Surface Defects Detection of Stamping and Grinding Flat Parts Based on Machine Vision

Abstract
:1. Introduction
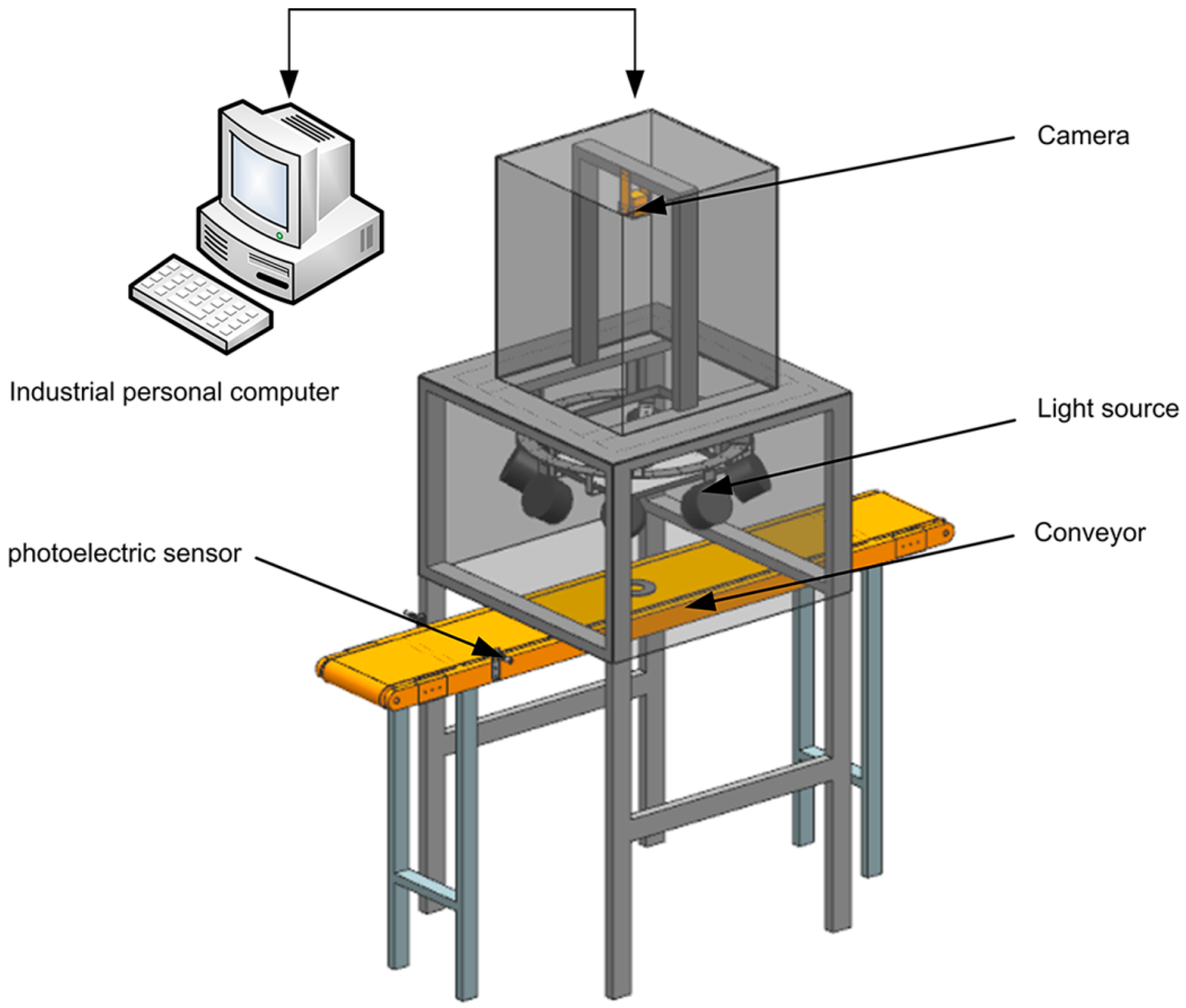
2. Detection System Framework
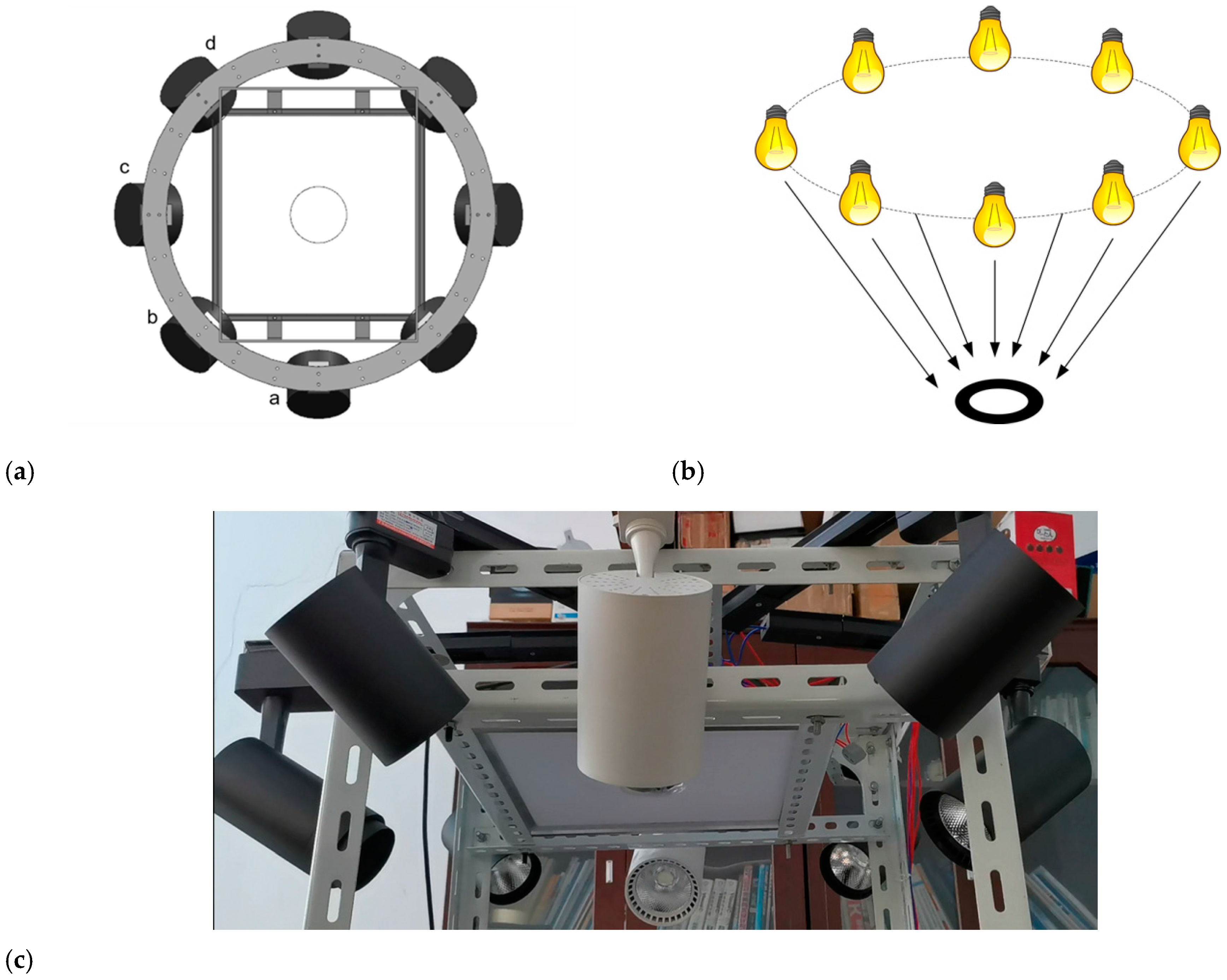
3. Imaging System
4. Defects and Challenges
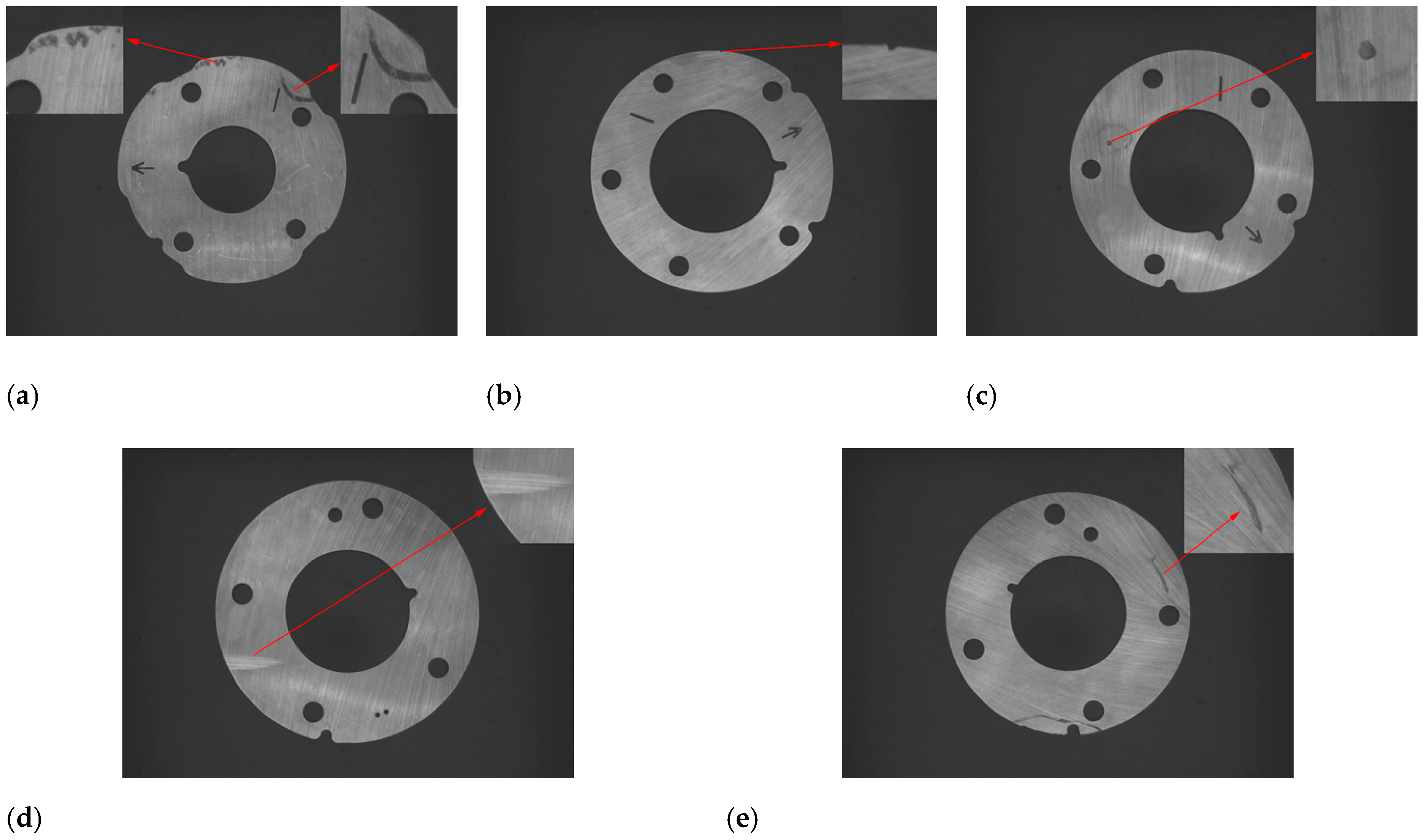
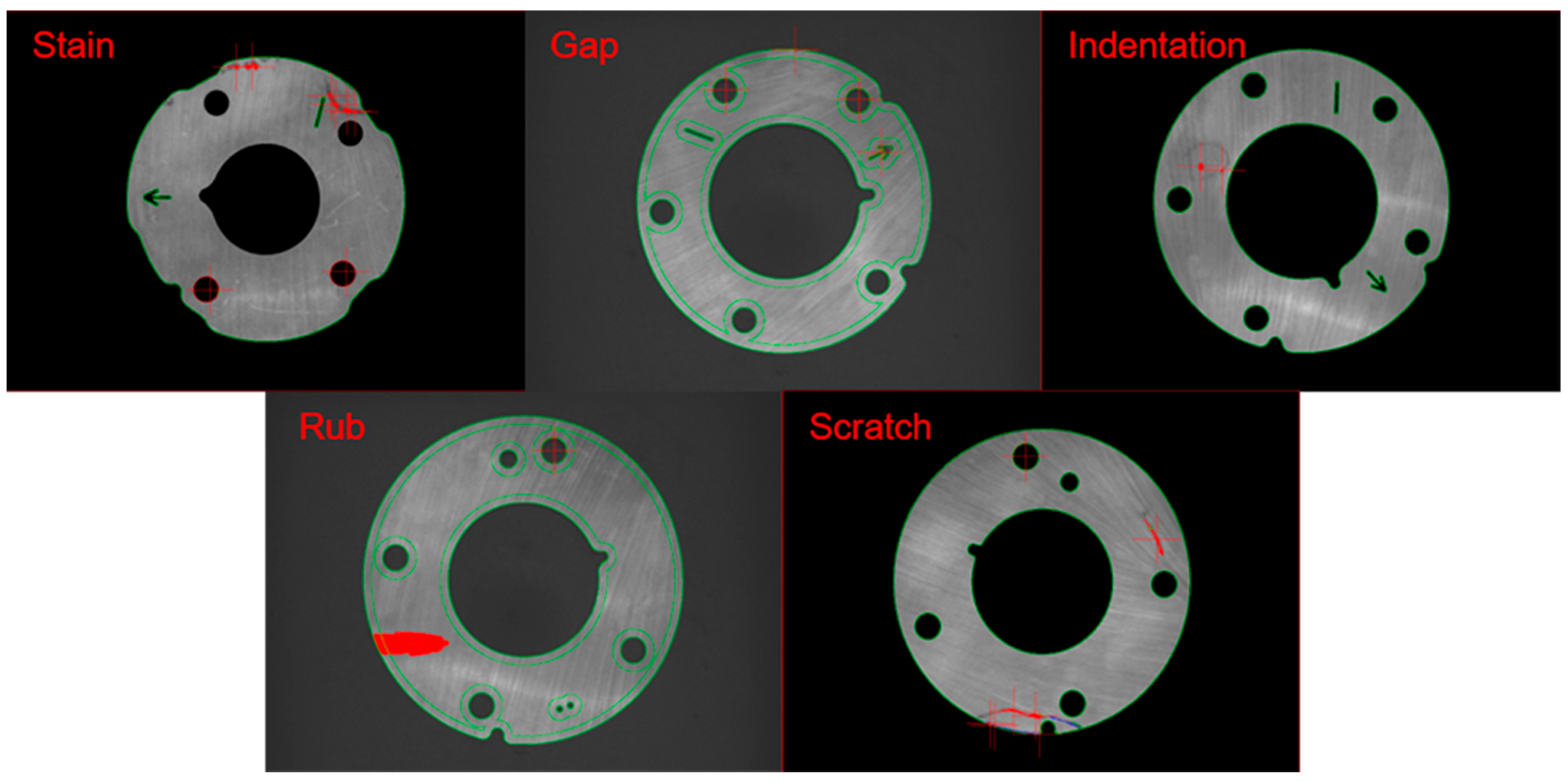
- The stain is caused by impurities mixed in the raw material and randomly distributed on the surface of the parts, as shown in Figure 3a.
- The misrun is caused by the collision of parts, and it is mostly distributed on the edge of the parts, as shown in Figure 3b.
- The indentation is caused by residual material stuck on the stamping die which can not be cleaned in time. During the next stamping, the residual material will pad a small pit on the parts and is randomly distributed on the surface of the parts, as shown in Figure 3c.
- The edging is caused by excessive grinding of the edge of the parts due to the improper placement of the parts or the deviation of the grinding wheel during the grinding process, and it is mostly distributed on the edge of the parts, as shown in Figure 3d.
- The scratch is caused by a sharp scratch or metal dust falling into the mold. When the parts is processed, a long and narrow curve is drawn on the surface and randomly distributed on the surface of the parts, as shown in Figure 3e.
5. Detection Steps and Algorithms
5.1. Segment the Region of Interest of Parts
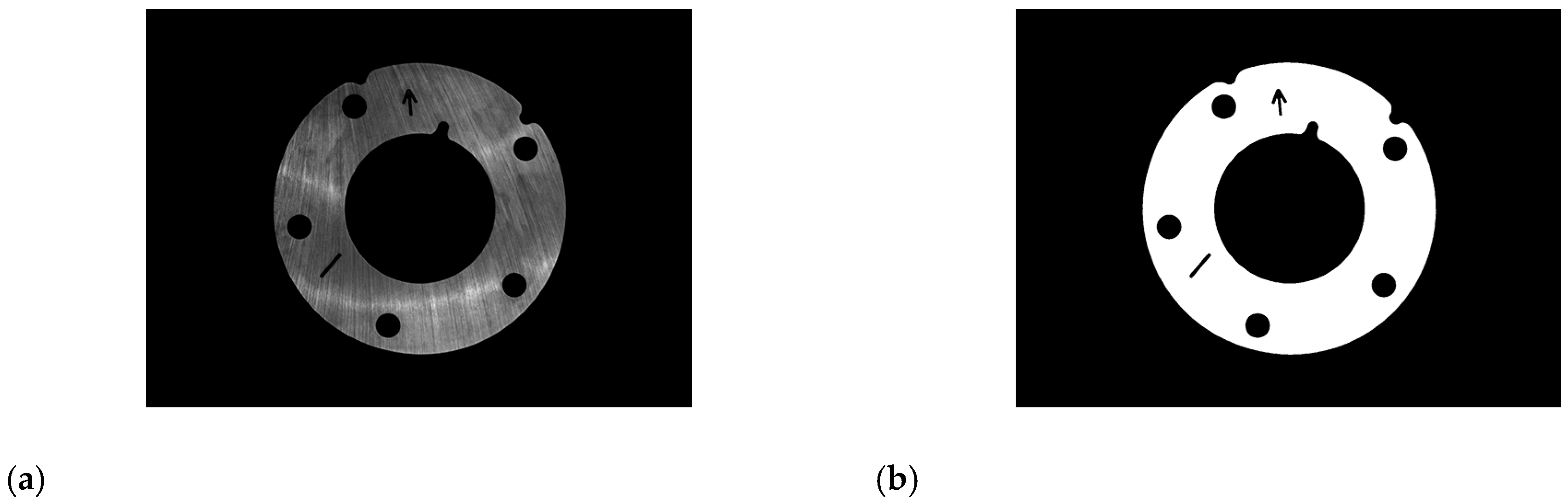
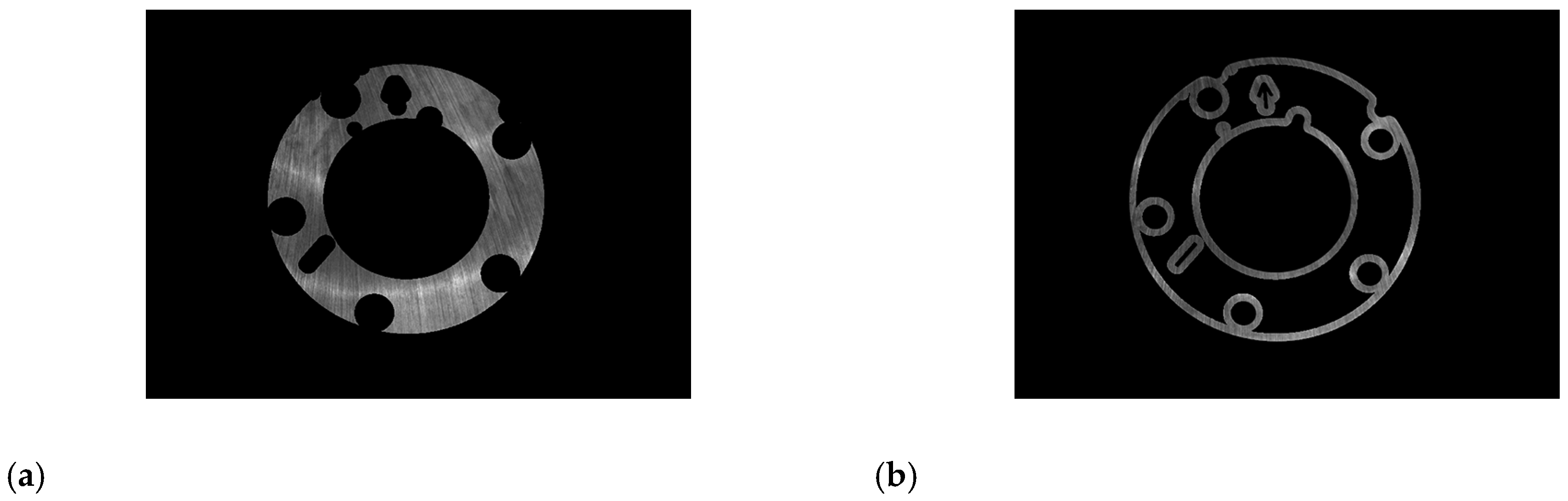
- Making template: before testing the same batch of parts, select a qualified part of the batch firstly, and take an image under the plane light source, as shown in Figure 4a. The parts region is segmented from the background by global threshold segmentation, and the region of interest is obtained, which is the batch parts template, as shown in Figure 4b.
- Matching the parts region: according to the shape of the template, the template is used to search the parts region, and make the template overlap with the target region by translating and rotating the radiation transformation of the template. In order to improve the calculation speed, 9-layer pyramid structure is used to accelerate the matching parts region [27].
- Segmenting region of interest: undertaking a bit and between the parts image and template after affine transformation, and then, setting the gray value of other regions except the region of interest of parts to zero. Extracting non-zero region is the region of interest of parts. Testing the same batch of parts only once to make a template, after which test repeat (2) (3) steps.
5.2. Detection and Extraction of Surface Defects of Parts
5.2.1. Plan Light Source Image Defects Detection
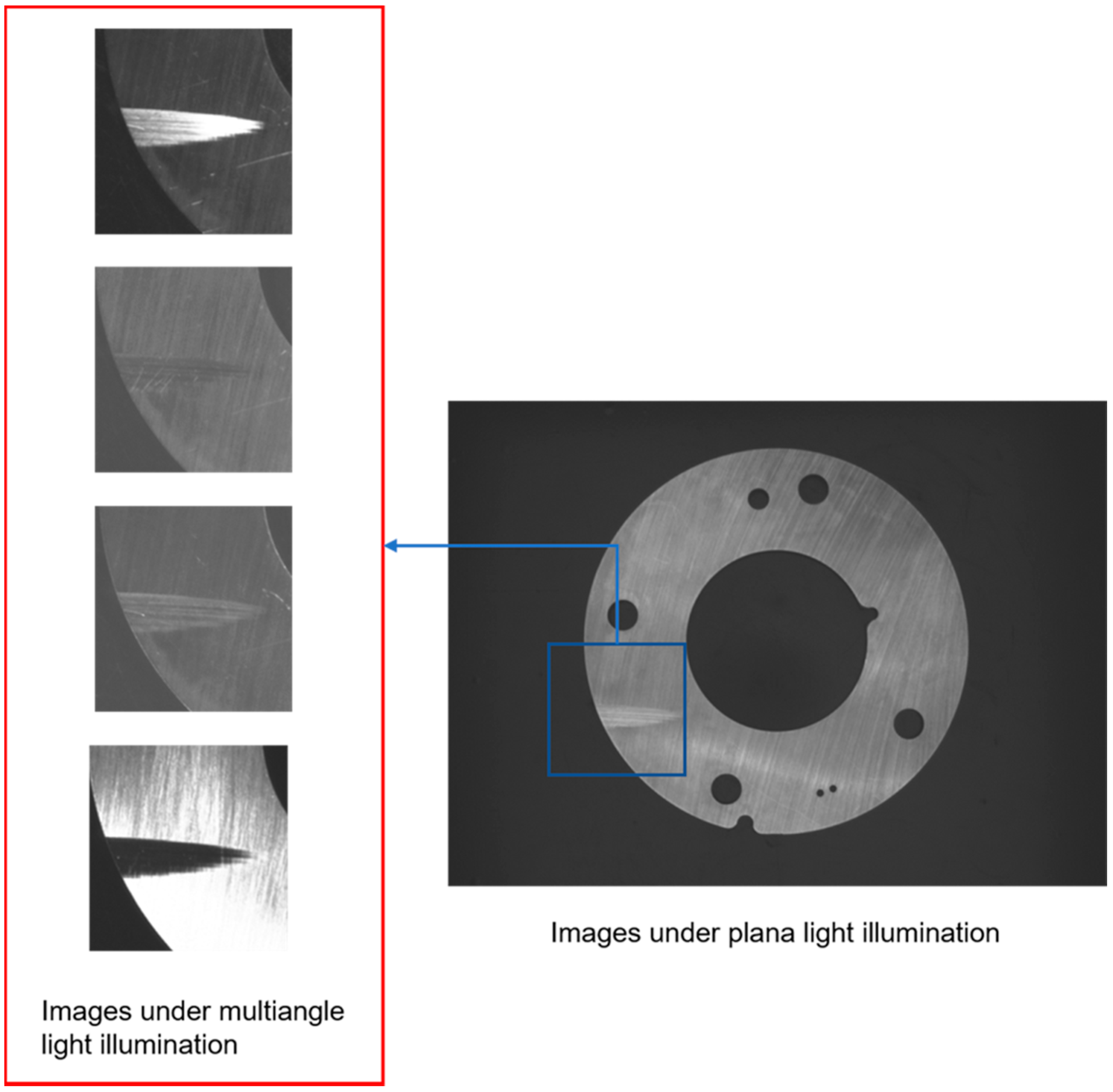
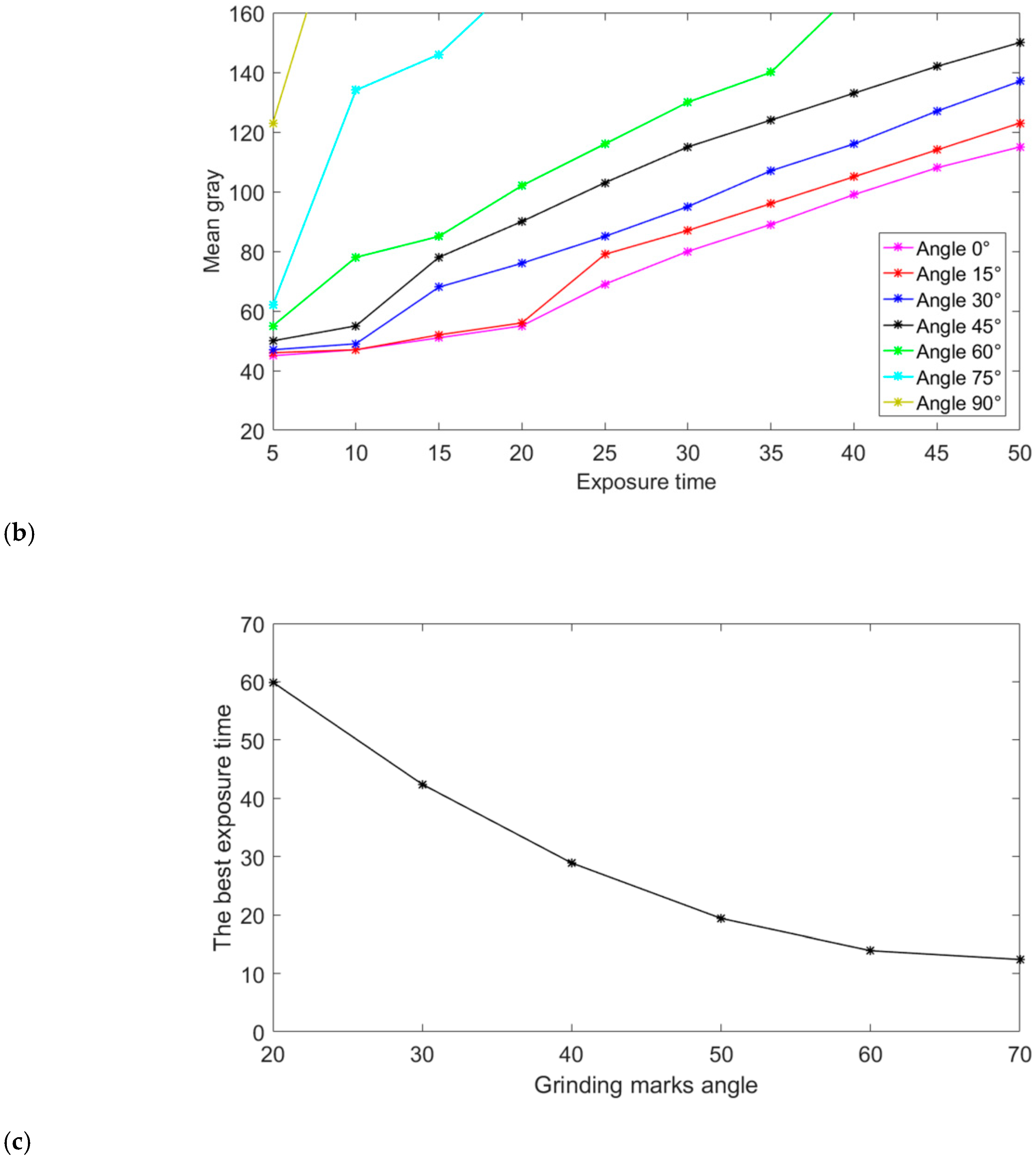
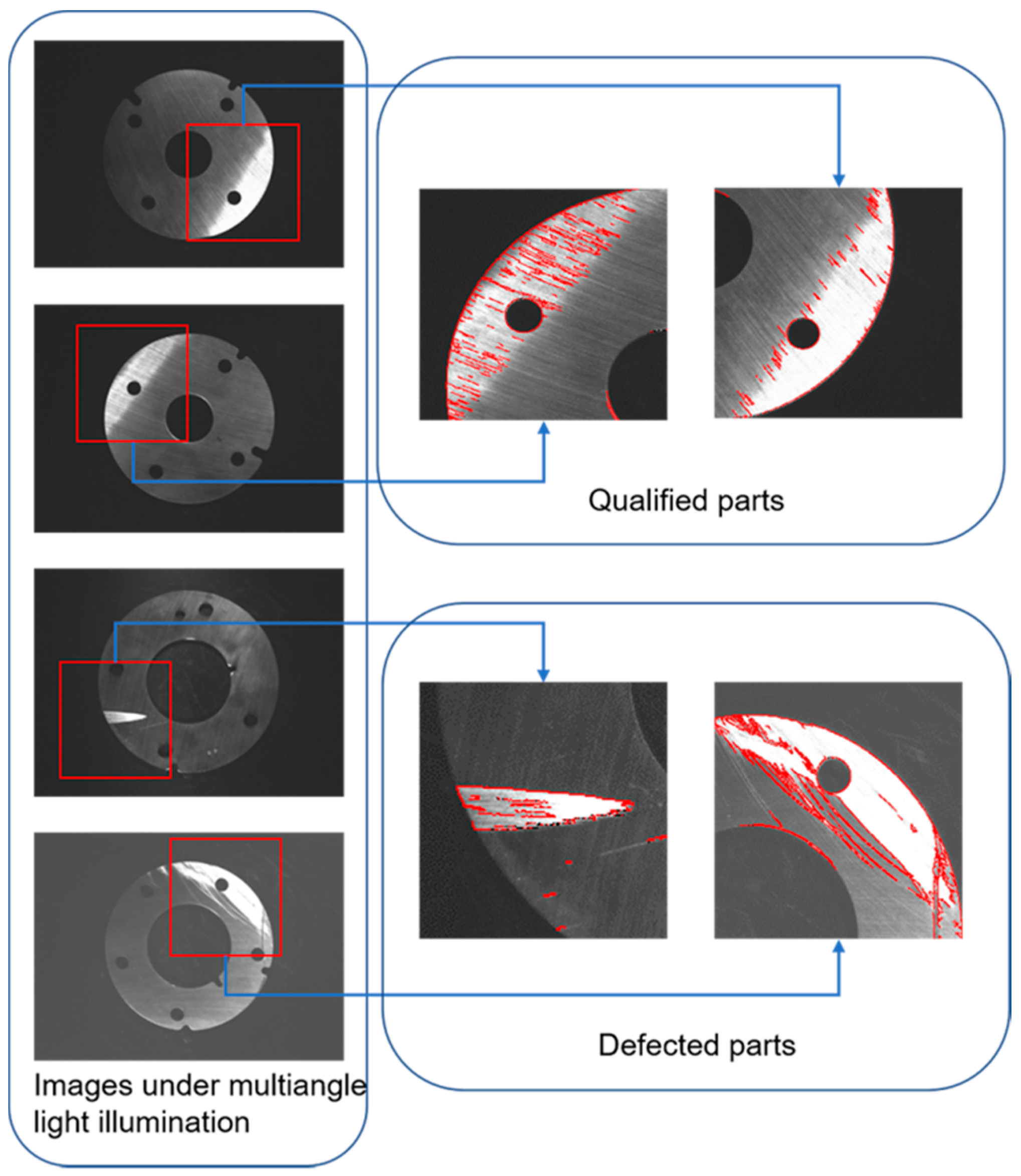
5.2.2. Multi-Angle Light Source Image Defects Detection
5.3. Misjudgment Check
6. Experimental Verification and Results
7. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Chin, R.T.; Harlow, C.A. Automated visual inspection: A survey. IEEE Trans. Pattern. Anal. Mach. Intell. 1982, 4, 557–573. [Google Scholar] [CrossRef] [PubMed]
- Newman, T.S.; Jain, A.K. A survey of automated visual inspection. Comput. Vis. Image. Underst. 1995, 61, 231–262. [Google Scholar] [CrossRef]
- Caleb-Solly, P.; Smith, J.E. Adaptive surface inspection via interactive evolution. Image. Vis. Comput. 2007, 25, 1058–1072. [Google Scholar] [CrossRef]
- Fu, L.; Zhang, Y.H.; Huang, Q.J.; Chen, X.Y. Research and application of machine vision in intelligent manufacturing. Control. Decis. Conf. 2016, 28, 1138–1143. [Google Scholar]
- Huang, S.H.; Pan, Y.C. Automated visual inspection in the semiconductor industry: A survey. Comput. Ind. 2015, 66, 1–10. [Google Scholar] [CrossRef]
- Malamas, E.N.; Petrakis, E.G.M.; Zervakis, M.; Petit, L.; Legat, J.D. A survey on industrial vision systems, applications and tools. Image. Vis. Comput. 2003, 21, 171–188. [Google Scholar] [CrossRef]
- Eitzinger, C.; Heidl, W.; Lughofer, E.; Raiser, S.; Smith, J.E.; Tahir, M.A.; Sannen, D.; Brussel, H.V. Assessment of the influence of adaptive components in trainable surface inspection systems. Mach. Vis. Appl. 2010, 21, 613–626. [Google Scholar] [CrossRef]
- Nele, L.; Sarno, F.; Keshari, A. An image acquisition system for real-time seam tracking. Int. J. Adv. Manuf. Technol. 2013, 69, 2099–2110. [Google Scholar] [CrossRef]
- Singh, S.; Kaur, M. Machine vision system for automated visual inspection of tile’s surface quality. Iosr. J. Eng. 2012, 2, 429–432. [Google Scholar] [CrossRef]
- Zhou, Q.B.; Chen, R.W.; Huang, B.; Liu, C.; Yu, J.; Xu, X.Q. An automatic surface defect inspection system for automobiles using machine vision methods. Sensors 2019, 19, 644. [Google Scholar] [CrossRef] [Green Version]
- Huang, W.; Kovacevic, R. A laser-based vision system for weld quality inspection. Sensors 2011, 11, 506–521. [Google Scholar] [CrossRef] [PubMed]
- Roberto, M.; Fernando, G.; Luis, M.; González, R.; David, O.; Jaime, G.G.B.; Eduardo, Z.; José, R.P. Automated visual classification of frEquation uent defects in flat steel coils. Int. J. Adv. Manuf. Technol. 2011, 57, 1087–1097. [Google Scholar]
- Xu, L.M.; Yang, Z.Q.; Jiang, Z.H.; Chen, Y. Light source optimization for automatic visual inspection of piston surface defects. Int. J. Adv. Manuf. Technol. 2017, 91, 2245–2256. [Google Scholar] [CrossRef]
- Wu, W.Y.; Hung, C.W.; Yu, W.B. The development of automated solder bump inspection using machine vision techniques. Int. J. Adv. Manuf. Technol. 2013, 69, 509–523. [Google Scholar] [CrossRef]
- Min, Y.Z.; Xiao, B.Y.; Dang, J.W.; Yue, B.; Cheng, T.D. Real time detection system for rail surface defects based on machine vision. Eurasip. J. Image. Video. Process. 2017, 3, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Chen, Y.J.; Tsai, J.C.; Hsu, Y.C. A real-time surface inspection system for precision steel balls based on machine vision. Meas. Sci. Technol. 2016, 27, 074010. [Google Scholar] [CrossRef]
- Emam, S.M.; Sayyedbarzani1, S.A. Dimensional deviation measurement of ceramic tiles according to ISO 10545-2 using the machine vision. Int. J. Adv. Manuf. Technol. 2019, 100, 1405–1418. [Google Scholar] [CrossRef]
- Urbonas, A.; Baudonis, V.; Maskeli¯unas, R.; Damaševicˇius, R. Automated identification of wood veneer surface defects using faster region-based convolutional neural network with data augmentation and transfer learning. Appl. Sci. 2019, 9, 4898. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.M.; Gong, W.Y.; Xu, X.B. Magnetic ring multi-defect stereo detection system based on multi-camera vision technology. Sensors 2020, 20, 392. [Google Scholar] [CrossRef] [Green Version]
- Jeyaraj, P.R.; Nadar, E.R.S. Computer vision for automatic detection and classification of fabric defect employing deep learning algorithm. IJCST 2019, 4, 510–521. [Google Scholar] [CrossRef]
- Marchewka, A.; Ziółkowski, P.; Aguilar-Vidal, V. Framework for structural health monitoring of steel bridges by computer vision. Sensors 2020, 20, 700. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhao, Y.J.; Yan, Y.H.; Song, K.C. Vision-based automatic detection of steel surface defects in the cold rolling process: Considering the influence of industrial liquids and surface textures. Int. J. Adv. Manuf. Technol. 2017, 90, 1665–1678. [Google Scholar] [CrossRef]
- Ulises, G.; Horacio, A.G.; Pedro, O.; Thomas, K. Shadow identification and height estimation of defects by direct processing of grayscale images. Int. J. Adv. Manuf. Technol. 2019, 101, 317–328. [Google Scholar]
- Li, Y.L.; Wang, S.J.; Tian, Q.; Ding, X.Q. A survey of recent advances in visual feature detection. Neurocomputing 2015, 149, 736–751. [Google Scholar] [CrossRef]
- Kong, H.; Yang, J.; Chen, Z.H. Accurate and efficient inspection of speckle and scratch defects on surfaces of planar products. IEEE Trans. Ind. Electron. 2017, 13, 1855–1865. [Google Scholar] [CrossRef]
- Hou, Q.L.; Sun, j.; Lv, Z.Y.; Huang, P.L.; Song, G.; Sun, C. An online tool wear detection system in dry milling based on machine vision. Int. J. Adv. Manuf. Technol. 2019, 105, 1801–1810. [Google Scholar] [CrossRef]
- Chen, F.J.; Ye, X.Q.; Yin, S.H.; Ye, Q.S.; Huang, S.; Tang, Q.C. Automated vision positioning system for dicing semiconductor chips using improved template matching method. Int. J. Adv. Manuf. Technol. 2019, 100, 2669–2678. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Method | Application | Result | |
|---|---|---|---|
| Min [15] |
| Rail surface defects | Speed of 2 m/s |
| Chen [16] |
| Steel ball | Detection rate of 99.94% |
| Zhang [19] |
| Magnetic ring | Recognition rate of 92.5% and 91.5% |
| This paper |
| Stamping and grinding flat parts | Detection rate of 98.6% |
| Angle (°) | Calculation Formula |
|---|---|
| βa | |
| βb | |
| βc | |
| βd |
| Defects Category | Stain | Misrun | Indentation | Edging | Scratch |
|---|---|---|---|---|---|
| Number | 10 | 10 | 10 | 10 | 10 |
| Number of successful detections | 10 | 10 | 10 | 10 | 10 |
| Number of complete extractions | 91 | 10 | 10 | 10 | 8 |
| Rate of successful detections (%) | 100 | 100 | 100 | 100 | 100 |
| Rate of complete extractions (%) | 90 | 100 | 100 | 100 | 80 |
| Number | Number of Successful Detections | Number of Complete Extractions | Rate of Successful Detections | Rate of Complete Extractions |
|---|---|---|---|---|
| 150 | 150 | 148 | 100% | 98.6% |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tian, H.; Wang, D.; Lin, J.; Chen, Q.; Liu, Z. Surface Defects Detection of Stamping and Grinding Flat Parts Based on Machine Vision. Sensors 2020, 20, 4531. https://doi.org/10.3390/s20164531
Tian H, Wang D, Lin J, Chen Q, Liu Z. Surface Defects Detection of Stamping and Grinding Flat Parts Based on Machine Vision. Sensors. 2020; 20(16):4531. https://doi.org/10.3390/s20164531
Chicago/Turabian StyleTian, Hongzhi, Dongxing Wang, Jiangang Lin, Qilin Chen, and Zhaocai Liu. 2020. "Surface Defects Detection of Stamping and Grinding Flat Parts Based on Machine Vision" Sensors 20, no. 16: 4531. https://doi.org/10.3390/s20164531
APA StyleTian, H., Wang, D., Lin, J., Chen, Q., & Liu, Z. (2020). Surface Defects Detection of Stamping and Grinding Flat Parts Based on Machine Vision. Sensors, 20(16), 4531. https://doi.org/10.3390/s20164531