A Machine Condition Monitoring Framework Using Compressed Signal Processing


Abstract
:1. Introduction
2. Background and Related Work
3. Proposed Framework
3.1. Stage-I: Compressive Acquisition
3.2. Stage-II: Feature Extraction
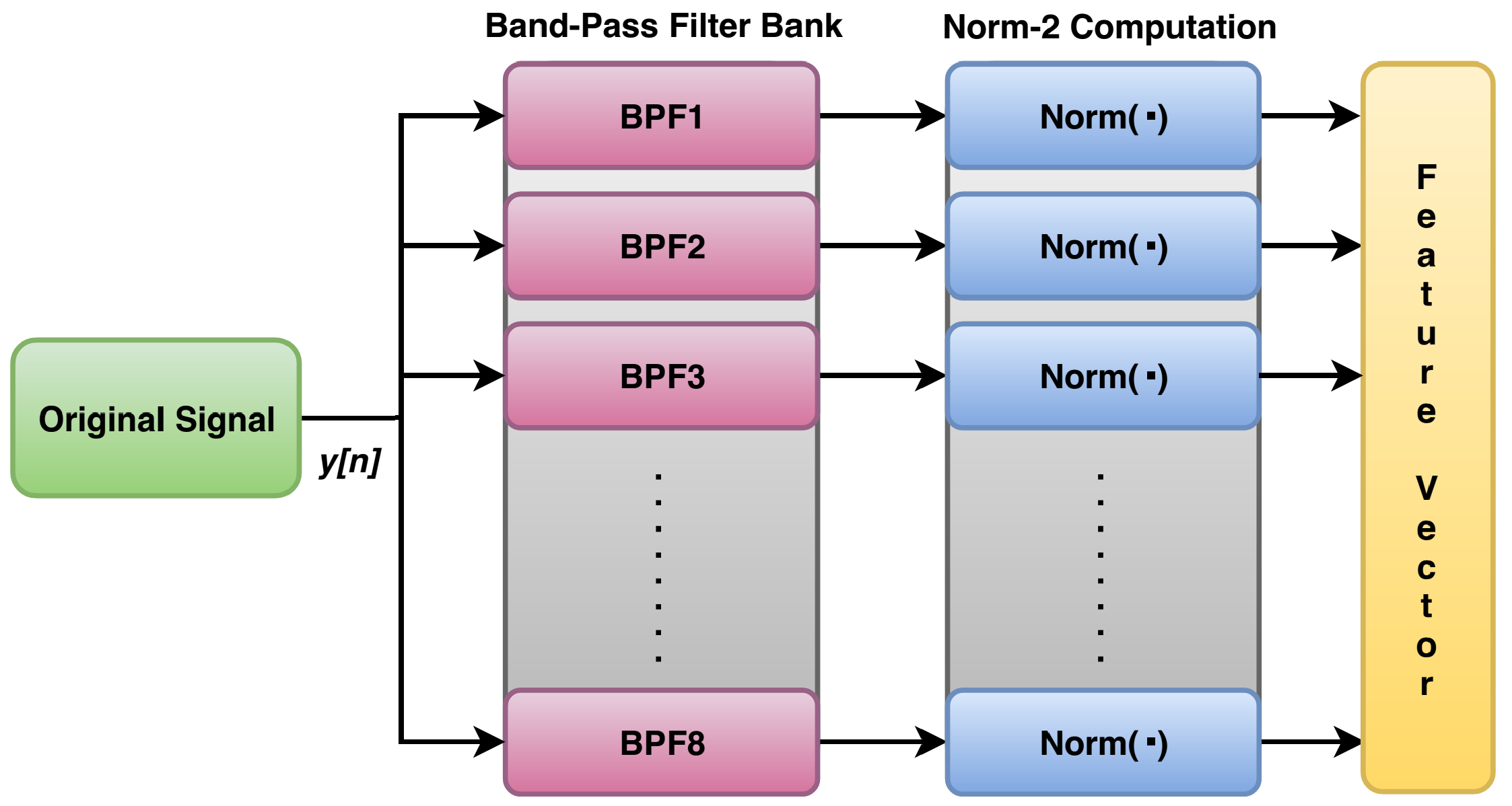
3.2.1. Feature Extraction from Original Signal
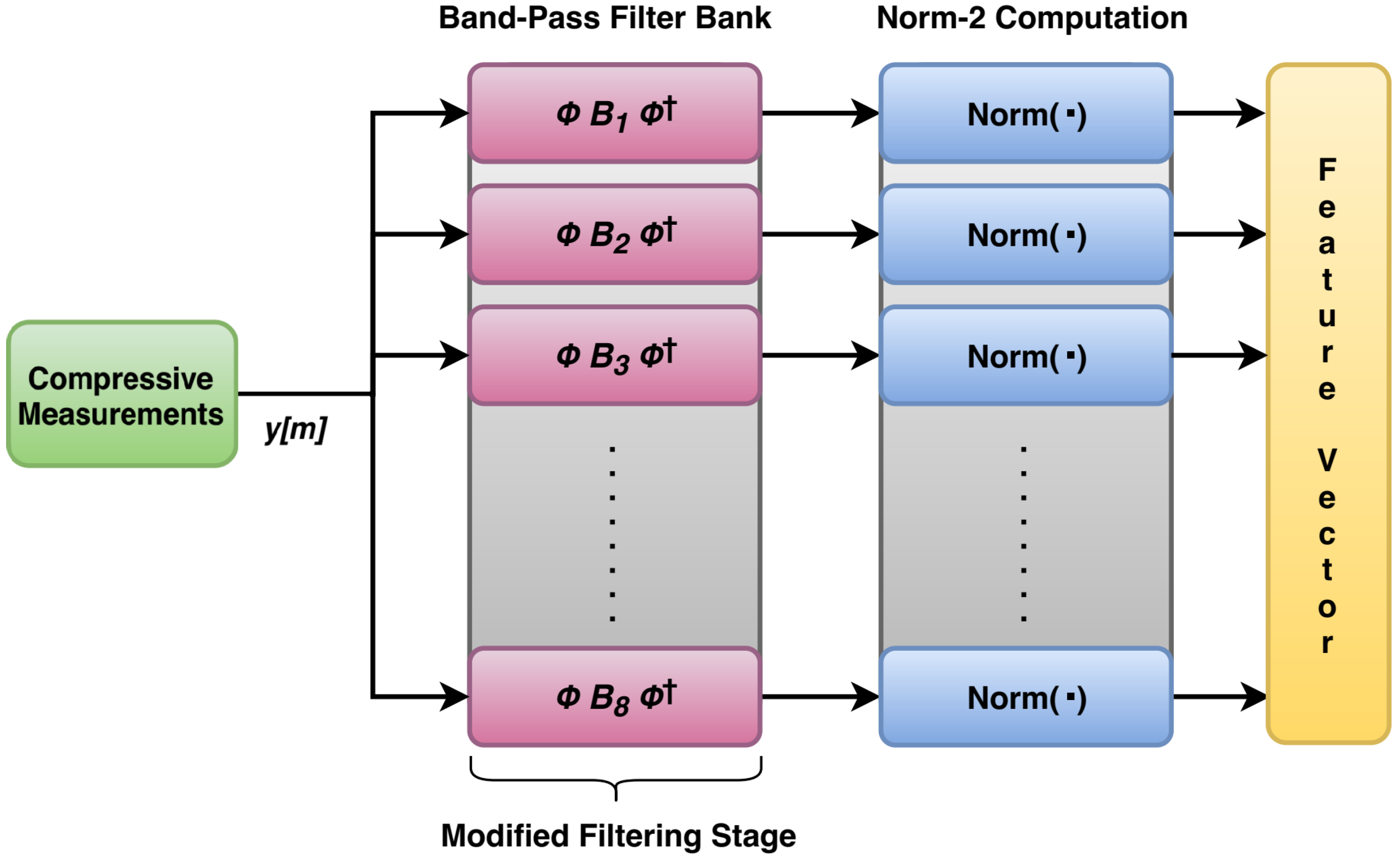
3.2.2. Feature Extraction from Compressive Measurements
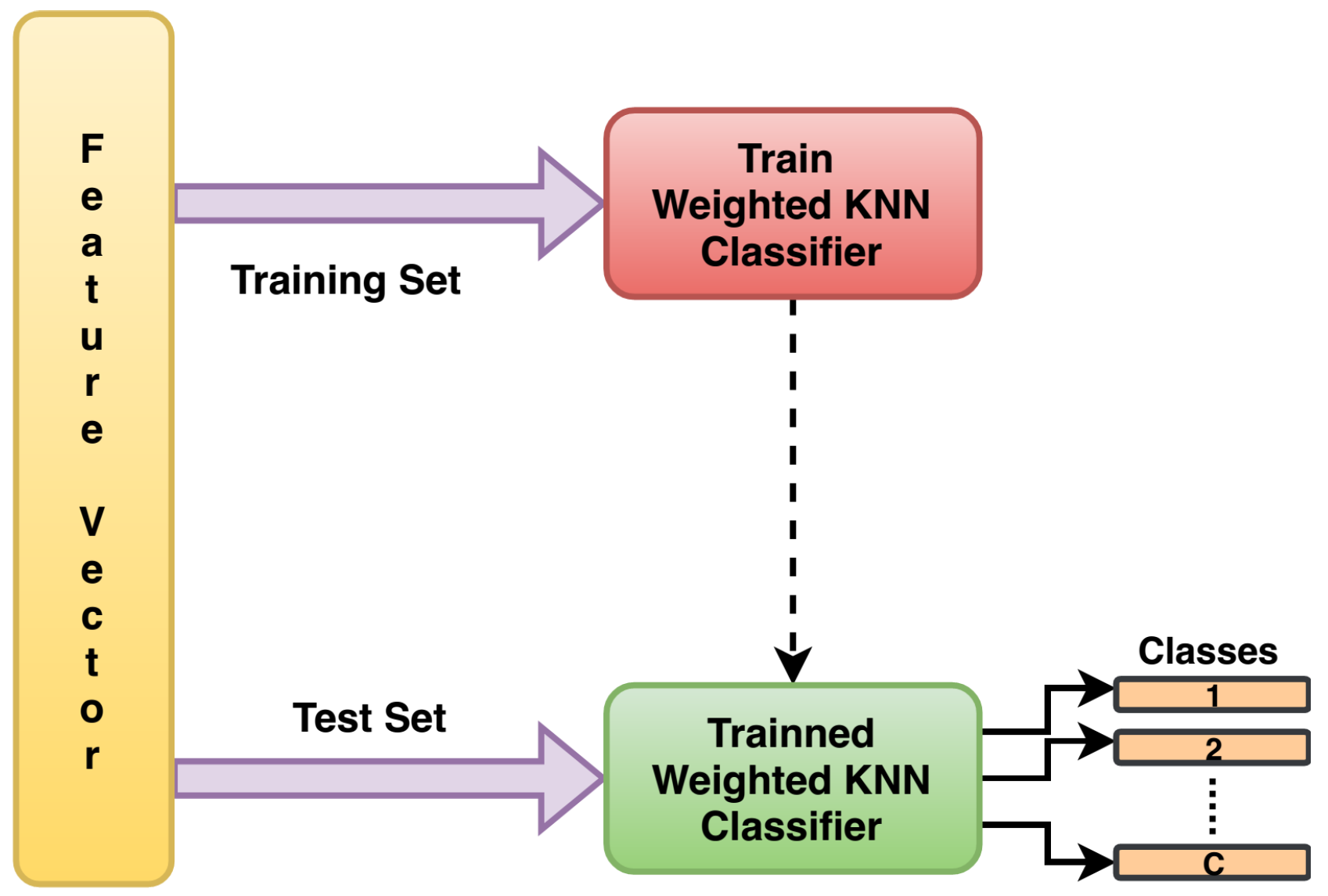
3.3. Stage-III: Classification
4. Results and Discussion
5. Challenges and Future Scope
- The pseudorandom sequence used in the acquisition stage must be good enough in randomizing the input signal. This aspect can be improved to achieve better performance at higher undersampling factors.
- The bearing fault classification is a multiclass classification problem. This requires significant efforts for training and testing the classifiers. So it is very difficult to identify better performing classifier for this purpose. Some efforts can be done to improve upon this part of problem.
- This work can be further extended to test the proposed technique on other bearing vibration datasets.
- The performance of proposed method degrades to some extent at higher undersampling factors. Alternate feature extraction process can be sought for achieving satisfactory performance even at some higher undersampling factors.
- Another future scope of this work is to implement the proposed technique on hardware and analyzing its performance in real time.
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Li, R.; He, D. Rotational machine health monitoring and fault detection using EMD-based acoustic emission feature quantification. IEEE Trans. Instrum. Meas. 2012, 61, 990–1001. [Google Scholar] [CrossRef]
- Mohanty, A.R. Machinery Condition Monitoring: Principles and Practices. S.l.; CRC PRESS: Boca Raton, FL, USA, 2017. [Google Scholar]
- Riera-Guasp, M.; Antonino-Daviu, J.A.; Capolino, G.-A. Advances in Electrical Machine, Power Electronic, and Drive Condition Monitoring and Fault Detection: State of the Art. IEEE Trans. Ind. Elect. 2015, 62, 1746–1759. [Google Scholar] [CrossRef]
- Henao, H.; Capolino, G.-A.; Fernandez-Cabanas, M.; Filippetti, F.; Bruzzese, C.; Strangas, E.; Pusca, R.; Estima, J.; Riera-Guasp, M.; Hedayati-Kia, S. Trends in Fault Diagnosis for Electrical Machines: A Review of Diagnostic Techniques. IEEE Ind. Elect. Mag. 2014, 31–42. [Google Scholar] [CrossRef]
- Frosini, L.; Harlisca, C.; Szabo, L. Induction Machine Bearing Fault Detection by Means of Statistical Processing of the Stray Flux Measurement. IEEE Trans. Ind. Elect. 2015, 62, 1846–1854. [Google Scholar] [CrossRef]
- Jardine, A.K.; Lin, D.; Banjevic, D. A review on machinery diagnostics and prognostics implementing condition-based maintenance. Mech. Syst. Signal Process. 2006, 20, 1483–1510. [Google Scholar] [CrossRef]
- Li, K.; Gan, L.; Ling, C. Convolutional compressed sensing using deterministic sequences. IEEE Trans. Signal Process. 2012, 61, 740–752. [Google Scholar] [CrossRef] [Green Version]
- Gligorijevic, J.; Gajic, D.; Brkovic, A.; Savic-Gajic, I.; Georgieva, O.; Gennaro, S. Online Condition Monitoring of Bearings to Support Total Productive Maintenance in the Packaging Materials Industry. Sensors 2016, 16, 316. [Google Scholar] [CrossRef] [Green Version]
- Brkovic, A.; Gajic, D.; Gligorijevic, J.; Savic-Gajic, I.; Gennaro, S. Early fault detection and diagnosis in bearings for more efficient operation of rotating machinery. Energy 2017, 136, 63–71. [Google Scholar] [CrossRef]
- Singh, V.K.; Singh, V.K.; Kumar, M. In-Network Data Processing Based on Compressed Sensing in WSN: A Survey. Wireless Pers. Commun. 2017, 96, 2087–2124. [Google Scholar] [CrossRef]
- Lakshminarayanan, R.; Rajendran, P. Efficient data collection in wireless sensor networks with block-wise compressive path constrained sensing in mobile sinks. Cluster Comput. 2017, 22, 1–12. [Google Scholar] [CrossRef]
- O’Connor, S.M.; Lynch, J.P.; Gilbert, A.C. Compressed sensing embedded in an operational wireless sensor network to achieve energy efficiency in long-term monitoring applications. Smart Mat. Struct. 2014, 23, 085014. [Google Scholar] [CrossRef]
- Chen, W.; Wassell, I.J. Energy-efficient signal acquisition in wireless sensor networks: A compressive sensing framework. IET Wirel. Sen. Syst. 2012, 21, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Candès, E.J.; Romberg, J.; Tao, T. Robust uncertainty principles: Exact signal reconstruction from highly incomplete frequency information. IEEE Trans. Inf. Theory 2006, 52, 489–509. [Google Scholar] [CrossRef] [Green Version]
- Donoho, D.L. Compressed sensing. IEEE Trans. Inf. Theory 2006, 52, 1289–1306. [Google Scholar] [CrossRef]
- Candès, E.J.; Romberg, J. Sparsity and Incoherence in Compressive Sampling. Inverse Probl. 2007, 23, 969–985. [Google Scholar] [CrossRef] [Green Version]
- Candès, E.J. Compressive Sampling. In Proceedings of the International Congress of Mathematicians, Madrid, Spain, 22–30 August 2006; pp. 1433–1452. [Google Scholar]
- Candès, E.J.; Tao, T. Near-Optimal Signal Recovery From Random Projections: Universal Encoding Strategies? IEEE Trans. Inf. Theory 2006, 52, 5406–5425. [Google Scholar] [CrossRef] [Green Version]
- Baraniuk, R.G. Compressive Sensing [Lecture Notes]. IEEE Sig. Process. Mag. 2007, 24, 118–121. [Google Scholar] [CrossRef]
- Candès, E.J.; Wakin, M.B. An Introduction to Compressive Sampling. IEEE Sig. Process. Mag. 2008, 25, 21–30. [Google Scholar] [CrossRef]
- Lu, S.; Zhou, P.; Wang, X.; Liu, Y.; Liu, F.; Zhao, J. Condition monitoring and fault diagnosis of motor bearings using undersampled vibration signals from a wireless sensor network. J. Sound Vib. 2018, 414, 81–96. [Google Scholar] [CrossRef]
- Ahmed, H.O.A.; Wong, M.L.D.; Nandi, A.K. Intelligent condition monitoring method for bearing faults from highly compressed measurements using sparse over-complete features. Mech. Syst. Signal Process. 2018, 99, 459–477. [Google Scholar] [CrossRef]
- Haupt, J.; Castro, R.; Nowak, R.; Fudge, G.L.; Yeh, A. Compressive Sampling for Signal Classification. In Proceedings of the 2006 Fortieth Asilomar Conference on Signals, Systems and Computers, Pacific Grove, CA, USA, 29 October–1 November 2006; pp. 1430–1434. [Google Scholar]
- Duarte, M.F.; Davenport, M.; Wakin, M.; Baraniuk, R. Sparse Signal Detection from Incoherent Projections. In Proceedings of the 2006 IEEE International Conference on Acoustics Speech and Signal Processing Proceedings, Toulouse, France, 14–19 May 2006. [Google Scholar]
- Haupt, J.; Nowak, R. Compressive Sampling for Signal Detection. In Proceedings of the 2007 IEEE International Conference on Acoustics, Speech and Signal Processing—ICASSP ’07, Honolulu, HI, USA, 15–20 April 2007; pp. III-1509–III-1512. [Google Scholar]
- Davenport, M.A.; Boufounos, P.; Wakin, M.; Baraniuk, R. Signal Processing With Compressive Measurements. IEEE J. Sel. Top. Sig. Proces. 2010, 4, 445–460. [Google Scholar] [CrossRef]
- Park, J.Y.; Wakin, M.; Gilbert, A.C. Modal Analysis With Compressive Measurements. IEEE Trans. Signal Process. 2014, 62, 1655–1670. [Google Scholar] [CrossRef] [Green Version]
- Slavič, J.; Brković, A.; Boltežar, M. Typical bearing-fault rating using force measurements: Application to real data. J. Vib. Control 2011, 17, 2164–2174. [Google Scholar] [CrossRef]
- Baraniuk, R.; Davenport, M.; Duarte, M.F.; Hegde, C. An Introduction to Compressive Sensing. OpenStax-CNX 2011. Available online: http://legacy.cnx.org/content/col11133/1.5/ (accessed on 15 December 2019).
- Tong, G.; Hou, W.; Wang, H.; Luo, F.; Ma, J. Compressive Sensing of Roller Bearing Faults via Harmonic Detection from Under-Sampled Vibration Signals. Sensors 2015, 15, 25648–25662. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, X.; Hu, N.; Hu, L.; Chen, L.; Cheng, Z. A bearing fault diagnosis method based on the low-dimensional compressed vibration signal. Ad. Mech. Eng. 2015, 7, 1–12. [Google Scholar] [CrossRef]
- Shao, H.; Jiang, H.; Zang, H.; Duan, W.; Liang, T.; Wu, S. Rolling bearing fault feature learning using improved convolutional deep belief network with compressed sensing. Mech. Sys. Sig. Proces. 2017, 100, 743–765. [Google Scholar] [CrossRef]
- Tropp, J.A.; Laska, J.N.; Duarte, M.F.; Romberg, J.K.; Baraniuk, R.G. Beyond Nyquist: Efficient Sampling of Sparse Bandlimited Signals. IEEE Trans. Inf. Theory 2010, 56, 520–544. [Google Scholar] [CrossRef] [Green Version]
- Yoo, J.; Becker, S.; Monge, M.; Loh, M.; Candès, E.; Emami-Neyestanak, A. Design and implementation of a fully integrated compressed-sensing signal acquisition system. In Proceedings of the 2012 IEEE International Conference on Acoustics, Speech and Signal Processing (ICASSP), Kyoto, Japan, 25–30 March 2012; pp. 5325–5328. [Google Scholar]
- Slavinsky, J.P.; Laska, J.N.; Davenport, M.A.; Baraniuk, R.G. The compressive multiplexer for multi-channel compressive sensing. In Proceedings of the 2011 IEEE International Conference on Acoustics, Speech and Signal Processing (ICASSP), Prague, Czech Republic, 22–27 May 2011; pp. 3980–3983. [Google Scholar]
- Laska, J.N.; Kirolos, S.; Duarte, M.F.; Ragheb, T.S.; Baraniuk, R.G.; Massoud, Y. Theory and Implementation of an Analog-to-Information Converter using Random Demodulation. In Proceedings of the 2007 IEEE International Symposium on Circuits and Systems, New Orleans, LA, USA, 27–30 May 2007; pp. 1959–1962. [Google Scholar]
- Rani, M.; Dhok, S.B.; Deshmukh, R.B. A Systematic Review of Compressive Sensing: Concepts, Implementations and Applications. IEEE Access 2018, 6, 4875–4894. [Google Scholar] [CrossRef]
- Trefethen, L.; Bau, D. Numerical Linear Algebra; Society for Industrial and Applied Mathematic: Philadelphia, PA, USA, 1997. [Google Scholar]
- Cormen, T.H.; Leiserson, C.E.; Rivest, R.L.; Stein, C. Introduction to Algorithms, 3rd ed.; The MIT Press: Cambridge, MA, USA, 2009. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Signal Type | Input Signal Dimension | Feature Set Dimension | K-Fold | Testing Accuracy (%) | |
|---|---|---|---|---|---|
| Original | 240,000 | 10 | 99.2 | ||
| Compressive measurements for an under-sampling factor of | 2 | 240,000 | 10 | 98.2 | |
| 4 | 240,000 | 10 | 97.9 | ||
| 8 | 240,000 | 10 | 94.6 | ||
| 16 | 240,000 | 10 | 93.3 | ||
| CS Undersampling | Dimensions of Filter Matrices | Classification Accuracy Using | |||
|---|---|---|---|---|---|
| Conventional | Nyquist | Modified Filters | Conventional | Modified | |
| Filters () | Filter () | () | Filters () | Filters () | |
| 2 | 88.7 | 98.2 | |||
| 4 | 85.3 | 97.9 | |||
| 8 | 79.4 | 94.6 | |||
| 16 | 70.8 | 93.3 | |||
| Classifier | Accuracy for CS Undersampling Factor of | |||
|---|---|---|---|---|
| 2 | 4 | 8 | 16 | |
| Simple Tree | 95.4% | 94.6% | 89.4% | 83.0% |
| Medium Tree | 95.6% | 95.6% | 93.0% | 89.4% |
| Complex Tree | 95.6% | 95.6% | 93.0% | 89.4% |
| Fine k-NN | 97.2% | 96.4% | 94.4% | 91.8% |
| Medium k-NN | 97.2% | 97.2% | 94.2% | 92.3% |
| Cosine k-NN | 95.6% | 94.8% | 89.4% | 87.6% |
| Cubic k-NN | 97.2% | 97.2% | 94.1% | 92.0% |
| Weighted k-NN | 98.2% | 97.9% | 94.6% | 93.4% |
| Linear SVM | 95.9% | 95.4% | 93.8% | 92.5% |
| Quadratic SVM | 95.6% | 95.6% | 93.0% | 91.5% |
| Cubic SVM | 96.4% | 96.1% | 93.0% | 91.0% |
| Computational Block | Cost | |
|---|---|---|
| Conventional CS Approach | Proposed Method | |
| CS Acquisition | same | same |
| Communication | high (transmits measurements) | low (transmits status) |
| CS Reconstruction (e.g., OMP) | − | |
| Inverse Transform (e.g., IFFT) | − | |
| Feature Extraction | high: | low: |
| classification | same | same |
| CS Undersampling | Classification Accuracy Using | ||
|---|---|---|---|
| Case 1 (Non-Random ) | Case 2 (Sub-Sampling Matrices) | Case 3 (RD Matrices) | |
| 2 | 91.5% | 92.3% | 98.2% |
| 4 | 88.5% | 88.7% | 97.9% |
| 8 | 84.0% | 85.3% | 94.6% |
| 16 | 79.4% | 80.9% | 93.3% |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rani, M.; Dhok, S.; Deshmukh, R. A Machine Condition Monitoring Framework Using Compressed Signal Processing. Sensors 2020, 20, 319. https://doi.org/10.3390/s20010319
Rani M, Dhok S, Deshmukh R. A Machine Condition Monitoring Framework Using Compressed Signal Processing. Sensors. 2020; 20(1):319. https://doi.org/10.3390/s20010319
Chicago/Turabian StyleRani, Meenu, Sanjay Dhok, and Raghavendra Deshmukh. 2020. "A Machine Condition Monitoring Framework Using Compressed Signal Processing" Sensors 20, no. 1: 319. https://doi.org/10.3390/s20010319
APA StyleRani, M., Dhok, S., & Deshmukh, R. (2020). A Machine Condition Monitoring Framework Using Compressed Signal Processing. Sensors, 20(1), 319. https://doi.org/10.3390/s20010319