1. Introduction
Spherical joints support 3D rotation motions, and therefore are extensively utilized in robots, parallel mechanisms, automobiles, and medical devices due to their smooth motion, compact structure, and high load capacity. The real-time and accurate detection of the orientation and rotating angle of spherical joints is beneficial for achieving the real-time and closed-loop control of equipment and improving the control accuracy. Therefore, the methods for the real-time determination of the rotation angle of spherical joints have attracted the attention of local and international researchers.
Kok-Meng Lee et al. measured the angle of rotation of a variable-reluctance spherical motor through the visual measurement method. Concentric hemispherical shell and sphere were arranged on the outer axis of a spherical rotor, and a grid pattern similar to the globe’s longitude and latitude was sprayed on the former to encode the position information of the spherical rotor. The pseudo-random binary sequence was used to select the spacing of the grid lines to ensure no duplicates in the entire grid line sequence. The measurement resolution was dependent on the grid density. The rotation angle was finally obtained by identifying the grid coding information through visual measurement technology [
1,
2]. Gregory S. Chirikjian sprayed black and white stripes on the rotor surface in accordance with a certain rule in binary coding and installed an optical sensor in the stator to detect the change in the stripe color signal on the spherical surface to calculate the rotor rotation angle. The results showed that the measurement accuracy reached 1° [
3,
4]. Homer L. Eaton et al. designed a new style of flexible arm coordinate-measuring machine using a special spherical joint. Numerous dots or points were sculptured and scattered on the ball surface to form adjacent triangles. Each triangle, which has a unique shape and size, was correlated to a particular location in the ball surface. An optical camera in the socket was used to capture the photo that was utilized to calculate the angle [
5].
The abovementioned measurement methods are based vision inspection; there are several limitations, such as low measurement accuracy, poor anti-interference ability, complex structure, and large size. To overcome these drawbacks, many scholars have adopted methods that involve magnetic effect instead of optical approaches. Compared with the latter, the former has the advantages of passivity, permeability, and invariance to environmental factors and is free of the “line of sight” requirement. W. Wang and J. Wang developed a 3-DOF spherical actuator with a four-pole spherical permanent magnet (PM) rotor, which was formed using two pairs of parallel magnetized quarter spheres. The changes in the magnetic field in space were measured by configuring multiple sensors when the rotor rotated, and the position information of the rotor was obtained using the spatial mathematical operation of the data [
6].
Shaohui Foong et al. presented a direct vector field-based sensing method to measure the position/orientation of spherical joints. Twenty-four low-cost cylindrical PMs were embedded in the ball head, and two types of multi-axis magnetic sensors, namely, three-axis Hall-effect (bipolar) and two-axis giant magnetoresistance (unipolar) sensors, were fixed on the stator platform to detect the magnetic field changes caused by the ball joint rotation. The mapping relationship between the magnetic field changes and the instantaneous position of the ball joint rotor was obtained using an artificial neural network (ANN) algorithm [
7,
8]. Wang Wen et al. proposed a method for measuring the rotation angle of spherical joints through a spherical capacitance sensor. A central capacitor plate was embedded in the ball head, and a plurality of capacitor plates were distributed on the ball socket. When the ball output lever was in a vertical upward initial position, the capacitance values of the three capacitor plates were equal. As the spherical hinge rotated, the effective positive area detected by the three induction electrode plates changed due to the variable area measurement principle of the capacitance sensor. The capacitance values of the three measuring capacitors eventually changed. Subsequently, the relationship between the sensor capacitance value and the spherical joint space rotation angle was established to determine the rotation angle of the spherical joint in the direction with two degrees of freedom [
9,
10,
11,
12].
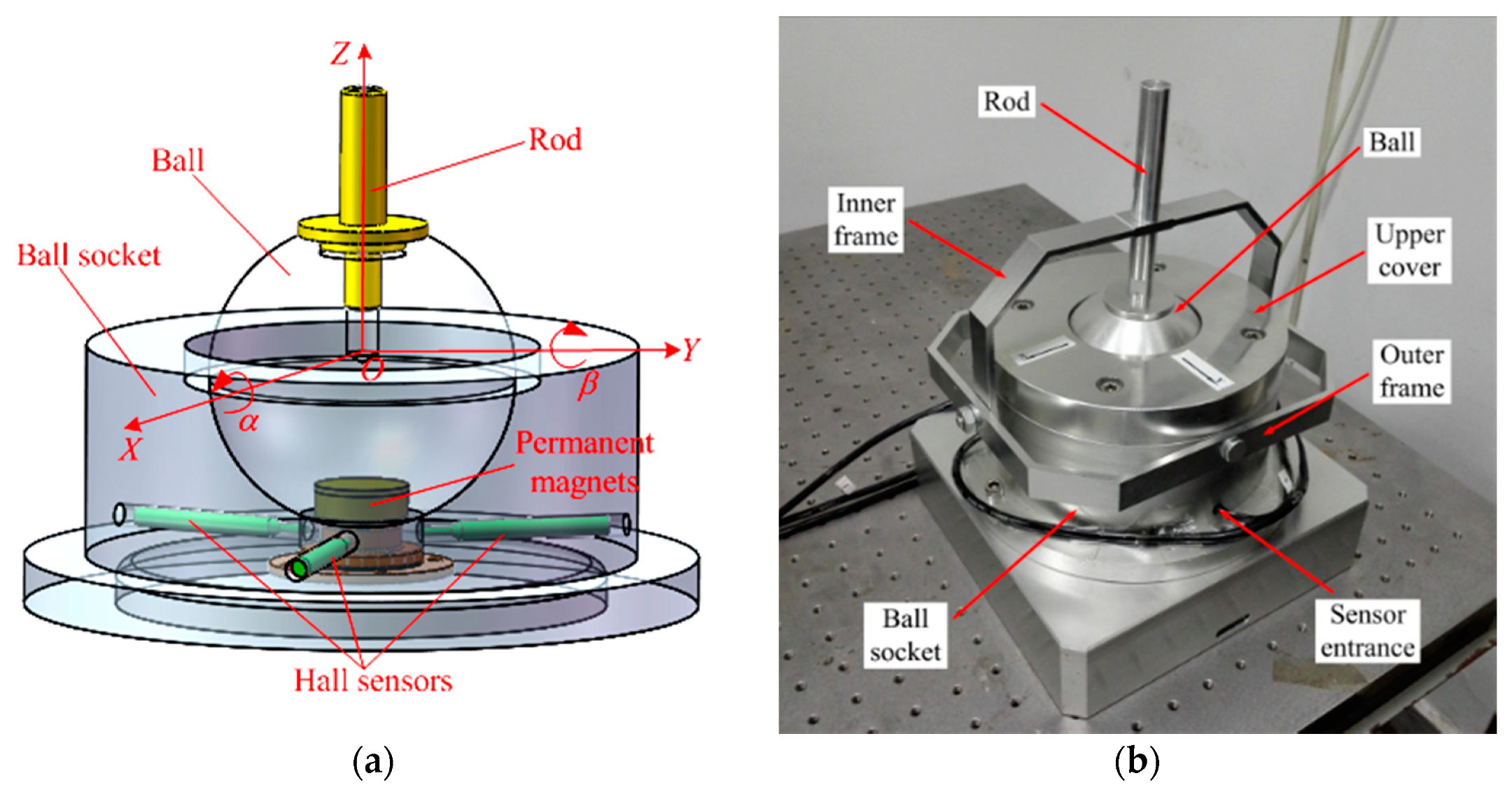
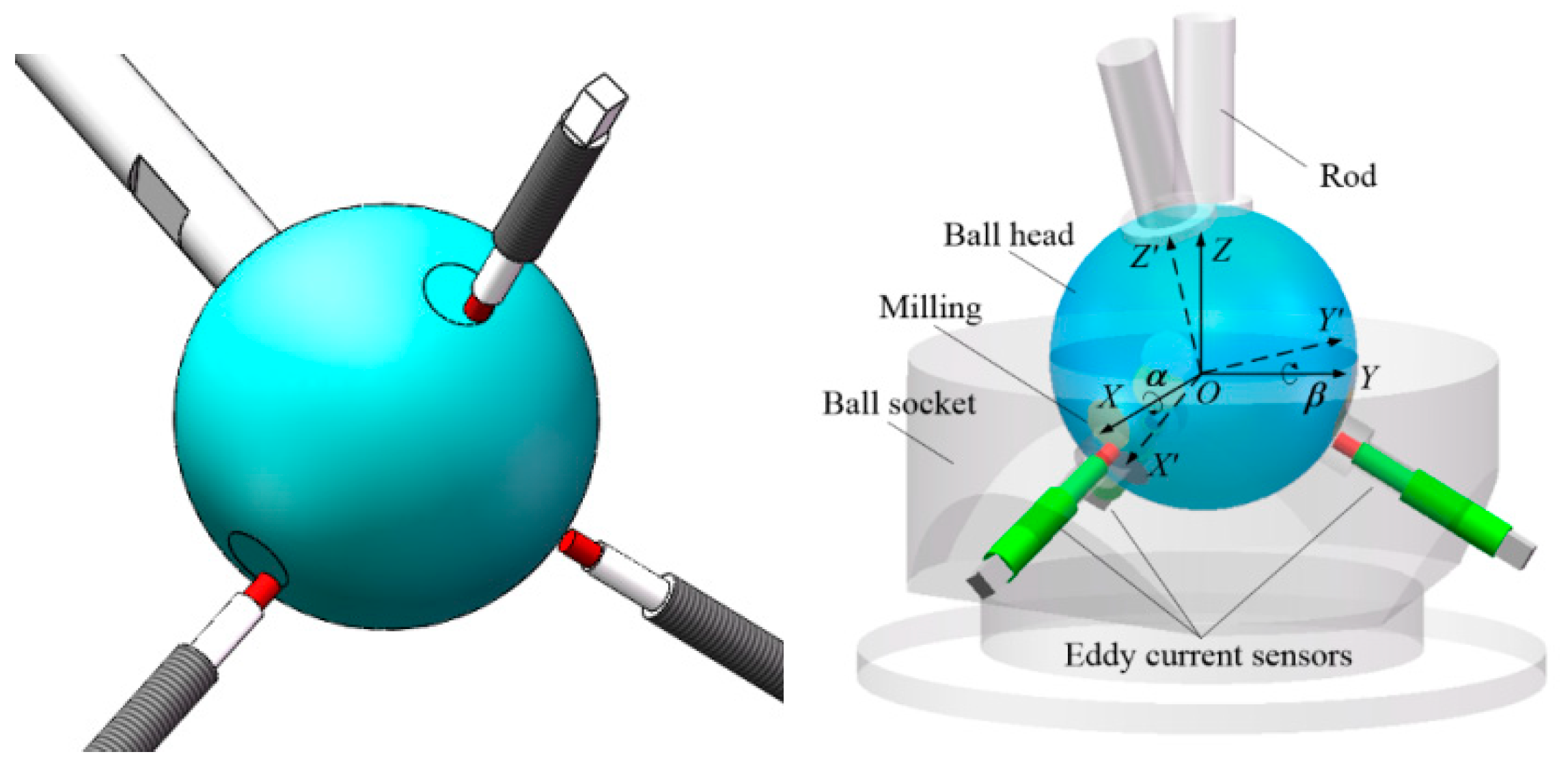
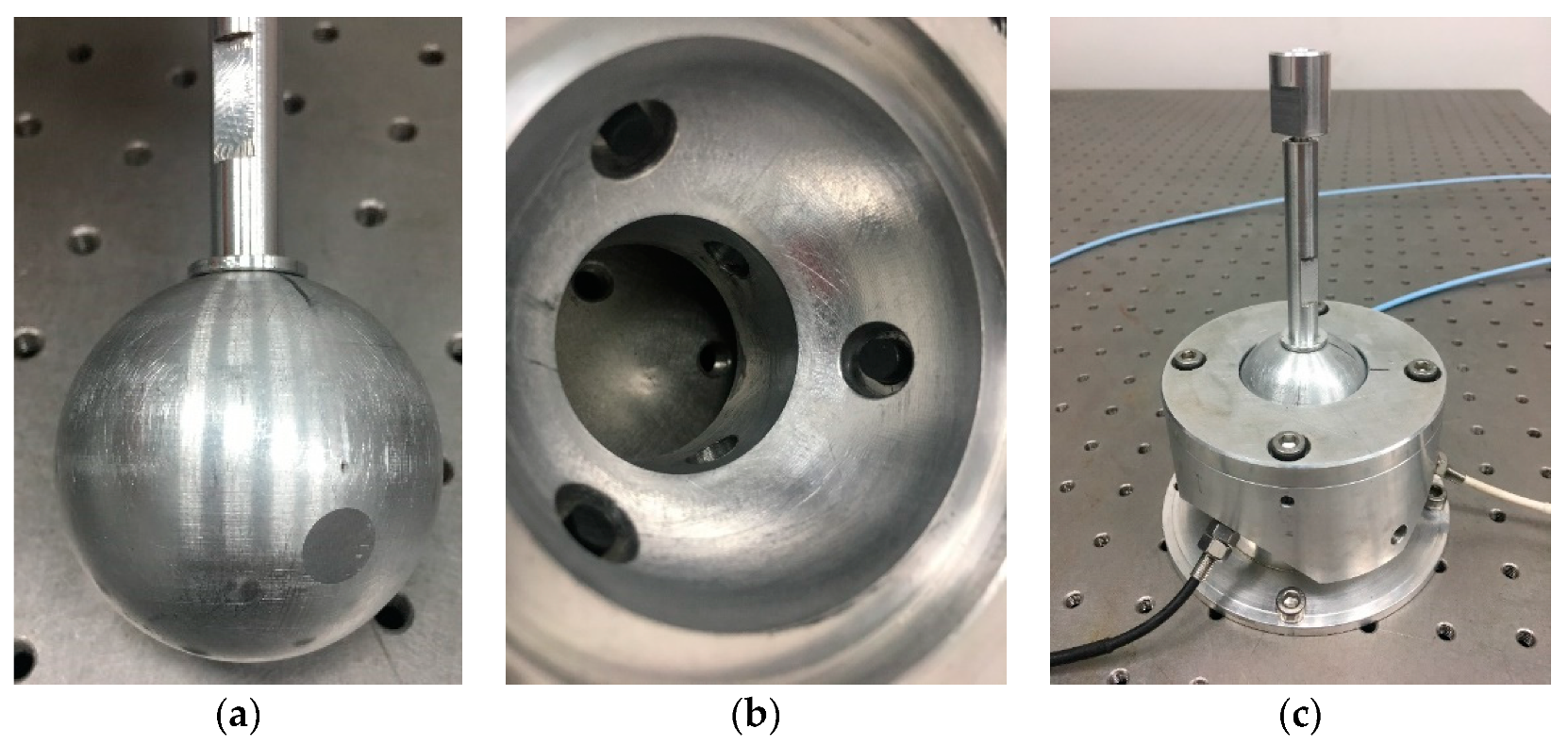
A magnetic effect method to measure the rotation angle of a precision ball joint has also been developed in our team. A cylindrical PM was embedded on the ball, and three Hall sensors were unevenly arranged in the ball socket (
Figure 1a). When the ball arbitrarily rotated in the ball socket, the magnetic field rotated synchronously in space, which caused the magnetic induction intensity at the sensor position to change. The Hall sensor array captured the variation. The angles of rotation about the x and y axes, which are respectively denoted as
α and
β, were calculated to determine the motion direction and rotation angle of the ball club. This kind of spherical joint is named “intelligent ball joint” [
13,
14].
We also established the measurement model that describes the relationship between the rotation angles (
α and
β) and the output of the Hall sensor in two ways. First, an analytical model was constructed on the basis of the equivalent magnetic charge model. The comparative experiment results were in the range of ±20°, the single axis angle measurement accuracy was 12′, and the resolution was 22″ [
15,
16]. Second, the measurement model was established using an ANN algorithm. The experimental results showed that the measurement accuracy of the prototype after using the ANN algorithm greatly improved; the range was within ±20°, the single axis measurement accuracy was 4’, and the resolution was 15” [
17,
18].
To further improve the measurement accuracy and resolution, we performed a systematic analysis of the error factors that affect the measurement accuracy [
19]. The results revealed that the clearance of the ball joint is a crucial error factor. This clearance not only affected the working accuracy, but also caused the ball center to drift, which induced additional changes in the magnetic induction strength value at the location of the Hall sensor and resulted in angle measurement errors. Therefore, we embedded three eddy current sensors in the ball to detect the clearance in real time.
The eddy current sensor is widely used in the metal, nuclear, and aircraft industries; it can inspect electrically conductive materials at very high speeds that does not require any contact between the test piece and the sensors [
20]. It can be used to measure displacement, size, shape, and runout [
21]. It also can be used to detect angle [
22,
23] and thickness [
24]. It has high precision, sensitive response and strong anti-interference capability [
25].
The measured clearance data were used not only to compensate for the motion control error of the equipment at the location of the ball joint, but also can be used to correct the angle measurement error to improve the overall intelligent level of the spherical joint.
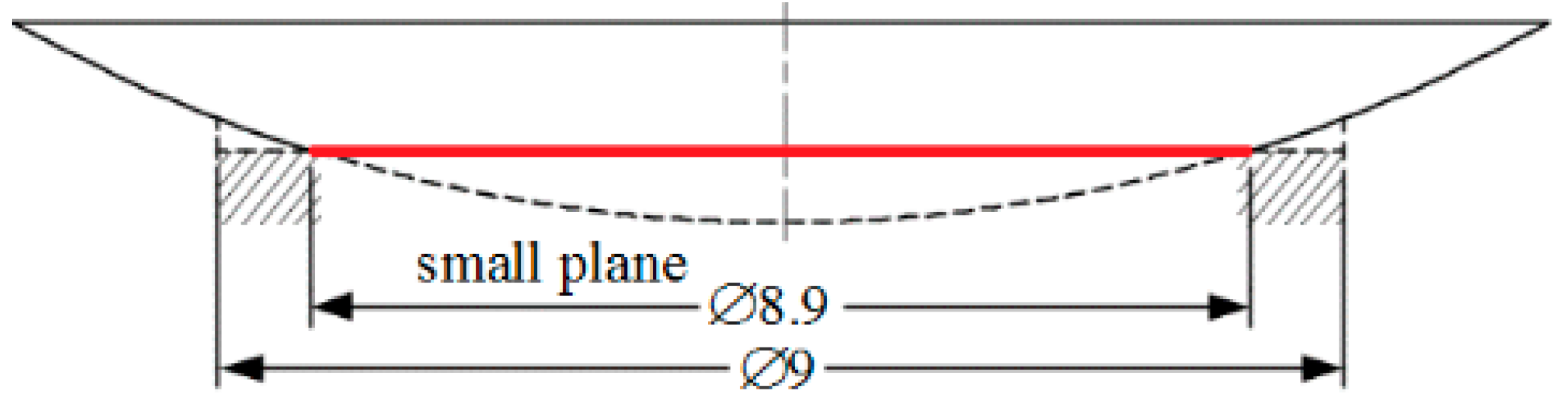
The original intention of using an eddy current sensor here is to measure the ball hinge clearance in real time. However, this action provides a new idea regarding the intentional manufacturing of a small groove, plane, or hole in the ball head as a feature. When the ball head rotates, the eddy current sensor can be used to sense its change, and the artificial neural network can be utilized to build the relationship between the rotation angle and the output of the sensors to identify the rotation direction and angle of the ball head. If this scheme is feasible, the PM and Hall sensor can be removed. Moreover, the geometric feature distributed on the ball head can also store grease, reduce the wear of the ball head, and extend the service life.
2. Measurement Principle Based on the Eddy Current Sensor
An eddy current sensor is typically used to obtain accurate size and distance measurements on the basis of the variation in the output voltage of the sensor caused by the back electromotive force (EMF) produced by the eddy current effect. The magnitude of the back EMF is directly related to the characteristics of the eddy current field produced by metals. Therefore, the material should be calibrated before using the eddy current sensor to measure the distance because the different compositions of the metal, as well as the different shapes, thickness, and distances of the measured body, will change the eddy current field. In other words, the eddy current sensor not only measures the distance accurately, but also produces different continuous output signals when it scans the contour of different shapes and depths. Such features suggest the feasibility of the proposed measurement method.
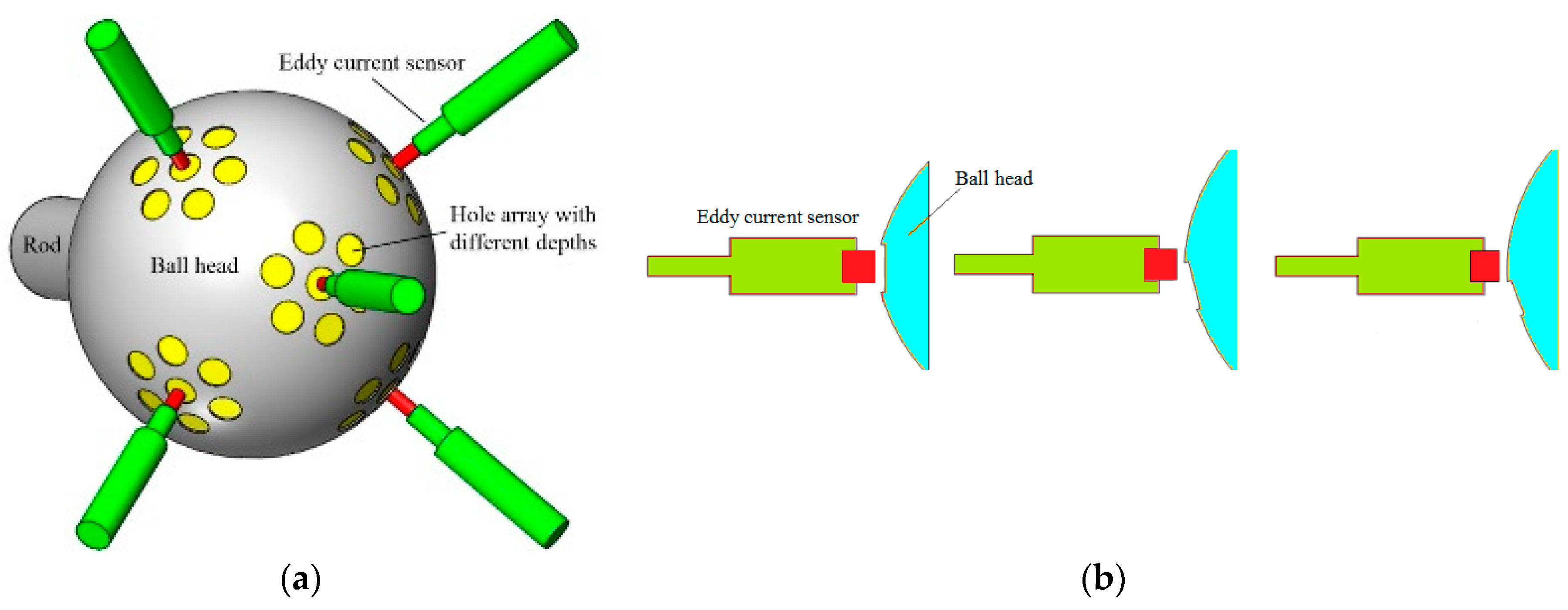
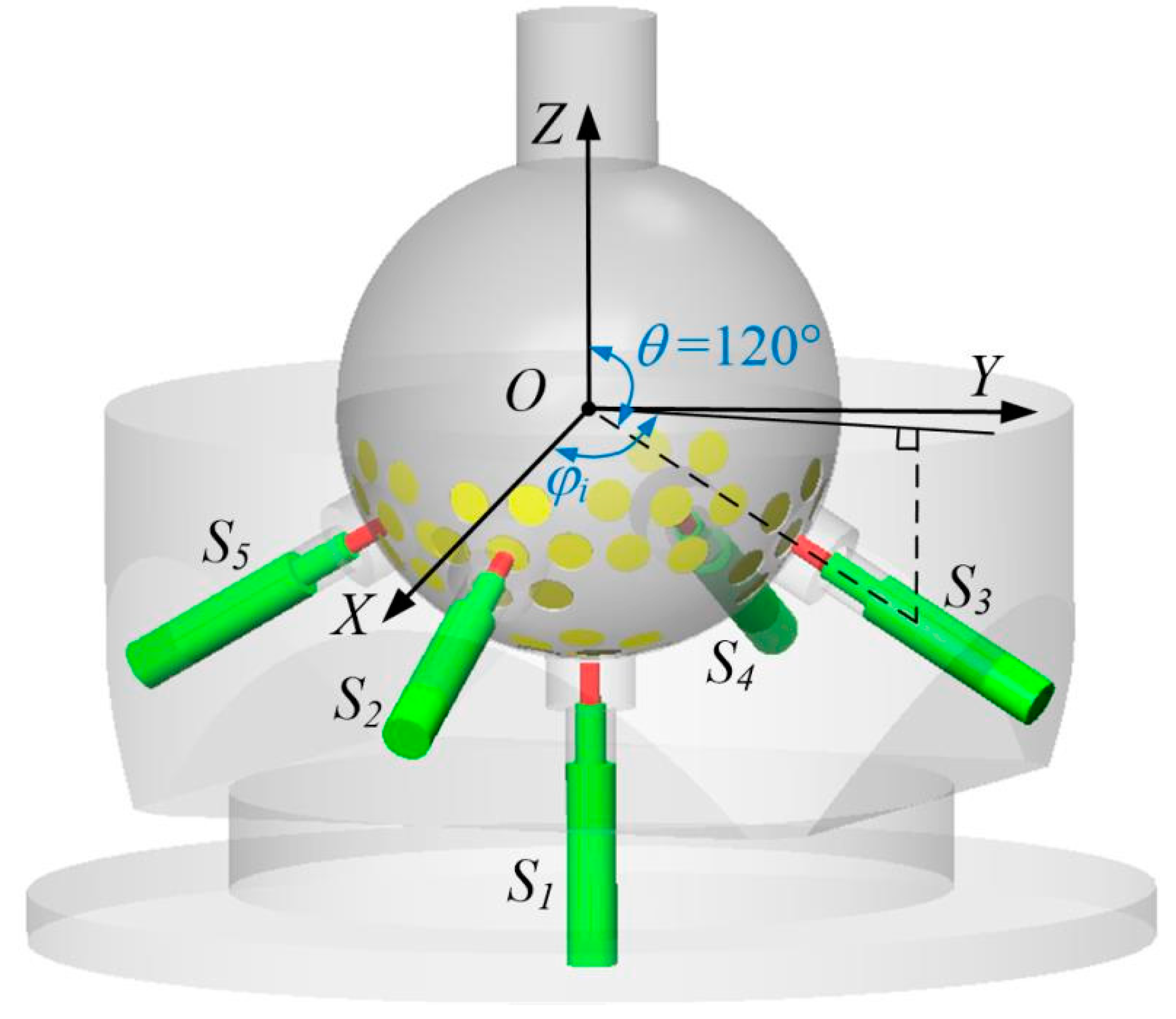
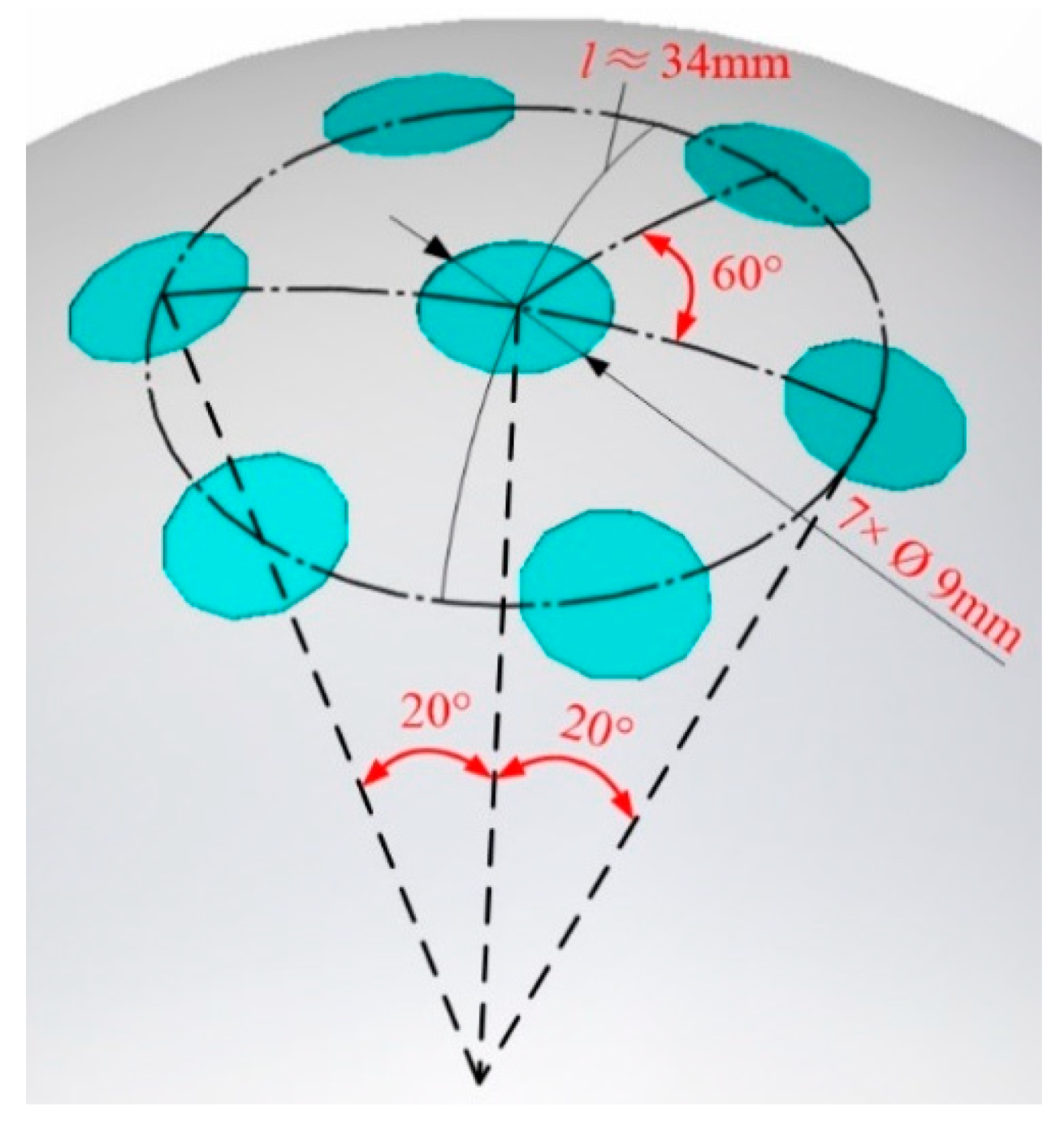
The structure of the spherical joint with the new measurement principle is shown in
Figure 2a. Holes with different diameters and depths are distributed on the surface of the lower hemisphere of the ball head, and several eddy current sensors are arranged in the ball socket. When the ball head rotates, each eddy current sensor faces different areas of the ball head (
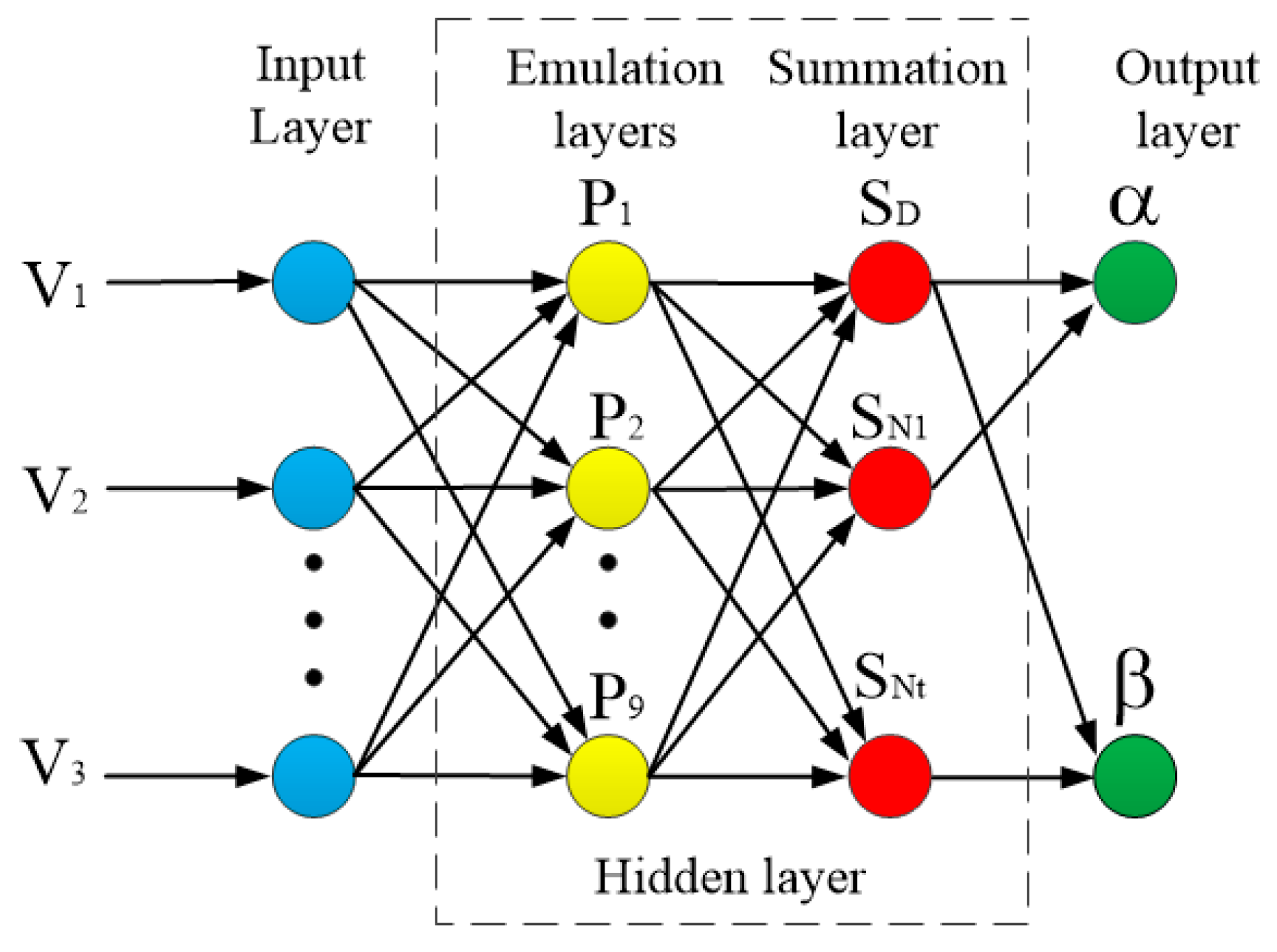
Figure 2b). If the sensor exactly points to a certain hole, the output signal is the hole depth. If the sensor points to a part of the hole section, the output signal of the sensor will be related to the cross-section overlap area and contour feature variation. If the sensor directly points to the ball head surface without encountering a hole, the sensor will detect the clearance of the ball joint. These conditions mean that the combination of the output results of all eddy current sensors is related to the rotation direction and angle of the ball head. On this basis, artificial neural network can be used to complete the algorithm training and learning on the calibration device to construct the measurement model.
5. Experiment and Error Analysis
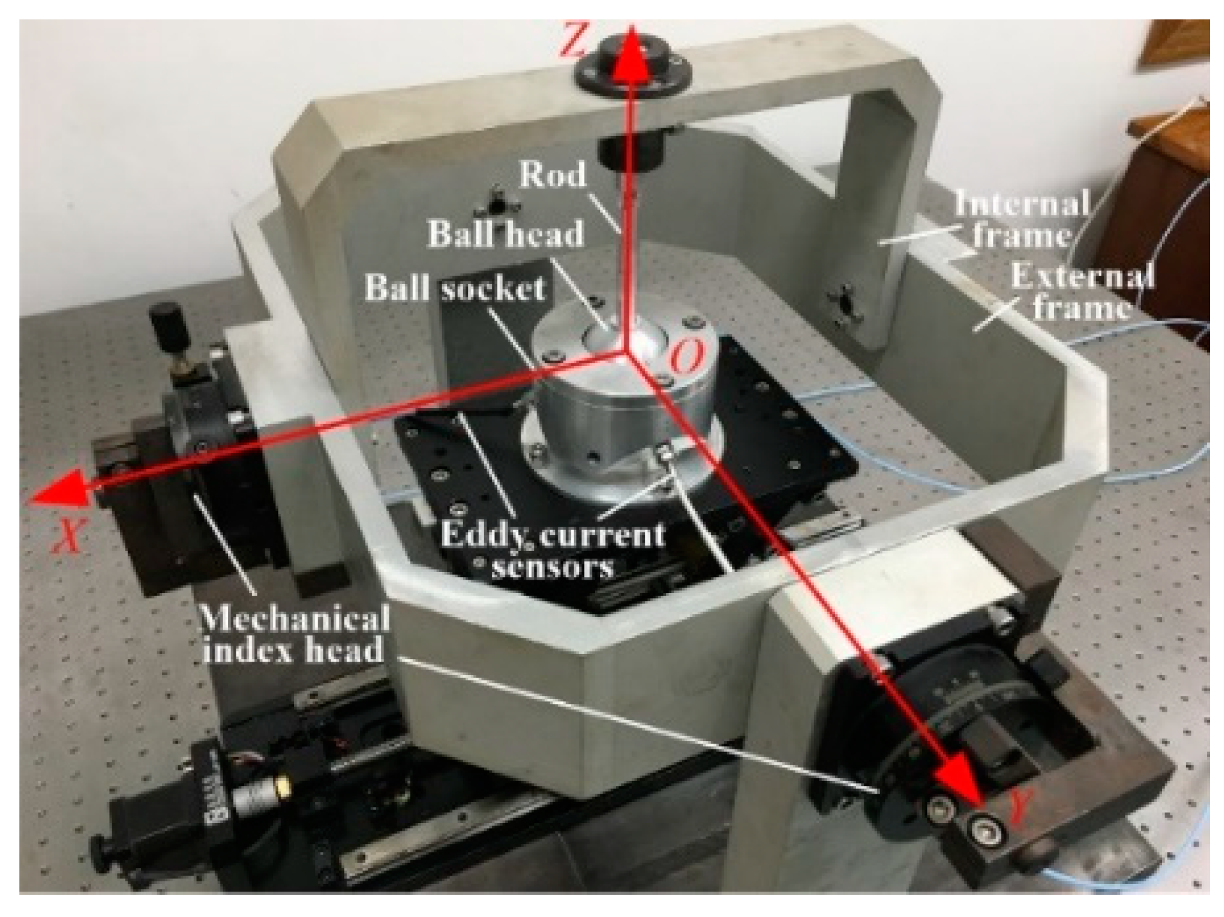
The experiment consisted of two parts that were completed on the biaxial angle platform that we developed. The structure of this platform was similar to that of a gyroscope, which is composed of inner and outer frames (
Figure 12). The standard angle value was given by two mechanical dividing heads with an accuracy of 3’. The first experiment involved the training and learning of the artificial neural network. During both processes, the double axis drove the ball joint to rotate step by step at a certain interval and provided the standard angle values (
α and
β) for the prototype. The output signals of the three eddy current sensors were recorded and formed into a number array with corresponding
α and
β values, to be used in the training and learning of the ANN to construct the measurement model. After the measurement model was obtained, the accuracy test of the prototype was conducted on a calibration device. The experimental process was similar to the training and learning of the prototype, but the measured value, which is the inverse solution of the measurement model, was compared with the given standard angle of the calibration device to determine the measurement error.
5.1. GRNN Training Test
To improve the calculation accuracy of the measurement model, the new ball joint prototype was fixed on the 3D micromotion stage before the training and learning experiments. The prototype was fixed on the biaxial platform in advance so the ball joint center and the intersection of the two axes of the platform could be adjusted to coincide with the 3D micromotion stage. In the training experiment, the inner and outer frames were driven manually at an interval of 2° to provide a standard spherical motion for the ball joint in any orientation. The output voltages of the three eddy current sensors and the corresponding orientation angle values (
α and
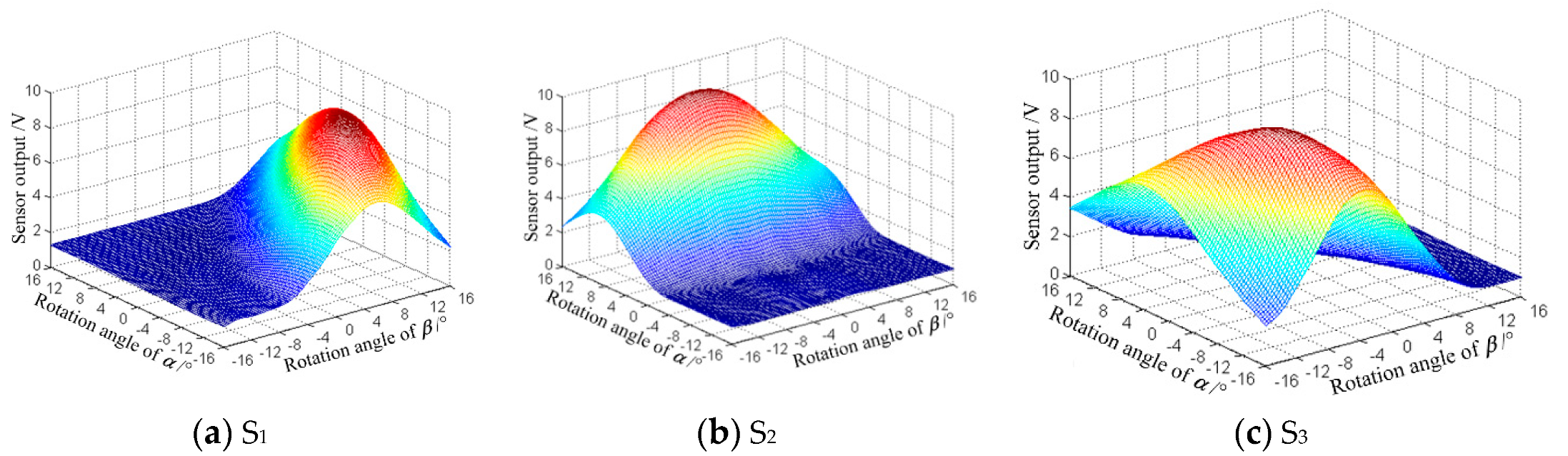
β) were recorded synchronously to obtain the dataset needed to train and establish the measurement model. Finally, a 17 × 17 dataset was collected through the training experiment. The output of the three sensors is presented in
Figure 13.
Figure 13 shows that the output signal of each eddy current sensor was unimodal, and the output laws of the three sensors were significantly different, which was consistent with the conclusion of the simulation analysis and conducive to the realization of artificial neural network modeling. After the data collection, the training and fitting program based on GRNN was inputted into the MATLAB script module to execute the training and calculation and eventually construct the measurement model.
5.2. Accuracy Evaluation Experiment
Given that the measurement software of the prototype was developed using LabVIEW, and the training, learning, and modeling were completed in MATLAB, the measurement model in the MATLAB script needed to be connected to the measurement software. In the error acquisition experiment, the biaxial platform rotated at a certain step and provided the standard angle value, and the measurement model calculated the results using the outputs of the three sensors. The difference between the calculated and standard angles provided by the biaxial platform is regarded as the measurement error of the prototype. Given the large amount of error data obtained in the experiment, only the partial angle error values are presented (
Table 1).
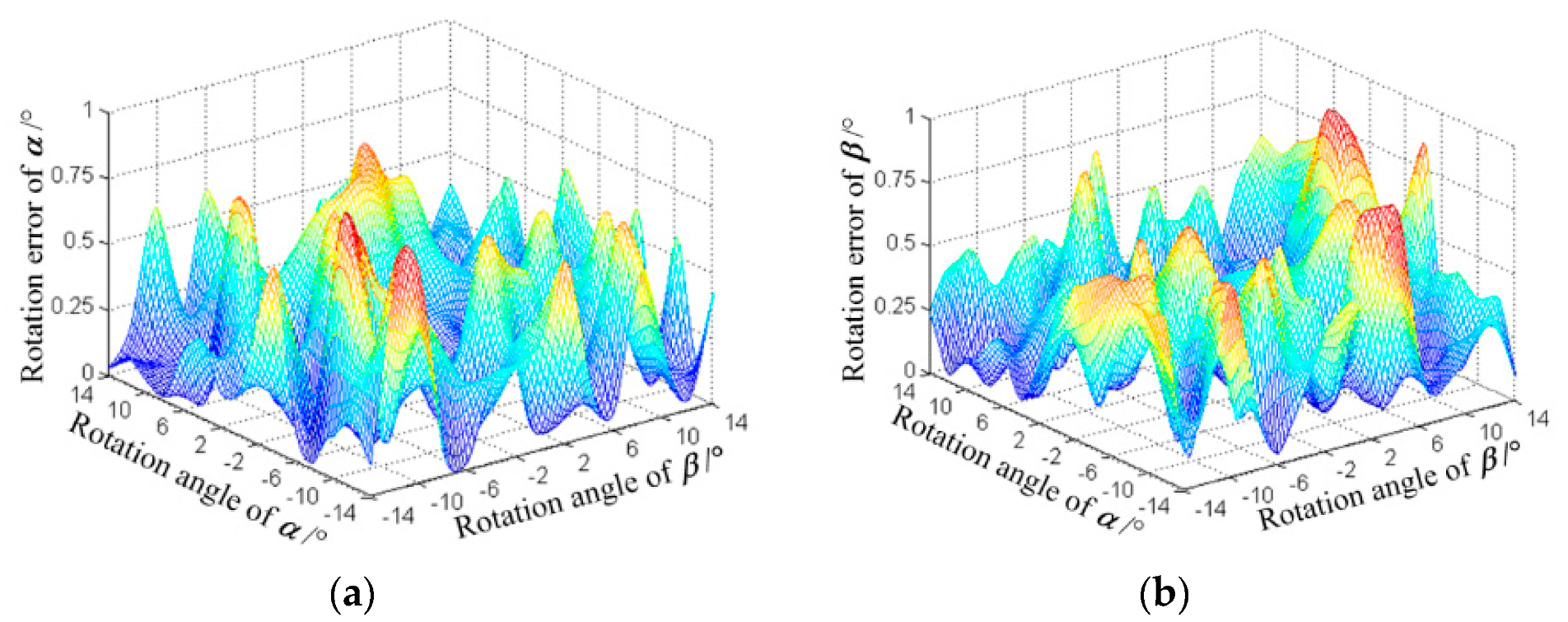
The result reveals that the actual working range was ±14°, which was less than the designed range (±20°); the measurement error deviated far from ±14°. The mean square deviation of
α and
β within the actual working range were 19′36″ and 23′18″, respectively. When
α and
β were negative, the measurement error was large, but the overall error distribution was relatively uniform. The measurement error distribution is displayed in
Figure 14.
5.3. Analysis of the Main Error Sources
The measurement accuracy of the proposed method was relatively low, but its feasibility was confirmed by the experiments. In this section, the main error sources are analyzed to improve the measurement accuracy. These sources of error include the manufacturing and assembly of the ball joint and biaxial platform, stability of the eddy current sensor output, and calculation errors of the artificial neural network model.
(1) Ball joint clearance
The clearance in the ball joint resulted in a slight variation in the output of the eddy current sensors when the ball head rotated repeatedly at a same point and therefore produced a repeatability error. This error negatively affected the calculation accuracy of the GRNN model. In addition, the mechanical manufacturing accuracy of the developed double-axis angle platform was limited, and the low mechanical indexing accuracy restricted the measurement accuracy of the prototype. In the following research, we will reduce the clearance in the new prototype, and redevelop a two-dimensional rotary table with higher accuracy angle grating.
(2) Output drift of the eddy current sensor
The eddy current sensor had several disadvantages, such as temperature drift and linearity difference, which affected the measurement accuracy of the prototype during model training, learning, and testing. The experimental results showed that the current domestic eddy current sensor required one hour to stabilize after it was turned on. Therefore, an eddy current sensor with excellent anti-drift characteristics should be selected to improve the measurement accuracy.
(3) Error resolution for the GRNN algorithm
Resolving the error in the algorithm of the artificial neural network is an important influencing factor of the final measurement accuracy. Therefore, the influence of the number of inputs, hidden layers, thresholds, or other functions in the algorithm on the convergence speed and accuracy should be studied to determine interconnection between the weight (or bias) of the neural element in the algorithm and the angle measurement accuracy. Moreover, the errors involved in intelligent ball joints should be resolved in real time, and the new characteristic of the calculation error of the algorithm should be identified to correct or compensate for the calculation error.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}