Fu, L.H.; Sun, H. Realtime Vision-Based Surface Defect Inspection of Steel Balls. Trans. Tianjin Univ. 2015, 21, 76–82. [Google Scholar] [CrossRef]
- Wang, H.; Miao, R.; Wu, X.S.; Ni, W.Y.; Tang, X.C. Polycrystalline Silicon Wafer Surface Color Defect Inspection Based on Machine Vision. Appl. Mech. Mater. 2014, 548–549, 48–52. [Google Scholar] [CrossRef]
- Guo, H.R.; Shao, W.; Zhou, A.W.; Yang, Y.; Liu, K. Novel defect recognition method based on adaptive global threshold for highlight metal surface. Chin. J. Sci. Instrum. 2017, 38, 2797–2804. [Google Scholar]
- Fu, R. Optimum Design of Fresnel Concentrator and Application Research in Concentrating Photovoltaic Technology. Thesis, North China Electric Power University, Beijing, China, 2017. [Google Scholar]
- Dan, D.; Lei, M.; Yao, B.; Wang, W.; Winterhalder, M.; Zumbusch, A.; Qi, Y.; Xia, L.; Yan, S.; Yang, Y.; et al. DMD-based LED-illumination super-resolution and optical sectioning microscopy. Sci. Rep. 2013, 3, 1116. [Google Scholar] [CrossRef] [PubMed]
- Schubert, F.; Wiggenhauser, H.; Lausch, R. On the accuracy of thickness measurements in impact-echo testing of finite concrete specimens—Numerical and experimental results. Ultrasonics 2004, 42, 897–901. [Google Scholar] [CrossRef] [PubMed]
- Juratli, T.A.; McCabe, D.; Nayyar, N.; Williams, E.A.; Silverman, I.M.; Tummala, S.S.; Fink, A.L.; Baig, A.; Martinez-Lage, M.; Selig, M.K.; et al. DMD genomic deletions characterize a subset of progressive/higher-grade meningiomas with poor outcome. Acta Neuropathol. 2018, 136, 779–792. [Google Scholar] [CrossRef] [PubMed]
- Zhu, Q.; Yang, X.B.; Li, M.S.; Li, H.; Wang, C.; Liu S., P.; Jian J., M.; Xiong D., X. Spot Array Optimization Parallel Confocal Imaging Based on Digital Micromirror Devices. Acta Opt. Sin. 2018, 38, 0118001. [Google Scholar]
- Wu, D.; Chen, T.; Li, A. A High Precision Approach to Calibrate a Structured Light Vision Sensor in a Robot-Based Three-Dimensional Measurement System. Sensors 2016, 16, 1388. [Google Scholar] [CrossRef] [PubMed]
- Feng, W.; Zhang, F.M.; Qu, X.H.; Zheng, S. Per-pixel coded exposure for high-speed and high-resolution imaging using a digital micromirror device camera. Sensors 2016, 16, 331. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Strube, S.; Molnar, G.; Danzebrink, H.U.; Dai, G.; Bosse, H.; Hou, W. Parallel large-range scanning confocal microscope based on a digital micromirror device. Optik 2013, 124, 1585–1588. [Google Scholar] [CrossRef]
- Tang, W.Z.; Cao, Z.W.; Shi, J.H.; Zeng, G.H.; Fang, S.H. Back-Side Correlation Imaging with Digital Micro Mirror. Acta Opt. Sin. 2015, 35, 0511004. [Google Scholar] [CrossRef]
- Liu, Y.J. Design and Simulation of DLP Projection Lighting System Based on LED Light Source. Thesis, Shenzhen University, Shenzhen, China, 2015. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Stripe No. | Theoretical Value/mm | Measured Value/mm | Err/mm |
|---|---|---|---|
| 1 | 0.698 | 0.702 | −0.004 |
| 2 | 0.349 | 0.321 | 0.028 |
| 3 | 0.697 | 0.684 | 0.013 |
| 4 | 0.348 | 0.336 | 0.012 |
| 5 | 0.694 | 0.704 | −0.010 |
| Stripe No. | Theoretical Value/mm | Measured Value/mm | Err/mm |
|---|---|---|---|
| 1 | 0.349 | 0.357 | −0.008 |
| 2 | 0.175 | 0.165 | 0.010 |
| 3 | 0.349 | 0.361 | −0.012 |
| 4 | 0.174 | 0.182 | −0.008 |
| 5 | 0.349 | 0.339 | 0.010 |
| 6 | 0.174 | 0.190 | −0.016 |
| 7 | 0.348 | 0.357 | −0.009 |
| 8 | 0.174 | 0.185 | −0.011 |
| 9 | 0.347 | 0.350 | −0.003 |
| 10 | 0.173 | 0.163 | 0.010 |
| 11 | 0.346 | 0.331 | 0.015 |
| Device | Device Type |
|---|---|
| Illuminant | LED (455 nm) |
| Prism | TIR |
| DMD | 0.7 Inch, 1024 × 768 |
| Projection lens | F = 150 mm |
| Stripe No. | Gray Value (106) | Stripe No | Gray Value (106) |
|---|---|---|---|
| 1 | 0.7 | 9 | 8.1 |
| 2 | 1.0 | 10 | 5.9 |
| 3 | 1.1 | 11 | 2.8 |
| 4 | 1.1 | 12 | 1.3 |
| 5 | 1.0 | 13 | 1.4 |
| 6 | 1.6 | 14 | 1.2 |
| 7 | 1.7 | 15 | 1.1 |
| 8 | 1.9 | 16 | 8.8 |
| Stripe No. | Gray Value (106) | Stripe No | Gray Value (106) |
|---|---|---|---|
| 1 | 0.7 | 9 | 3.5 |
| 2 | 1.0 | 10 | 3.2 |
| 3 | 1.0 | 11 | 2.7 |
| 4 | 1.0 | 12 | 1.3 |
| 5 | 1.1 | 13 | 1.4 |
| 6 | 1.7 | 14 | 1.2 |
| 7 | 1.8 | 15 | 1.1 |
| 8 | 1.9 | 16 | 0.8 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shao, W.; Liu, K.; Shao, Y.; Zhou, A. Smooth Surface Visual Imaging Method for Eliminating High Reflection Disturbance. Sensors 2019, 19, 4953. https://doi.org/10.3390/s19224953
Shao W, Liu K, Shao Y, Zhou A. Smooth Surface Visual Imaging Method for Eliminating High Reflection Disturbance. Sensors. 2019; 19(22):4953. https://doi.org/10.3390/s19224953
Chicago/Turabian StyleShao, Wei, Kaibin Liu, Yunqiu Shao, and Awei Zhou. 2019. "Smooth Surface Visual Imaging Method for Eliminating High Reflection Disturbance" Sensors 19, no. 22: 4953. https://doi.org/10.3390/s19224953
APA StyleShao, W., Liu, K., Shao, Y., & Zhou, A. (2019). Smooth Surface Visual Imaging Method for Eliminating High Reflection Disturbance. Sensors, 19(22), 4953. https://doi.org/10.3390/s19224953