Real-Time Production and Logistics Self-Adaption Scheduling Based on Information Entropy Theory


Abstract
:1. Introduction
- The RTSIET strategy based on adaptive coordination of smart resources can effectively deal with tasks with time constraints. It includes features that are rarely mentioned before, such as the allocate service resources according to due date.
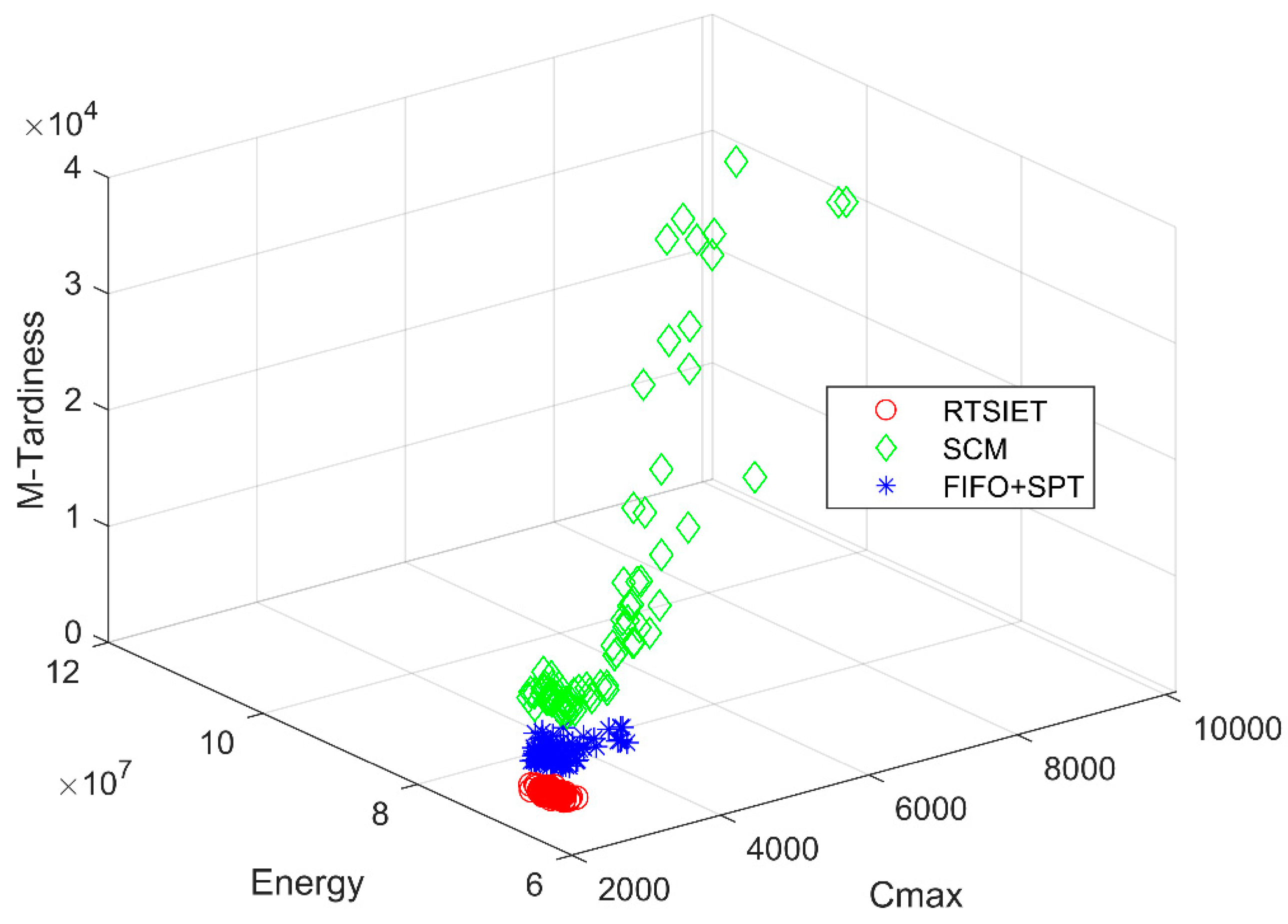
- The adaptive scheduling strategy reduces production time, energy consumption, and delays through the optimization of feasible services. In addition, compared with traditional scheduling strategies, the RTSIET strategy developed in this paper can improve coordination ability among PLRs and enhance the stability of real-time scheduling.
2. Related Work
3. Problem Description and Mathematical Model
3.1. Problem Description
- Jobs arrive randomly, and jobs have a different due date.
- Each operation may be executed on a set of alternative machines.
- The arrival time and due date of a job is not known until the job arrives.
- Each machine can perform only one ordinary job processing at a time.
- Transportation time of AGVs is considered.
- A task, once taken up for processing on a machine, should be completed before another task is taken.
3.2. Mathematical Model
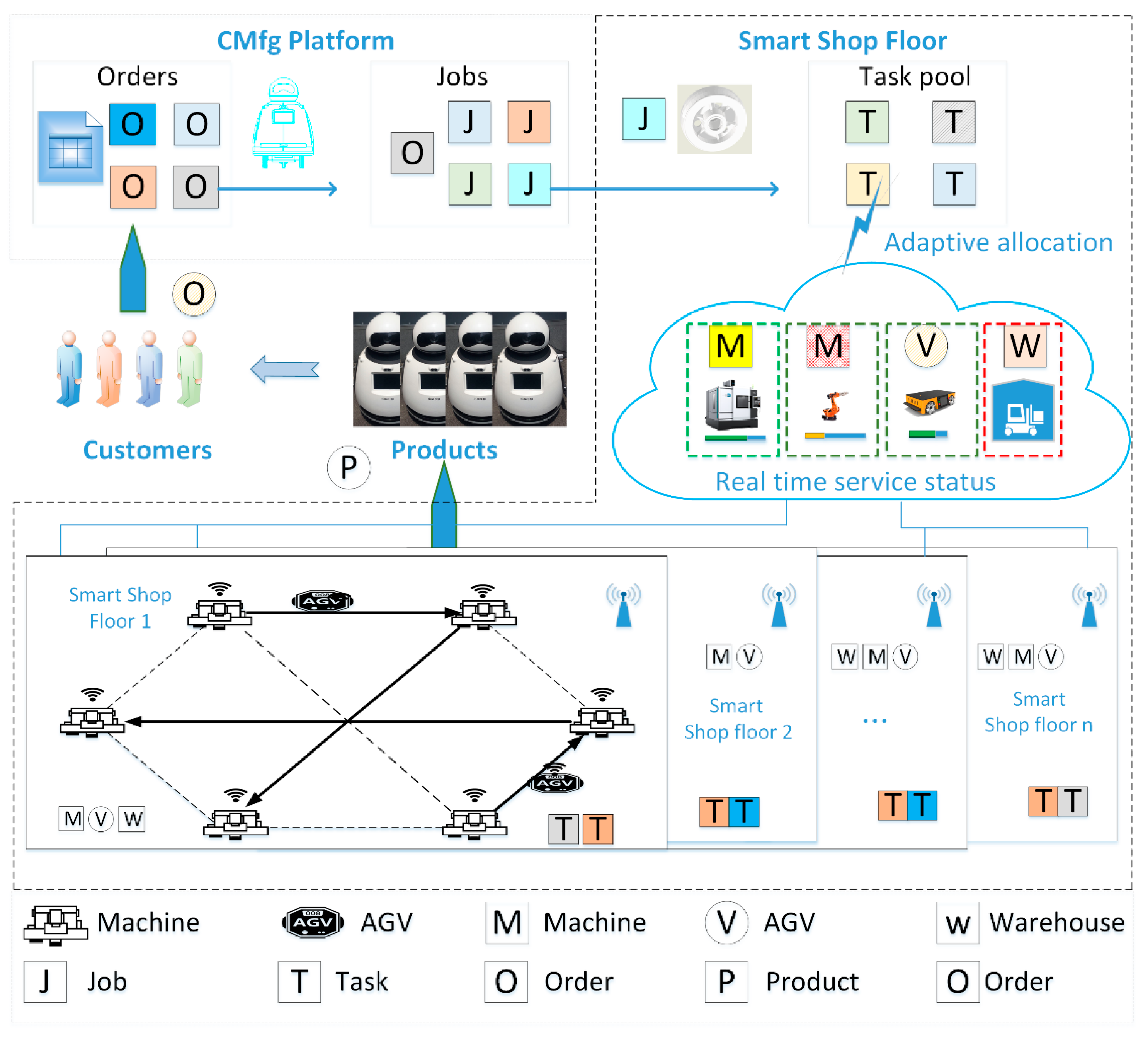
4. Model Description in the Smart Shop Floor
4.1. Conceptual Model
4.2. Real-Time Information Model of Tasks for Multi-Customer
5. The Proposed Method
5.1. Task Trigger Rules
5.2. Entropy-Based Scheduling Strategy
| Algorithm 1 Real-time scheduling algorithm based on the information entropy theory |
| Input: , , , , |
| Output: |
| While (taskpool ==! null) do |
| for in taskpool |
| Compute the standard entropy for each task in taskpool |
| as formula (19) |
| for in do |
| Compute the service quality of each group and choose |
| the best one using (23) |
| end for |
| end for |
| end while |
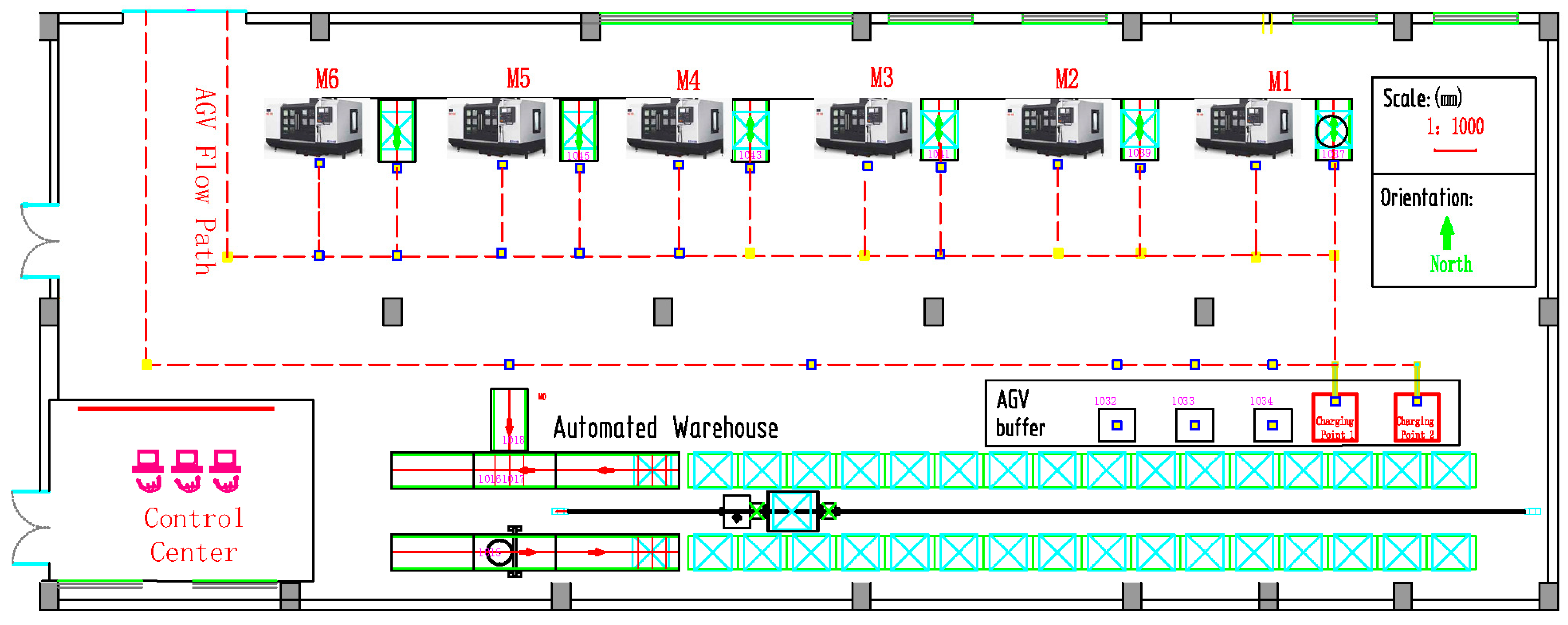
6. Case Study
6.1. Case Description
6.2. Results of the Experiments
7. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Rostami, M.; Kheirandish, O.; Ansari, N. Minimizing maximum tardiness and delivery costs with batch delivery and job release times. Appl. Math. Model. 2015, 39, 4909–4927. [Google Scholar] [CrossRef]
- Karimi-Nasab, M.; Seyedhoseini, S.M.; Modarres, M.; Heidari, M. Multi-period lot sizing and job shop scheduling with compressible process times for multi-level product structures. Int. J. Prod. Res. 2013, 51, 6229–6246. [Google Scholar] [CrossRef]
- Zhou, L.; Zhang, L.; Ren, L.; Wang, J. Real-Time Scheduling of Cloud Manufacturing Services Based on Dynamic Data-Driven Simulation. IEEE T. Ind. Inform. 2019, 15, 5042–5051. [Google Scholar] [CrossRef]
- Moghaddam, S.K.; Saitou, K. On optimal dynamic pegging in rescheduling for new order arrival. Comput. Ind. Eng. 2019, 136, 46–56. [Google Scholar] [CrossRef]
- Zhang, L.; Gao, L.; Li, X. A hybrid genetic algorithm and tabu search for a multi-objective dynamic job shop scheduling problem. Int. J. Prod. Res. 2013, 51, 3516–3531. [Google Scholar] [CrossRef]
- Wu, C.; Buyya, R.; Ramamohanarao, K. Modeling cloud business customers’ utility functions. Future Gener. Comp. Syst. 2019, 12, 44. [Google Scholar] [CrossRef]
- Marcin, C.; Jakub, N.A. Fast Genetic Algorithm for the Flexible Job Shop Scheduling Problem. In Proceedings of the 2014 Conference Companion on Genetic and Evolutionary Computation Companion, Vancouver, BC, Canada, 8–12 July 2014; pp. 1449–1450. [Google Scholar] [CrossRef]
- Imran, A.; Khan, A.A. A research survey: Review of flexible job shop scheduling techniques. Int. Trans. Oper. Res. 2016, 23, 551–591. [Google Scholar] [CrossRef]
- Cao, Y.L.; Zhang, H.; Li, W.F.; Zhou, M.C.; Zhang, Y.; Chaovalitwongse, W.A. Comprehensive Learning Particle Swarm Optimization Algorithm with Local Search for Multimodal Functions. IEEE Trans. Evol. Comput. 2018, 23, 718–731. [Google Scholar] [CrossRef]
- He, L.J.; Li, W.F.; Zhang, Y.; Cao, Y.L. A discrete multi-objective fireworks algorithm for flowshop scheduling with sequence-dependent setup times. Swarm Evol. Comput. 2019, 51, 100575. [Google Scholar] [CrossRef]
- Reddy, K.S.; Panwar, L.K.; Kumar, R.; Panigrahi, B.K. Distributed resource scheduling in smart grid with electric vehicle deployment using fireworks algorithm. J. Mod. Power Syst. 2016, 42, 188–199. [Google Scholar] [CrossRef] [Green Version]
- Gu, X.L.; Huang, M.; Liang, X. A Discrete Particle Swarm Optimization Algorithm With Adaptive Inertia Weight for Solving Multiobjective Flexible Job-shop Scheduling Problem. IEEE Access. 2020, 8, 33125–33136. [Google Scholar] [CrossRef]
- Ham, M.; Lee, Y.H.; Kim, S.H. Real-time scheduling of multi-stage flexible job shop floor. Int. J. Prod. Res. 2011, 49, 3715–3730. [Google Scholar] [CrossRef]
- Ding, K.; Zhang, X.; Chan, F.T.S.; Chan, C.; Wang, C. Training a Hidden Markov Model-Based Knowledge Model for Autonomous Manufacturing Resources Allocation in Smart Shop Floors. IEEE Access. 2019, 7, 47366–47378. [Google Scholar] [CrossRef]
- Liu, X.F.; Shahriar, M.R.; Sunny, S.M.N. Cyber-physical manufacturing cloud: Architecture, virtualization, communication, and testbed. J. Manuf. Syst. 2017, 43, 352–364. [Google Scholar] [CrossRef]
- Ding, K.; Chan, F.T.S.; Zhang, X.; Zhou, G.; Zhang, F. Defining a Digital Twin-based Cyber-Physical Production System for Autonomous Manufacturing in Smart Shop Floors. Int. J. Prod. Res. 2019, 57, 6315–6334. [Google Scholar] [CrossRef] [Green Version]
- Yu, T.; Zhu, C.; Chang, Q.; Wang, J. Imperfect corrective maintenance scheduling for energy efficient manufacturing systems through online task allocation method. J. Manuf. Syst. 2019, 53, 282–290. [Google Scholar] [CrossRef]
- Kück, M.; Ehm, J.; Freitag, M.; Frazzon, E.M.; Pimentel, R. A data-driven simulation-based optimisation approach for adaptive scheduling and control of dynamic manufacturing systems. Adv. Mat. Res. 2016, 1140, 449–456. [Google Scholar] [CrossRef]
- Zhong, R.Y.; Dai, Q.Y.; Qu, T.; Hu, G.J.; Huang, G.Q. RFID-enabled real-time manufacturing execution system for mass-customization production. Robot. CIM-Int. Manuf. 2013, 29, 283–292. [Google Scholar] [CrossRef]
- Luo, Y.; Duan, Y.; Li, W.F.; Pace, P.; Fortino, G. Workshop Networks Integration Using Mobile Intelligence in Smart Factories. IEEE Commun. Mag. 2018, 56, 68–75. [Google Scholar] [CrossRef]
- Luo, Y.; Duan, Y.; Li, W.F.; Pace, P.; Fortino, G. A novel mobile and hierarchical data transmission architecture for smart factories. IEEE Trans. Ind. Inform. 2018, 14, 3534–3546. [Google Scholar] [CrossRef]
- Zhang, Y.F.; Huang, G.Q.; Sun, S.D.; Yang, T. Multi-agent based real-time production scheduling method for radio frequency identification enabled ubiquitous shopfloor environment. Comput. Ind. Eng. 2014, 76, 89–97. [Google Scholar] [CrossRef]
- Shiue, Y.R.; Lee, K.C.; Su, C.T. Real-time scheduling for a smart factory using a reinforcement learning approach. Comput. Ind. Eng. 2018, 125, 604–614. [Google Scholar] [CrossRef]
- Zhang, Y.; Wang, J.; Liu, S.; Qian, C. Game Theory Based Real-Time Shop Floor Scheduling Strategy and Method for Cloud Manufacturing. Int. J. Intell. Syst. 2016, 32, 437–463. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, Y.F.; Liu, Y.; Wu, N. Multiagent and Bargaining-Game-Based Real-Time Scheduling for Internet of Things-Enabled Flexible Job Shop. IEEE Internet Things J. 2019, 6, 2518–2531. [Google Scholar] [CrossRef] [Green Version]
- Qu, T.; Pan, Y.; Liu, X.; Kang, K.; Li, C.; Thurer, M.; Huang, G.Q. Internet of Things-based real-time production logistics synchronization mechanism and method toward customer order dynamics. Trans. Inst. Meas. Control 2017, 39, 429–445. [Google Scholar] [CrossRef]
- Bottani, E.; Centobelli, P.; Cerchione, R.; Gaudio, L.D.; Murino, T. Solving machine loading problem of flexible manufacturing systems using a modified discrete firefly algorithm. Int. J. Ind. Eng. Comput. 2017, 8, 363–372. [Google Scholar] [CrossRef]
- Miller-Todd, J.; Steinhöfel, K.; Veenstra, P. Firefly-Inspired Algorithm for Job Shop Scheduling. In Lecture Notes Computer Science; Springer: New York, NY, USA, 2018; Volume 11011, pp. 423–433. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Qian, C.; Lv, J. Agent and Cyber-Physical System Based Self-Organizing and Self-Adaptive Intelligent Shopfloor. IEEE Trans. Ind. Inform. 2017, 13, 737–747. [Google Scholar] [CrossRef]
- Bányai, Á.; Illés, B.; Glistau, E.; Machado, N.I.C.; Tamás, P.; Manzoor, F.; Bányai, T. Smart Cyber-Physical Manufacturing: Extended and Real-Time Optimization of Logistics Resources in Matrix Production. Appl. Sci. 2019, 9, 1287. [Google Scholar] [CrossRef] [Green Version]
- Azadian, F.; Murat, A.; Chinnam, R.B. Integrated production and logistics planning: Contract manufacturing and choice of air/surface transportation. Eur. J. Oper. Res. 2015, 247, 113–123. [Google Scholar] [CrossRef]
- Zafarzadeh, M.; Hauge, J.B.; Wiktorsson, M.; Hedman, I.; Bahtijarevic, J. Real-Time Data Sharing in Production Logistics: Exploring Use Cases by an Industrial Study. Int. Fed. Inf. Process. 2019, 567, 285–293. [Google Scholar] [CrossRef] [Green Version]
- Szabolcs, D.; Sarbast, M. Examining Pareto optimality in Analytic Hierarchy Process on Real Data: An Application in Public Transport Service Development. Expert Syst. Appl. 2019, 116, 21–30. [Google Scholar] [CrossRef]
- Zhang, Y.F.; Guo, Z.G.; Lv, J.X.; Liu, Y. A Framework for Smart Production-Logistics Systems Based on CPS and Industrial IoT. IEEE Trans. Ind. Inform. 2018, 14, 4019–4032. [Google Scholar] [CrossRef] [Green Version]
- Gao, K.Z.; Suganthan, P.N.; Pan, Q.K.; Chua, T.J.; Cai, T.X.; Chong, C.S. Discrete harmony search algorithm for flexible job shop scheduling problem with multiple objectives. J. Intell. Manuf. 2014, 27, 363–374. [Google Scholar] [CrossRef]
- Vela, C.R.; Afsar, S.; Palacios, J.J.; González-Rodríguez, I.; Puente, J. Evolutionary tabu search for flexible due-date satisfaction in fuzzy job shop scheduling. Comput. Oper. Res. 2020, 119, 305–548. [Google Scholar] [CrossRef]
- Lu, Y.; Xu, X. Resource virtualization: A core technology for developing cyber-physical production systems. J. Manuf. Syst. 2018, 47, 128–140. [Google Scholar] [CrossRef]
- Järvenpää, E.; Lanz, M.; Siltala, N. Formal Resource and Capability Models supporting Re-use of Manufacturing Resources. Procedia Manuf. 2018, 19, 87–94. [Google Scholar] [CrossRef]
- Baruwa, O.T.; Piera, M.A. A coloured Petri net-based hybrid heuristic search approach to simultaneous scheduling of machines and automated guided vehicles. Int. J. Prod. Res. 2016, 5, 4773–4792. [Google Scholar] [CrossRef]
- Rincón, C.A.C.; Cheng, A.M.K. SITSA-RT: An Information Theory Inspired Real-Time Multiprocessor Scheduler. In Proceedings of the 2018 IEEE 21st International Symposium on Real-Time Distributed Computing (ISORC), Singapore, 29–31 May 2018; pp. 156–163. [Google Scholar] [CrossRef]
- Carlos, A.R.C.; Rincon, C.; Cheng, A.M.K. Using Entropy as a Parameter to Schedule Real-Time Tasks. In Proceedings of the 2015 IEEE Real-Time Systems Symposium (RTSS), San Antonio, TX, USA, 1–4 December 2015; p. 375. [Google Scholar] [CrossRef]
- Sharma, R.; Nitin. Visualization of Information Theoretic Maximum Entropy Model in Real-time Distributed System. In Proceedings of the 2013 Third International Conference on Advances in Computing and Communications, Cochin, India, 29–31 August 2013; pp. 282–286. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Notations | Description |
|---|---|
| Job set | |
| k- job | |
| - operation of job k, | |
| Type of service that a machine can provide | |
| Power of for the operation of | |
| Service time of for | |
| Power of the AGV for the operation of | |
| Service time of the AGV for | |
| The time when the machine starts to the operation of | |
| Completion time for | |
| Start time of to operate | |
| The time AGV arrives at the machine where the is located | |
| The time of completes the | |
| Idle power of | |
| Speed of an AGV | |
| Location of | |
| Capacity of at time t | |
| Handling capacity of at time t | |
| Optional machine set | |
| Optional AGV set | |
| A set of tasks in the task-pool | |
| Service queue of | |
| Total idle time of | |
| Service queue of AGV | |
| Completion time of | |
| Due date for | |
| Lateness of |
| Distance [m] | m0 | m1 | m2 | m3 | m4 | m5 | m6 |
|---|---|---|---|---|---|---|---|
| m0 | 0 | 40 | 46 | 52 | 60 | 66 | 75 |
| m1 | 40 | 0 | 6 | 12 | 16 | 24 | 33 |
| m2 | 46 | 6 | 0 | 12 | 18 | 24 | 33 |
| m3 | 52 | 12 | 6 | 0 | 6 | 12 | 21 |
| m4 | 60 | 18 | 12 | 6 | 0 | 6 | 15 |
| m5 | 66 | 24 | 18 | 12 | 6 | 0 | 9 |
| m6 | 75 | 33 | 27 | 21 | 15 | 9 | 0 |
| Time [s]\ Power [kW/h] | m0 | m1 | m2 | m3 | m4 | m5 | m6 | |
|---|---|---|---|---|---|---|---|---|
| job | 1CT | 180\3.74 | 190\3.11 | 170\4.38 | 180\4.24 | 190\3.41 | 200\4.5 | 180\3.74 |
| 2TU | 170\4.38 | 190\4.11 | 170\4.48 | 170\4.59 | 180\4.24 | 200\3.95 | 170\4.38 | |
| 3GR | 170\4.06 | 190\3.18 | 170\3.70 | 170\4.08 | 180\5.82 | 200\4.08 | 170\4.06 | |
| 4DR | 230\4.18 | 240\4.13 | 250\3.20 | 230\4.19 | 240\4.09 | 200\5.01 | 230\4.18 | |
| 5TA | 220\5.40 | 220\5.39 | 240\4.17 | 230\5.28 | 240\4.68 | 260\4.57 | 220\5.40 |
| mi | m0 | m1 | m2 | m3 | m4 | m5 | m6 |
|---|---|---|---|---|---|---|---|
| Idle Power [kW/h] | 0.98 | 1.23 | 1.48 | 1.06 | 1.06 | 1.16 | 1.27 |
| AGV | ai |
|---|---|
| Power [kW/h] | 1 |
| Speed [m/s] | 0.5 |
| NA | RTSIET | SCM | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| E [10,000 J] | E [10,000 J] | |||||||||||
| MV | V | MV | V | MV | V | MV | V | MV | V | MV | V | |
| 1 | 3898 | 179 | 7857 | 101 | 108 | 5 | 5881 | 2893 | 8763 | 1558 | 1932 | 143 |
| 2 | 3135 | 55 | 7416 | 102 | 0 | 0 | 5328 | 2661 | 8195 | 1259 | 1518 | 118 |
| 3 | 3040 | 72 | 7281 | 95 | 0 | 0 | 5266 | 2741 | 8089 | 1314 | 1346 | 122 |
| 4 | 2989 | 53 | 7204 | 101 | 0 | 0 | 5197 | 2723 | 8014 | 1328 | 1234 | 124 |
| 5 | 2975 | 51 | 7165 | 90 | 0 | 0 | 5202 | 2695 | 7978 | 1221 | 1004 | 117 |
| NA | FIFO + LPT | FIFO + SPT | ||||||||||
| [100 s] | E [100,000 J] | [100 s] | [s] | E [10,000 J] | [s] | |||||||
| MV | V | MV | V | MV | V | MV | V | MV | V | MV | V | |
| 1 | 193 | 4.20 | 1840 | 37.5 | 197 | 6.37 | 3918 | 157 | 8201 | 127 | 1149 | 927 |
| 2 | 192 | 4.17 | 1828 | 36.4 | 196 | 6.36 | 3559 | 82 | 7873 | 121 | 965 | 411 |
| 3 | 190 | 3.56 | 1812 | 31.1 | 193 | 5.54 | 3498 | 71 | 7777 | 115 | 784 | 351 |
| 4 | 187 | 3.03 | 1787 | 27.8 | 190 | 4.88 | 3509 | 73 | 7769 | 110 | 965 | 363 |
| 5 | 188 | 2.94 | 1736 | 34.4 | 181 | 3.69 | 3639 | 79 | 7761 | 991 | 857 | 371 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, W.; Li, W.; Cao, Y.; Luo, Y.; He, L. Real-Time Production and Logistics Self-Adaption Scheduling Based on Information Entropy Theory. Sensors 2020, 20, 4507. https://doi.org/10.3390/s20164507
Yang W, Li W, Cao Y, Luo Y, He L. Real-Time Production and Logistics Self-Adaption Scheduling Based on Information Entropy Theory. Sensors. 2020; 20(16):4507. https://doi.org/10.3390/s20164507
Chicago/Turabian StyleYang, Wenchao, Wenfeng Li, Yulian Cao, Yun Luo, and Lijun He. 2020. "Real-Time Production and Logistics Self-Adaption Scheduling Based on Information Entropy Theory" Sensors 20, no. 16: 4507. https://doi.org/10.3390/s20164507
APA StyleYang, W., Li, W., Cao, Y., Luo, Y., & He, L. (2020). Real-Time Production and Logistics Self-Adaption Scheduling Based on Information Entropy Theory. Sensors, 20(16), 4507. https://doi.org/10.3390/s20164507