Axial Compression Behaviours of Pultruded GFRP–Wood Composite Columns



Abstract
:1. Introduction
2. The Manufacturing Process
3. The Experimental Program
3.1. Materials
3.2. Specimens
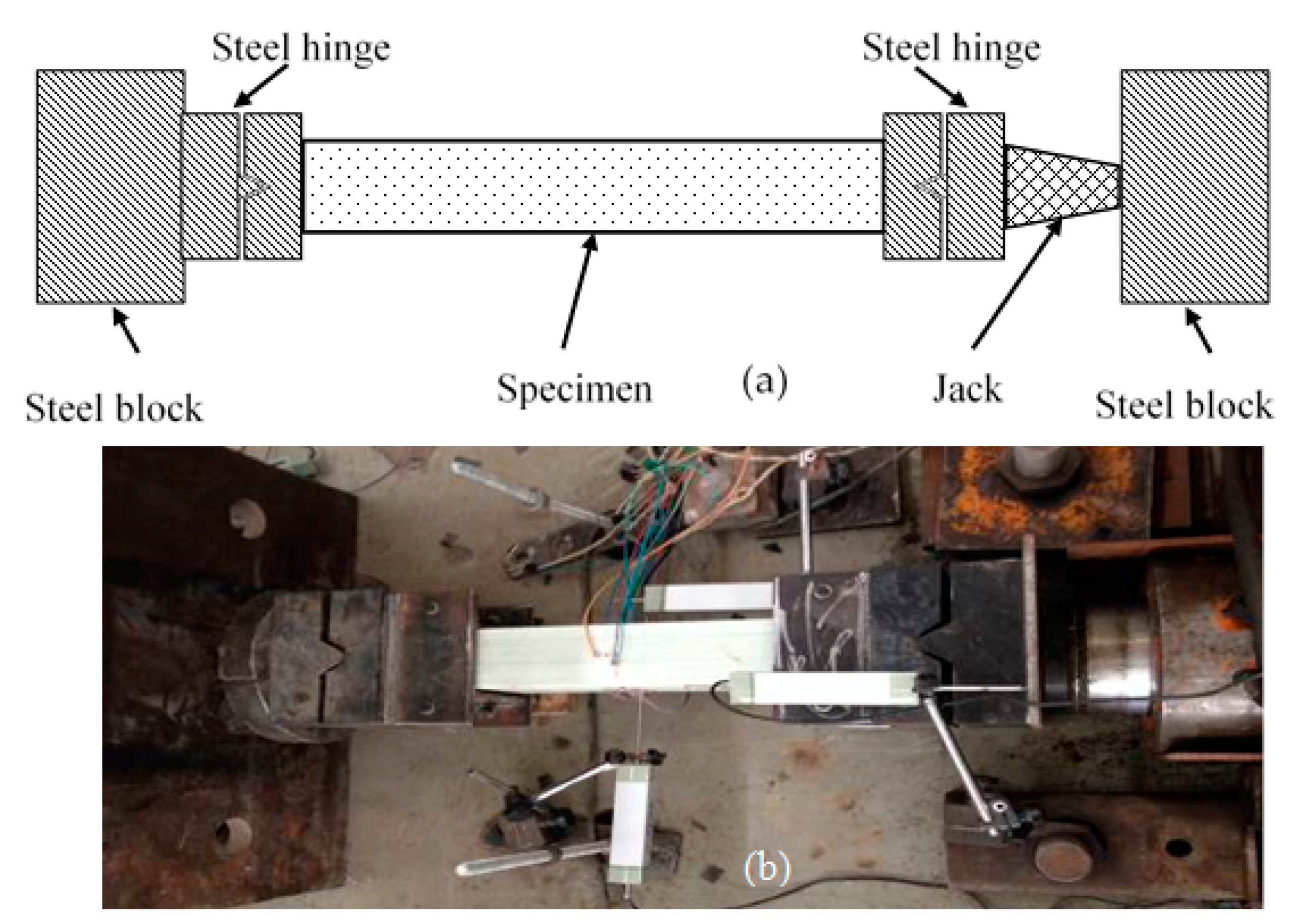
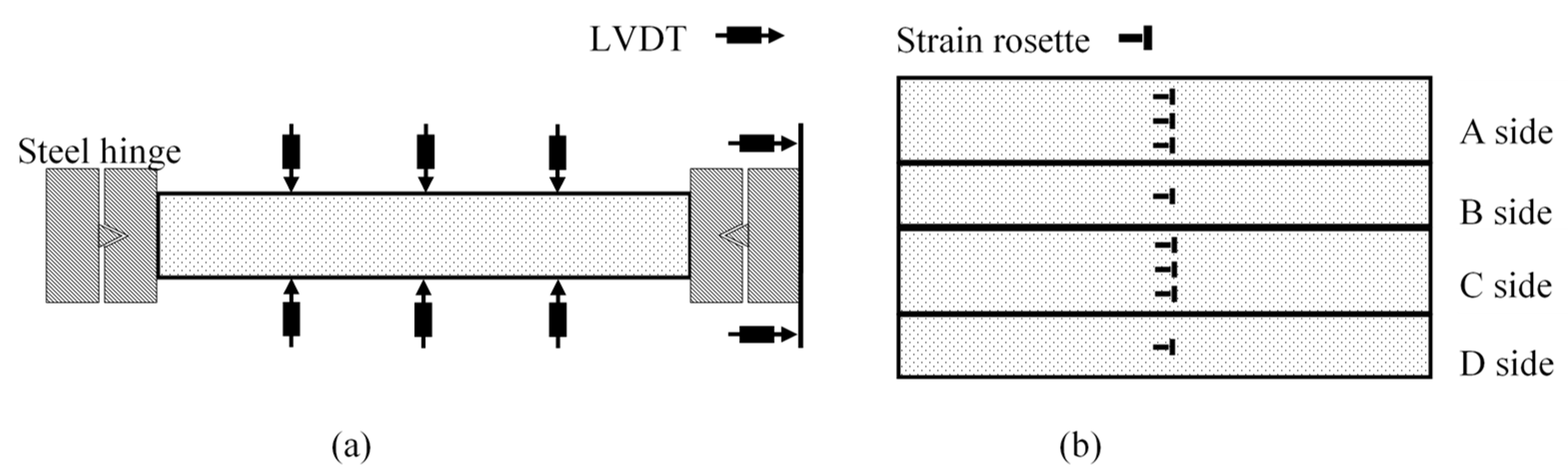
3.3. Test Set-Up and Instrumentation
4. Results and Discussion
4.1. Axial Compressive Behaviour and Failure Mode
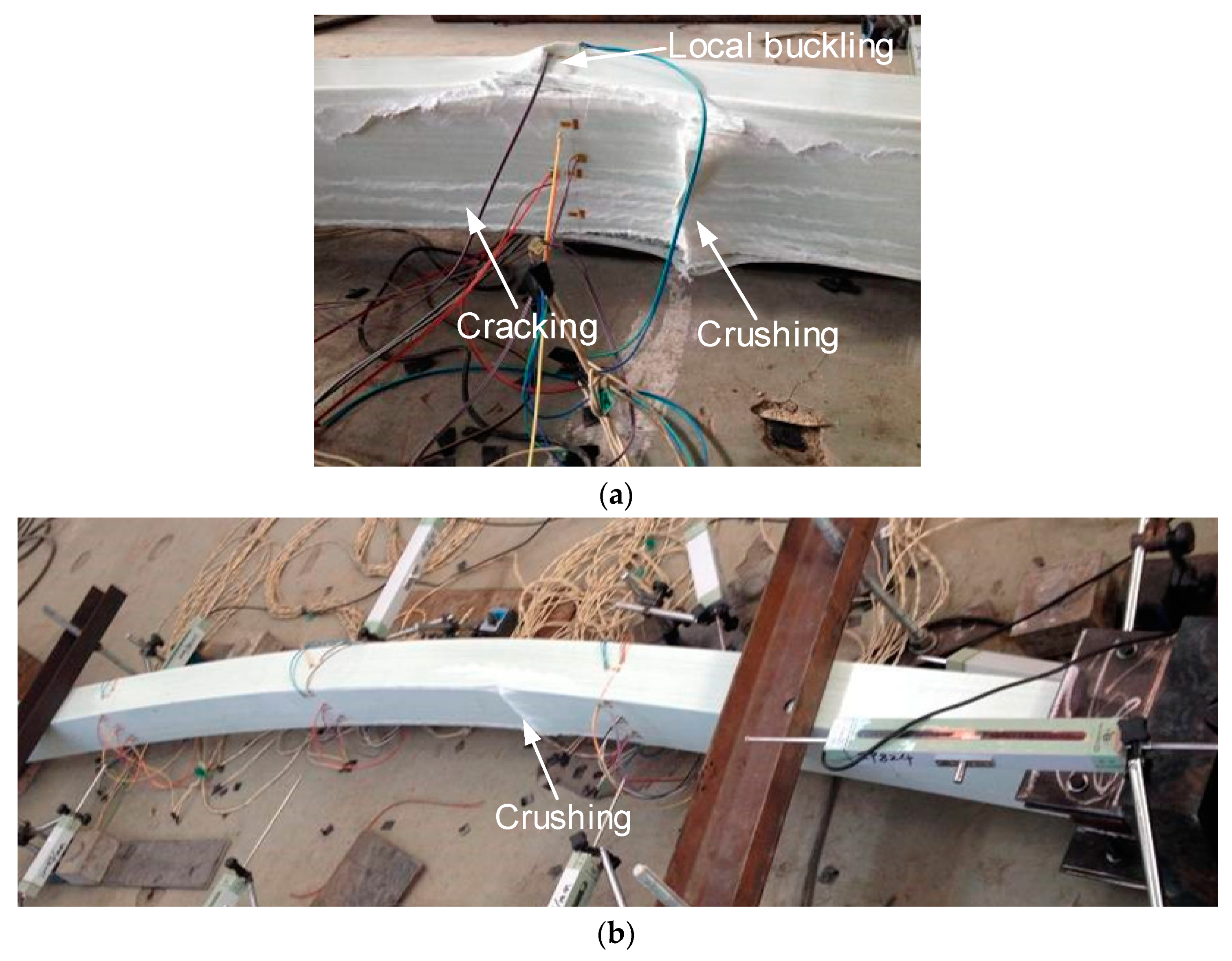
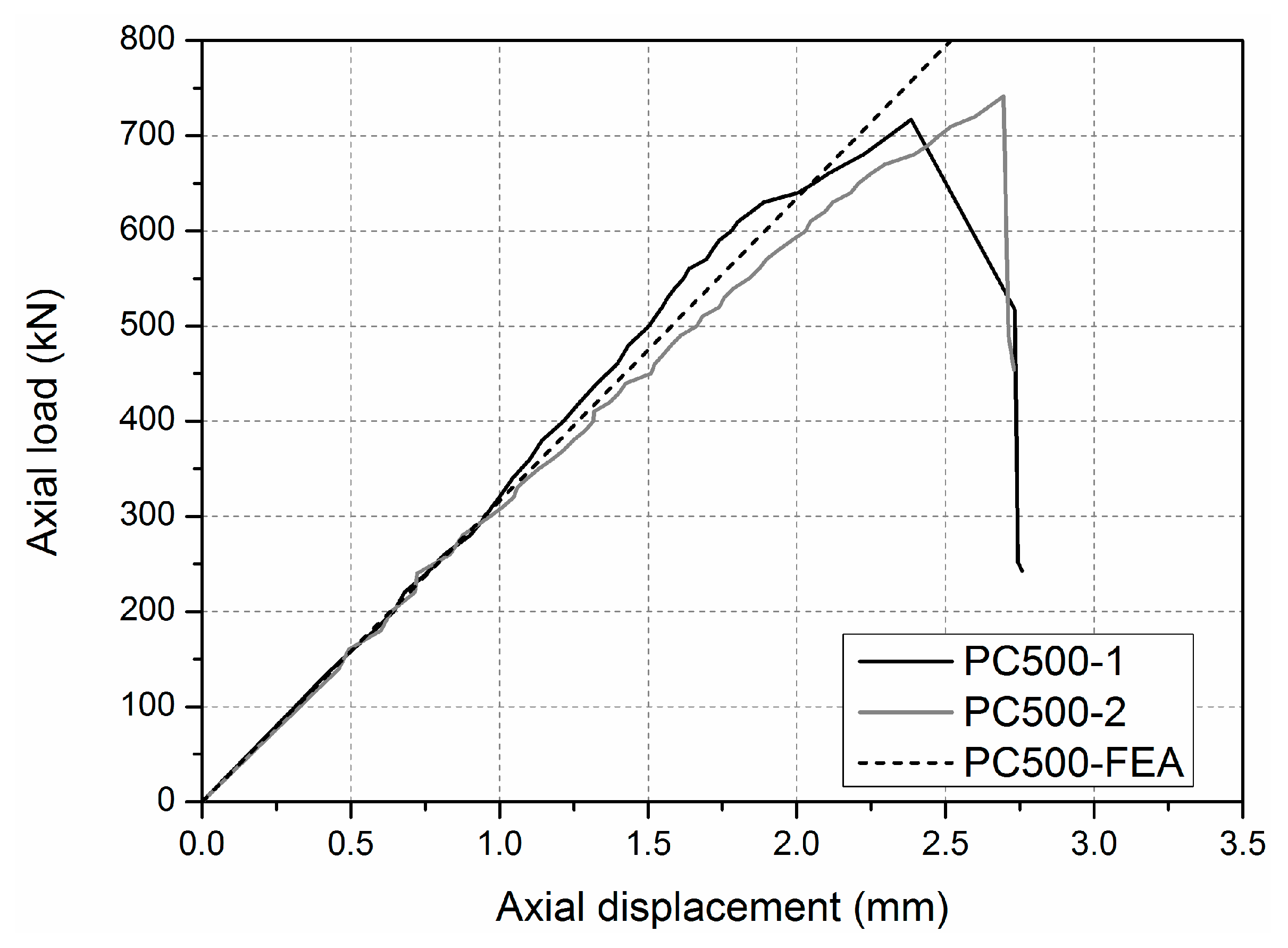
4.1.1. Compressive Failure
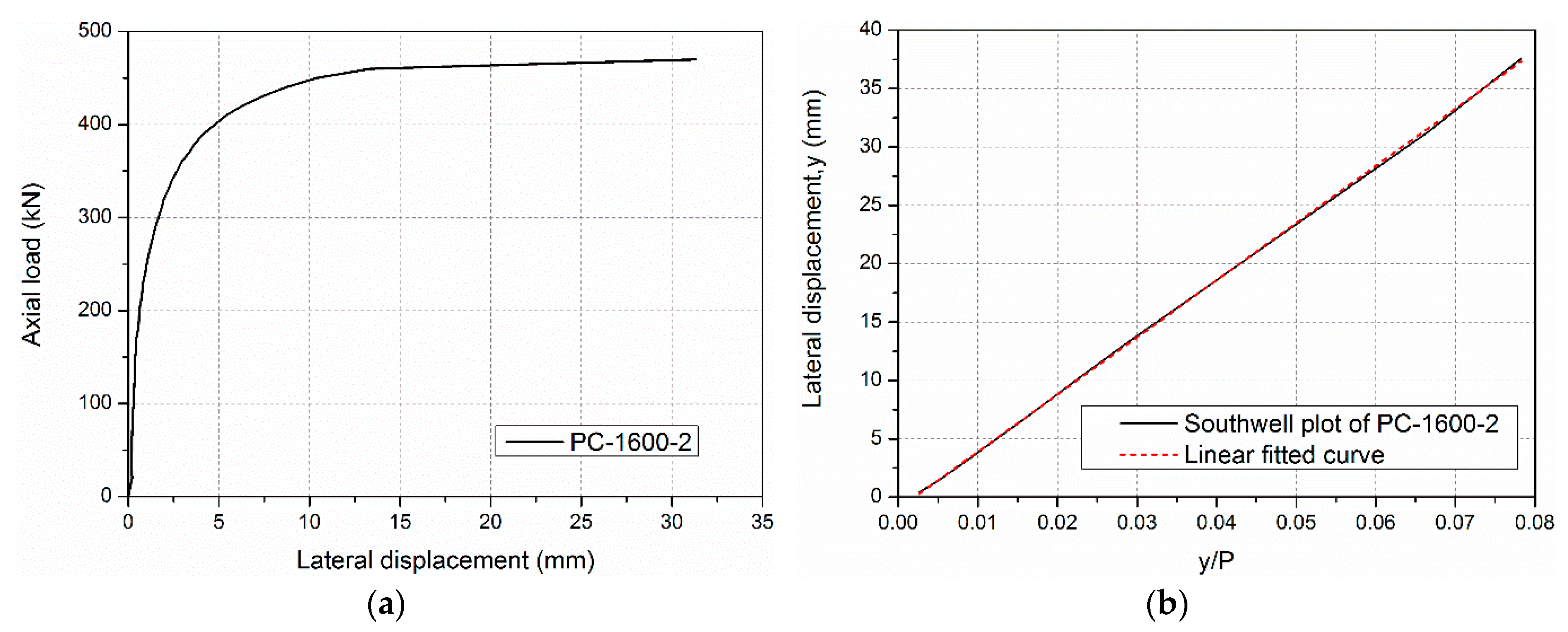
4.1.2. Global Buckling
4.1.3. Compressive Failure/Global Buckling Interaction
4.1.4. Post-Buckling Behaviours
4.2. Compressive Ultimate Load PU
4.3. Critical Buckling Load Pcr
4.4. Comparisons with FE Analysis
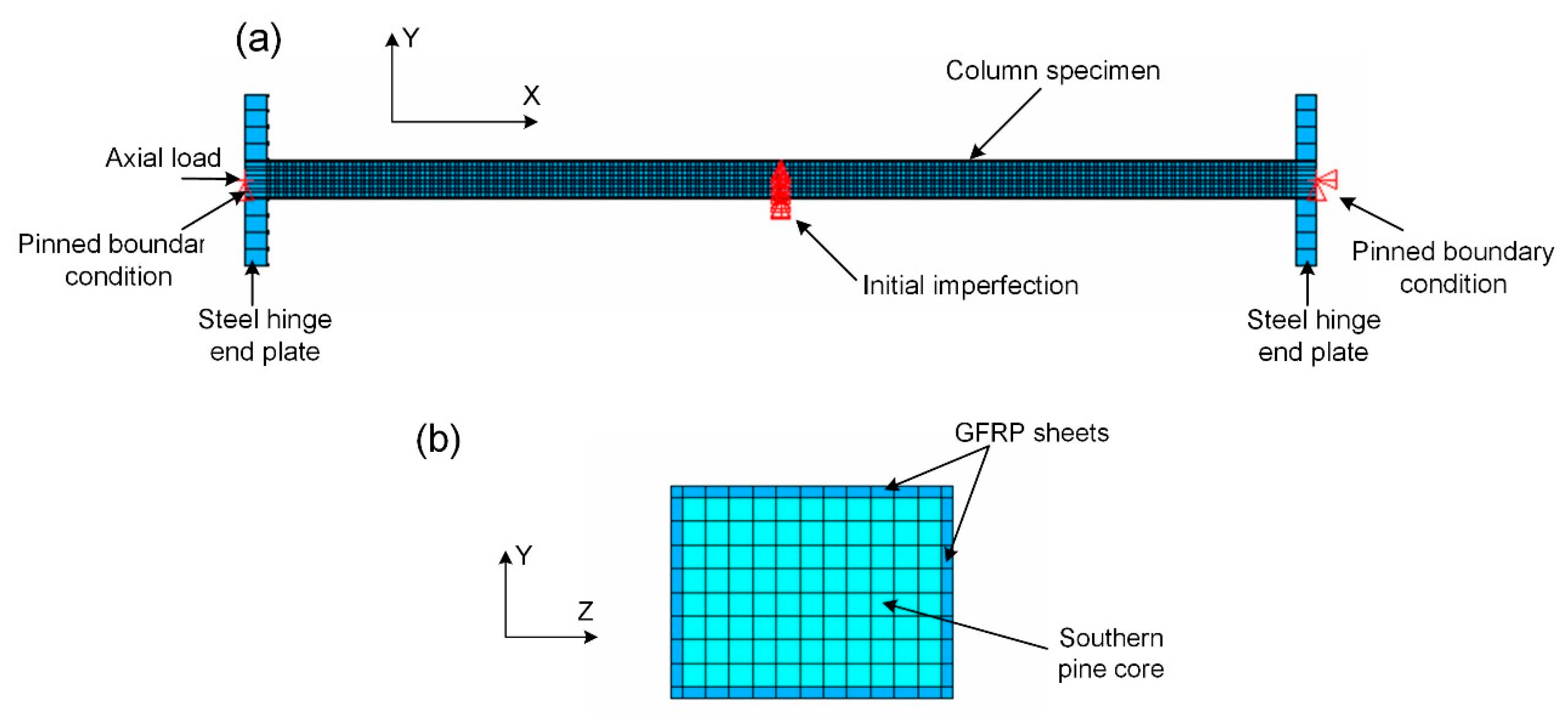
4.4.1. Finite Element Modelling
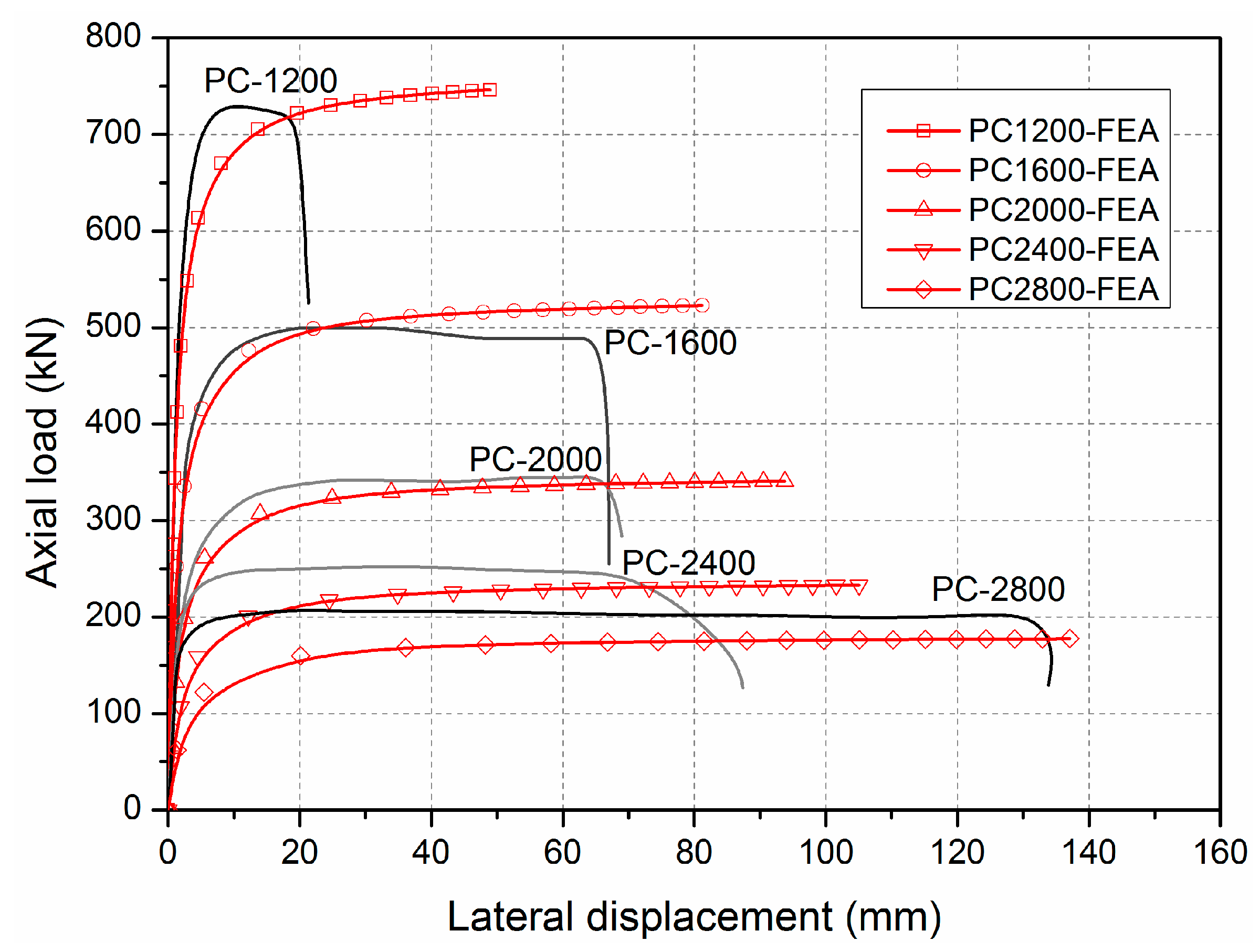
4.4.2. Result Comparisons
5. Design Approach for the Critical Loads
6. Conclusions
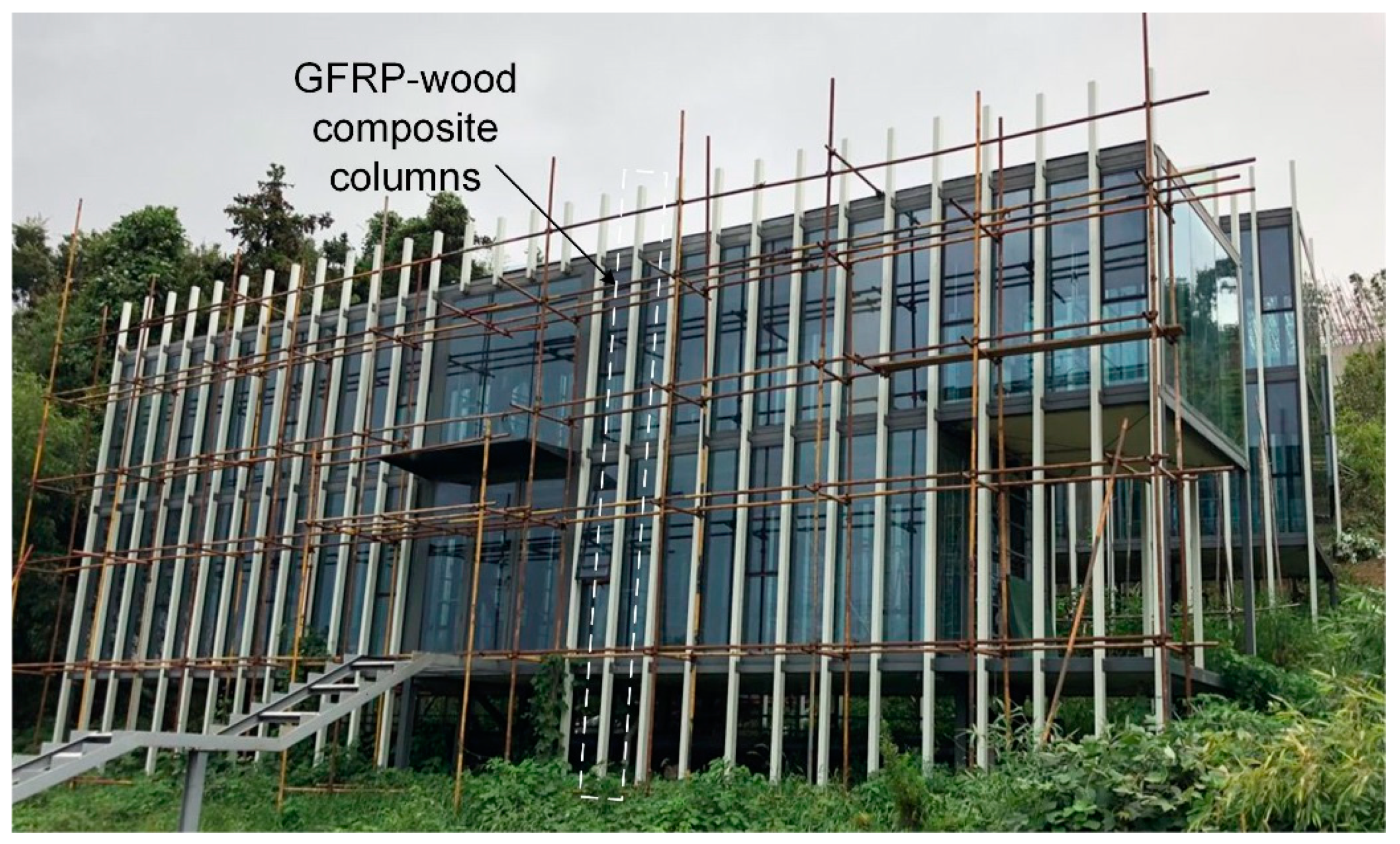
- The improved pultrusion process utilized to fabricate FRP–wood composite columns is automated and continuous, and saves labour in fabricating FRP sandwich structures. The PFWC profiles have superior mechanical properties and have been successfully applied in a whole FRP composite building.
- The failure modes of the PFWC columns under axial compression include three types: (1) compressive failure on short column specimens, (2) global buckling on slender column specimens, and (3) interaction between compressive failure/global buckling on intermediate column specimens. All failure modes were validated well with load–strain responses of specimens having different slenderness ratios.
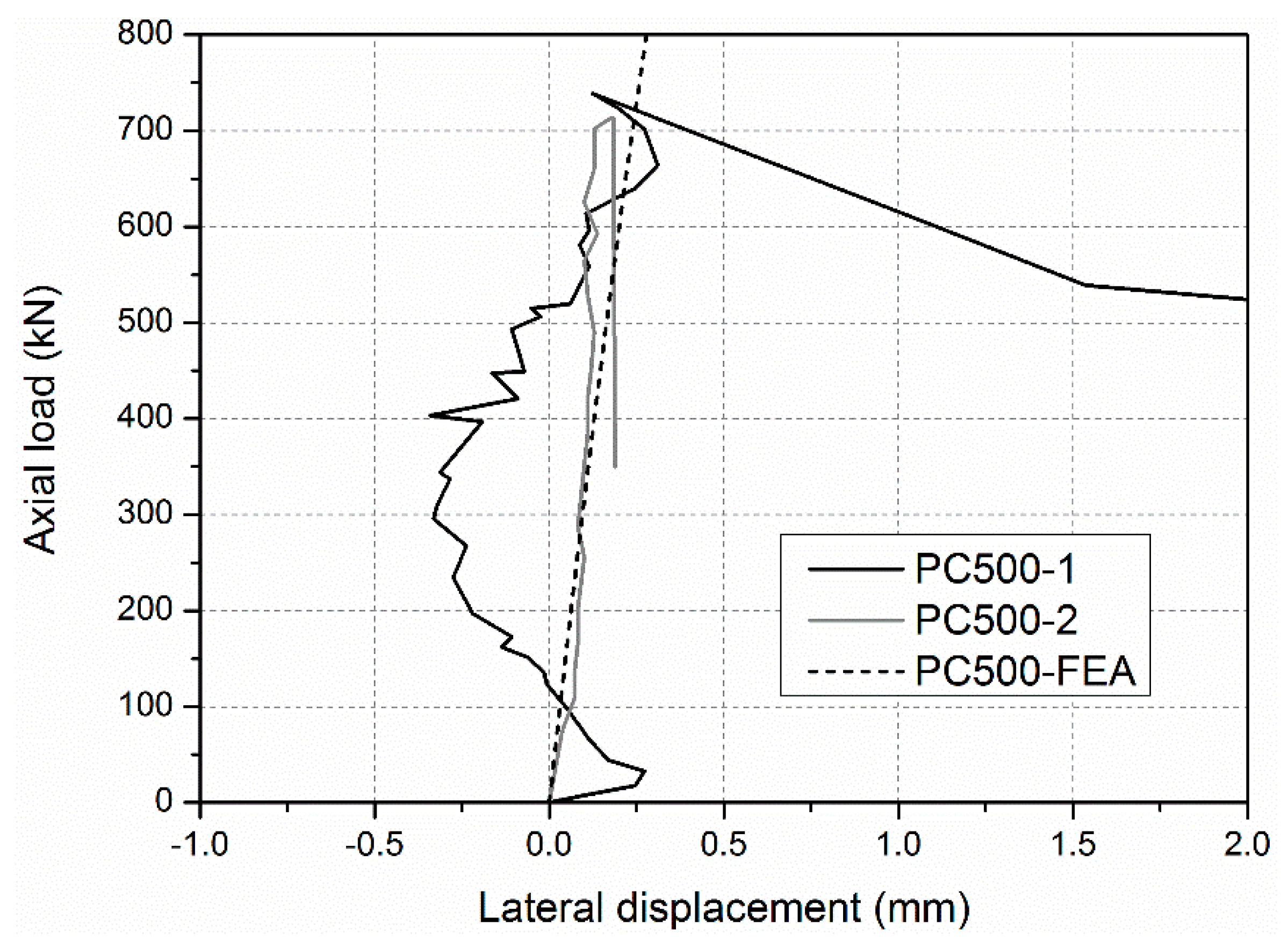
- FE results on the load–lateral displacement curves show satisfactory agreement with the experimental results. The FE results regarding the failure modes especially the short column specimens are close to the experimental results. The critical junction regions of the GFRP sheets experienced severe transverse strain deformations and finally led to junction separation failure.
- The experimental critical loads of the PFWC specimens at different slenderness ratios were examined using current design equations for pultruded FRP profiles, however evident deviations were found in intermediate length specimens, with non-dimensional slenderness ranging from 0.5 to 1.0. To estimate the load bearing capacities of such PFWC profiles, an improved equation with the introduction of an empirical coefficient was further developed, and good agreement was found between the experimental results and the new proposed equation.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Russo, S. Experimental and finite element analysis of a very large pultruded FRP structure subjected to free vibration. Compos. Struct. 2012, 94, 1097–1105. [Google Scholar] [CrossRef]
- Wu, C.; Bai, Y.; Zhao, X.L. Improved bearing capacities of pultruded glass fibre reinforced polymer square hollow sections strengthened by thin-walled steel or CFRP. Thin Wall. Struct. 2015, 89, 67–75. [Google Scholar] [CrossRef]
- Zureick, A.; Scott, D. Short-Term Behavior and Design of Fiber-Reinforced Polymeric Slender Members under Axial Compression. J. Compos. Constr. 1997, 1, 140–149. [Google Scholar] [CrossRef]
- Van Den Einde, L.; Zhao, L.; Seible, F. Use of FRP composites in civil structural applications. Constr. Build. Mate. 2003, 17, 389–403. [Google Scholar] [CrossRef]
- Xie, L.; Bai, Y.; Qi, Y.J.; Wang, H. Pultruded GFRP square hollow columns with bolted sleeve joints under eccentric compression. Compos. Part B Eng. 2019, 162, 274–282. [Google Scholar] [CrossRef]
- Kim, Y.J.; Fam, A. Numerical analysis of pultruded GFRP box girders supporting adhesively-bonded concrete deck in flexure. Eng. Struct. 2011, 33, 3527–3536. [Google Scholar] [CrossRef]
- Nunes, F.; Correia, J.R.; Silvestre, N. Structural behavior of hybrid FRP pultruded beams: Experimental, numerical and analytical studies. Thin Wall. Struct. 2016, 106, 201–217. [Google Scholar] [CrossRef]
- Ascione, L.; Berardi, V.P.; Giordano, A.; Spadea, S. Pre-buckling imperfection sensitivity of pultruded FRP profiles. Compos. Part B Eng. 2015, 72, 206–212. [Google Scholar] [CrossRef]
- Correia, M.M.; Nunes, F.; Correia, J.R.; Silvestre, N. Buckling behavior and failure of hybrid fiber-reinforced polymer pultruded short columns. J. Compos. Constr. 2013, 17, 463–475. [Google Scholar] [CrossRef]
- Ascione, L.; Berardi, V.P.; Giordano, A.; Spadea, S. Local buckling behavior of FRP thin-walled beams: A mechanical model. Compos. Struct. 2013, 98, 111–120. [Google Scholar] [CrossRef]
- Cricrì, G. Cohesive law identification of adhesive layers subject to shear load—An exact inverse solution. Int. J. Solids. Struct. 2019, 158, 150–164. [Google Scholar] [CrossRef]
- İpek, G.; Arman, Y.; Çelik, A. The effect of delamination size and location to buckling behavior of composite materials. Compos. Part B Eng. 2018, 155, 69–76. [Google Scholar] [CrossRef]
- Perrella, M.; Berardi, V.P.; Cricrì, G. A novel methodology for shear cohesive law identification of bonded reinforcements. Compos. Part B Eng. 2018, 144, 126–133. [Google Scholar] [CrossRef]
- Xie, L.; Bai, Y.; Qi, Y.J.; Caprani, C.; Wang, H. Effect of width-thickness ratio on capacity of pultruded square hollow polymer columns. Proc. Inst. Civ. Eng. Struct. Build. 2018, 171, 842–854. [Google Scholar] [CrossRef]
- Bai, Y.; Keller, T.; Wu, C. Pre-buckling and post-buckling shear failure at web-flange junction of pultruded GFRP beams. Mater. Struct. 2013, 46, 1143–1154. [Google Scholar] [CrossRef]
- Manalo, A.; Aravinthan, T.; Fam, A.; Benmokrane, B. State-of-the-Art Review on FRP Sandwich Systems for Lightweight Civil Infrastructure. J. Compos. Constr. 2017, 21, 04016068. [Google Scholar] [CrossRef] [Green Version]
- Fam, A.; Sharaf, T. Flexural performance of sandwich panels comprising polyurethane core and GFRP skins and ribs of various configurations. Compos. Struct. 2010, 92, 2927–2935. [Google Scholar] [CrossRef]
- Fleck, N.A.; Sridhar, I. End compression of sandwich columns. Compos. Part A Appl. 2002, 33, 353–359. [Google Scholar] [CrossRef]
- Veedu, V.P.; Carlsson, L.A. Finite-element buckling analysis of sandwich columns containing a face/core debond. Compos. Struct. 2005, 69, 143–148. [Google Scholar] [CrossRef]
- Mitra, N.; Raja, B.R. Improving delamination resistance capacity of sandwich composite columns with initial face/core debond. Compos. Part B Eng. 2012, 43, 1604–1612. [Google Scholar] [CrossRef]
- Barbero, E.; Tomblin, J. A phenomenological design equation for FRP columns with interaction between local and global buckling. Thin-Walled Struct. 1994, 18, 117–131. [Google Scholar] [CrossRef] [Green Version]
- Barbero, E.J.; DeVivo, L. Beam-column design equations for wide-flange pultruded structural shapes. J. Compos. Constr. 1999, 3, 185–191. [Google Scholar] [CrossRef]
- Lane, A.; Mottram, J.T. Influence of modal coupling on the buckling of concentrically loaded pultruded fiber-reinforced plastic columns. Proc. Inst. Mech. Eng. Part L J. Mater. Design Appl. 2002, 216, 133–144. [Google Scholar]
- Bank, L.C. Composites for construction: Structural design with FRP materials. In Pultruded Axial Members; Wiley: New York, NY, USA, 2006; Chapter 14. [Google Scholar]
- Hashem, Z.A.; Yuan, R.L. Experimental and analytical investigations on short GFRP composite compression members. Compos. Part B Eng. 2000, 31, 611–618. [Google Scholar] [CrossRef]
- Turvey, G.J.; Zhang, Y. A computational and experimental analysis of the buckling, postbuckling and initial failure of pultruded GRP columns. Comput. Struct. 2006, 84, 1527–1537. [Google Scholar] [CrossRef]
- Puente, I.; Insausti, A.; Azkune, M. Buckling of GFRP columns: An empirical approach to design. J. Compos. Constr. 2006, 10, 529–537. [Google Scholar] [CrossRef]
- Bai, Y.; Keller, T. Shear failure of pultruded fiber-reinforced polymer composites under axial compression. J. Compos. Constr. 2009, 13, 234–242. [Google Scholar] [CrossRef]
- McGrath, R.D.; Murphy, J.G.; Mitchell, P.R.; Koppernaes, C.C. Method for Making a Pultruded Panel. U.S. Patent No. 5,286,320, 15 February 1994. [Google Scholar]
- Fanucci, J.; Gorman, J.; Koppernaes, C. Low Cost Tooling Technique for Producing Pultrusion Dies. U.S. Patent No. 6,764,057, 20 July 2004. [Google Scholar]
- Patrick, J.F. Fundamental Characteristics of 3-D GFRP Pultruded Sandwich Panels. Master’s Thesis, North Carolina State University, Raleigh, NC, USA, 2007. [Google Scholar]
- Dawood, M.; Taylor, E.; Ballew, W.; Rizkallad, S. Static and fatigue bending behavior of pultruded GFRP sandwich panels with through-thickness fiber insertions. Compos. Part B Eng. 2010, 41, 363–374. [Google Scholar] [CrossRef]
- Zhu, D.; Shi, H.Y.; Fang, H.; Liu, W.Q.; Qi, Y.J.; Bai, Y. Fiber reinforced composites sandwich panels with web reinforced wood core for building floor applications. Compos. Part B Eng. 2018, 150, 196–211. [Google Scholar] [CrossRef]
- ASTM C365/C365M-16. Standard Test Method for Flatwise Compressive Properties of Sandwich Cores; ASTM International: West Conshohocken, PA, USA, 2016; Available online: www.astm.org (accessed on 2 March 2018).
- ASTM D695-15. Standard Test Method for Compressive Properties of Rigid Plastics; ASTM International: West Conshohocken, PA, USA, 2015; Available online: www.astm.org (accessed on 2 March 2018).
- Guades, E.; Aravinthan, T.; Islam, M.M. Characterisation of the mechanical properties of pultruded fibre-reinforced polymer tube. Mater. Des. 2014, 63, 305–315. [Google Scholar] [CrossRef]
- ANSYS Mechanical APDL Material Reference Release 15.0. ANSYS Inc., 2013. Available online: www.ansys.com (accessed on 15 October 2017).




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Compressive Strength | Compressive Modulus | ||||
|---|---|---|---|---|---|---|
| Number of Coupons | Mean Value (MPa) | Mean Squared Error | Number of Coupons | Mean Value (GPa) | Mean Squared Error | |
| southern pine wood | 6 | 51.8 | 12.79 | 6 | 7.4 | 0.39 |
| GFRP | 6 | 163.2 | 78.2 | 6 | 28.0 | 5.56 |
| Specimens | Section b × h (mm) | t/mm | L/mm | Slenderness Ratio λ |
|---|---|---|---|---|
| PC-500 | 120 × 90 | 5 | 500 | 19.4 |
| PC-1200 | 1200 | 43.2 | ||
| PC-1600 | 1600 | 57.6 | ||
| PC-2000 | 2000 | 71.9 | ||
| PC-2400 | 2400 | 86.3 | ||
| PC-2800 | 2800 | 100.7 |
| Specimens | Slenderness Ratio λ | Pu (kN) | Pcr,t (kN) | (Pu−Pcr,t)/ Pu × 100 (%) | a (mm) | Average Value of Pcr,t (kN) | Pcr,E (kN) | Relative Error * (%) |
|---|---|---|---|---|---|---|---|---|
| PC-1200-1 | 43.2 | 730.2 | 724.2 | 0.82 | 0.07 | 703.9 | 1042.1 | 48.05 |
| PC-1200-2 | 719.8 | 683.6 | 5.03 | 0.25 | ||||
| PC-1600-1 | 57.6 | 500.4 | 494.8 | 1.12 | 0.56 | 492.7 | 586.2 | 18.98 |
| PC-1600-2 | 523.4 | 490.6 | 6.27 | 1.65 | ||||
| PC-2000-1 | 71.9 | 377.6 | 366.3 | 2.99 | 0.04 | 362.3 | 375.2 | 3.56 |
| PC-2000-2 | 366.4 | 358.3 | 2.21 | 1.23 | ||||
| PC-2400-1 | 86.3 | 264.1 | 262.7 | 0.53 | 0.74 | 254.3 | 260.5 | 2.44 |
| PC-2400-2 | 252.2 | 245.9 | 2.50 | 0.15 | ||||
| PC-2800-1 | 100.7 | 209.5 | 204.1 | 2.58 | 0.02 | 176.9 | 191.4 | 8.20 |
| PC-2800-2 | 173.2 | 149.7 | 13.57 | 2.79 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qi, Y.; Xie, L.; Bai, Y.; Liu, W.; Fang, H. Axial Compression Behaviours of Pultruded GFRP–Wood Composite Columns. Sensors 2019, 19, 755. https://doi.org/10.3390/s19040755
Qi Y, Xie L, Bai Y, Liu W, Fang H. Axial Compression Behaviours of Pultruded GFRP–Wood Composite Columns. Sensors. 2019; 19(4):755. https://doi.org/10.3390/s19040755
Chicago/Turabian StyleQi, Yujun, Lei Xie, Yu Bai, Weiqing Liu, and Hai Fang. 2019. "Axial Compression Behaviours of Pultruded GFRP–Wood Composite Columns" Sensors 19, no. 4: 755. https://doi.org/10.3390/s19040755
APA StyleQi, Y., Xie, L., Bai, Y., Liu, W., & Fang, H. (2019). Axial Compression Behaviours of Pultruded GFRP–Wood Composite Columns. Sensors, 19(4), 755. https://doi.org/10.3390/s19040755