A Vision Based Detection Method for Narrow Butt Joints and a Robotic Seam Tracking System

 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Detection Method for the Narrow Butt Joint
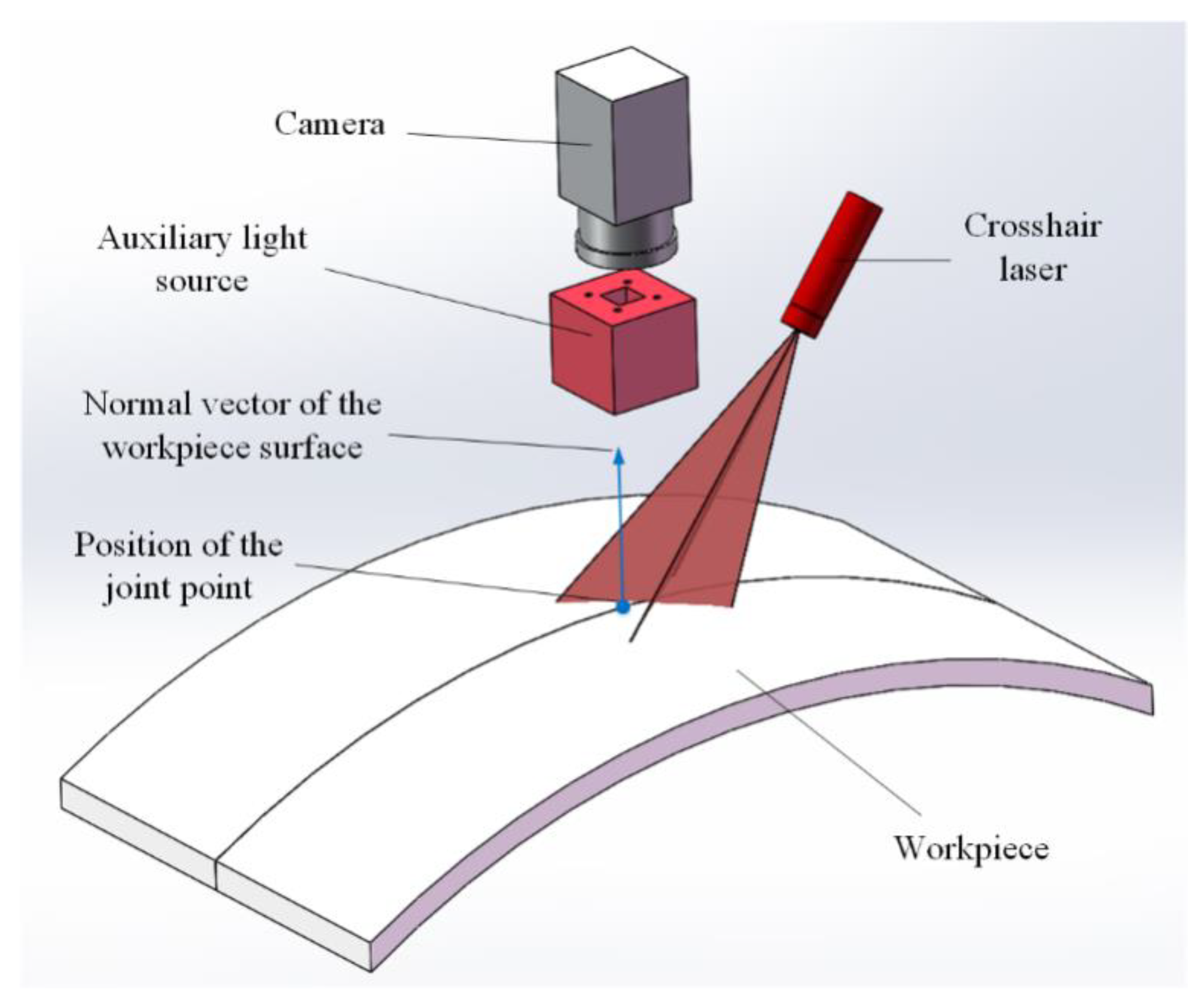
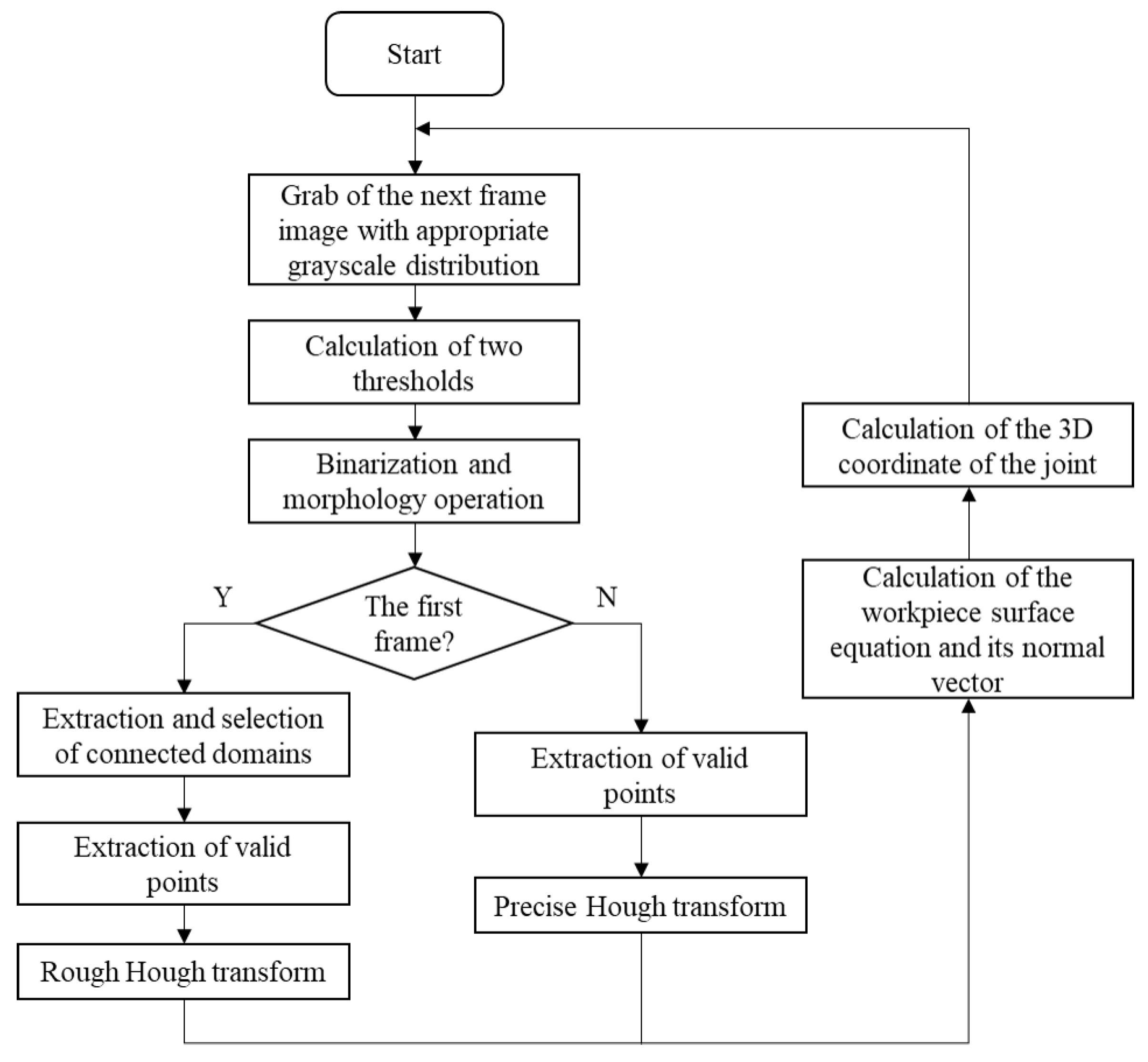
2.1. Principle of the Method
2.2. Grabbing of Images with an Appropriate Grayscale Distribution
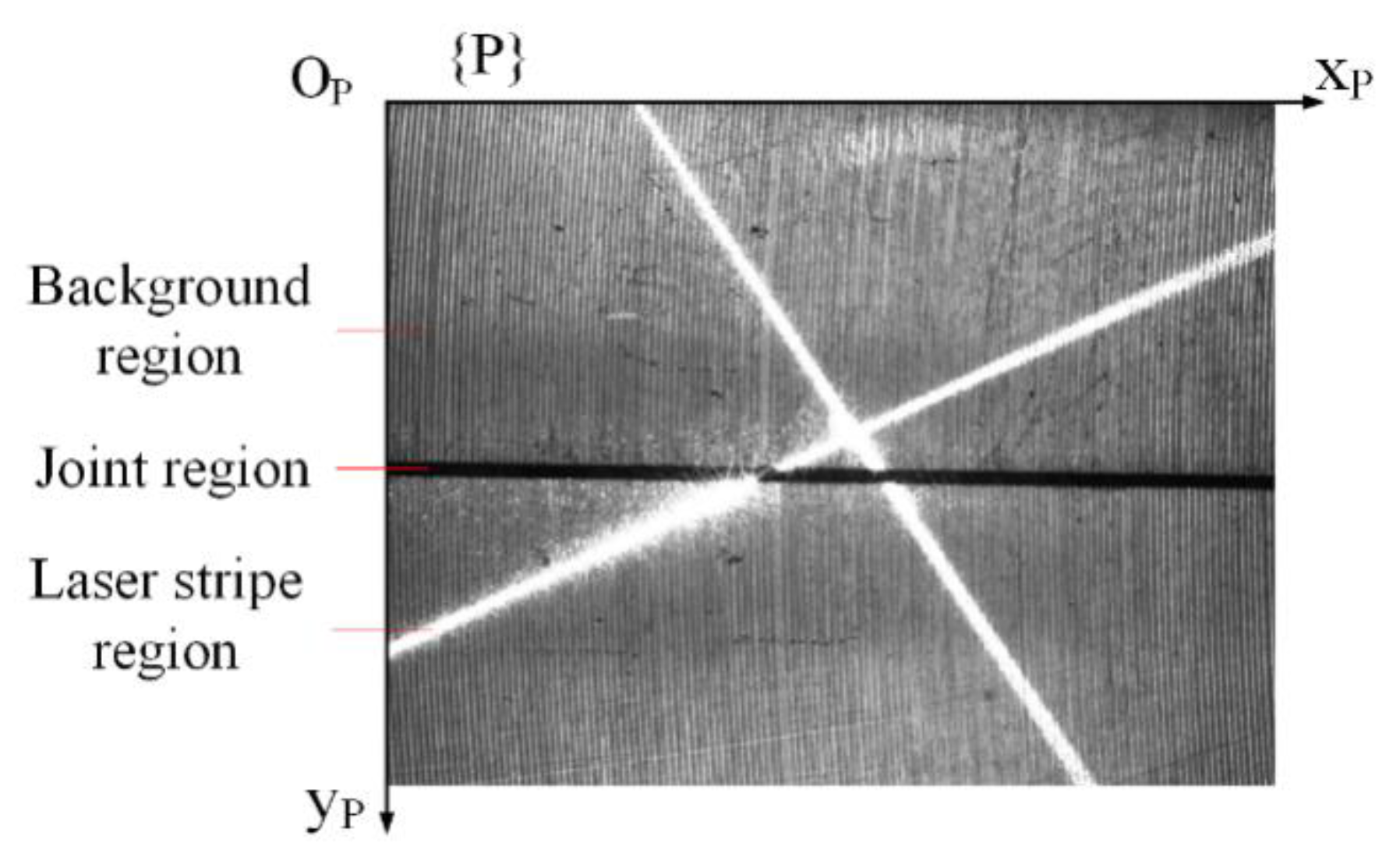
2.3. Image Processing
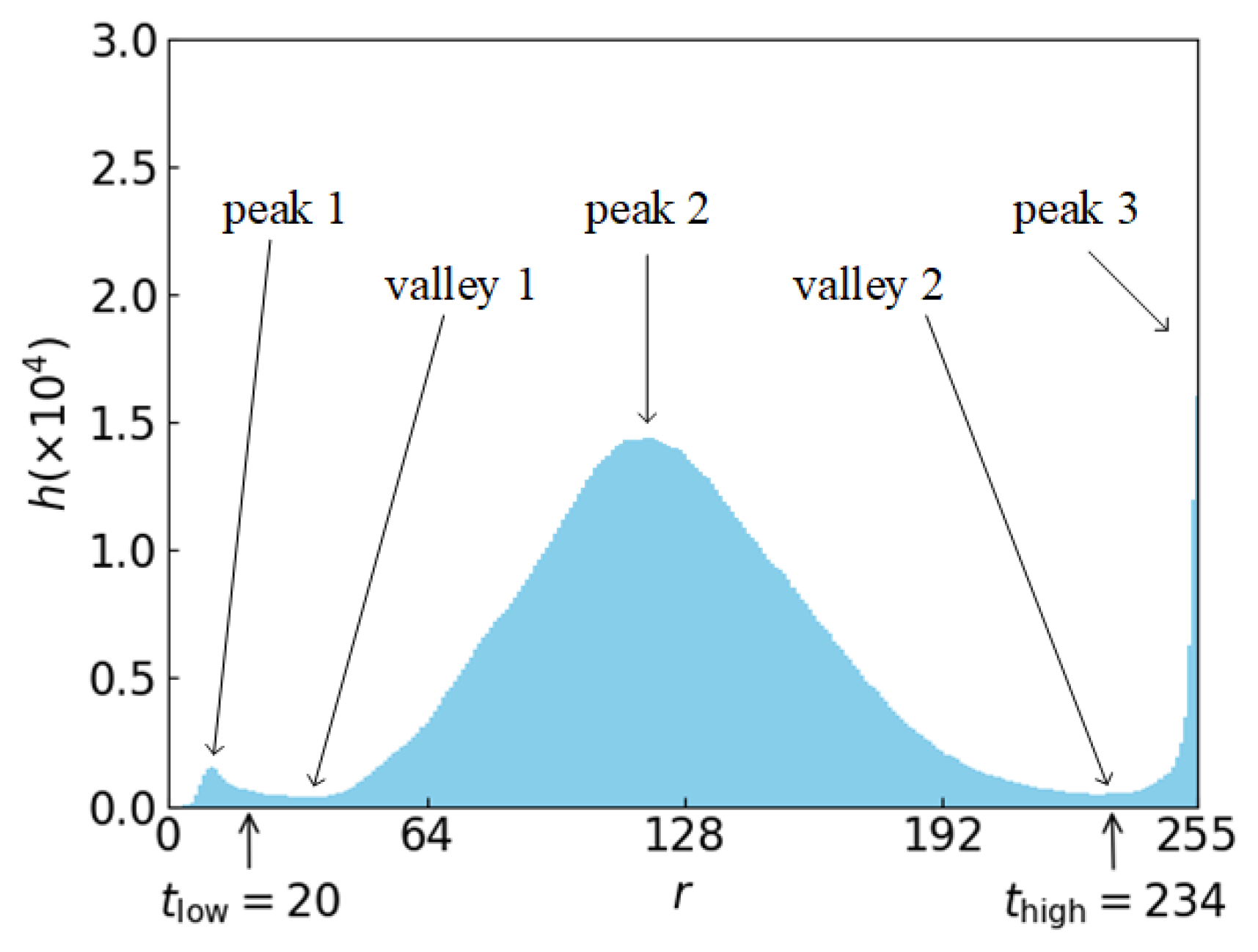
2.3.1. Determination of Thresholds for Binarization
2.3.2. Binarization and Morphology Operation
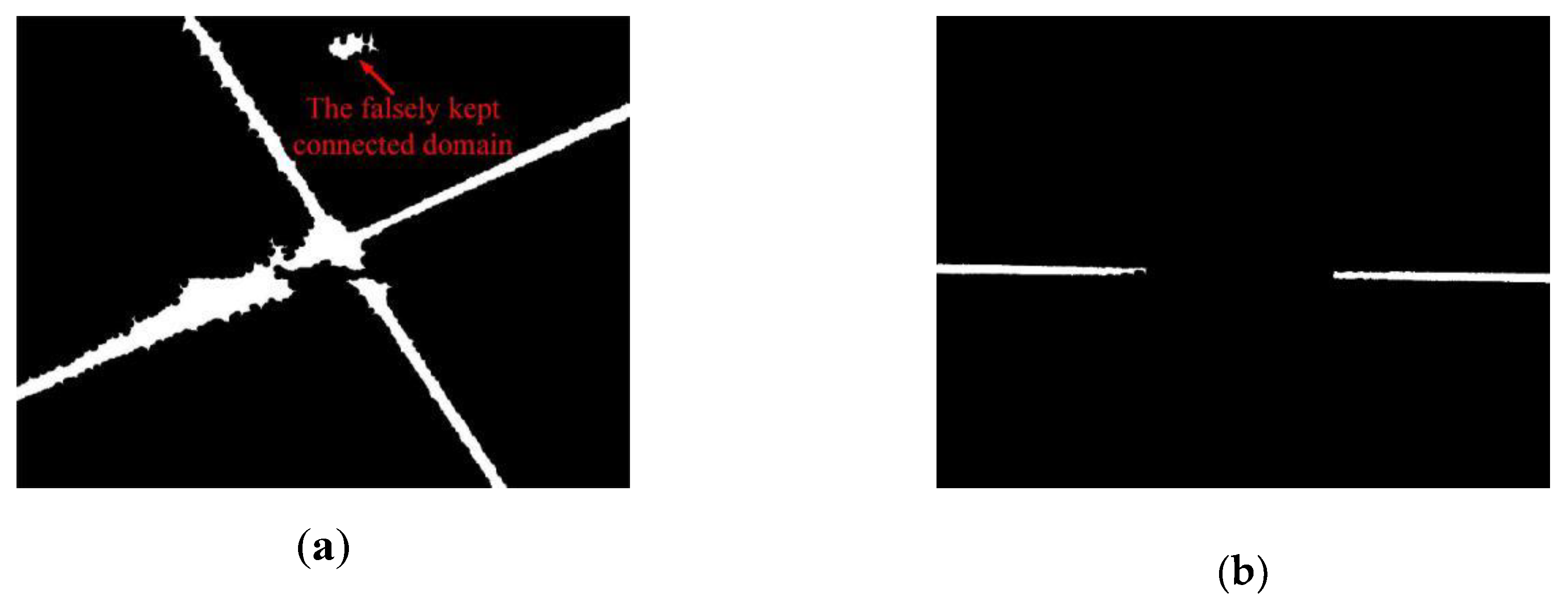
2.3.3. Extraction and Selection of Connected Domains
2.3.4. Extraction of Valid Points
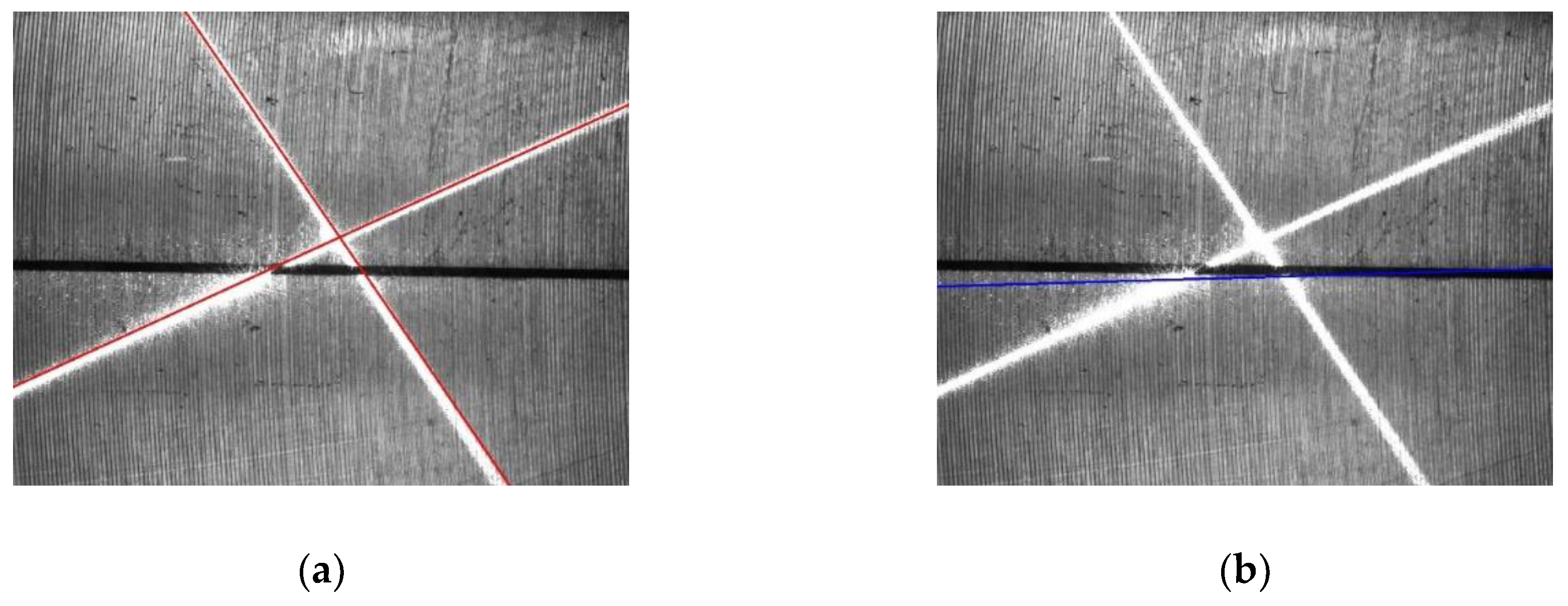
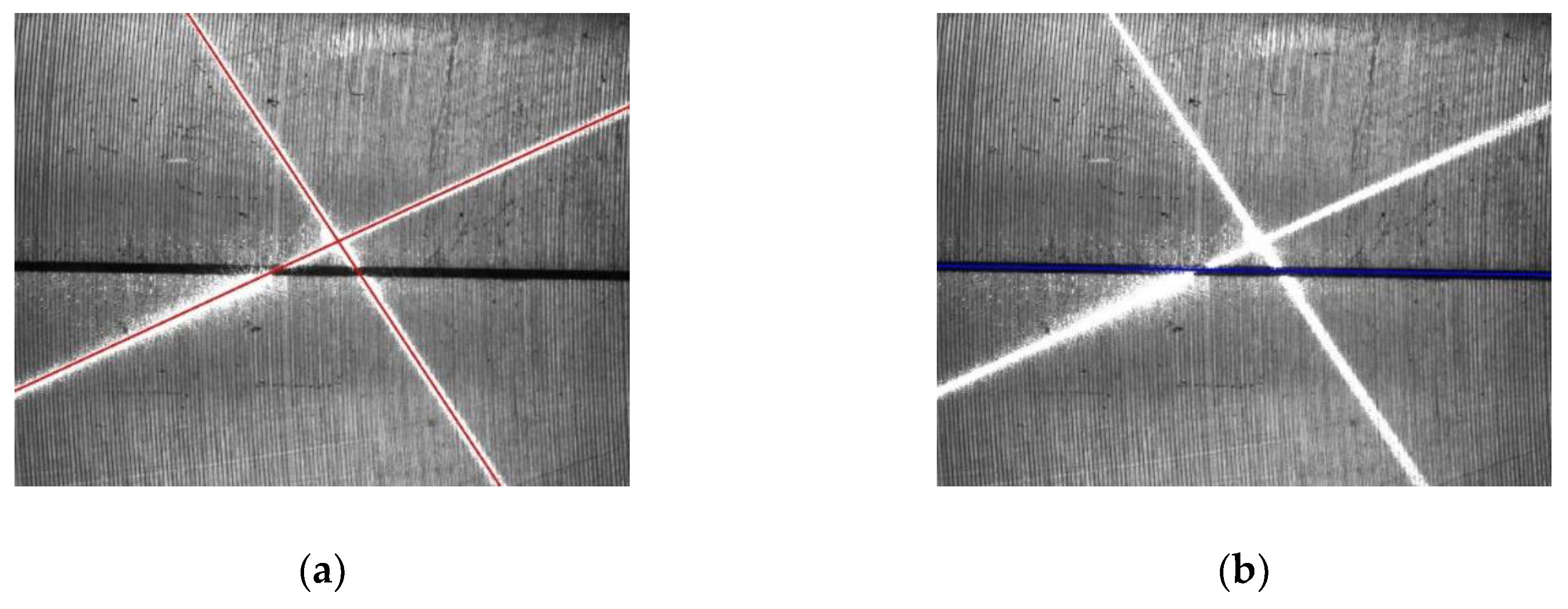
2.3.5. Line Extraction
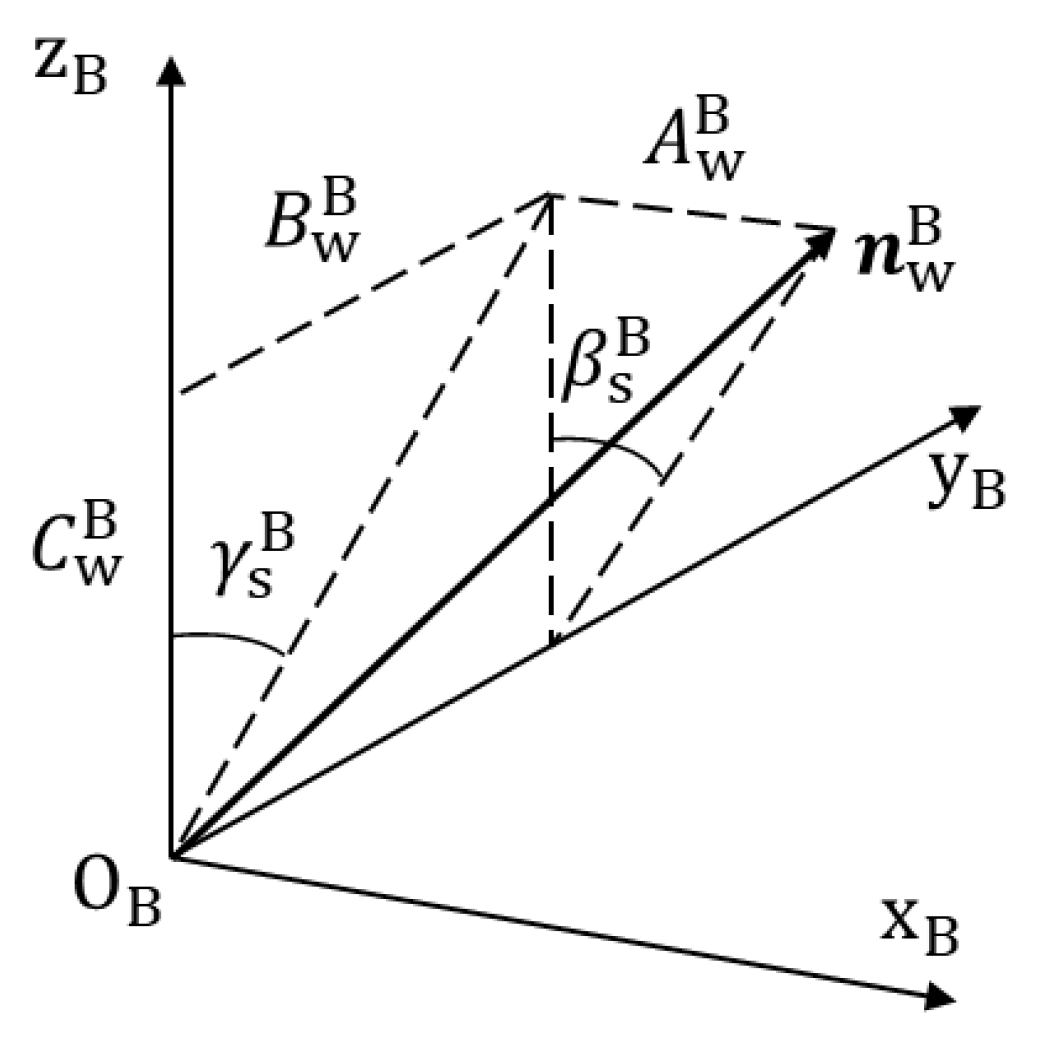
2.4. Calculation of the 3D Coordinates of the Joint and the Normal Vectors of the Workpiece Surface
2.5. Applications of the Proposed Detection Method
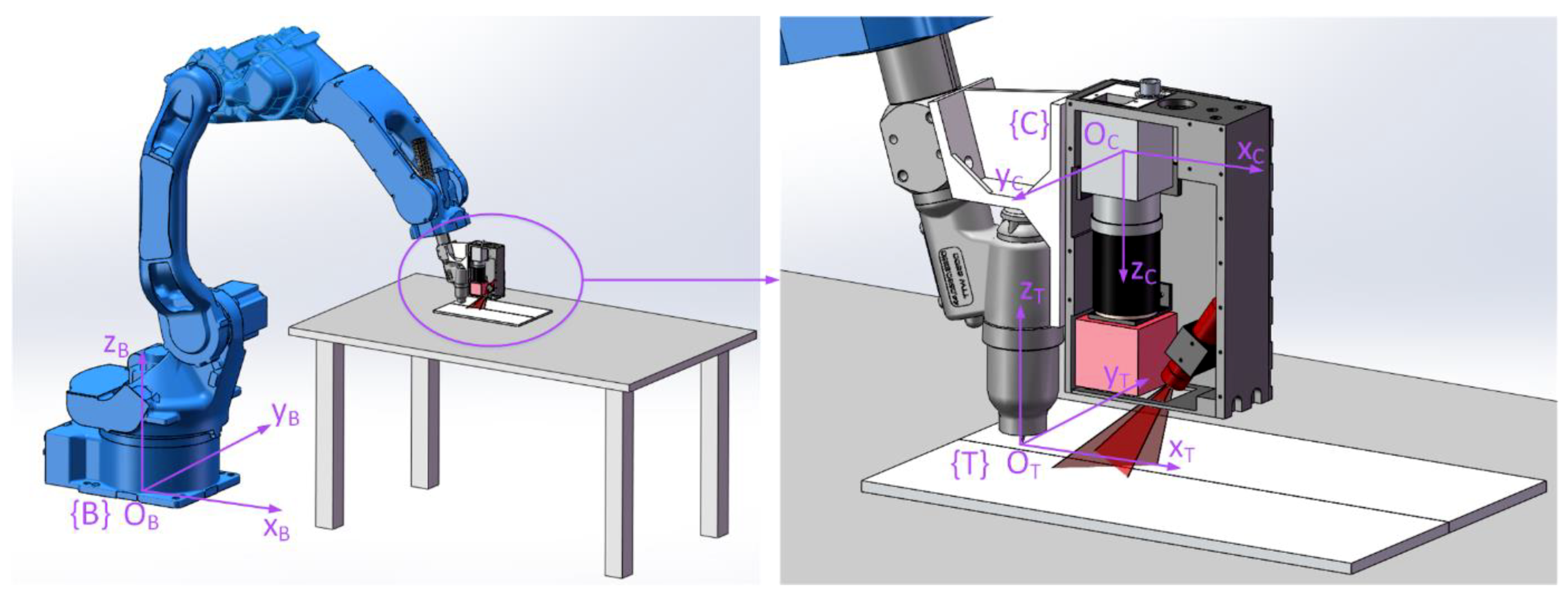
3. Coordinate Transformation
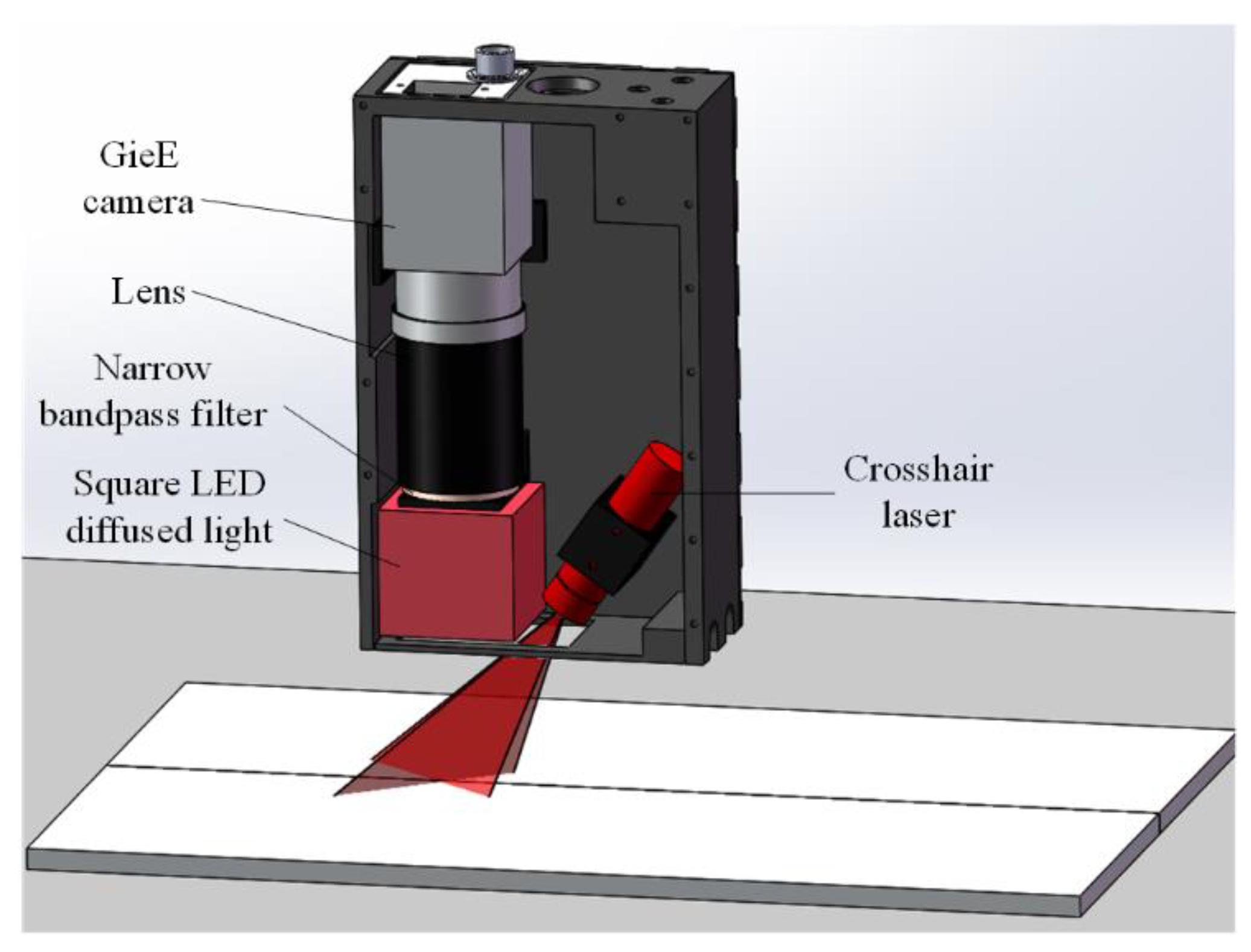
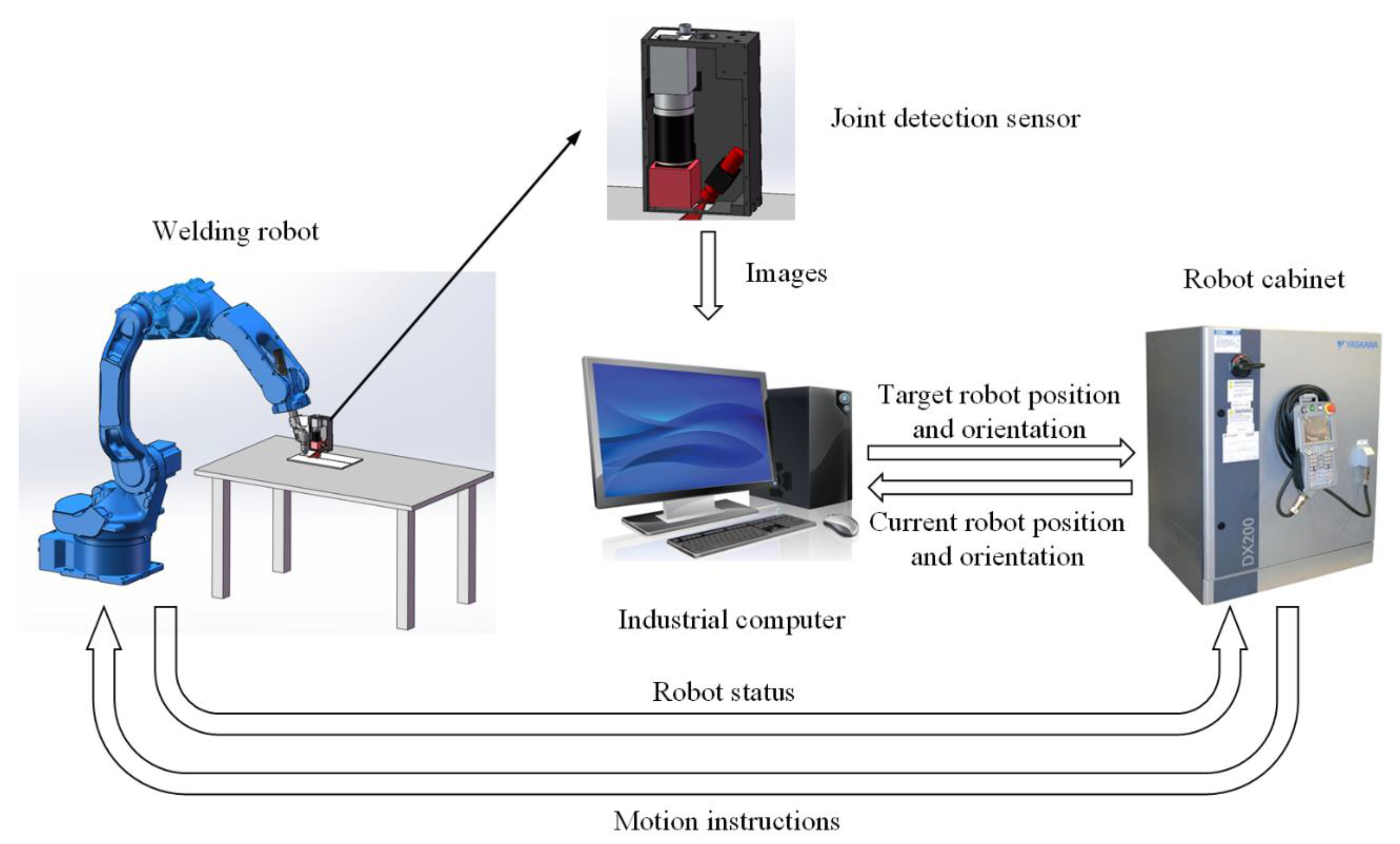
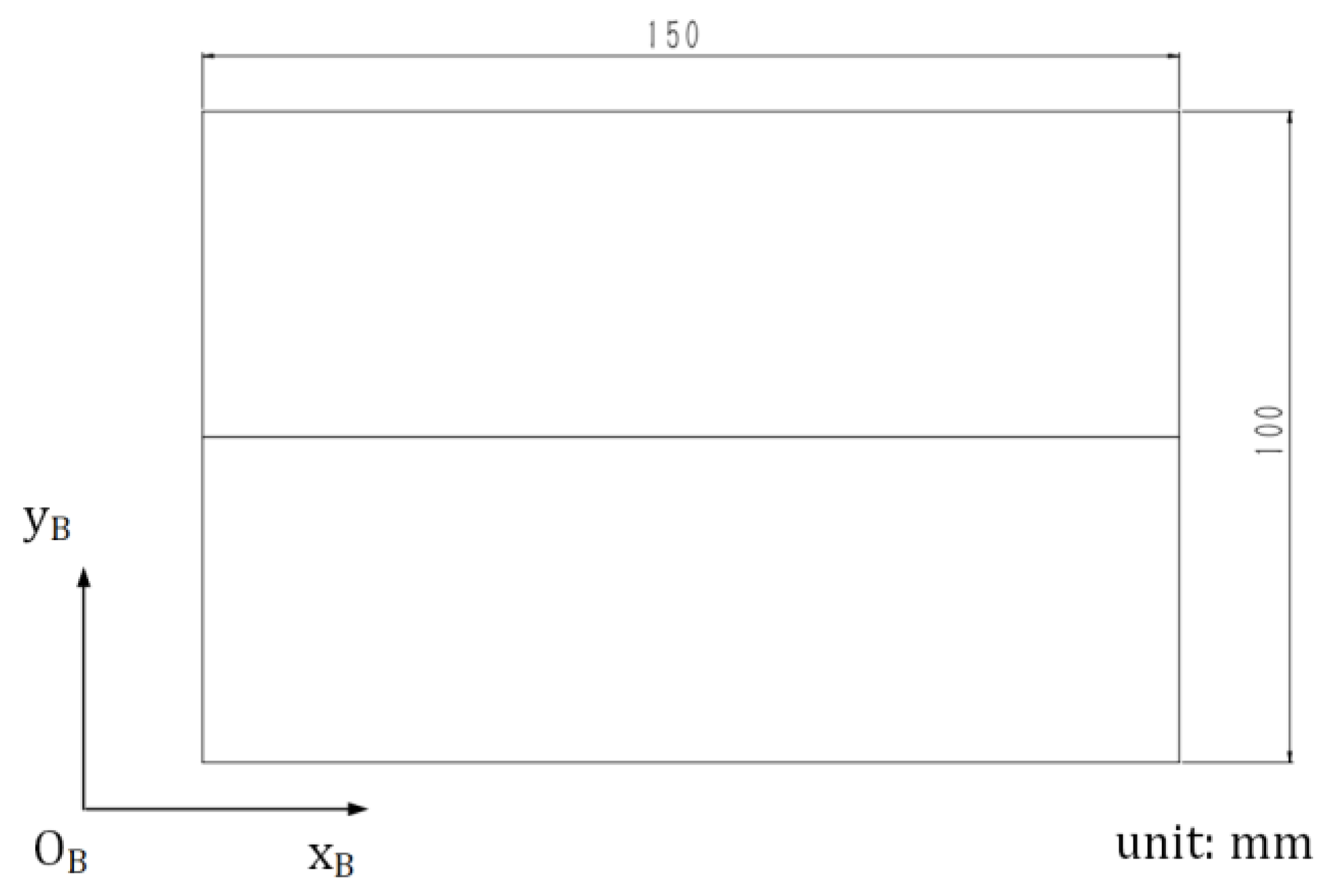
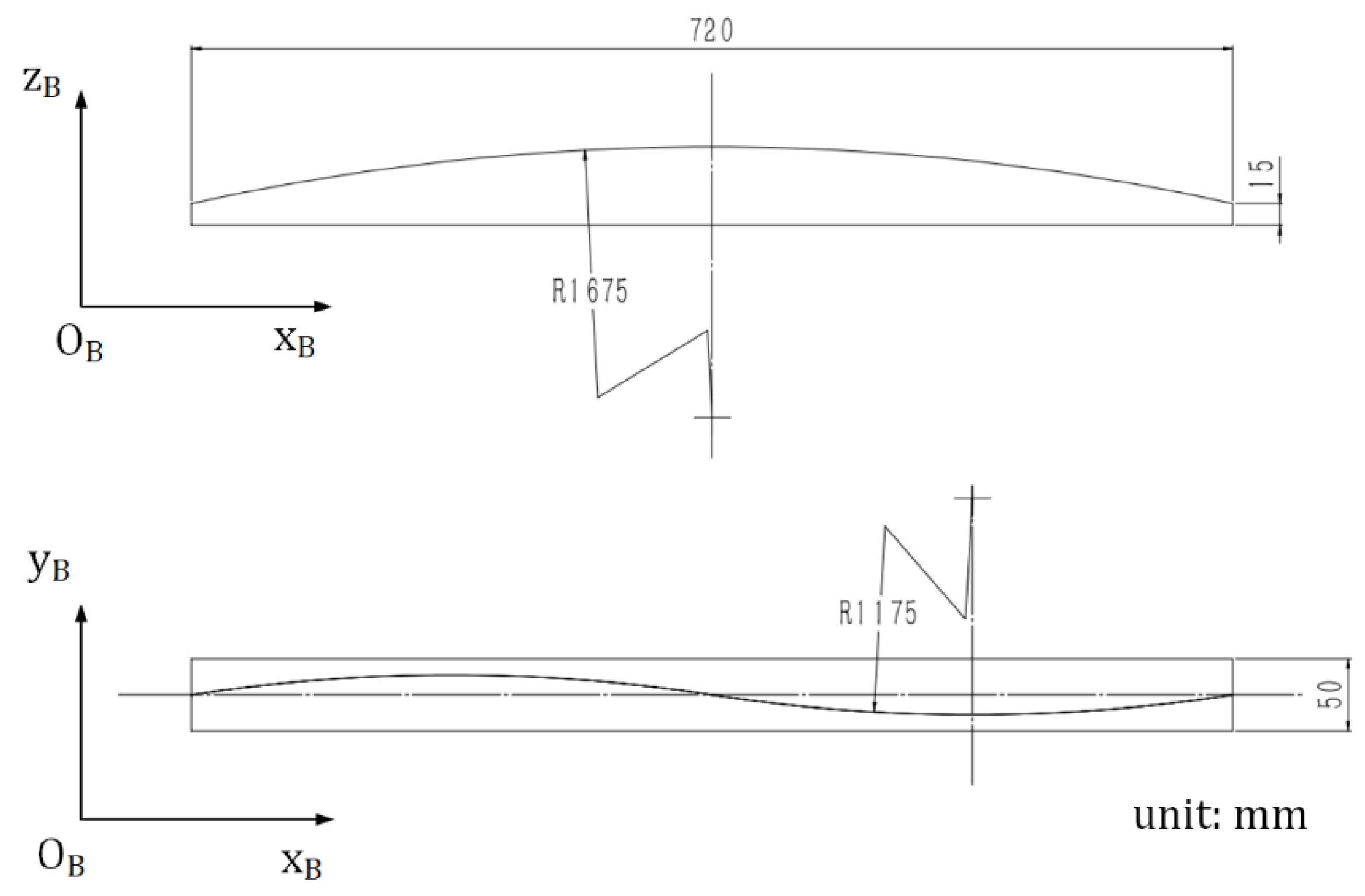
4. Experiment Setup
5. Process and Result of the Joint Detection and Seam Tracking Experiment
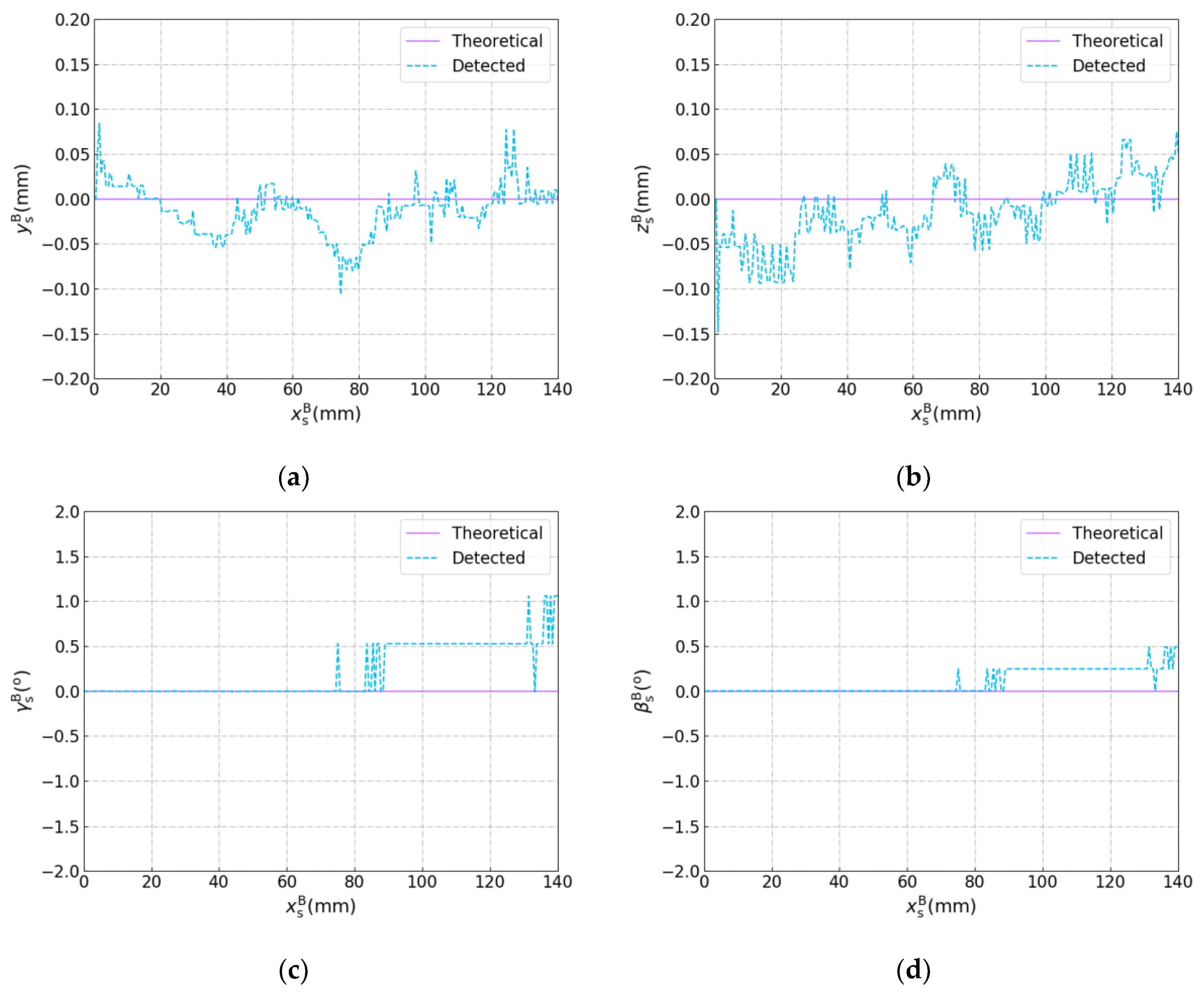
5.1. Process and Results of the Joint Detection Experiment
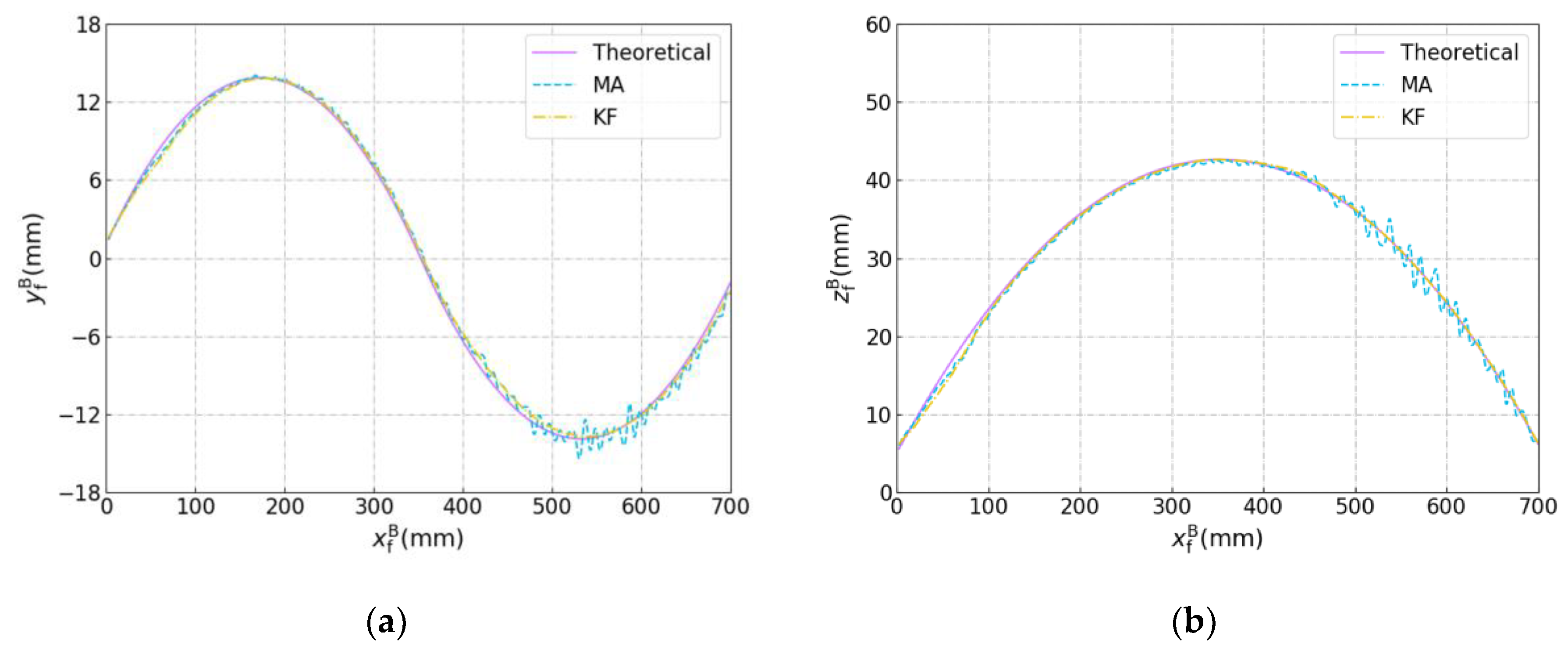
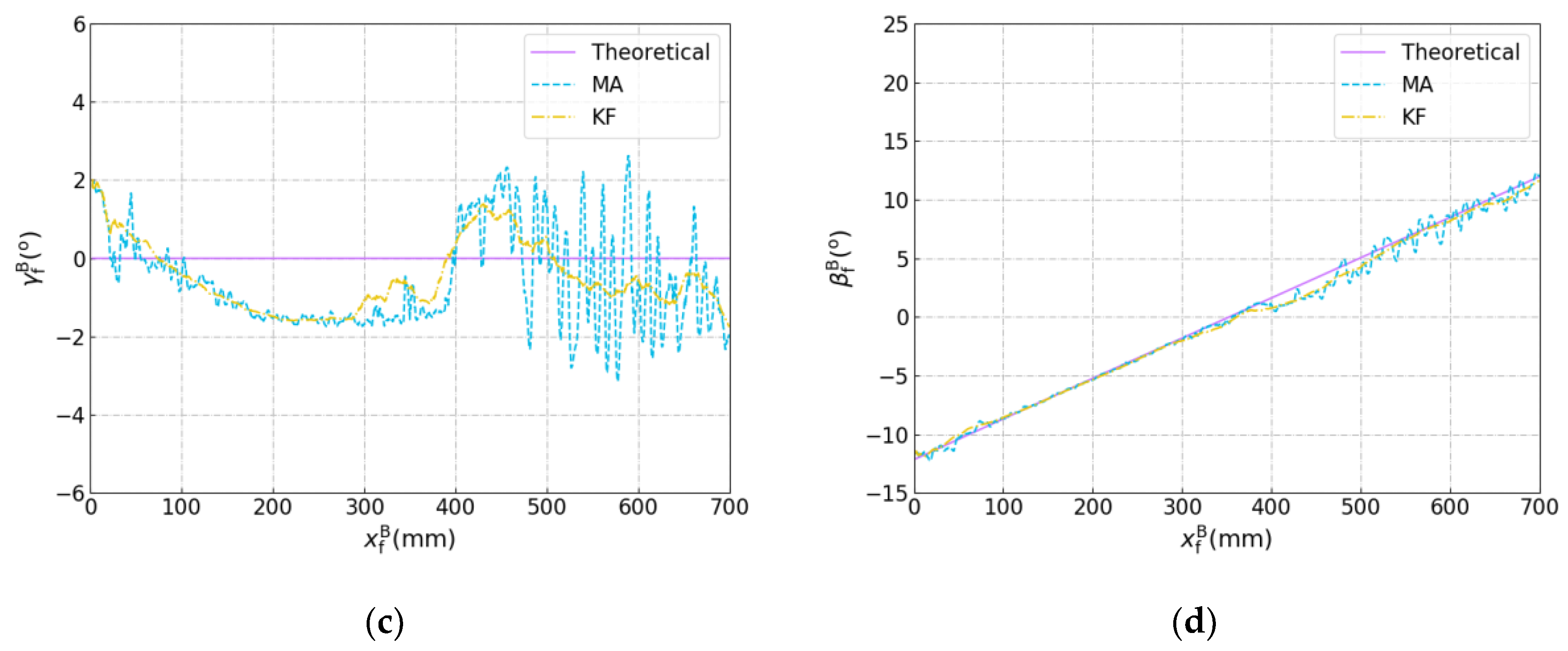
5.2. Process and Results of the Seam Tracking Experiment
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Hong, Y.; Chang, B.; Peng, G.; Yuan, Z.; Hou, X.; Xue, B.; Du, D. In-Process Monitoring of Lack of Fusion in Ultra-Thin Sheets Edge Welding Using Machine Vision. Sensors 2018, 18, 2411. [Google Scholar] [CrossRef] [PubMed]
- Zeng, J.; Chang, B.; Du, D.; Wang, L.; Chang, S.; Peng, G.; Wang, W. A Weld Position Recognition Method Based on Directional and Structured Light Information Fusion in Multi-Layer/Multi-Pass Welding. Sensors 2018, 18, 129. [Google Scholar] [CrossRef] [PubMed]
- Guo, J.; Zhu, Z.; Sun, B.; Yu, Y. Principle of an innovative visual sensor based on combined laser structured lights and its experimental verification. Opt. Laser Technol. 2019, 111, 35–44. [Google Scholar] [CrossRef]
- Guo, J.; Zhu, Z.; Sun, B.; Yu, Y. A novel multifunctional visual sensor based on combined laser structured lights and its anti-jamming detection algorithms. Weld. World 2018. [Google Scholar] [CrossRef]
- Zou, Y.; Chen, T. Laser vision seam tracking system based on image processing and continuous convolution operator tracker. Opt. Laser Eng. 2018, 105, 141–149. [Google Scholar] [CrossRef]
- Li, X.; Li, X.; Ge, S.S.; Khyam, M.O.; Luo, C. Automatic Welding Seam Tracking and Identification. IEEE Trans. Ind. Electron. 2017, 64, 7261–7271. [Google Scholar] [CrossRef]
- Non-Contact Seam Tracking TH6D System. Available online: https://www.scansonic.de/en/products/th6d-optical-sensor (accessed on 29 December 2018).
- Smart Laser Probe. Available online: http://meta-vs.com/slpr.html (accessed on 29 December 2018).
- Zeng, J.; Chang, B.; Du, D.; Hong, Y.; Chang, S.; Zou, Y. A Precise Visual Method for Narrow Butt Detection in Specular Reflection Workpiece Welding. Sensors 2016, 16, 1480. [Google Scholar] [CrossRef] [PubMed]
- Xu, Y.; Fang, G.; Chen, S.; Zou, J.J.; Ye, Z. Real-time image processing for vision-based weld seam tracking in robotic GMAW. Int. J. Adv. Manuf. Technol. 2014, 73, 1413–1425. [Google Scholar] [CrossRef]
- Gao, X.; You, D.; Katayama, S. Seam Tracking Monitoring Based on Adaptive Kalman Filter Embedded Elman Neural Network During High-Power Fiber Laser Welding. IEEE Trans. Ind. Electron. 2012, 59, 4315–4325. [Google Scholar] [CrossRef]
- Nilsen, M.; Sikström, F.; Christiansson, A.; Ancona, A. Vision and spectroscopic sensing for joint tracing in narrow gap laser butt welding. Opt. Laser Technol. 2017, 96, 107–116. [Google Scholar] [CrossRef]
- Shah, H.N.M.; Sulaiman, M.; Shukor, A.Z.; Kamis, Z.; Rahman, A.A. Butt welding joints recognition and location identification by using local thresholding. Robot. CIM-Int. Manuf. 2018, 51, 181–188. [Google Scholar] [CrossRef]
- Nele, L.; Sarno, E.; Keshari, A. An image acquisition system for real-time seam tracking. Int. J. Adv. Manuf. Technol. 2013, 69, 2099–2110. [Google Scholar] [CrossRef]
- Kramer, S.; Fiedler, W.; Drenker, A.; Abels, P. Seam tracking with texture based image processing for laser materials processing. Proc. SPIE 2014, 8963, 89630P. [Google Scholar]
- Gao, X.; Liu, Y.; You, D. Detection of micro-weld joint by magneto-optical imaging. Opt. Laser Technol. 2014, 62, 141–151. [Google Scholar] [CrossRef]
- Fang, Z.; Xu, D.; Tan, M. Visual seam tracking system for butt weld of thin plate. Int. J. Adv. Manuf. Technol. 2010, 49, 519–526. [Google Scholar] [CrossRef]
- Shao, W.J.; Huang, Y.; Zhang, Y. A novel weld seam detection method for space weld seam of narrow butt joint in laser welding. Opt. Laser Technol. 2018, 99, 39–51. [Google Scholar] [CrossRef]
- Zeng, J.; Chang, B.; Du, D.; Peng, G.; Chang, S.; Hong, Y.; Wang, L.; Shan, J. A Vision-Aided 3D Path Teaching Method before Narrow Butt Joint Welding. Sensors 2017, 17, 1099. [Google Scholar] [CrossRef] [PubMed]
- Peng, G.; Xue, B.; Gao, Y.; Tian, Z.; Hong, Y.; Chang, B.; Du, D. Vision sensing and surface fitting for real-time detection of tight butt joints. J. Phys. Conf. Ser. 2018, 1074, 12001. [Google Scholar] [CrossRef]
- Gonzalez, R.C.; Woods, R.E. Digital Image Processing; Publishing House of Electronics Industry: Beijing, China, 2007; pp. 844–845. [Google Scholar]
- Hough, P.V.C. Method and Means for Recognizing Complex Patterns. U.S. Patent 3069654, 18 December 1962. [Google Scholar]
- Zhang, Z. A flexible new technique for camera calibration. IEEE Trans. Pattern Anal. 2000, 22, 1330–1334. [Google Scholar] [CrossRef]
- de Graaf, M.; Aarts, R.; Jonker, B.; Meijer, J. Real-time seam tracking for robotic laser welding using trajectory-based control. Control Eng. Pract. 2010, 18, 944–953. [Google Scholar] [CrossRef]
- Welch, G.; Bishop, G. An Introduction to the Kalman Filter; University of North Carolina: Chapel Hill, NC, USA, 1995; pp. 1–16. [Google Scholar]




















© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xue, B.; Chang, B.; Peng, G.; Gao, Y.; Tian, Z.; Du, D.; Wang, G. A Vision Based Detection Method for Narrow Butt Joints and a Robotic Seam Tracking System. Sensors 2019, 19, 1144. https://doi.org/10.3390/s19051144
Xue B, Chang B, Peng G, Gao Y, Tian Z, Du D, Wang G. A Vision Based Detection Method for Narrow Butt Joints and a Robotic Seam Tracking System. Sensors. 2019; 19(5):1144. https://doi.org/10.3390/s19051144
Chicago/Turabian StyleXue, Boce, Baohua Chang, Guodong Peng, Yanjun Gao, Zhijie Tian, Dong Du, and Guoqing Wang. 2019. "A Vision Based Detection Method for Narrow Butt Joints and a Robotic Seam Tracking System" Sensors 19, no. 5: 1144. https://doi.org/10.3390/s19051144
APA StyleXue, B., Chang, B., Peng, G., Gao, Y., Tian, Z., Du, D., & Wang, G. (2019). A Vision Based Detection Method for Narrow Butt Joints and a Robotic Seam Tracking System. Sensors, 19(5), 1144. https://doi.org/10.3390/s19051144