Proactive Scheduling for Job-Shop Based on Abnormal Event Monitoring of Workpieces and Remaining Useful Life Prediction of Tools in Wisdom Manufacturing Workshop



Abstract
:1. Introduction
2. Literature Review
3. Proactive Scheduling Scheme
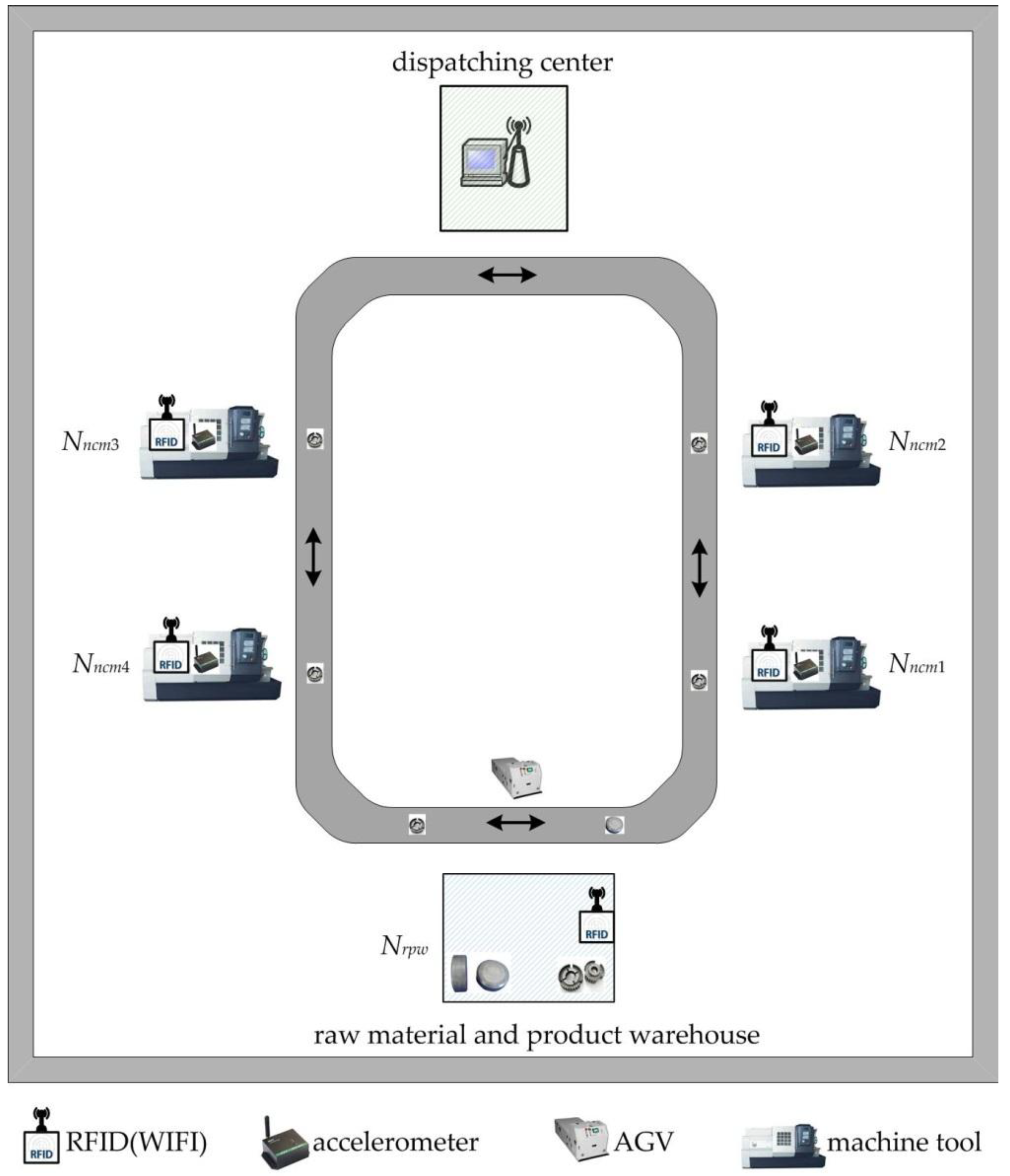
3.1. Perceptual Environment Construction
3.2. Proactive Scheduling Mathematical Model
- The processing path of each workpiece may be different;
- At each moment, each machine tool can only be used to machine one process, and the process is not allowed to be interrupted; each machine tool is equipped with input/output buffer;
- Only one machine tool can be selected for each process;
- The processing time of each process has been determined;
- A workpiece cannot be processed on different machine tools at the same time;
- The preparation time of the process is ignored, or contained in the processing time;
- In case of real-time disturbance or predicted event, the machining process without impact will continue to machine until the process is completed.
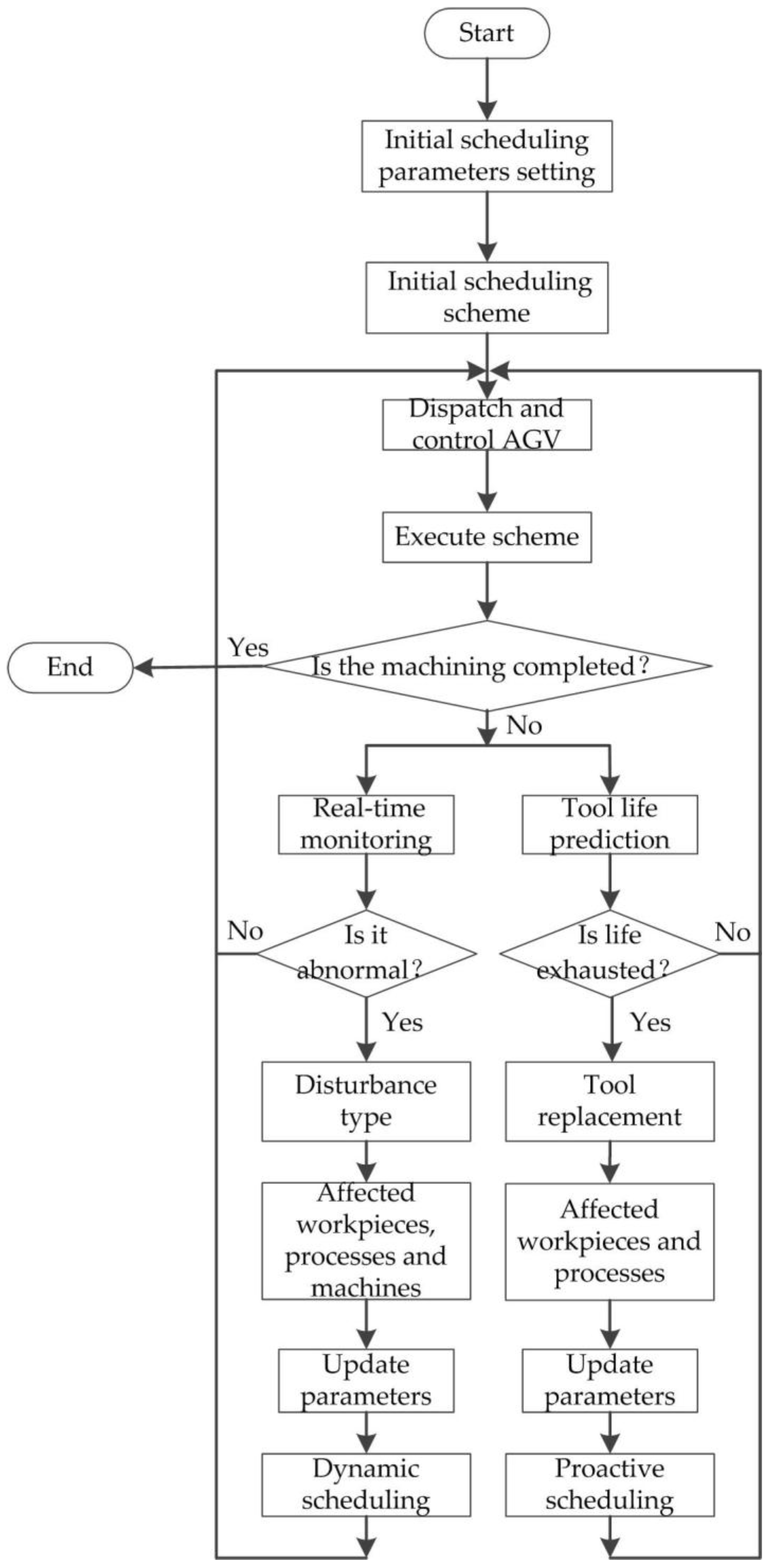
3.3. Proactive Scheduling Framework
3.4. Proactive Scheduling Strategy
3.5. Proactive Scheduling Algorithm
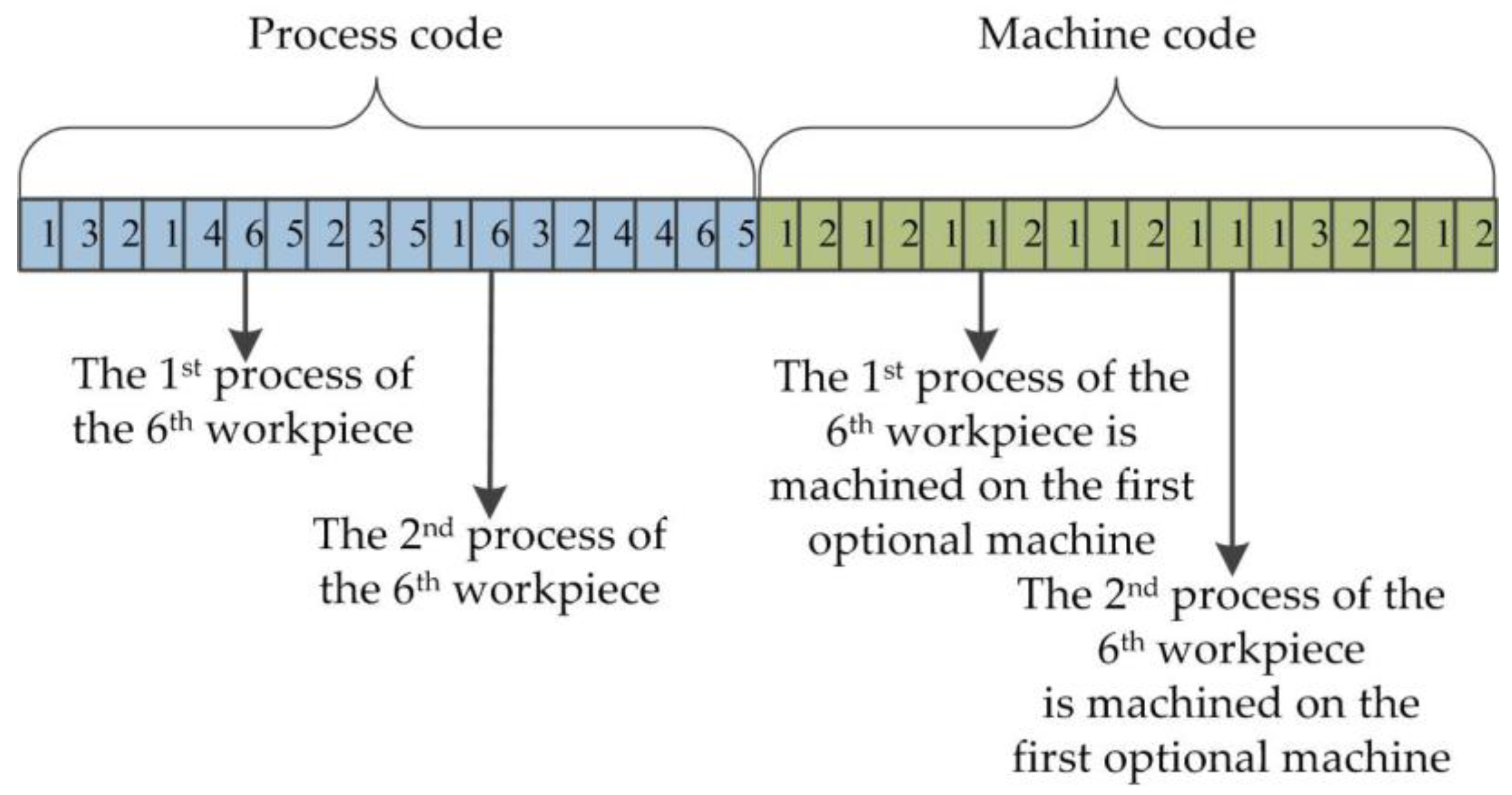
3.5.1. Double-Encoding
3.5.2. Fitness Function Calculation
3.5.3. Selection Operation
3.5.4. Crossover Operation
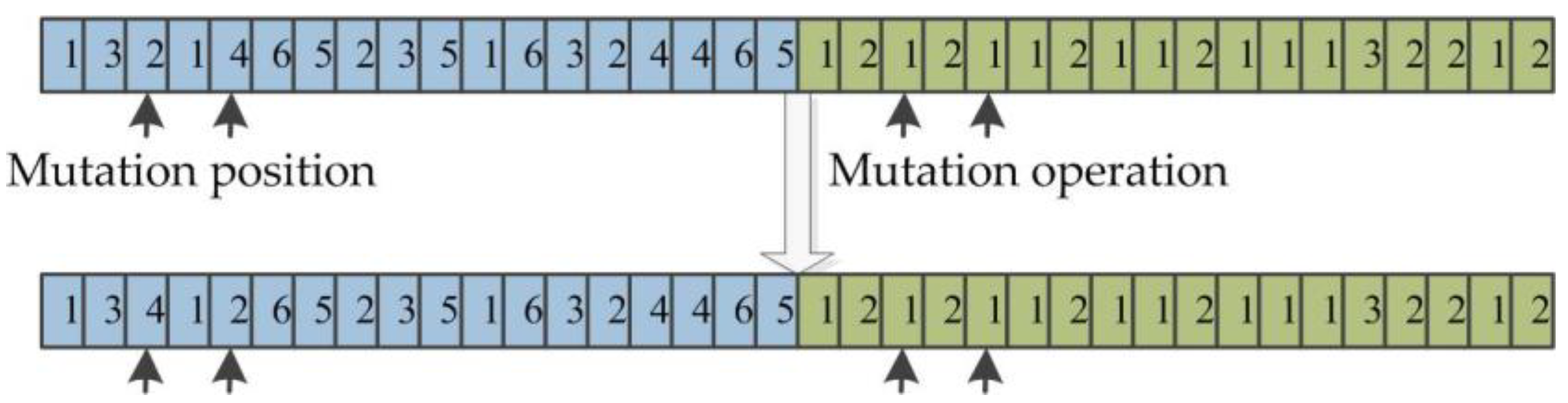
3.5.5. Mutation Operation
3.5.6. Double-Evolving
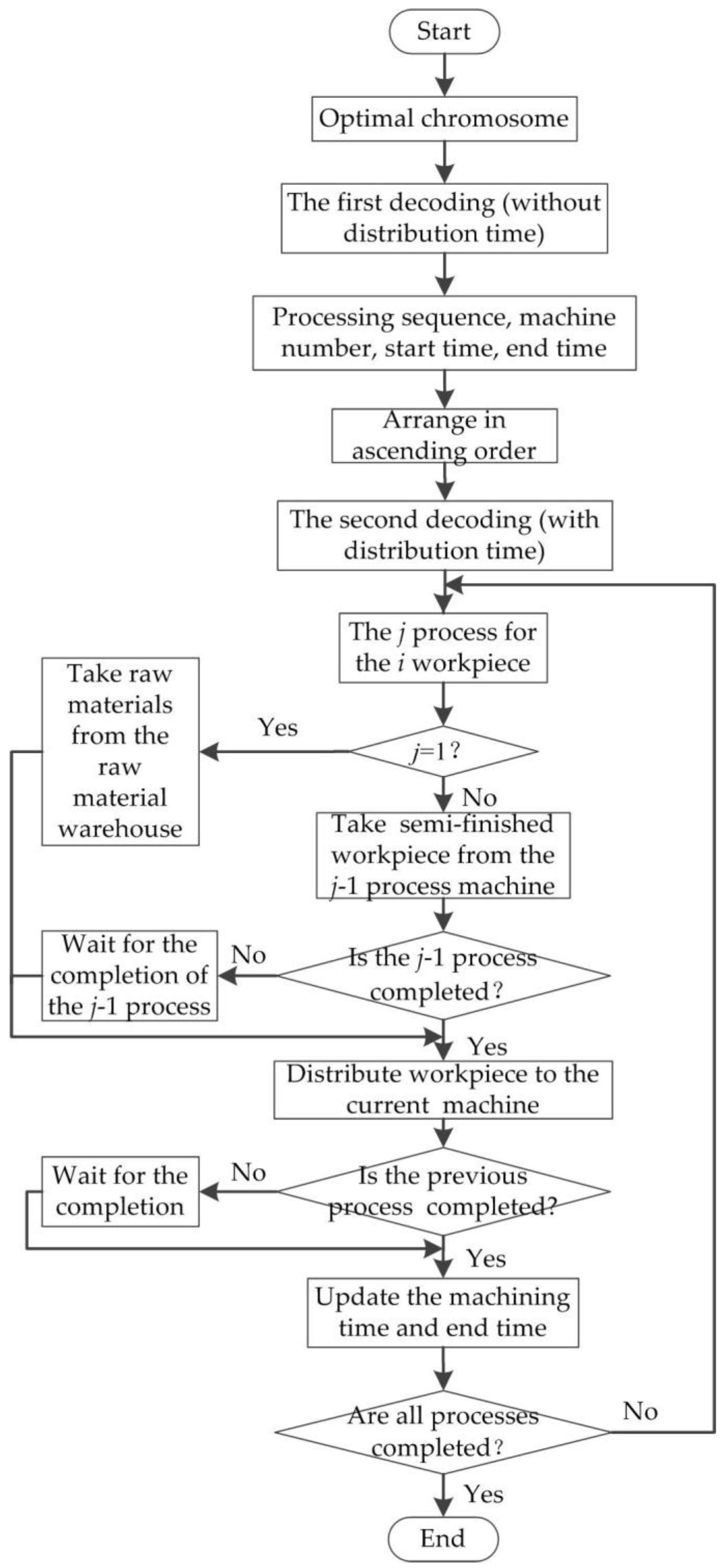
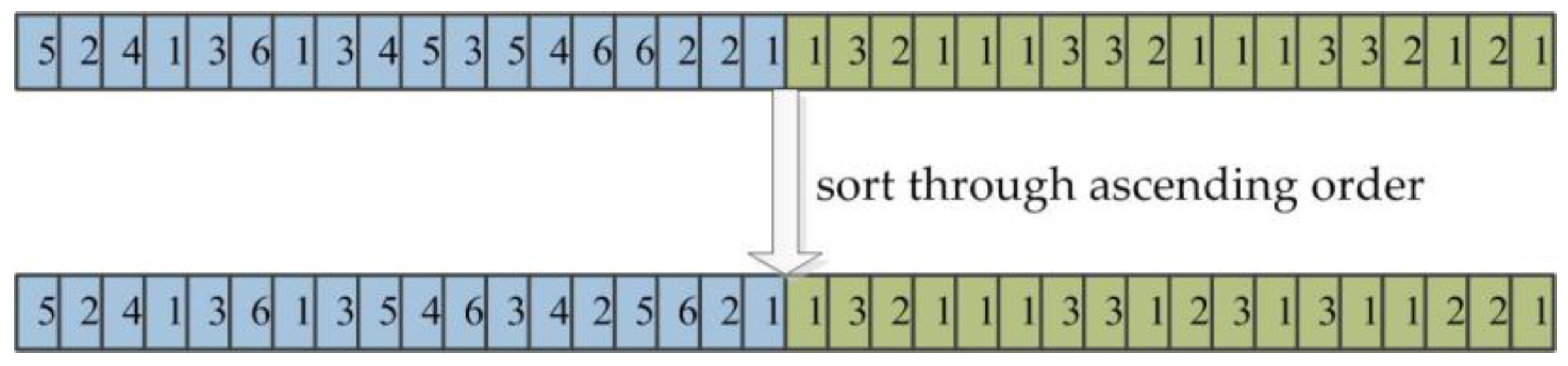
3.5.7. Double-Decoding
4. Experimental Results and Analysis
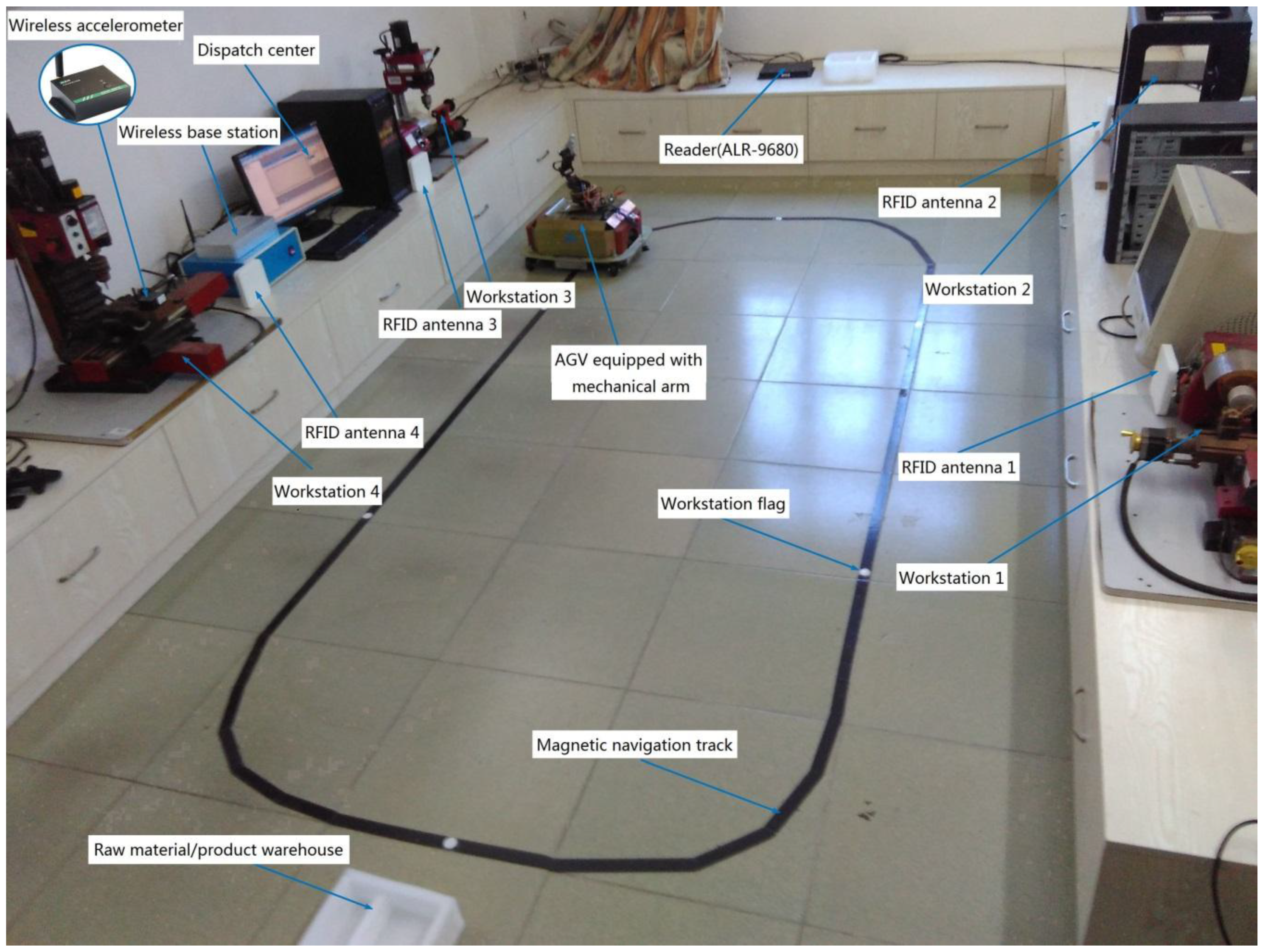
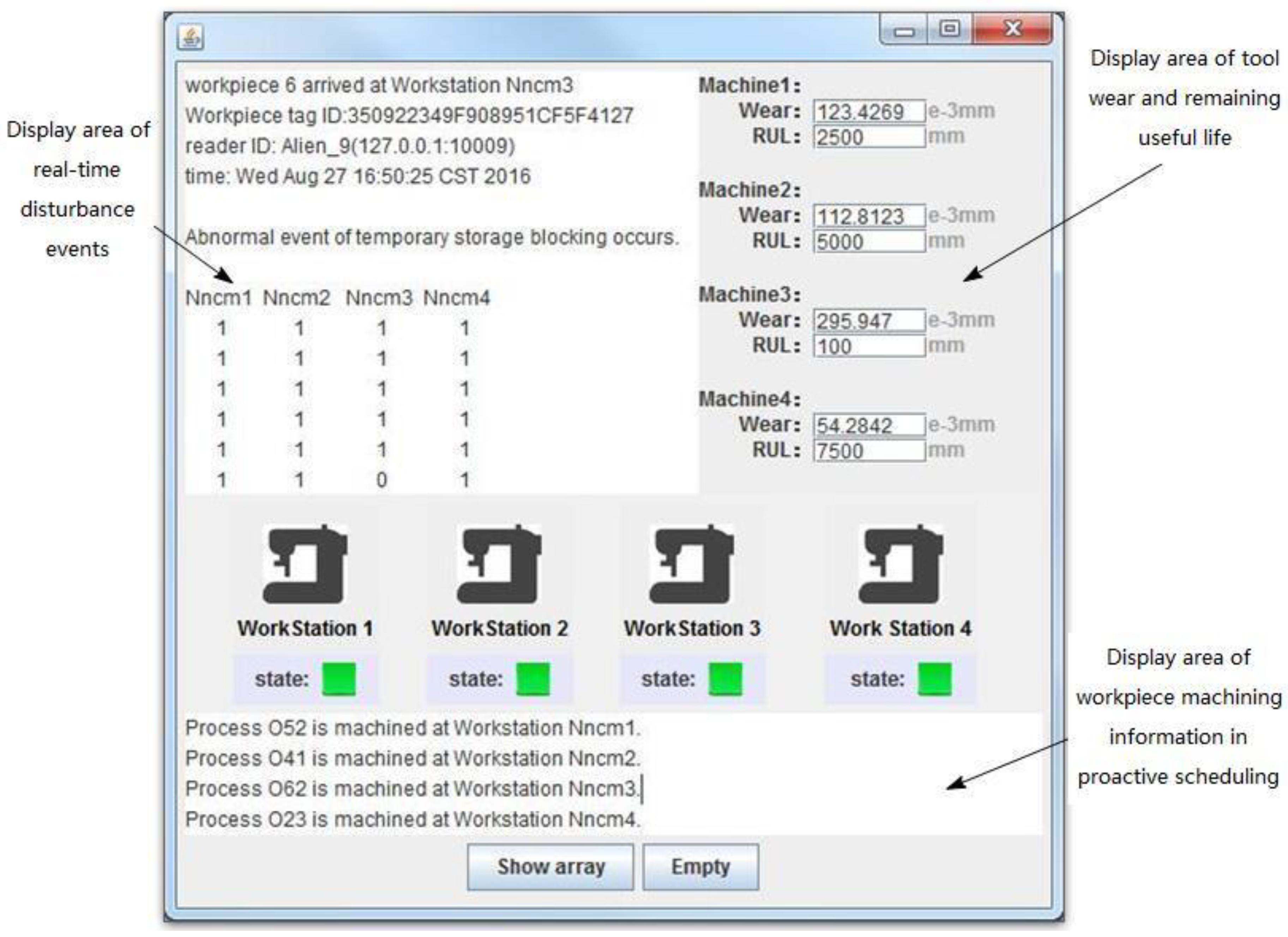
4.1. Machining Prototype Platform
4.2. System Validation Parameters
4.3. Scheduling Results and Analysis
4.3.1. Dynamic Scheduling for Buffer Blocking
4.3.2. Proactive Scheduling Based on Tool Wear Prediction
5. Conclusions and Future Work
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Yao, X.; Lian, Z.; Yang, Y.; Zhang, Y.; Jin, H. Wisdom manufacturing: New humans-computers-things collaborative manufacturing model. Comput. Integr. Manuf. Syst. 2014, 20, 1490–1498. [Google Scholar]
- Zheng, K.; Tang, D.; Giret, A.; Gu, W.; Wu, X. Dynamic shop floor re-scheduling approach inspired by a neuroendocrine regulation mechanism. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 1–14. [Google Scholar] [CrossRef]
- Tennenhouse, D. Proactive computing. Commun. ACM 2000, 43, 43–50. [Google Scholar] [CrossRef]
- Yao, X.; Zhou, J.; Zhang, C.; Liu, M. Proactive manufacturing: A big-data driven emerging manufacturing paradigm. Comput. Integr. Manuf. Syst. 2017, 23, 172–185. [Google Scholar] [CrossRef]
- Zhang, L.P.; Gao, L.; Li, X.Y. A hybrid intelligent algorithm and rescheduling technique for job shop scheduling problems with disruptions. Int. J. Adv. Manuf. Technol. 2013, 65, 1141–1156. [Google Scholar] [CrossRef]
- Zakaria, Z.; Petrovic, S. Genetic algorithms for match-up rescheduling of the flexible manufacturing systems. Comput. Ind. Eng. 2012, 62, 670–686. [Google Scholar] [CrossRef]
- Vieira, G.E.; Herrmann, J.W.; Lin, E. Rescheduling manufacturing systems: A framework of strategies, policies, and methods. J. Sched. 2003, 6, 39–62. [Google Scholar] [CrossRef]
- Umar, U.A.; Ariffin, M.; Ismail, N.; Tang, S. Hybrid multiobjective genetic algorithms for integrated dynamic scheduling and routing of jobs and automated-guided vehicle (AGV) in flexible manufacturing systems (FMS) environment. Int. J. Adv. Manuf. Technol. 2015, 81, 2123–2141. [Google Scholar] [CrossRef]
- Dong, Y.; Zhang, G.; Zhang, J. Scheduling with single AGV and single buffer area for flexible production system. J. Shanghai Jiaotong Univ. 2010, 44, 528–534. [Google Scholar]
- Rahman, H.F.; Sarker, R.; Essam, D. A real-time order acceptance and scheduling approach for permutation flow shop problems. Eur. J. Oper. Res. 2015, 247, 488–503. [Google Scholar] [CrossRef]
- Li, J.Q.; Pan, Q.K.; Mao, K. A discrete teaching-learning-based optimisation algorithm for realistic flowshop rescheduling problems. Eng. Appl. Artif. Intell. 2015, 37, 279–292. [Google Scholar] [CrossRef]
- Liu, A.; Yang, Y.; Xing, Q.; Lu, H.; Zhang, Y.; Yang, Y.; Zhou, Z.; Wu, G.; Zhao, X. Dynamic scheduling on multi-objective flexible job shop. Comput. Integr. Manuf. Syst. 2011, 17, 2629–2637. [Google Scholar]
- Li, P.; Tang, Q.; Xia, X.; Chen, P. Self-adaptively rescheduling flexible job shop with double genetic coding. Chin. J. Mech. Eng. 2013, 24, 2195–2201. [Google Scholar]
- Setiawan, A.; Wangsaputra, R.; Martawirya, Y.; Halim, A. An FMS Dynamic Production Scheduling Algorithm Considering Cutting Tool Failure and Cutting Tool Life. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2012; pp. 1–10. [Google Scholar]
- Rokni, S.; Fayek, A.R. A multi-criteria optimization framework for industrial shop scheduling using fuzzy set theory. Integr. Comput.-Aided Eng. 2010, 17, 175–196. [Google Scholar] [CrossRef]
- Taghaddos, H.; Hermann, U.; AbouRizk, S.; Mohamed, Y. Simulation-Based Multiagent Approach for Scheduling Modular Construction. J. Comput. Civil Eng. 2014, 28, 263–274. [Google Scholar] [CrossRef]
- Wang, D.J.; Liu, F.; Wang, Y.Z.; Jin, Y. A knowledge-based evolutionary proactive scheduling approach in the presence of machine breakdown and deterioration effect. Knowl.-Based Syst. 2015, 90, 70–80. [Google Scholar] [CrossRef]
- Rahmani, D. A new proactive-reactive approach to hedge against uncertain processing times and unexpected machine failures in the two-machine flow shop scheduling problems. Scientia Iranica 2017, 24, 1571–1584. [Google Scholar] [CrossRef]
- Cui, W.; Lu, Z.; Li, C.; Han, X. A proactive approach to solve integrated production scheduling and maintenance planning problem in flow shops. Comput. Ind. Eng. 2018, 115, 342–353. [Google Scholar] [CrossRef]
- Zhang, C.; Yao, X.; Zhang, J. Abnormal Condition Monitoring of Workpieces Based on RFID for Wisdom Manufacturing Workshops. Sensors 2015, 15, 30165–30186. [Google Scholar] [CrossRef]
- Zhang, C.; Yao, X.; Zhang, J.; Jin, H. Tool Condition Monitoring and Remaining Useful Life Prognostic Based on a Wireless Sensor in Dry Milling Operations. Sensors 2016, 16, 795. [Google Scholar] [CrossRef]
- Zhang, X. The robustness indices and measuring methods for production scheduling. Ind. Eng. J. 2013, 16, 14–20. [Google Scholar]
- Gao, L.; Zhang, G.; Wang, X. Intelligent Algorithm for Flexible Job Shop Scheduling and Its Application; Huazhong University of Science and Technology Press: Wuhan, China, 2012; pp. 154–196. [Google Scholar]
- Man, K.F.; Tang, K.S.; Kwong, S. Genetic algorithms: Concepts and applications in engineering design. IEEE Trans. Ind. Electron. 1996, 43, 519–534. [Google Scholar] [CrossRef]
- Srinivas, M.; Patnaik, L.M. Genetic algorithms: A survey. Computer 1994, 27, 17–26. [Google Scholar] [CrossRef]
- Zhang, C. Research on Proactive Scheduling Approaches for Job-shops Based on Sensory Data in Wisdom Manufacturing. Ph.D. Thesis, South China University of Technology, Guangzhou, China, December 2016. [Google Scholar]

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
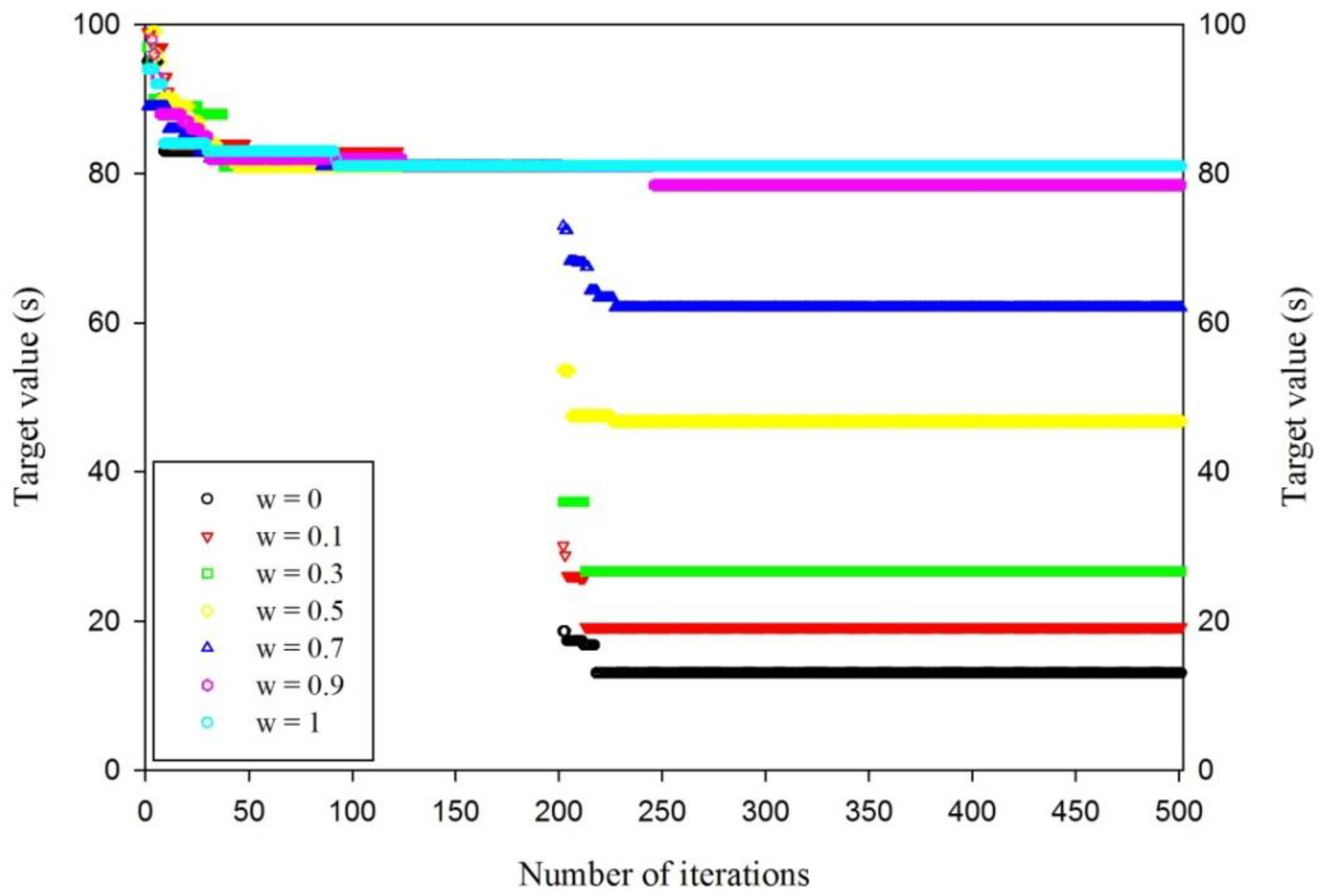
| Weight Factor (w) | Target (f1) | Target (f2) | Run Time (s) |
|---|---|---|---|
| 0 | 81 | 13.03 | 352 |
| 0.1 | 81 | 19.21 | 481 |
| 0.3 | 81 | 26.67 | 518 |
| 0.5 | 81 | 46.81 | 418 |
| 0.7 | 81 | 62.06 | 412 |
| 0.9 | 81 | 78.46 | 536 |
| 1.0 | 81 | 81 | 407 |
| Item | Process (s) | ||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| The first decoding | Oij | O51 | O21 | O41 | O11 | O31 | O61 | O12 | O32 | O42 | O52 | O33 | O53 | O43 | O62 | O63 | O22 | O23 | O13 |
| Start | 0 | 0 | 0 | 0 | 10 | 12 | 14 | 23 | 33 | 23 | 44 | 57 | 45 | 36 | 59 | 45 | 59 | 72 | |
| End | 23 | 14 | 12 | 10 | 22 | 33 | 29 | 36 | 45 | 44 | 57 | 80 | 59 | 57 | 81 | 59 | 72 | 84 | |
| Sort in ascending order | Oij | O51 | O21 | O41 | O11 | O31 | O61 | O12 | O32 | O52 | O42 | O62 | O33 | O43 | O22 | O53 | O63 | O23 | O13 |
| Start | 0 | 0 | 0 | 0 | 10 | 12 | 14 | 23 | 23 | 33 | 36 | 44 | 45 | 45 | 57 | 59 | 59 | 72 | |
| End | 23 | 14 | 12 | 10 | 22 | 33 | 29 | 36 | 44 | 45 | 57 | 57 | 59 | 59 | 80 | 81 | 72 | 84 | |
| The second decoding | Oij | O51 | O21 | O41 | O11 | O31 | O61 | O12 | O32 | O52 | O42 | O62 | O33 | O43 | O22 | O53 | O63 | O23 | O13 |
| Start | 9 | 23 | 37 | 51 | 61 | 75 | 89 | 113 | 127 | 131 | 141 | 155 | 173 | 187 | 191 | 209 | 233 | 246 | |
| End | 32 | 37 | 49 | 61 | 73 | 96 | 104 | 126 | 148 | 143 | 162 | 168 | 187 | 201 | 214 | 231 | 246 | 258 | |
| Waiting time | TW | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 5 |
| Distribution time | TD | 9 | 14 | 14 | 14 | 10 | 14 | 14 | 24 | 14 | 4 | 10 | 14 | 18 | 14 | 4 | 18 | 24 | 13 |
| Workpiece | Process 1 | Process 2 | Process 3 |
|---|---|---|---|
| W1 | (1, 2, 3) | (2, 3, 4) | (3, 4) |
| W2 | (2, 3, 4) | (2, 3) | (1, 3, 4) |
| W3 | (1, 3, 4) | (1, 2, 3) | (1, 4) |
| W4 | (1, 2, 3) | (1, 2) | (1, 2, 4) |
| W5 | (3, 4) | (1, 3) | (1, 3, 4) |
| W6 | (2, 3) | (1, 2, 3) | (1, 4) |
| Workpiece | Process 1 (s) | Process 2 (s) | Process 3 (s) |
|---|---|---|---|
| W1 | (10, 15, 20) | (24, 14, 15) | (12, 24) |
| W2 | (24, 27, 14) | (14, 23) | (23, 13, 14) |
| W3 | (12, 13, 24) | (11, 22, 13) | (13, 24) |
| W4 | (21, 12, 23) | (21, 12) | (21, 22, 14) |
| W5 | (23, 24) | (21, 23) | (23, 24, 26) |
| W6 | (21, 23) | (15, 17, 21) | (21, 22) |
| Action | Instruction | Action | Instruction |
|---|---|---|---|
| Start | 8000 | Turn left | 0040 |
| Stop | 0020 | Turn right | 0080 |
| Speed 1 | 0000 | Rotate 90° clockwise | 0100 |
| Speed 2 | 0001 | Rotate 90° anticlockwise | 0200 |
| Speed 3 | 0002 | Rotate 180° clockwise | 0500 |
| Speed 4 | 0003 | Rotate 180° anticlockwise | 0600 |
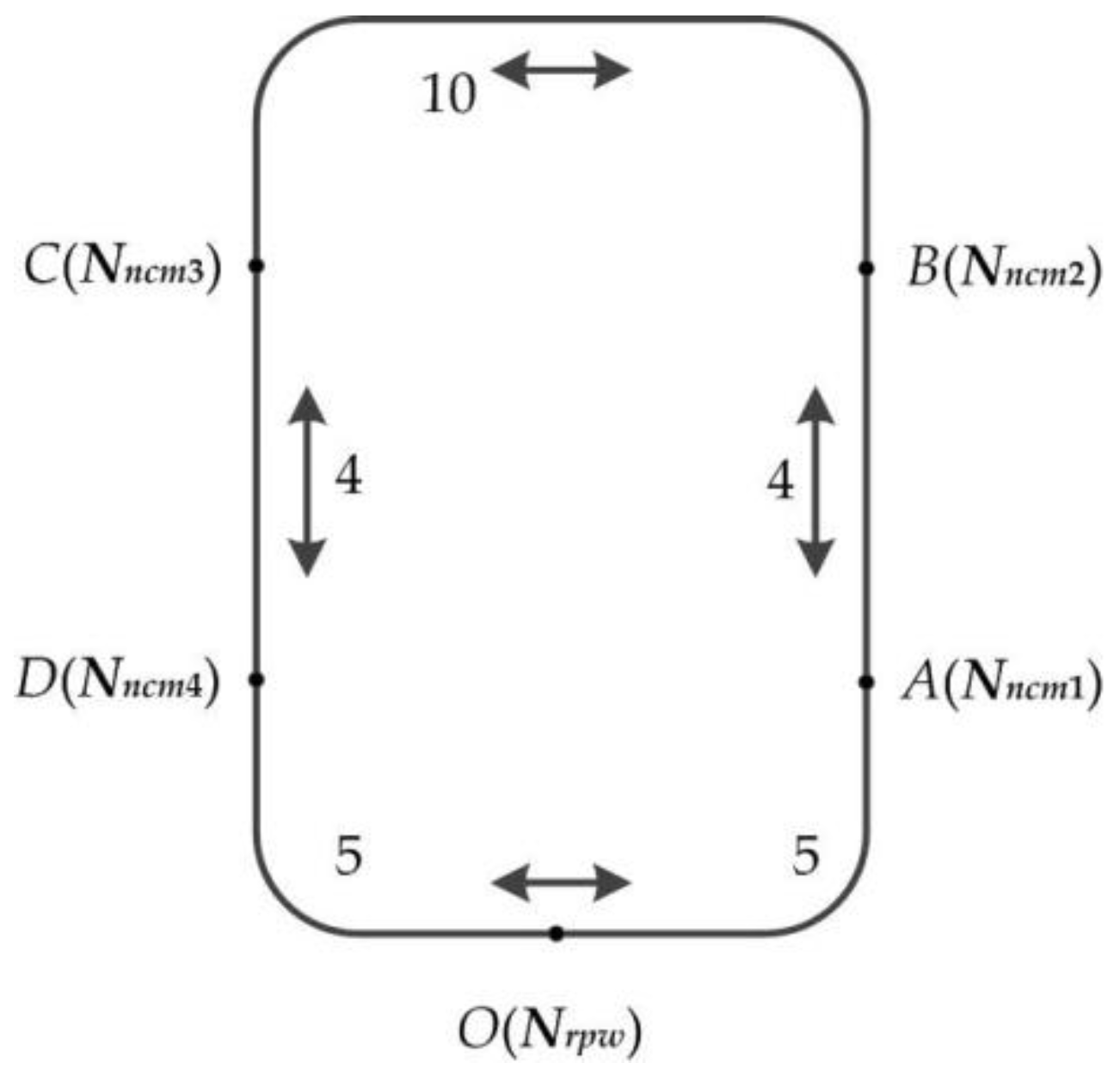
| Workstation | O (s) | A (s) | B (s) | C (s) | D (s) |
|---|---|---|---|---|---|
| O (s) | 0 | 5 | 9 | 9 | 5 |
| A (s) | 5 | 0 | 4 | 14 | 10 |
| B (s) | 9 | 4 | 0 | 10 | 14 |
| C (s) | 9 | 14 | 10 | 0 | 4 |
| D (s) | 5 | 10 | 14 | 4 | 0 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, C.; Yao, X.; Tan, W.; Zhang, Y.; Zhang, F. Proactive Scheduling for Job-Shop Based on Abnormal Event Monitoring of Workpieces and Remaining Useful Life Prediction of Tools in Wisdom Manufacturing Workshop. Sensors 2019, 19, 5254. https://doi.org/10.3390/s19235254
Zhang C, Yao X, Tan W, Zhang Y, Zhang F. Proactive Scheduling for Job-Shop Based on Abnormal Event Monitoring of Workpieces and Remaining Useful Life Prediction of Tools in Wisdom Manufacturing Workshop. Sensors. 2019; 19(23):5254. https://doi.org/10.3390/s19235254
Chicago/Turabian StyleZhang, Cunji, Xifan Yao, Wei Tan, Yue Zhang, and Fudong Zhang. 2019. "Proactive Scheduling for Job-Shop Based on Abnormal Event Monitoring of Workpieces and Remaining Useful Life Prediction of Tools in Wisdom Manufacturing Workshop" Sensors 19, no. 23: 5254. https://doi.org/10.3390/s19235254
APA StyleZhang, C., Yao, X., Tan, W., Zhang, Y., & Zhang, F. (2019). Proactive Scheduling for Job-Shop Based on Abnormal Event Monitoring of Workpieces and Remaining Useful Life Prediction of Tools in Wisdom Manufacturing Workshop. Sensors, 19(23), 5254. https://doi.org/10.3390/s19235254