Peg-in-Hole Assembly Based on Six-Legged Robots with Visual Detecting and Force Sensing


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
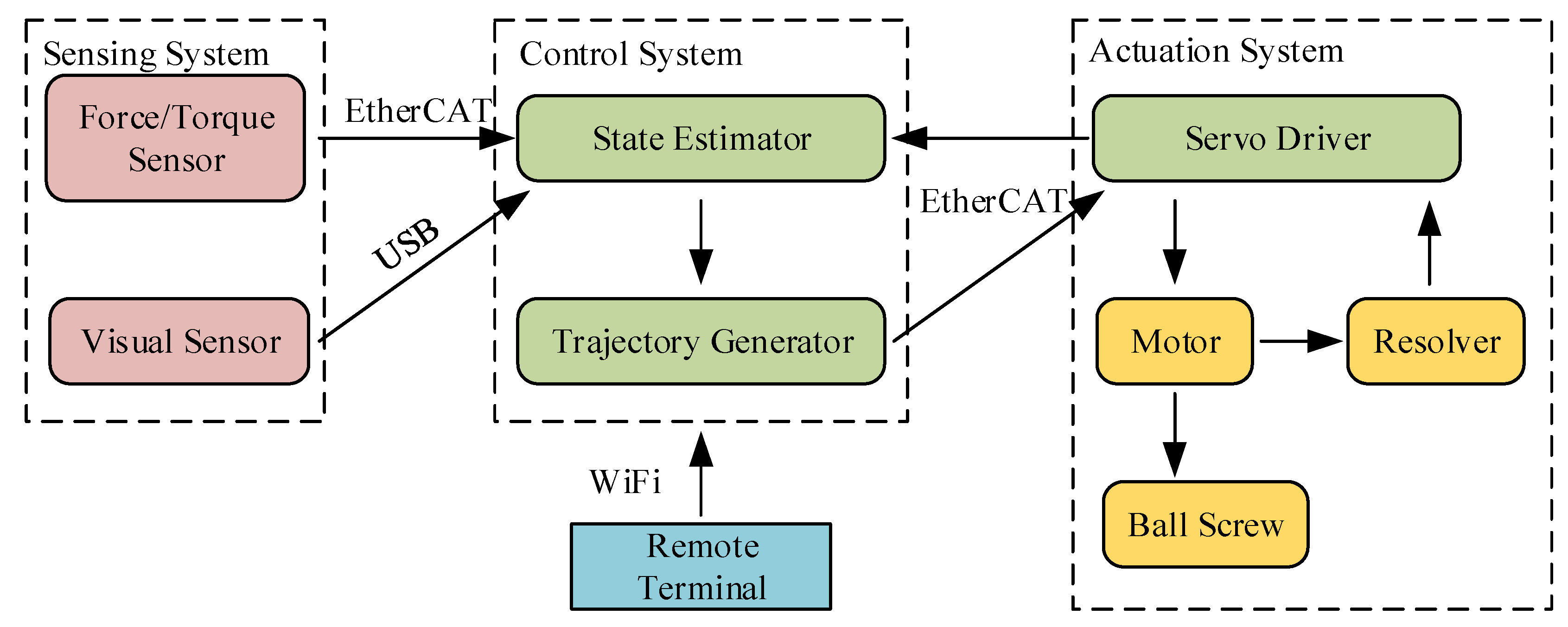
2. Robot System Overview
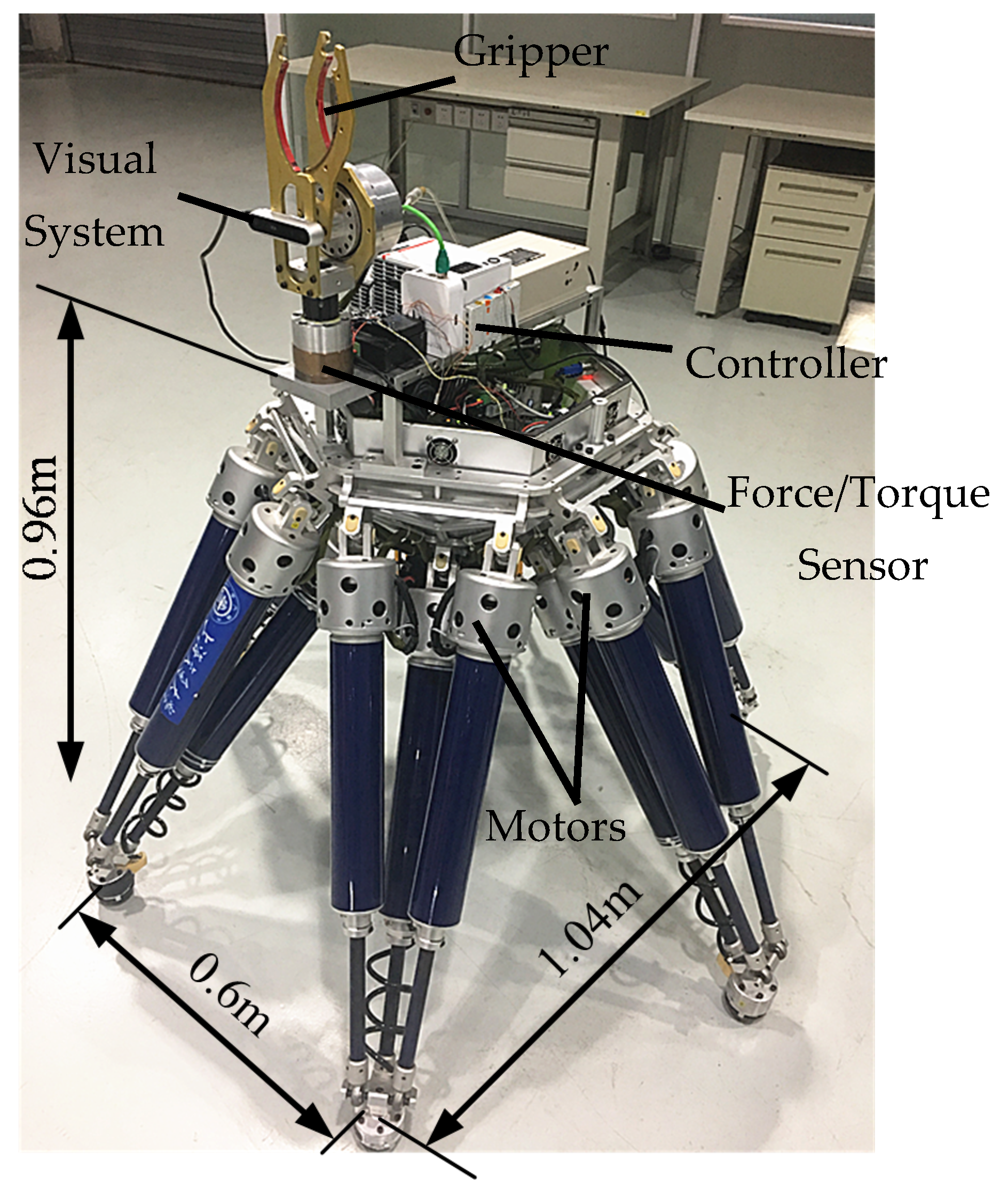
2.1. The Six-Legged Robot
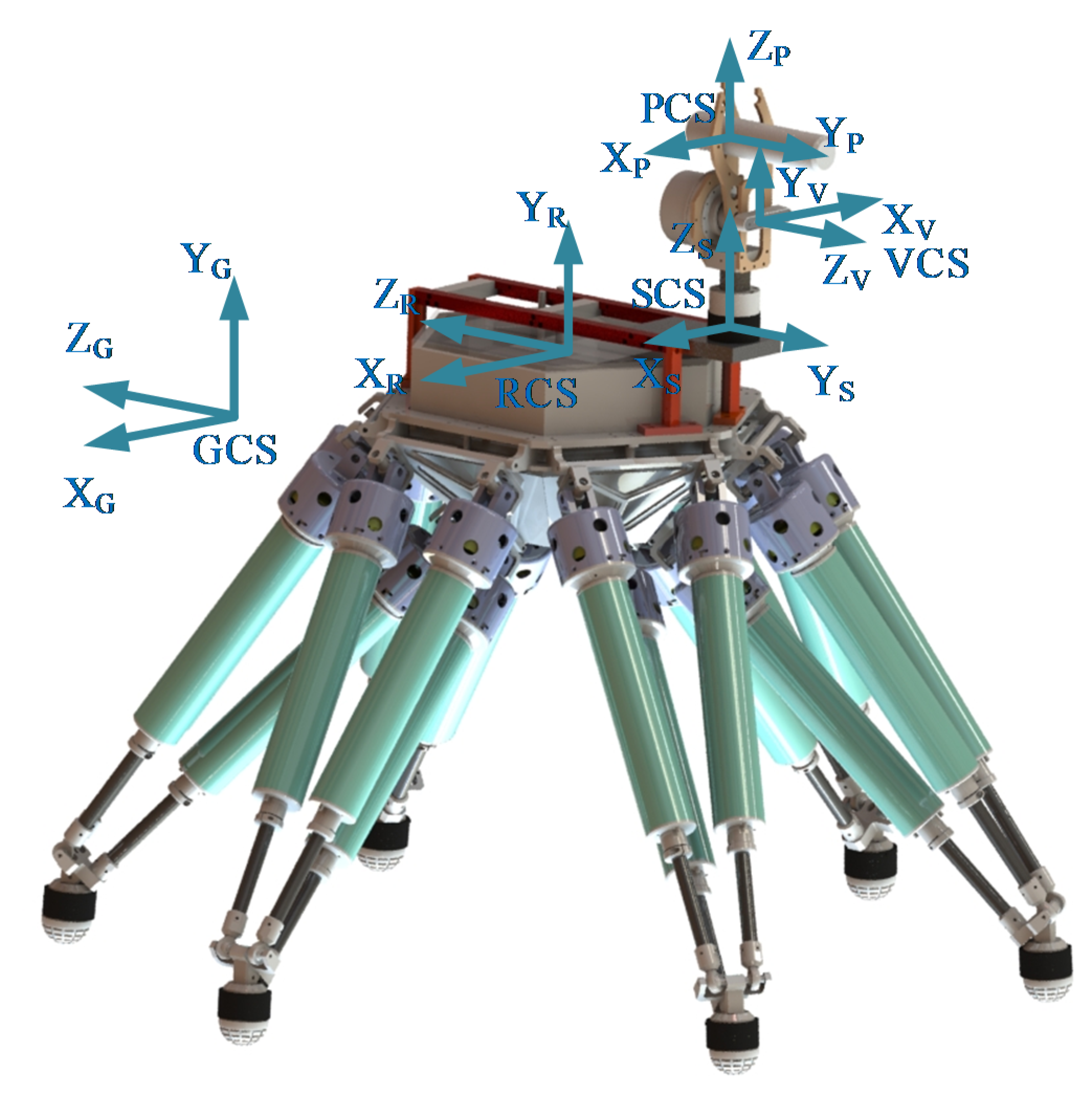
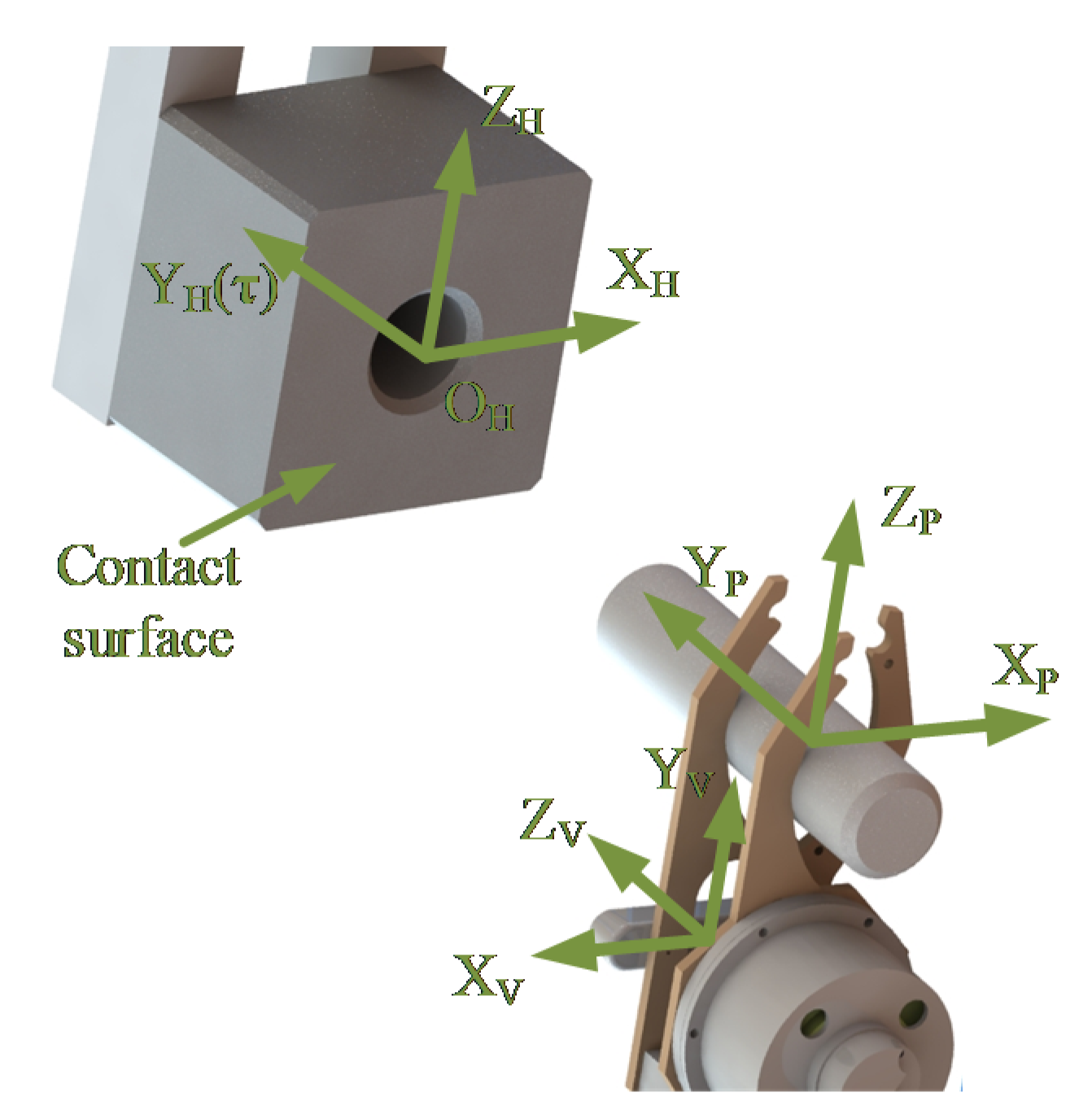
2.2. Definition of Coordinate Systems
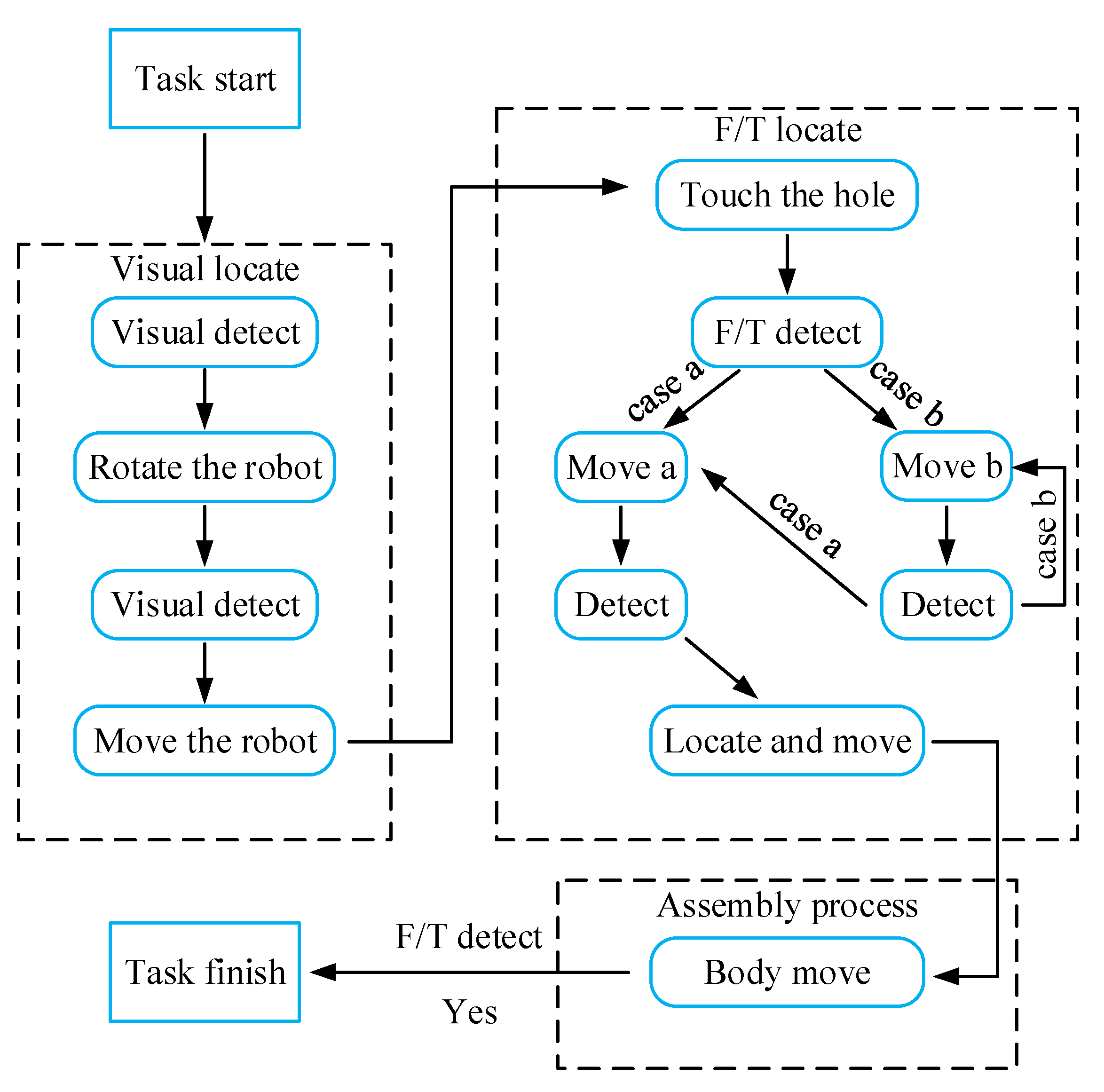
3. Peg-in-Hole Method
3.1. Locating the Hole with the Visual System
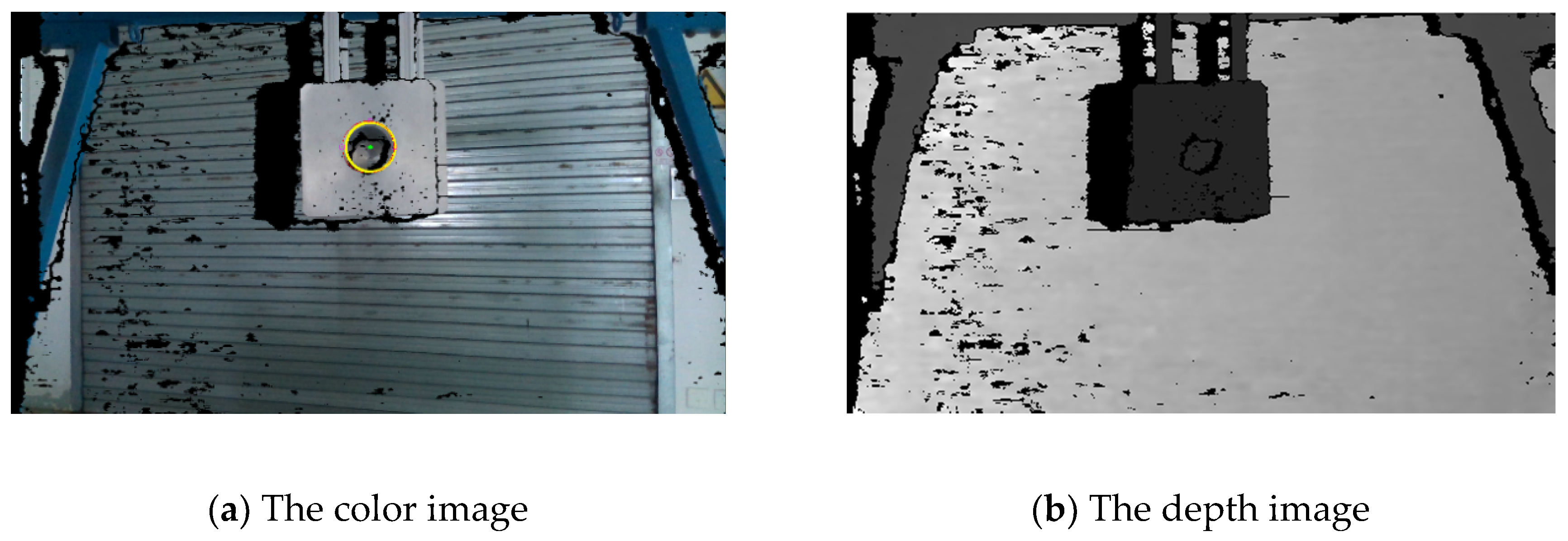
3.1.1. Visual Detecting Design Scheme
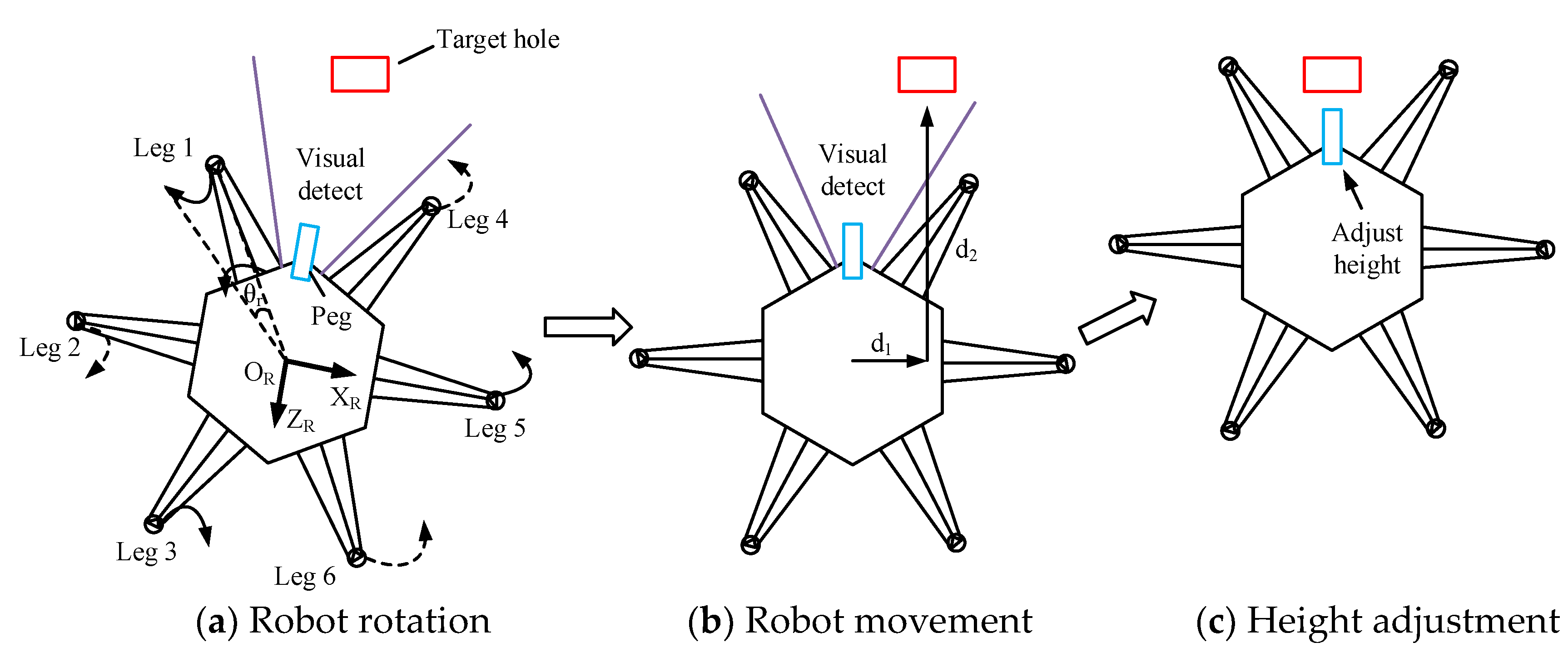
3.1.2. Trajectory Planning for Visual Locating
3.2. Locating the Hole by the F/T Sensor
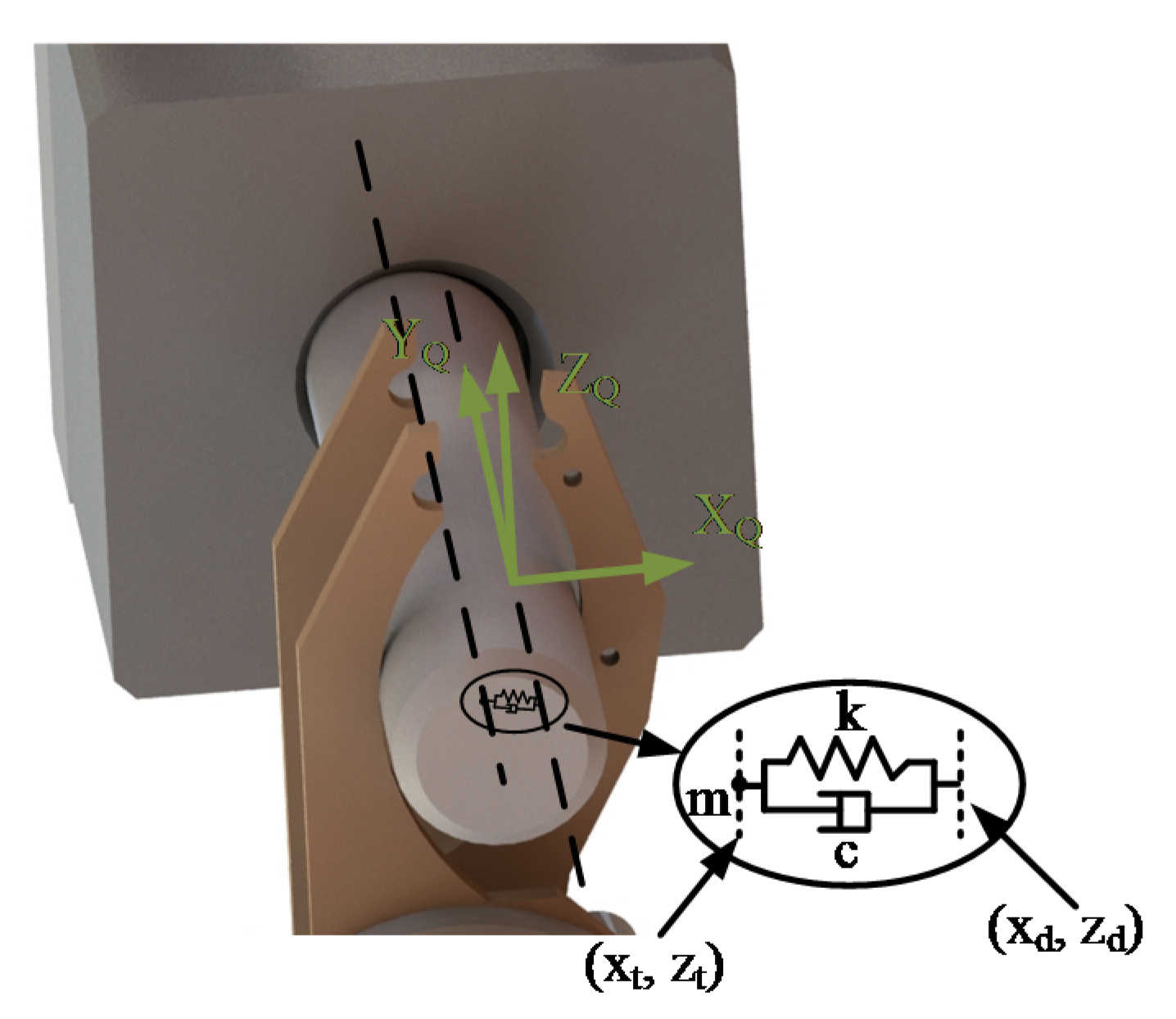
3.2.1. Positioning Scheme Based on the F/T Sensor
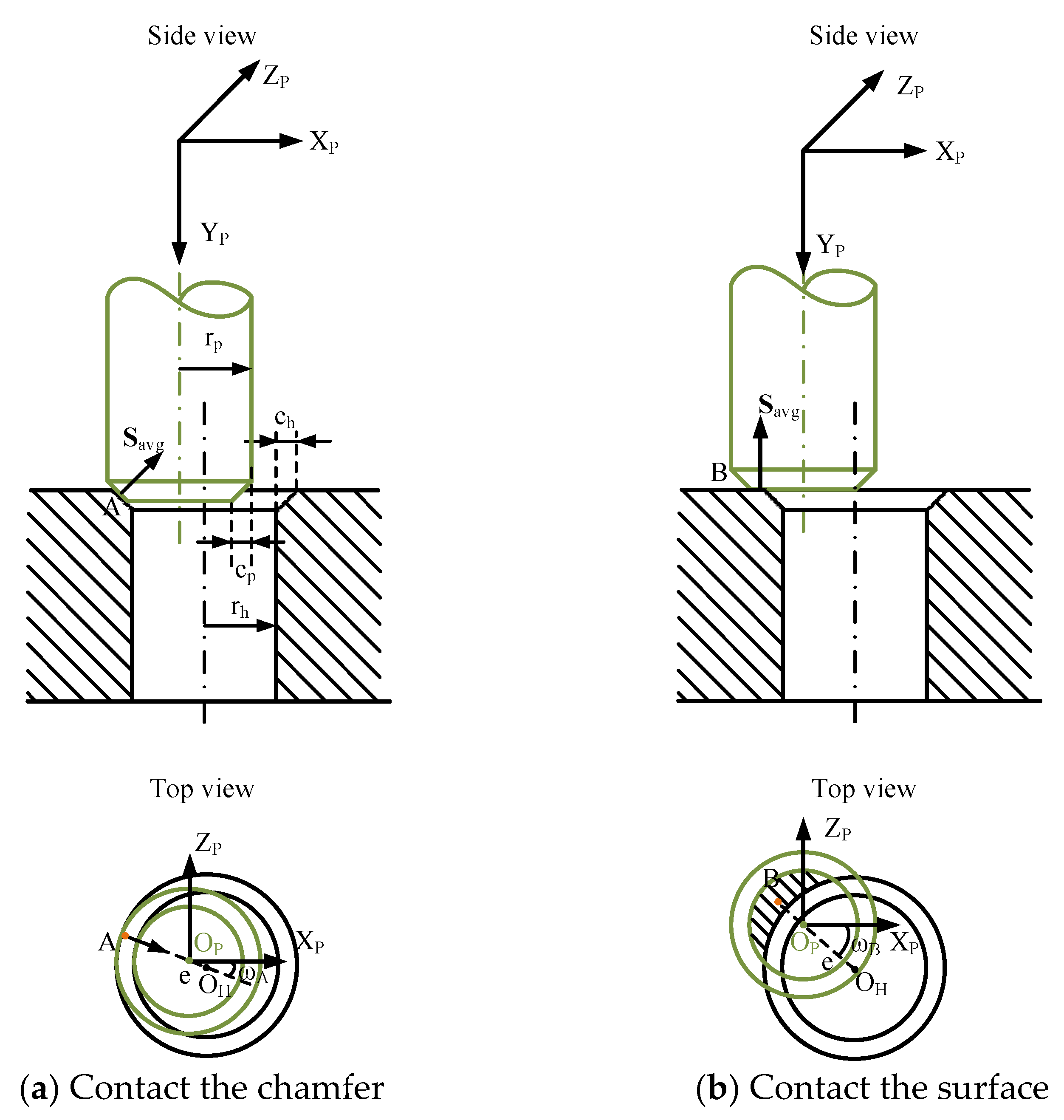
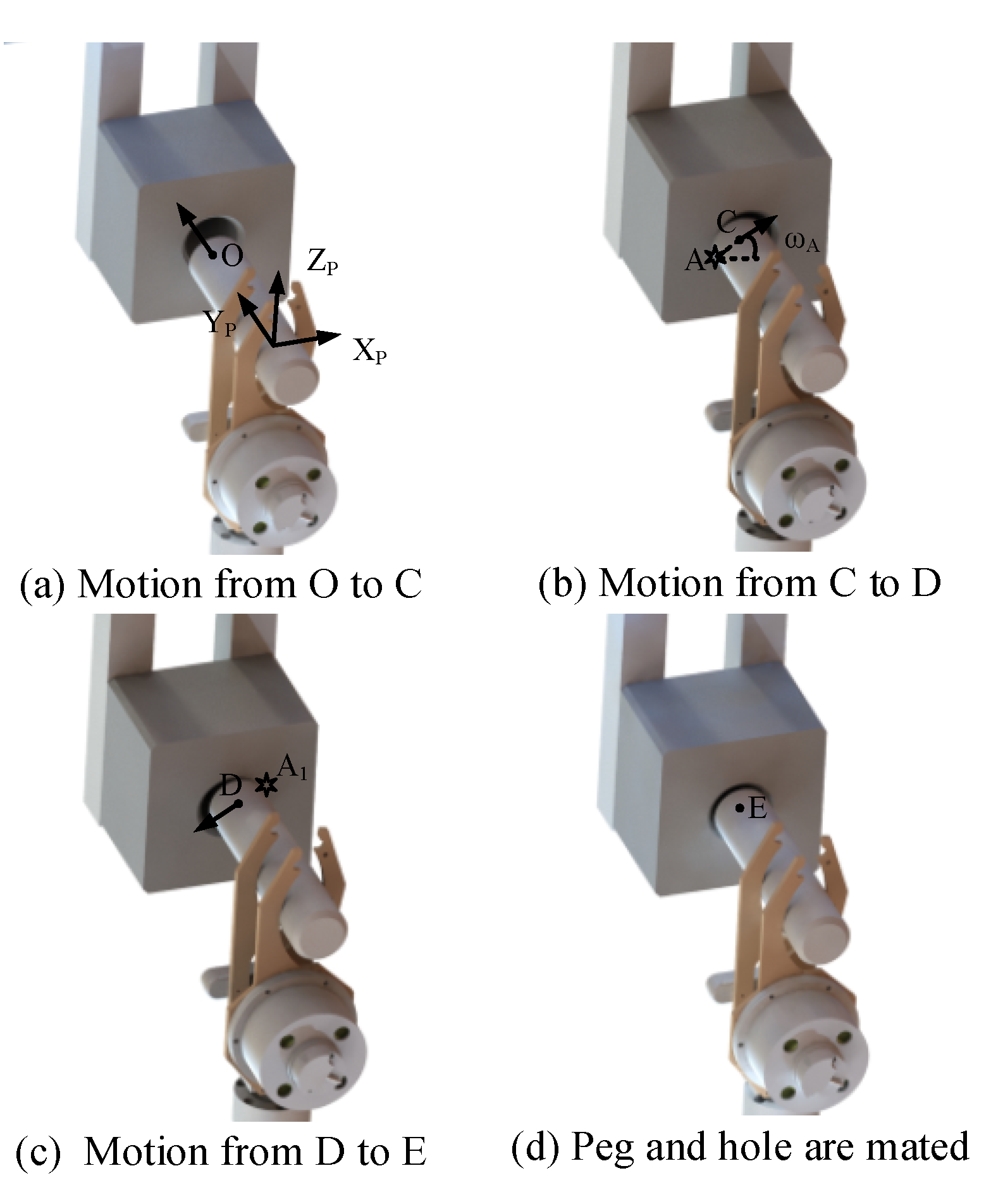
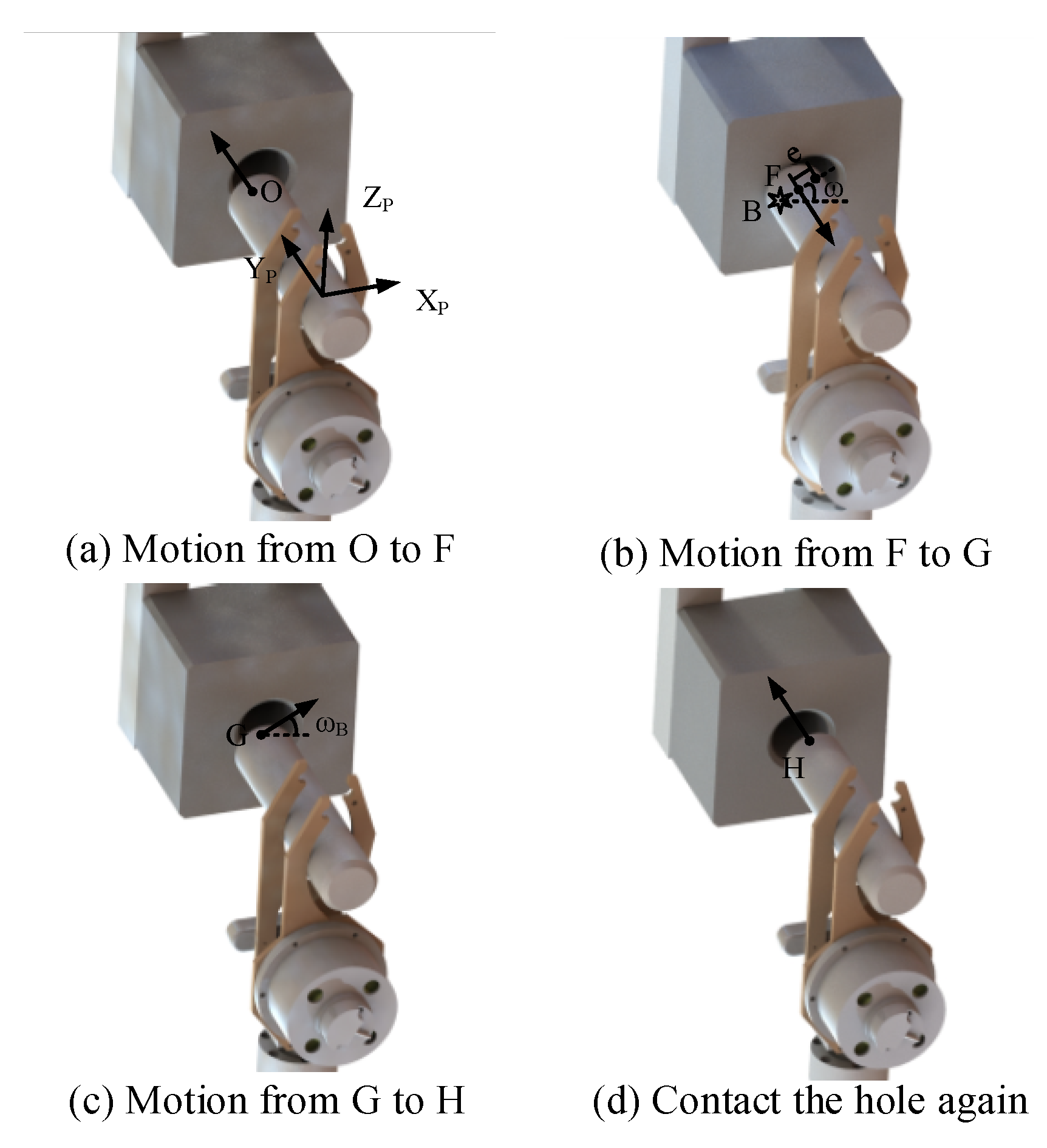
3.2.2. Trajectory Planning for F/T Locating
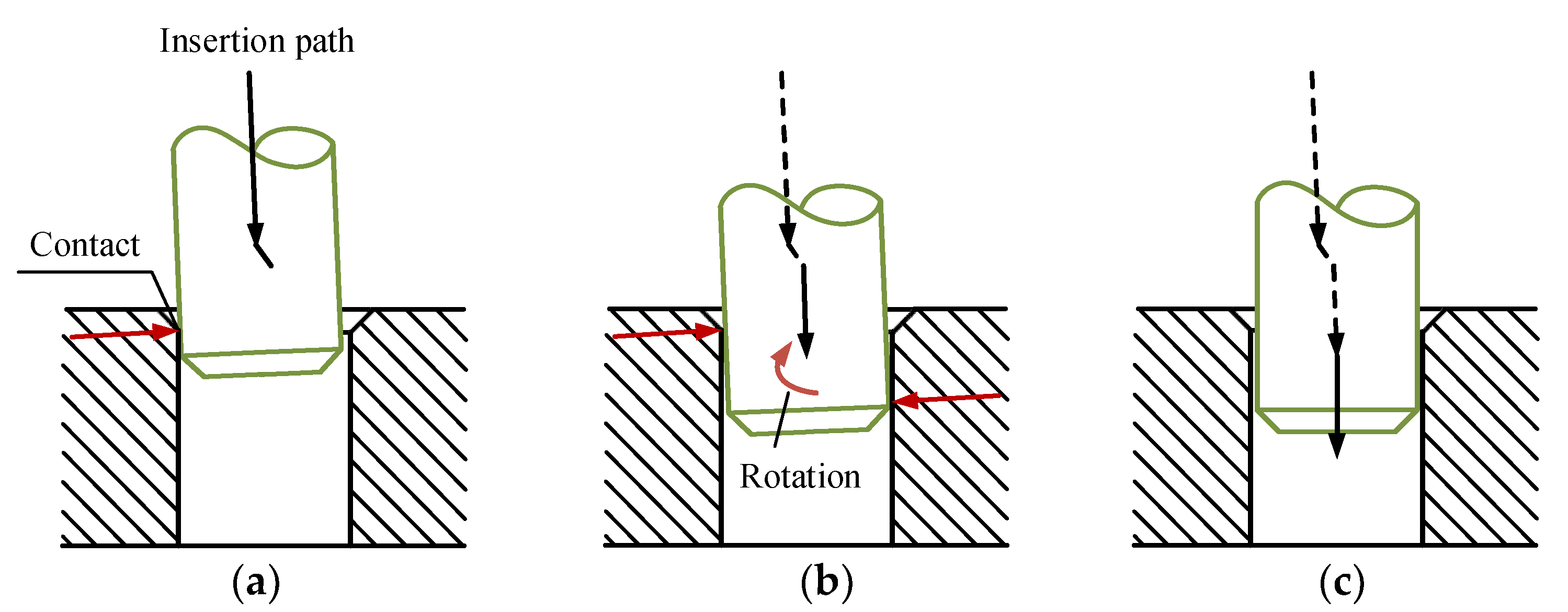
3.3. Assembly Strategy
4. Experiment and Discussion
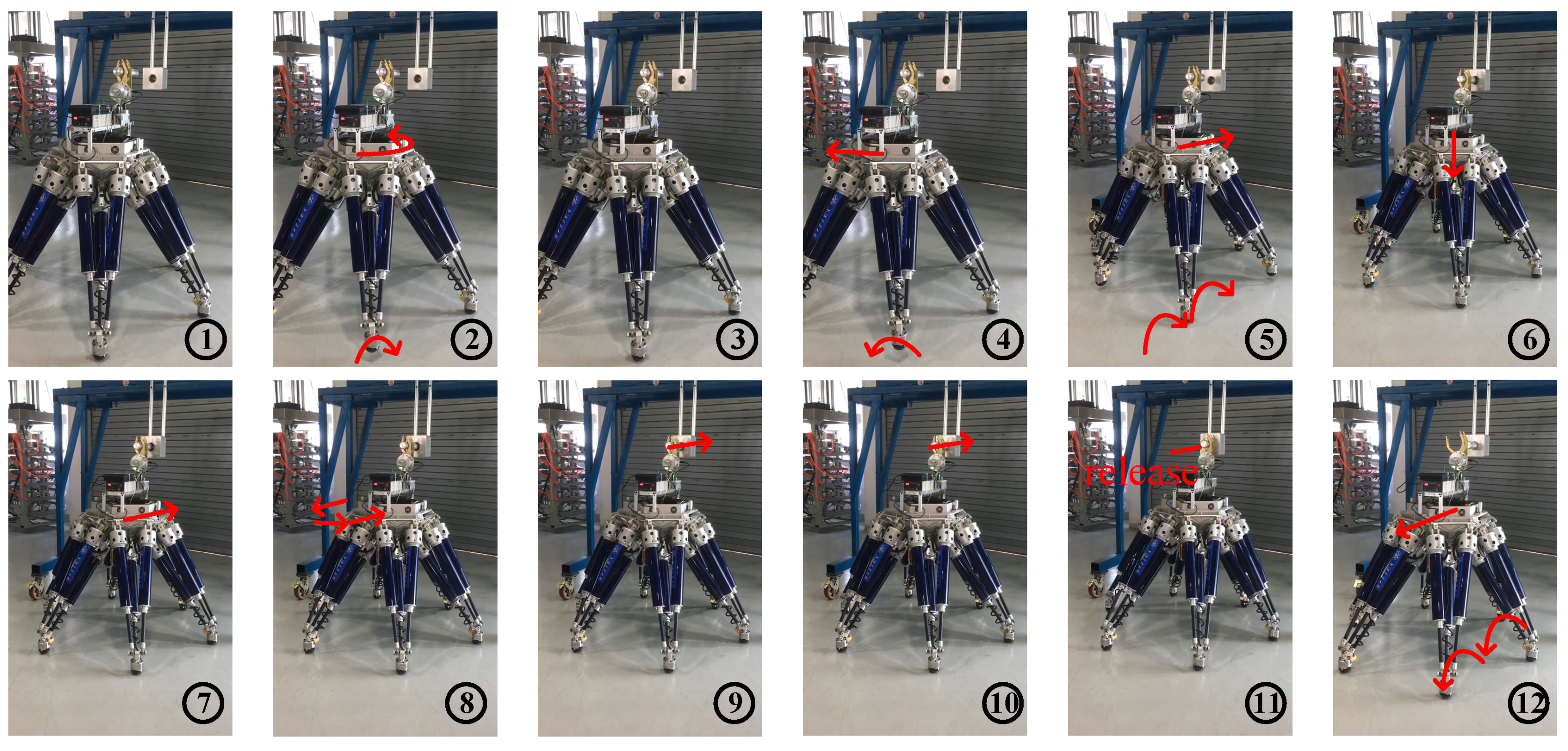
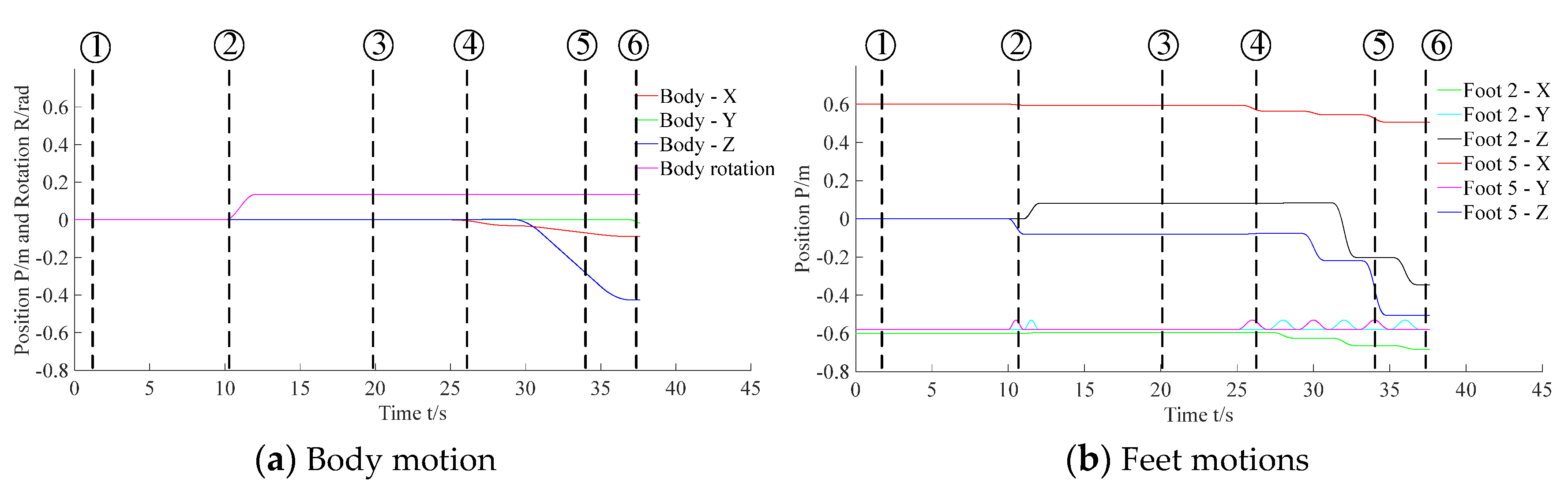
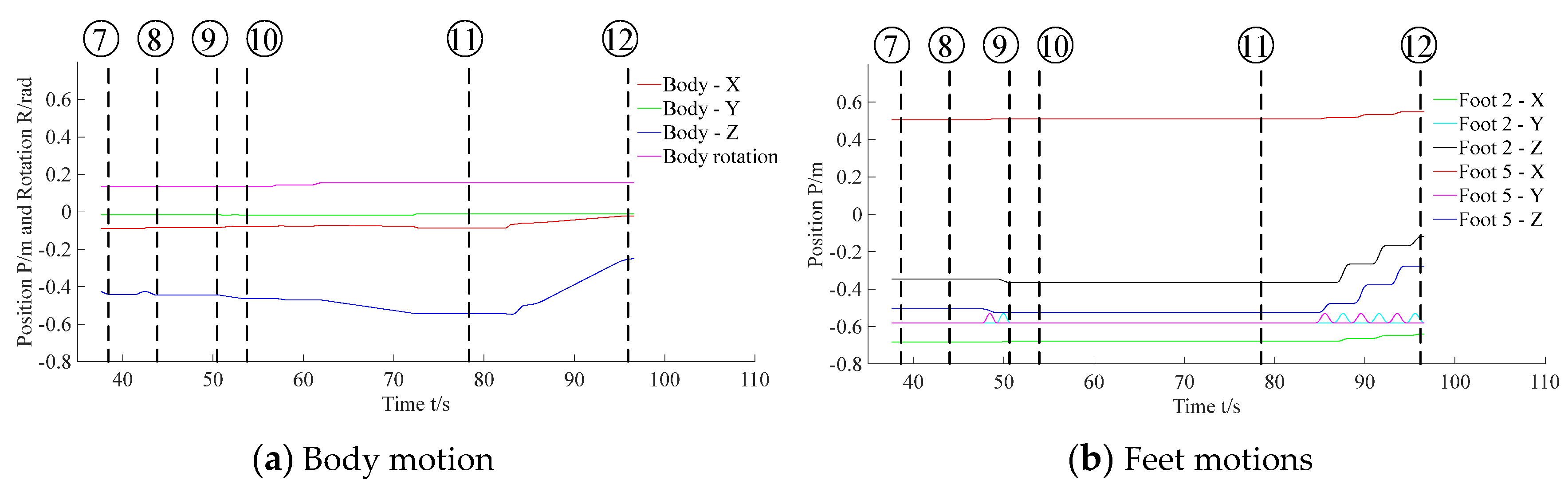
4.1. Experiment
4.2. Discussion
5. Conclusions
- (1)
- A vision sensor and an F/T sensor are used to detect the orientation and position of the hole.
- (2)
- On the base of the feedback of the force sensing, the trajectory of the robot is planned in real time.
- (3)
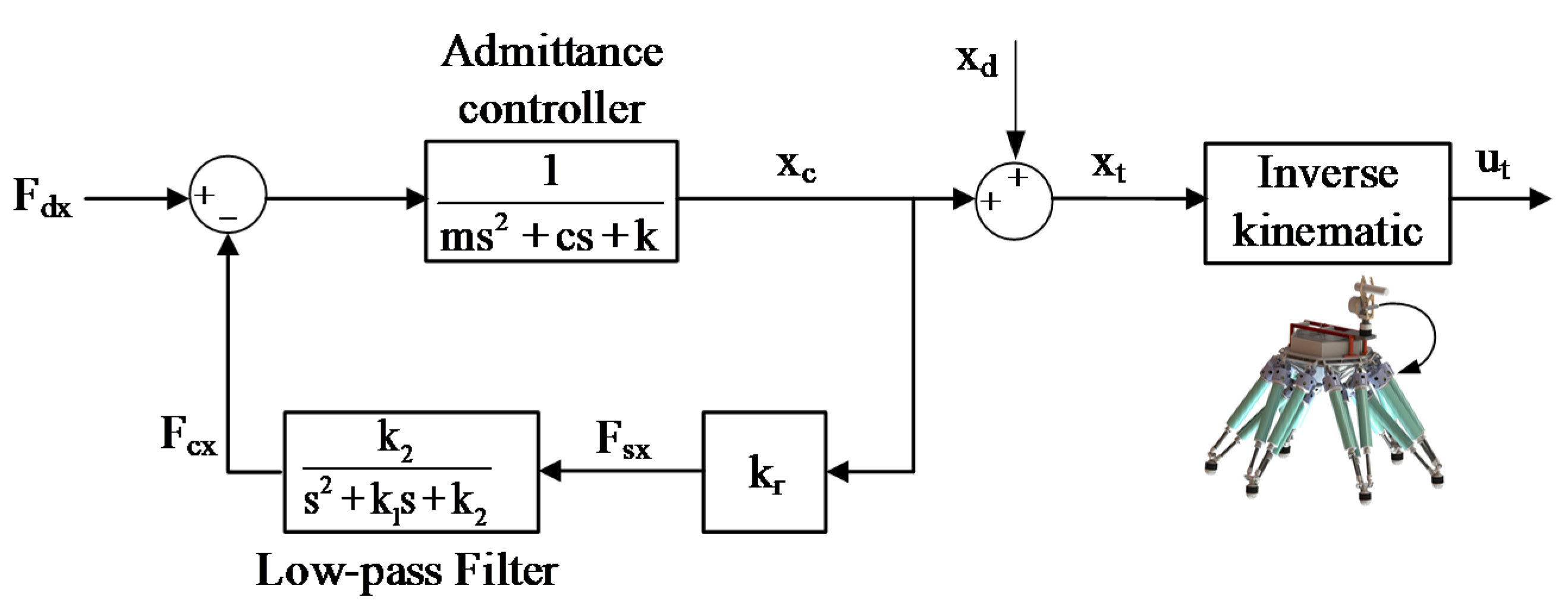
- The peg is held by the gripper and connected to the robot body directly. The body adopts admittance control for the insertion process.
- (4)
- The proposed method is conducted by a six-parallel-legged robot. Based on the mobile performance of the prototype, it can approach holes located at different positions to perform the assembly task.
- (5)
- Verification experiments were conducted, and the experimental results proved the effectiveness of the method.
Author Contributions
Funding
Conflicts of Interest
References
- Raibert, M.; Blankespoor, K.; Nelson, G.; Playter, R. BigDog, the Rough-Terrain Quadruped Robot. IFAC Proc. Vol. 2008, 41, 10822–10825. [Google Scholar] [CrossRef] [Green Version]
- Wermelinger, M.; Fankhauser, P.; Diethelm, R.; Krusi, P.; Siegwart, R.; Hutter, M. Navigation planning for legged robots in challenging terrain. In Proceedings of the 2016 IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS), Daejeon, Korea, 9–14 October 2016; IEEE: Piscataway, NJ, USA, 2016; pp. 1184–1189. [Google Scholar]
- Bermudez, F.L.G.; Julian, R.; Haldane, D.W.; Abbeel, P.; Fearing, R.S. Performance analysis and terrain classification for a legged robot over rough terrain. In Proceedings of the 2012 IEEE/RSJ International Conference on Intelligent Robots and Systems, Vilamoura, Portugal, 7–12 October 2012; IEEE: Piscataway, NJ, USA, 2012; pp. 513–519. [Google Scholar]
- Kolter, J.Z.; Ng, A.Y. The Stanford LittleDog: A learning and rapid replanning approach to quadruped locomotion. Int. J. Robot. Res. 2011, 30, 150–174. [Google Scholar] [CrossRef]
- Khalaji, A.K.; Moosavian, S.A.A. Stabilization of a tractor-trailer wheeled robot. J. Mech. Sci. Technol. 2016, 30, 421–428. [Google Scholar] [CrossRef]
- Ueda, K.; Guarnieri, M.; Hodoshima, R.; Fukushima, E.F.; Hirose, S. Improvement of the remote operability for the arm-equipped tracked vehicle HELIOS IX. In Proceedings of the 2010 IEEE/RSJ International Conference on Intelligent Robots and Systems, Taipei, Taiwan, 18–22 October 2010; IEEE: Piscataway, NJ, USA, 2010; pp. 363–369. [Google Scholar]
- Nagatani, K.; Kiribayashi, S.; Okada, Y.; Otake, K.; Yoshida, K.; Tadokoro, S.; Nishimura, T.; Yoshida, T.; Koyanagi, E.; Fukushima, M.; et al. Emergency response to the nuclear accident at the Fukushima Daiichi Nuclear Power Plants using mobile rescue robots. J. Field Robot. 2012, 30, 44–63. [Google Scholar] [CrossRef]
- De Santos, P.G.; Cobano, J.; García, E.; Estremera, J.; Armada, M. A six-legged robot-based system for humanitarian demining missions. Mechatronics 2007, 17, 417–430. [Google Scholar] [CrossRef]
- Wilcox, B.H.; Litwin, T.; Biesiadecki, J.J.; Matthews, J.; Heverly, M.; Morrison, J.C.; Townsend, J.; Ahmad, N.; Sirota, A.; Cooper, B. Athlete: A cargo handling and manipulation robot for the moon. J. Field Robot. 2007, 24, 421–434. [Google Scholar] [CrossRef]
- Zucker, M.; Jun, Y.; Killen, B.; Kim, T.-G.; Oh, P.; Zucker, M. Continuous trajectory optimization for autonomous humanoid door opening. In Proceedings of the 2013 IEEE Conference on Technologies for Practical Robot Applications (TePRA), Woburn, MA, USA, 22–23 April 2013; IEEE: Piscataway, NJ, USA, 2013; pp. 1–5. [Google Scholar]
- Banerjee, N.; Long, X.; Du, R.; Polido, F.; Feng, S.; Atkeson, C.G.; Gennert, M.; Padir, T. Human-supervised control of the ATLAS humanoid robot for traversing doors. In Proceedings of the 2015 IEEE-RAS 15th International Conference on Humanoid Robots (Humanoids), Seoul, Korea, 3–5 November 2015; IEEE: Piscataway, NJ, USA, 2015; pp. 722–729. [Google Scholar]
- Kanoulas, D.; Lee, J.; Caldwell, D.; Tsagarakis, N.G. Visual Grasp Affordance Localization in Point Clouds Using Curved Contact Patches. Int. J. Humanoid Robot. 2017, 14, 1650028. [Google Scholar] [CrossRef]
- Zhang, K.; Shi, M.; Xu, J.; Liu, F.; Chen, K. Force control for a rigid dual peg-in-hole assembly. Assem. Autom. 2017, 37, 200–207. [Google Scholar] [CrossRef]
- Tang, T.; Lin, H.-C.; Zhao, Y.; Fan, Y.; Chen, W.; Tomizuka, M. Teach industrial robots peg-hole-insertion by human demonstration. In Proceedings of the 2016 IEEE International Conference on Advanced Intelligent Mechatronics (AIM), Banff, AB, Canada, 12–15 July 2016; IEEE: Piscataway, NJ, USA, 2016; pp. 488–494. [Google Scholar]
- Park, J.-H.; Bae, J.-H.; Park, J.-H.; Baeg, M.-H.; Park, J. Intuitive peg-in-hole assembly strategy with a compliant manipulator. In Proceedings of the IEEE ISR 2013, Seoul, Korea, 24–26 October 2013; pp. 1–5. [Google Scholar] [CrossRef]
- Ott, C.; Baumgartner, C.; Mayr, J.; Fuchs, M.; Burger, R.; Lee, D.; Eiberger, O.; Albu-Schaffer, A.; Grebenstein, M.; Hirzinger, G. Development of a biped robot with torque controlled joints. In Proceedings of the 2010 10th IEEE-RAS International Conference on Humanoid Robots, Nashville, TN, USA, 6–8 December 2010; IEEE: Piscataway, NJ, USA, 2010; pp. 167–173. [Google Scholar]
- Tsagarakis, N.G.; Caldwell, D.G.; Negrello, F.; Choi, W.; Baccelliere, L.; Loc, V.; Noorden, J.; Muratore, L.; Margan, A.; Cardellino, A.; et al. WALK-MAN: A High-Performance Humanoid Platform for Realistic Environments. J. Field Robot. 2017, 34, 1225–1259. [Google Scholar] [CrossRef]
- Semini, C.; Barasuol, V.; Goldsmith, J.; Frigerio, M.; Focchi, M.; Gao, Y.; Caldwell, D.G. Design of the Hydraulically Actuated, Torque-Controlled Quadruped Robot HyQ2Max. IEEE/ASME Trans. Mechatron. 2017, 22, 635–646. [Google Scholar] [CrossRef]
- Badri-Sprowitz, A.; Tuleu, A.; Vespignani, M.; Ajallooeian, M.; Badri, E.; Ijspeert, A. Towards dynamic trot gait locomotion: Design, control, and experiments with Cheetah-cub, a compliant quadruped robot. Int. J. Robot. Res. 2013, 32, 932–950. [Google Scholar] [CrossRef] [Green Version]
- Tedeschi, F.; Carbone, G. Design Issues for Hexapod Walking Robots. Robotics 2014, 3, 181–206. [Google Scholar] [CrossRef] [Green Version]
- Wang, Z.; Ding, X.; Rovetta, A.; Giusti, A. Mobility analysis of the typical gait of a radial symmetrical six-legged robot. Mechatronics 2011, 21, 1133–1146. [Google Scholar] [CrossRef]
- Pauli, J.; Schmidt, A.; Sommer, G. Vision-based integrated system for object inspection and handling. Robot. Auton. Syst. 2001, 37, 297–309. [Google Scholar] [CrossRef]
- Huang, S.; Yamakawa, Y.; Senoo, T.; Ishikawa, M. Realizing peg-and-hole alignment with one eye-in-hand high-speed camera. In Proceedings of the 2013 IEEE/ASME International Conference on Advanced Intelligent Mechatronics, Wollongong, Australia, 9–12 July 2013; IEEE: Piscataway, NJ, USA, 2013; pp. 1127–1132. [Google Scholar]
- Su, J.; Qiao, H.; Ou, Z.; Zhang, Y. Sensor-less insertion strategy for an eccentric peg in a hole of the crankshaft and bearing assembly. Assem. Autom. 2012, 32, 86–99. [Google Scholar] [CrossRef] [Green Version]
- Wang, J.; Liu, A.; Tao, X.; Cho, H. Microassembly of micropeg and -hole using uncalibrated visual servoing method. Precis. Eng. 2008, 32, 173–181. [Google Scholar] [CrossRef]
- Chang, R.J.; Lin, C.Y.; Lin, P.S. Visual-Based Automation of Peg-in-Hole Microassembly Process. J. Manuf. Sci. Eng. 2011, 133, 041015. [Google Scholar] [CrossRef]
- Li, X.; Li, R.; Qiao, H.; Ma, C.; Li, L. Human-inspired compliant strategy for peg-in-hole assembly using environmental constraint and coarse force information. In Proceedings of the 2017 IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS), Vancouver, BC, Canada, 24–28 September 2017; IEEE: Piscataway, NJ, USA, 2017; pp. 4743–4748. [Google Scholar]
- Abdullah, M.W.; Roth, H.; Weyrich, M.; Wahrburg, J. An Approach for Peg-in-Hole Assembling using Intuitive Search Algorithm based on Human Behavior and Carried by Sensors Guided Industrial Robot. IFAC PapersOnLine 2015, 48, 1476–1481. [Google Scholar] [CrossRef]
- Dietrich, F.; Buchholz, D.; Wobbe, F.; Sowinski, F.; Raatz, A.; Schumacher, W.; Wahl, F.M. On contact models for assembly tasks: Experimental investigation beyond the peg-in-hole problem on the example of force-torque maps. In Proceedings of the 2010 IEEE/RSJ International Conference on Intelligent Robots and Systems, Taipei, Taiwan, 18–22 October 2010; IEEE: Piscataway, NJ, USA, 2010; pp. 2313–2318. [Google Scholar]
- Yun, S.-K. Compliant manipulation for peg-in-hole: Is passive compliance a key to learn contact motion? In Proceedings of the 2008 IEEE International Conference on Robotics and Automation, Pasadena, CA, USA, 19–23 May 2008; IEEE: Piscataway, NJ, USA, 2008; pp. 1647–1652. [Google Scholar]
- Pitchandi, N.; Subramanian, S.P.; Irulappan, M. Insertion force analysis of compliantly supported peg-in-hole assembly. Assem. Autom. 2017, 37, 285–295. [Google Scholar] [CrossRef]
- Baksys, B.; Baskutiene, J.; Baskutis, S.; Loughlin, C. The vibratory alignment of the parts in robotic assembly. Ind. Robot. Int. J. 2017, 44, 720–729. [Google Scholar] [CrossRef]
- Kim, Y.-L.; Song, H.-C.; Song, J.-B. Hole detection algorithm for chamferless square peg-in-hole based on shape recognition using F/T sensor. Int. J. Precis. Eng. Manuf. 2014, 15, 425–432. [Google Scholar] [CrossRef]
- Lopes, A.M.; Almeida, F. A force–impedance controlled industrial robot using an active robotic auxiliary device. Robot. Comput. Manuf. 2008, 24, 299–309. [Google Scholar] [CrossRef]
- Song, H.-C.; Kim, Y.-L.; Song, J.-B. Guidance algorithm for complex-shape peg-in-hole strategy based on geometrical information and force control. Adv. Robot. 2016, 30, 1–12. [Google Scholar] [CrossRef]
- Spong, M.W.; Hutchinson, S.; Vidyasagar, M. Robot Modeling and Control; John Wiley & Sons: Hoboken, NJ, USA, 2020. [Google Scholar]
- Pan, Y.; Gao, F. A new six-parallel-legged walking robot for drilling holes on the fuselage. Proc. Inst. Mech. Eng. C J. Mech. Eng. Sci. 2013, 228, 753–764. [Google Scholar] [CrossRef]


















© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, Y.; Gao, F.; Zhao, Y.; Chen, Z. Peg-in-Hole Assembly Based on Six-Legged Robots with Visual Detecting and Force Sensing. Sensors 2020, 20, 2861. https://doi.org/10.3390/s20102861
Zhao Y, Gao F, Zhao Y, Chen Z. Peg-in-Hole Assembly Based on Six-Legged Robots with Visual Detecting and Force Sensing. Sensors. 2020; 20(10):2861. https://doi.org/10.3390/s20102861
Chicago/Turabian StyleZhao, Yinan, Feng Gao, Yue Zhao, and Zhijun Chen. 2020. "Peg-in-Hole Assembly Based on Six-Legged Robots with Visual Detecting and Force Sensing" Sensors 20, no. 10: 2861. https://doi.org/10.3390/s20102861
APA StyleZhao, Y., Gao, F., Zhao, Y., & Chen, Z. (2020). Peg-in-Hole Assembly Based on Six-Legged Robots with Visual Detecting and Force Sensing. Sensors, 20(10), 2861. https://doi.org/10.3390/s20102861