A Review of Piezoelectric PVDF Film by Electrospinning and Its Applications

 ,
,  ,
,
Abstract
:1. Introduction
2. Piezoelectric PVDF
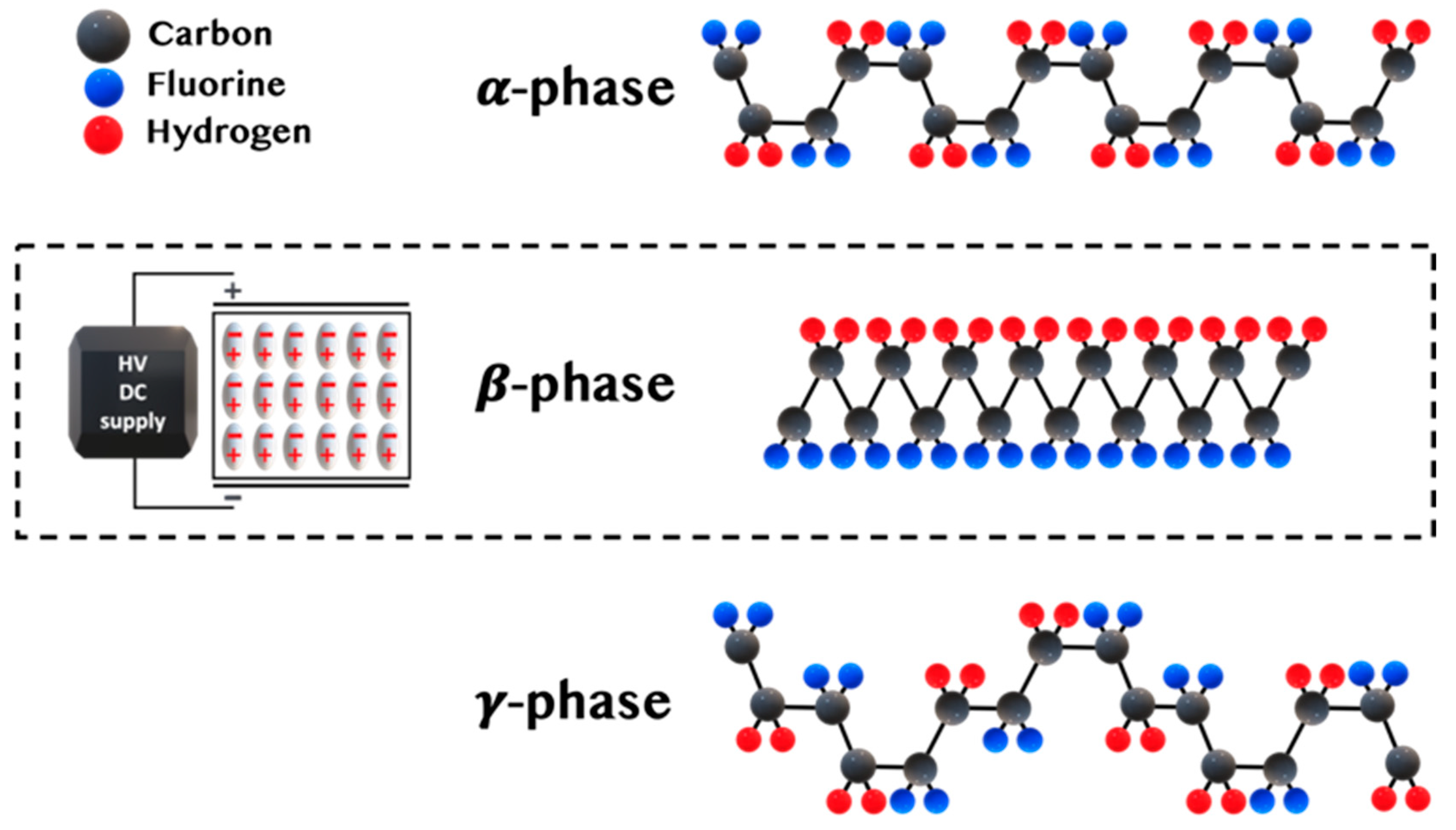
2.1. Piezoelectric Characteristics
2.2. Preparation of Piezoelectric PVDF Films
2.3. Characterization Techniques of PVDF Films
3. Piezoelectric PVDF by Electrospinning
3.1. Solution Parameters
- (1)
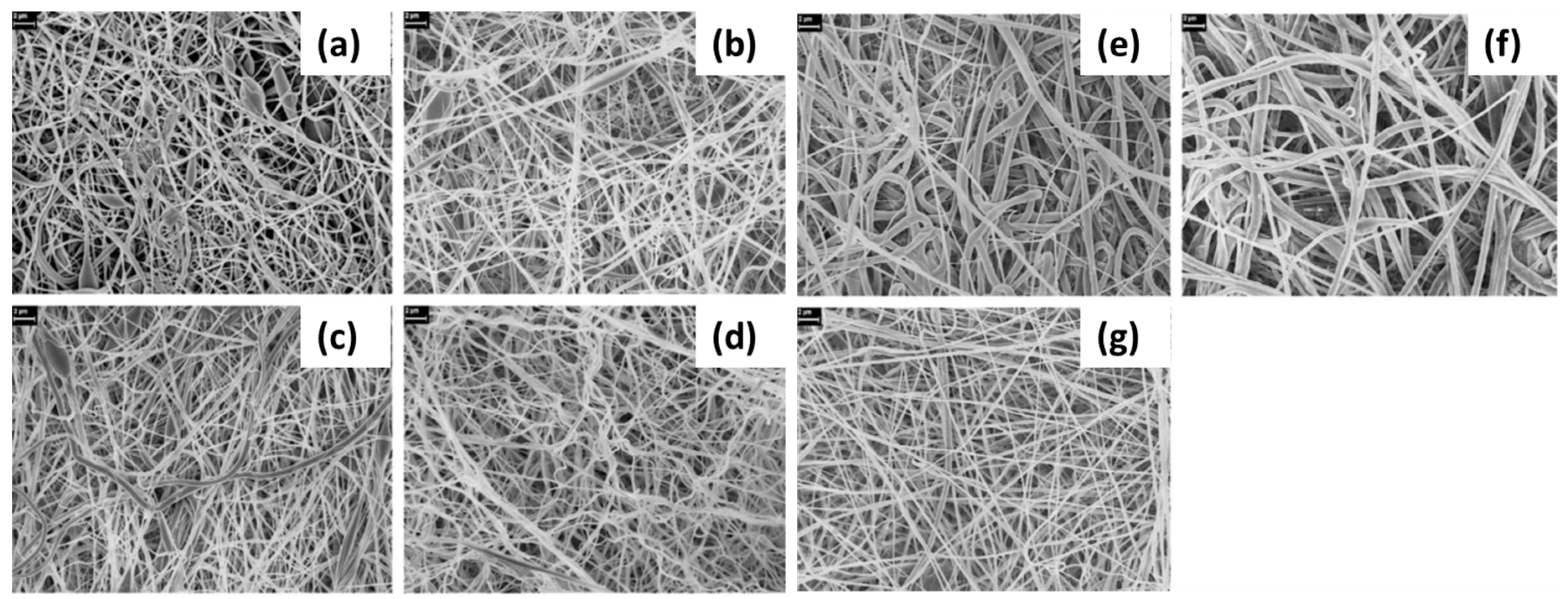
- The low viscosity caused by the low concentration leads to changing the electrospinning process to electrospraying, which provides beaded nanofibers (Figure 3).
- (2)
- As the concentration is increased, both beaded and fine fibers are obtained.
- (3)
- The concentration is essential to obtain fine nanofibers.
- (4)
- The concentration higher than the above-mentioned effective value for fine nanofibers provides helix-shaped micro-ribbons.
3.2. Processing Variables
3.3. Environmental Conditions
4. Additives to Improve Piezoelectric Properties of Electrospun PVDF
5. Applications of Piezoelectric Electrospun PVDF Films
5.1. Nanogenerators
5.2. Sensors
5.3. Energy Conversion
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Bowen, C.R.; Kim, H.A.; Weaver, P.M.; Dunn, S. Piezoelectric and ferroelectric materials and structures for energy harvesting applications. Energy Environ. Sci. 2014, 7, 25–44. [Google Scholar] [CrossRef] [Green Version]
- Shu, Y.C.; Lien, I.C. Analysis of power output for piezoelectric energy harvesting systems. Smart Mater. Struct. 2006, 15, 1499–1512. [Google Scholar] [CrossRef]
- Chang, J.; Dommer, M.; Chang, C.; Lin, L. Piezoelectric nanofibers for energy scavenging applications. Nano Energy 2012, 1, 356–371. [Google Scholar] [CrossRef]
- Hu, Y.; Wang, Z.L. Recent progress in piezoelectric nanogenerators as a sustainable power source in self-powered systems and active sensors. Nano Energy 2014, 14, 3–14. [Google Scholar] [CrossRef] [Green Version]
- Mohsen, S.; Sodano, H.A.; Anton, S.R. A review of power harvesting using piezoelectric materials: State-of-the-art a decade later (2008–2018). Smart Mater. Struct. 2019, 28, 113001. [Google Scholar]
- Sodano, H.A.; Park, G.; Inman, D.J. Estimation of electric charge output for piezoelectric energy harvesting. Strain 2004, 40, 49–58. [Google Scholar] [CrossRef]
- Covaci, C.; Gontean, A. Piezoelectric energy harvesting solutions: A review. Sensors 2020, 20, 3512. [Google Scholar] [CrossRef]
- Nechibvute, A.; Chawanda, A.; Luhanga, P. Piezoelectric Energy Harvesting Devices: An Alternative Energy Source for Wireless Sensors. Smart Mater. Res. 2012, 2012, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Zaarour, B.; Zhu, L.; Huang, C.; Jin, X.Y.; Alghafari, H.; Fang, J.; Lin, T. A review on piezoelectric fibers and nanowires for energy harvesting. J. Ind. Text. 2019, 0, 1–44. [Google Scholar] [CrossRef]
- Anton, S.R.; Sodano, H.A. A review of power harvesting using piezoelectric materials (2003–2006). Smart Mater. Struct. 2007, 16, R1. [Google Scholar] [CrossRef]
- Sodano, H.A.; Inman, D.J.; Park, G. A review of power harvesting from vibration using piezoelectric materials. Shock Vib. Dig. 2004, 36, 197–205. [Google Scholar] [CrossRef] [Green Version]
- Zaarour, B.; Zhu, L.; Huang, C.; Jin, X.Y.; Alghafari, H.; Fang, J.; Lin, T.; Erturk, A.; Inman, D.J.; Okamoto, M.; et al. Morphology, polymorphism behavior and molecular orientation of electrospun poly(vinylidene fluoride) fibers. Polymer 2011, 26, 512–521. [Google Scholar] [CrossRef]
- Wang, X.; Sun, F.; Yin, G.; Wang, Y.; Liu, B.; Dong, M. Tactile-sensing based on flexible PVDF nanofibers via electrospinning: A review. Sensors 2018, 18, 330. [Google Scholar] [CrossRef] [Green Version]
- Joseph, J.; Kumar, M.; Tripathy, S.; Kumar, G.D.V.S.; Singh, S.G.; Vaniari, S.R.K. A Highly Flexible Tactile Sensor with Self-Poled Electrospun PVDF Nanofiber. In Proceedings of the 2018 IEEE Sensors, New Delhi, India, 28–31 October 2018; pp. 1–4. [Google Scholar] [CrossRef]
- Fan, F.R.; Tang, W.; Wang, Z.L. Flexible Nanogenerators for Energy Harvesting and Self-Powered Electronics. Adv. Mater. 2016, 28, 4283–4305. [Google Scholar] [CrossRef]
- Mao, Y.; Zhao, P.; McConohy, G.; Yang, H.; Tong, Y.; Wang, X. Sponge-like piezoelectric polymer films for scalable and integratable nanogenerators and self-powered electronic systems. Adv. Energy Mater. 2014, 4, 1–7. [Google Scholar] [CrossRef]
- Xing, L.; Nie, Y.; Xue, X.; Zhang, Y. PVDF mesoporous nanostructures as the piezo-separator for a self-charging power cell. Nano Energy 2014, 10, 44–52. [Google Scholar] [CrossRef]
- Xue, X.; Deng, P.; He, B.; Nie, Y.; Xing, L.; Zhang, Y.; Wang, Z.L. Flexible self-charging power cell for one-step energy conversion and storage. Adv. Energy Mater. 2014, 4, 1–5. [Google Scholar] [CrossRef]
- Ren, X.; Dzenis, Y. Novel continuous poly(vinylidene fluoride) nanofibers. Mater. Res. Soc. Symp. Proc. 2006, 920, 55–61. [Google Scholar] [CrossRef]
- Xin, Y.; Zhu, J.; Sun, H.; Xu, Y.; Liu, T.; Qian, C. A brief review on piezoelectric PVDF nanofibers prepared by electrospinning. Ferroelectrics 2018, 526, 140–151. [Google Scholar] [CrossRef]
- Chang, C.; Fuh, Y.K.; Lin, L. A direct-write piezoelectric PVDF nanogenerator. In Proceedings of the TRANSDUCERS 2009-15th International Conference Solid-State Sensors, Actuators Microsystems, Denver, CO, USA, 21–25 June 2009; pp. 1485–1488. [Google Scholar] [CrossRef]
- Kitsara, M.; Blanquer, A.; Murillo, G.; Humblot, V.; De Bragança Vieira, S.; Nogués, C.; Ibáñez, E.; Esteve, J.; Barrios, L. Permanently hydrophilic, piezoelectric PVDF nanofibrous scaffolds promoting unaided electromechanical stimulation on osteoblasts. Nanoscale 2019, 11, 8906–8917. [Google Scholar] [CrossRef]
- Ueberschlag, P. Features PVDF piezoelectric polymer. Sens. Rev. 2001, 21, 118–125. [Google Scholar] [CrossRef]
- Kabir, E.; Khatun, M.; Nasrin, L.; Raihan, M.J.; Rahman, M. Pure β-phase formation in polyvinylidene fluoride (PVDF)-carbon nanotube composites. J. Phys. D Appl. Phys. 2017, 50, 163002. [Google Scholar] [CrossRef]
- Mohammadi, B.; Yousefi, A.A.; Bellah, S.M. Effect of tensile strain rate and elongation on crystalline structure and piezoelectric properties of PVDF thin films. Polym. Test. 2007, 26, 42–50. [Google Scholar] [CrossRef]
- Mokhtari, F.; Latifi, M.; Shamshirsaz, M. Electrospinning/electrospray of polyvinylidene fluoride (PVDF): Piezoelectric nanofibers. J. Text. Inst. 2016, 107, 1037–1055. [Google Scholar] [CrossRef]
- Gandini, A.; Botaro, V.; Zeno, E.; Bach, S. Semi-crystalline fluorinated polymers. Polym. Int. 2001, 50, 10–26. [Google Scholar] [CrossRef]
- Salimi, A.; Yousefi, A.A. FTIR studies of β-phase crystal formation in stretched PVDF films. Polym. Test. 2003, 22, 699–704. [Google Scholar] [CrossRef]
- Correia, H.M.G.; Ramos, M.M.D. Quantum modelling of poly(vinylidene fluoride). Comput. Mater. Sci. 2005, 33, 224–229. [Google Scholar] [CrossRef] [Green Version]
- Martins, P.; Lopes, A.C.; Lanceros-Mendez, S. Electroactive phases of poly(vinylidene fluoride): Determination, processing and applications. Prog. Polym. Sci. 2014, 39, 683–706. [Google Scholar] [CrossRef]
- Kim, Y.S.; Xie, Y.; Wen, X.; Wanga, S.; Kim, S.J.; Song, H.K.; Wanga, Z.L. Highly porouspiezoelectricPVDF membraneaseffectivelithiumion transferchannelsforenhanced self-charging powercell. Nano Energy 2014, 14, 77–86. [Google Scholar] [CrossRef] [Green Version]
- Broadhurst, M.G.; Davis, G.T. Physical basis for piezoelectricity in pvdf. Ferroelectrics 1984, 60, 3–13. [Google Scholar] [CrossRef]
- Rajala, S.; Tuukkanen, S.; Halttunen, J. Characteristics of piezoelectric polymer film sensors with solution-processable graphene-based electrode materials. IEEE Sens. J. 2015, 15, 3102–3109. [Google Scholar] [CrossRef]
- Mano, J.F.; Sencadas, V.; Costa, A.M.; Lanceros-Méndez, S. Dynamic mechanical analysis and creep behaviour of β-PVDF films. Mater. Sci. Eng. A 2004, 370, 336–340. [Google Scholar] [CrossRef] [Green Version]
- Dargahi, J. Piezoelectric tactile sensor with three sensing elements for robotic, endoscopic and prosthetic applications. Sens. Actuators A Phys. 2000, 80, 23–30. [Google Scholar] [CrossRef]
- Hu, H.; Han, Y.; Song, A.; Chen, S.; Wang, C.; Wang, Z. A finger-shaped tactile sensor for fabric surfaces evaluation by 2-dimensional active sliding touch. Sensors 2014, 14, 4899–4913. [Google Scholar] [CrossRef] [Green Version]
- Hu, Y.; Kang, W.; Fang, Y.; Xie, L.; Qiu, L.; Jin, T. Piezoelectric poly(vinylidene fluoride) (PVDF) polymer-based sensor for wrist motion signal detection. Appl. Sci. 2018, 8, 836. [Google Scholar] [CrossRef] [Green Version]
- Yu, P.; Liu, W.; Gu, C.; Cheng, X.; Fu, X. Flexible piezoelectric tactile sensor array for dynamic three-axis force measurement. Sensors 2016, 16, 819. [Google Scholar] [CrossRef] [Green Version]
- Song, A.; Han, Y.; Hu, H.; Li, J. A novel texture sensor for fabric texture measurement and classification. IEEE Trans. Instrum. Meas. 2014, 63, 1739–1747. [Google Scholar] [CrossRef]
- Sappati, K.K.; Bhadra, S. Piezoelectric polymer and paper substrates: A review. Sensors 2018, 18, 3605. [Google Scholar] [CrossRef] [Green Version]
- Ruan, L.; Yao, X.; Chang, Y.; Zhou, L.; Qin, G.; Zhang, X. Properties and applications of the β phase poly(vinylidene fluoride). Polymers 2018, 10, 228. [Google Scholar] [CrossRef] [Green Version]
- Erukhimovich, I.; de la Cruz, M.O. Phase equilibria and charge fractionation in polydisperse polyelectrolyte solutions. J. Polym. Sci. Part B Polym. Phys. 2004, 45, 2793–2801. [Google Scholar] [CrossRef]
- Shaik, H.; Rachith, S.N.; Rudresh, K.J.; Sheik, A.S.; Thulasi Raman, K.H.; Kondaiah, P.; Mohan Rao, G. Towards β-phase formation probability in spin coated PVDF thin films. J. Polym. Res. 2017, 24, 17–22. [Google Scholar] [CrossRef]
- Cardoso, V.F.; Minas, G.; Costa, C.M.; Tavares, C.J.; Lanceros-Mendez, S. Micro and nanofilms of poly(vinylidene fluoride) with controlled thickness, morphology and electroactive crystalline phase for sensor and actuator applications. Smart Mater. Struct. 2011, 20, 087002. [Google Scholar] [CrossRef]
- Kang, S.J.; Park, Y.J.; Sung, J.; Jo, P.S.; Park, C.; Kim, K.J.; Cho, B.O. Spin cast ferroelectric beta poly(vinylidene fluoride) thin films via rapid thermal annealing. Appl. Phys. Lett. 2008, 92, 012921. [Google Scholar] [CrossRef] [Green Version]
- Benz, M.; Euler, W.B.; Gregory, O.J. The role of solution phase water on the deposition of thin films of poly(vinylidene fluoride). Macromolecules 2002, 35, 2682–2688. [Google Scholar] [CrossRef]
- Yoo, M.; Frank, C.W.; Mori, S.; Yamaguchi, S. Interaction of poly(vinylidene fluoride) with graphite particles. 2. Effect of solvent evaporation kinetics and chemical properties of PVDF on the surface morphology of a composite film and its relation to electrochemical performance. Chem. Mater. 2004, 16, 1945–1953. [Google Scholar] [CrossRef]
- Pramod, K.; Gangineni, R.B. Influence of solvent evaporation rate on crystallization of poly(vinylidene fluoride) thin films. Bull. Mater. Sci. 2015, 38, 1093–1098. [Google Scholar] [CrossRef]
- Yang, Y.; Pan, H.; Xie, G.; Jiang, Y.; Chen, C.; Su, Y.; Wang, Y.; Tai, H. Flexible piezoelectric pressure sensor based on polydopamine-modified BaTiO3/PVDF composite film for human motion monitoring. Sens. Actuators A Phys. 2020, 301, 111789. [Google Scholar] [CrossRef]
- Naik, R.; Rao, S.T. Preparation and characterization of flexible PVDF based polymer film for energy harvesting applications. Mater. Today Proc. 2019, 18, 5107–5113. [Google Scholar] [CrossRef]
- Shanmugaraj, P.; Swaminathan, A.; Ravi, R.K.; Dasaiah, M.; Senthil Kumar, P.; Sakunthala, A. Preparation and characterization of porous PVdF-HFP/graphene oxide composite membranes by solution casting technique. J. Mater. Sci. Mater. Electron. 2019, 30, 20079–20087. [Google Scholar] [CrossRef]
- El Achaby, M.; Arrakhiz, F.Z.; Vaudreuil, S.; Essassi, E.M.; Qaiss, A. Piezoelectric β-polymorph formation and properties enhancement in graphene oxide - PVDF nanocomposite films. Appl. Surf. Sci. 2012, 258, 7668–7677. [Google Scholar] [CrossRef]
- Horibe, H.; Sasaki, Y.; Oshiro, H.; Hosokawa, Y.; Kono, A.; Takahashi, S.; Nishiyama, T. Quantification of the solvent evaporation rate during the production of three PVDF crystalline structure types by solvent casting. Polym. J. 2014, 46, 104–110. [Google Scholar] [CrossRef]
- Chen, L.; Si, Y.; Zhu, H.; Jiang, T.; Guo, Z. A study on the fabrication of porous PVDF membranes by in-situ elimination and their applications in separating oil/water mixtures and nano-emulsions. J. Membr. Sci. 2016, 520, 760–768. [Google Scholar] [CrossRef]
- Ribeiro, C.; Sencadas, V.; Ribelles, J.L.G.; Lanceros-Méndez, S. Influence of processing conditions on polymorphism and nanofiber morphology of electroactive poly(vinylidene fluoride) electrospun membranes. Soft Mater. 2010, 8, 274–287. [Google Scholar] [CrossRef]
- Ramakrishna, S.; Fujihara, K.; Teo, W.E.; Lim, T.C.; Ma, Z. An Introduction to Electrospinning and Nanofibers; World Scientific Publishing Co. Pte. Ltd.: Singapore, 2013; ISBN 978-3-642-36427-3. [Google Scholar] [CrossRef]
- Andrew, J.S.; Mack, J.J.; Clarke, D.R. Electrospinning of polyvinylidene difluoride-based nanocomposite fibers. J. Mater. Res. 2008, 23, 105–114. [Google Scholar] [CrossRef]
- Gregorio, R.; Cestari, M. Effect of crystallization temperature on the crystalline phase content and morphology of poly(vinylidene fluoride). J. Polym. Sci. Part B Polym. Phys. 1994, 32, 859–870. [Google Scholar] [CrossRef]
- Hosseini, S.M.; Yousefi, A.A. Piezoelectric sensor based on electrospun PVDF-MWCNT-Cloisite 30B hybrid nanocomposites. Org. Electron. 2017, 50, 121–129. [Google Scholar] [CrossRef]
- Mishra, S.; Kumaran, K.T.; Sivakumaran, R.; Pandian, S.P.; Kundu, S.; Diani, J.; Gall, K.; Cho, S.; Lee, J.S.; Jang, J.; et al. Synthesis of PVDF/CNT and their functionalized composites for studying their electrical properties to analyze their applicability in actuation & sensing. Colloids Surf. A Physicochem. Eng. Asp. 2017, 509, 684–696. [Google Scholar] [CrossRef]
- Samadi, A.; Hosseini, S.M.; Mohseni, M. Investigation of the electromagnetic microwaves absorption and piezoelectric properties of electrospun Fe3O4-GO/PVDF hybrid nanocomposites. Org. Electron. 2018, 59, 149–155. [Google Scholar] [CrossRef]
- Cho, S.; Lee, J.S.; Jang, J. Poly(vinylidene fluoride)/NH2-treated graphene nanodot/reduced graphene oxide nanocomposites with enhanced dielectric performance for ultrahigh energy density capacitor. ACS Appl. Mater. Interfaces 2015, 7, 9668–9681. [Google Scholar] [CrossRef]
- Haddadi, S.A.; Ahmad Ramazani, S.A.; Talebi, S.; Fattahpour, S.; Hasany, M. Investigation of the Effect of Nanosilica on Rheological, Thermal, Mechanical, Structural, and Piezoelectric Properties of Poly(vinylidene fluoride) Nanofibers Fabricated Using an Electrospinning Technique. Ind. Eng. Chem. Res. 2017, 56, 12596–12607. [Google Scholar] [CrossRef]
- Baji, A.; Mai, Y.W.; Li, Q.; Liu, Y. Nanoscale investigation of ferroelectric properties in electrospun barium titanate/polyvinylidene fluoride composite fibers using piezoresponse force microscopy. Compos. Sci. Technol. 2011, 71, 1435–1440. [Google Scholar] [CrossRef]
- Mitchell, G.R. Electrospinning; Polymer Chemistry Series; Mitchell, G.R., Ed.; The Royal Society of Chemistry: London, UK, 2015; ISBN 978-1-84973-556-8. [Google Scholar]
- Li, Z.; Wang, C. SPRINGER BRIEFS IN MATERIALS One-Dimensional Nanostructures Electrospinning Technique and Unique Nanofibers; Springer: Berlin/Heidelberg, Germany, 2013; ISBN 9783642364266. [Google Scholar]
- Zhao, Z.; Li, J.; Yuan, X.; Li, X.; Zhang, Y.; Sheng, J. Preparation and properties of electrospun poly(vinylidene fluoride) membranes. J. Appl. Polym. Sci. 2005, 97, 466–474. [Google Scholar] [CrossRef]
- Zaarour, B.; Zhang, W.; Zhu, L.; Jin, X.Y.; Huang, C. Maneuvering surface structures of polyvinylidene fluoride nanofibers by controlling solvent systems and polymer concentration. Text. Res. J. 2019, 89, 2406–2422. [Google Scholar] [CrossRef]
- Costa, L.M.M.; Bretas, R.E.S.; Gregorio, R. Effect of Solution Concentration on the Electrospray/Electrospinning Transition and on the Crystalline Phase of PVDF. Mater. Sci. Appl. 2010, 1, 247–252. [Google Scholar] [CrossRef] [Green Version]
- Shao, H.; Fang, J.; Wang, H.; Lin, T. Effect of electrospinning parameters and polymer concentrations on mechanical-to-electrical energy conversion of randomly-oriented electrospun poly(vinylidene fluoride) nanofiber mats. RSC Adv. 2015, 5, 14345–14350. [Google Scholar] [CrossRef]
- Mansouri, S.; Sheikholeslami, T.F.; Behzadmehr, A.; Moghaddam, A.H.M. Effect of source solution components on quality of electrospun PVDF nanofibers for nanogenerator application. J. Nano-Electron. Phys. 2018, 10, 1–6. [Google Scholar] [CrossRef]
- Yang, Z.; Peng, H.; Wang, W.; Liu, T. Crystallization behavior of poly(ε-caprolactone)/layered double hydroxide nanocomposites. J. Appl. Polym. Sci. 2010, 116, 2658–2667. [Google Scholar] [CrossRef]
- Lei, T.; Yu, L.; Wang, L.; Yang, F.; Sun, D. Predicting polymorphism of electrospun polyvinylidene fluoride membranes by their morphologies. J. Macromol. Sci. Part B Phys. 2015, 54, 91–101. [Google Scholar] [CrossRef]
- Gee, S.; Johnson, B.; Smith, A.L. Optimizing electrospinning parameters for piezoelectric PVDF nanofiber membranes. J. Membr. Sci. 2018, 563, 804–812. [Google Scholar] [CrossRef]
- Saha, S.; Yauvana, V.; Chakraborty, S.; Sanyal, D. Synthesis and characterization of polyvinylidene-fluoride (PVDF) nanofiber for application as piezoelectric force sensor. Mater. Today Proc. 2019, 18, 1450–1458. [Google Scholar] [CrossRef]
- Haponska, M.; Trojanowska, A.; Nogalska, A.; Jastrzab, R.; Gumi, T.; Tylkowski, B. PVDF membrane morphology—Influence of polymer molecularweight and preparation temperature. Polymers 2017, 9, 718. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zaarour, B.; Zhu, L.; Jin, X. Controlling the surface structure, mechanical properties, crystallinity, and piezoelectric properties of electrospun PVDF nanofibers by maneuvering molecular weight. Soft Mater. 2019, 17, 181–189. [Google Scholar] [CrossRef]
- Zaarour, B.; Zhu, L.; Huang, C.; Jin, X. Enhanced piezoelectric properties of randomly oriented and aligned electrospun PVDF fibers by regulating the surface morphology. J. Appl. Polym. Sci. 2019, 136, 1–8. [Google Scholar] [CrossRef]
- Fang, J.; Niu, H.; Wang, H.; Wang, X.; Lin, T. Enhanced mechanical energy harvesting using needleless electrospun poly(vinylidene fluoride) nanofibre webs. Energy Environ. Sci. 2013, 6, 2196–2202. [Google Scholar] [CrossRef]
- Beachley, V.; Wen, X. Effect of electrospinning parameters on the nanofiber diameter and length. Mater. Sci. Eng. C 2009, 29, 663–668. [Google Scholar] [CrossRef] [Green Version]
- Damaraju, S.M.; Wu, S.; Jaffe, M.; Arinzeh, T.L. Structural changes in PVDF fibers due to electrospinning and its effect on biological function. Biomed. Mater. 2013, 8, 045007. [Google Scholar] [CrossRef]
- Baqeri, M.; Abolhasani, M.M.; Mozdianfard, M.R.; Guo, Q.; Oroumei, A.; Naebe, M. Influence of processing conditions on polymorphic behavior, crystallinity, and morphology of electrospun poly(VInylidene fluoride) nanofibers. J. Appl. Polym. Sci. 2015, 132, 1–11. [Google Scholar] [CrossRef]
- Matabola, K.P.; Moutloali, R.M. The influence of electrospinning parameters on the morphology and diameter of poly(vinyledene fluoride) nanofibers-Effect of sodium chloride. J. Mater. Sci. 2013, 48, 5475–5482. [Google Scholar] [CrossRef]
- Abolhasani, M.M.; Azimi, S.; Fashandi, H. Enhanced ferroelectric properties of electrospun poly(vinylidene fluoride) nanofibers by adjusting processing parameters. RSC Adv. 2015, 5, 61277–61283. [Google Scholar] [CrossRef]
- Jiyong, H.; Yuanyuan, G.; Hele, Z.; Yinda, Z.; Xudong, Y. Effect of electrospinning parameters on piezoelectric properties of electrospun PVDF nanofibrous mats under cyclic compression. J. Text. Inst. 2018, 109, 843–850. [Google Scholar] [CrossRef]
- Motamedi, A.S.; Mirzadeh, H.; Hajiesmaeilbaigi, F.; Bagheri-Khoulenjani, S.; Shokrgozar, M. Effect of electrospinning parameters on morphological properties of PVDF nanofibrous scaffolds. Prog. Biomater. 2017, 6, 113–123. [Google Scholar] [CrossRef] [PubMed]
- Zulfikar, M.A.; Afrianingsih, I.; Nasir, M.; Alni, A. Effect of Processing Parameters on the Morphology of PVDF Electrospun Nanofiber. In Journal of Physics: Conference Series; IOP Publishing: Bristol, UK, 2018; Volume 987. [Google Scholar] [CrossRef]
- Zaarour, B.; Zhu, L.; Jin, X. Maneuvering the secondary surface morphology of electrospun poly (vinylidene fluoride) nanofibers by controlling the processing parameters. Mater. Res. Express 2019, 7, 015008. [Google Scholar] [CrossRef]
- Yu, L.; Wang, S.; Li, Y.; Chen, D.; Liang, C.; Lei, T.; Sun, D.; Zhao, Y.; Wang, L. Piezoelectric performance of aligned PVDF nanofibers fabricated by electrospinning and mechanical spinning. In Proceedings of the 2013 13th IEEE International Conference on Nanotechnology, Beijing, China, 5–8 August 2013; pp. 962–966. [Google Scholar] [CrossRef]
- Wu, C.M.; Chou, M.H.; Zeng, W.Y. Piezoelectric response of aligned electrospun polyvinylidene fluoride/carbon nanotube nanofibrous membranes. Nanomaterials 2018, 8, 420. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lei, T.; Yu, L.; Zheng, G.; Wang, L.; Wu, D.; Sun, D. Electrospinning-induced preferred dipole orientation in PVDF fibers. J. Mater. Sci. 2015, 50, 4342–4347. [Google Scholar] [CrossRef]
- Hansen, B.J.; Liu, Y.; Yang, R.; Wang, Z.L. Hybrid nanogenerator for concurrently harvesting biomechanical and biochemical energy. ACS Nano 2010, 4, 3647–3652. [Google Scholar] [CrossRef] [Green Version]
- Farrar, D.; Ren, K.; Cheng, D.; Kim, S.; Moon, W.; Wilson, W.L.; West, J.E.; Yu, S.M. Permanent polarity and piezoelectricity of electrospun α-helical poly(α-amino acid) fibers. Adv. Mater. 2011, 23, 3954–3958. [Google Scholar] [CrossRef]
- De Vrieze, S.; Van Camp, T.; Nelvig, A.; Hagström, B.; Westbroek, P.; De Clerck, K. The effect of temperature and humidity on electrospinning. J. Mater. Sci. 2009, 44, 1357–1362. [Google Scholar] [CrossRef]
- Huang, F.; Wei, Q.; Wang, J.; Cai, Y.; Huang, Y. Effect of temperature on structure, morphology and crystallinity of PVDF nanofibers via electrospinning. e-Polymers 2008, 8, 1–8. [Google Scholar] [CrossRef]
- Zaarour, B.; Zhu, L.; Huang, C.; Jin, X. Controlling the Secondary Surface Morphology of Electrospun PVDF Nanofibers by Regulating the Solvent and Relative Humidity. Nanoscale Res. Lett. 2018, 13. [Google Scholar] [CrossRef] [Green Version]
- Cozza, E.S.; Monticelli, O.; Marsano, E.; Cebe, P. On the electrospinning of PVDF: Influence of the experimental conditions on the nanofiber properties. Polym. Int. 2013, 62, 41–48. [Google Scholar] [CrossRef]
- Kim, J.I.; Lee, J.C.; Kim, M.J.; Park, C.H.; Kim, C.S. The impact of humidity on the generation and morphology of the 3D cotton-like nanofibrous piezoelectric scaffold via an electrospinning method. Mater. Lett. 2019, 236, 510–513. [Google Scholar] [CrossRef]
- Mokhtari, F.; Shamshirsaz, M.; Latifi, M.; Asadi, S. Comparative evaluation of piezoelectric response of electrospun PVDF (polyvinilydine fluoride) nanofiber with various additives for energy scavenging application. J. Text. Inst. 2017, 108, 906–914. [Google Scholar] [CrossRef]
- Guo, W.; Tan, C.; Shi, K.; Li, J.; Wang, X.X.; Sun, B.; Huang, X.; Long, Y.Z.; Jiang, P. Wireless piezoelectric devices based on electrospun PVDF/BaTiO3 NW nanocomposite fibers for human motion monitoring. Nanoscale 2018, 10, 17751–17760. [Google Scholar] [CrossRef] [PubMed]
- Sharafkhani, S.; Kokabi, M. Tailoring favor crystalline structure via electrospun PVDF/BaTiO3 nanofibers. AIP Conf. Proc. 2018, 1920, 1–6. [Google Scholar] [CrossRef]
- Hussein, A.D.; Sabry, R.S.; Abdul Azeez Dakhil, O.; Bagherzadeh, R. Effect of Adding BaTiO3 to PVDF as Nano Generator. In Journal of Physics: Conference Series; IOP Publishing: Bristol, UK, 2019; Volume 1294. [Google Scholar] [CrossRef]
- Ramesh, D. Fabrication of biomimetic PVDF-BaTiO3 nanofibrous composite using DoE. Mater. Res. Express 2018, 5, 085308. [Google Scholar] [CrossRef]
- Corral-Flores, V.; Pérez-Herrera, J.J.; Torres-Moye, E.; Romero-García, J.; Bueno-Baqués, D.; Ziolo, R.F. Preparation of electrospun barium titanate—Polyvinylidene fluoride piezoelectric membranes. Mater. Sci. Forum 2010, 644, 33–37. [Google Scholar] [CrossRef]
- Chanmal, C.V.; Jog, J.P. Electrospun PVDF/BaTiO3 nanocomposites: Polymorphism and thermal emissivity studies. Int. J. Plast. Technol. 2011, 15, 1–9. [Google Scholar] [CrossRef]
- Sabry, R.S.; Hussein, A.D. PVDF: ZnO/BaTiO3 as high out-put piezoelectric nanogenerator. Polym. Test. 2019, 79, 106001. [Google Scholar] [CrossRef]
- Shi, K.; Sun, B.; Huang, X.; Jiang, P. Synergistic effect of graphene nanosheet and BaTiO3 nanoparticles on performance enhancement of electrospun PVDF nanofiber mat for flexible piezoelectric nanogenerators. Nano Energy 2018, 52, 153–162. [Google Scholar] [CrossRef]
- Abbasipour, M.; Khajavi, R.; Yousefi, A.A.; Yazdanshenas, M.E.; Razaghian, F.; Akbarzadeh, A. Improving piezoelectric and pyroelectric properties of electrospun PVDF nanofibers using nanofillers for energy harvesting application. Polym. Adv. Technol. 2019, 30, 279–291. [Google Scholar] [CrossRef]
- Abolhasani, M.M.; Shirvanimoghaddam, K.; Naebe, M. PVDF/graphene composite nanofibers with enhanced piezoelectric performance for development of robust nanogenerators. Compos. Sci. Technol. 2017, 138, 49–56. [Google Scholar] [CrossRef] [Green Version]
- Wu, C.M.; Chou, M.H. Sound absorption of electrospun polyvinylidene fluoride/graphene membranes. Eur. Polym. J. 2016, 82, 35–45. [Google Scholar] [CrossRef]
- Zeyrek Ongun, M.; Oguzlar, S.; Doluel, E.C.; Kartal, U.; Yurddaskal, M. Enhancement of piezoelectric energy-harvesting capacity of electrospun β-PVDF nanogenerators by adding GO and rGO. J. Mater. Sci. Mater. Electron. 2020, 31, 1960–1968. [Google Scholar] [CrossRef]
- Tiwari, S.; Gaur, A.; Kumar, C.; Maiti, P. Enhanced piezoelectric response in nanoclay induced electrospun PVDF nanofibers for energy harvesting. Energy 2019, 171, 485–492. [Google Scholar] [CrossRef]
- Yu, L.; Cebe, P. Crystal polymorphism in electrospun composite nanofibers of poly(vinylidene fluoride) with nanoclay. Polymer 2009, 50, 2133–2141. [Google Scholar] [CrossRef]
- Liu, Y.L.; Li, Y.; Xu, J.T.; Fan, Z.Q. Cooperative effect of electrospinning and nanoclay on formation of polar crystalline phases in poly(vinylidene fluoride). ACS Appl. Mater. Interfaces 2010, 2, 1759–1768. [Google Scholar] [CrossRef]
- Yoon, K.; Kelarakis, A. Nanoclay-directed structure and morphology in PVDF electrospun membranes. J. Nanomater. 2014, 2014. [Google Scholar] [CrossRef] [Green Version]
- Xin, Y.; Qi, X.; Tian, H.; Guo, C.; Li, X.; Lin, J.; Wang, C. Full-fiber piezoelectric sensor by straight PVDF/nanoclay nanofibers. Mater. Lett. 2016, 164, 136–139. [Google Scholar] [CrossRef]
- Levi, N.; Czerw, R.; Xing, S.; Iyer, P.; Carroll, D.L. Properties of polyvinylidene difluoride-carbon nanotube blends. Nano Lett. 2004, 4, 1267–1271. [Google Scholar] [CrossRef]
- Huang, S.; Aik Yee, W.; Chauhari Tiju, W.; Liu, Y.; Kotaki, M.; Boey, Y.C.F. Electrospinning of PVDF with CNT: Synergistic effects of extensional force and interfacial interaction on crystalline structure. Langmuir 2008, 24, 13621–13626. [Google Scholar] [CrossRef]
- Yu, H.; Huang, T.; Lu, M.; Mao, M.; Zhang, Q.; Wang, H. Enhanced power output of an electrospun PVDF/MWCNTs-based nanogenerator by tuning its conductivity. Nanotechnology 2013, 24. [Google Scholar] [CrossRef] [PubMed]
- Yee, W.A.; Kong, J.; Zhang, C.; Liu, T.; Kotaki, M.; Lu, X. Polymorphism of electrospun polyvinylidene difluoride/carbon nanotube (CNT) nanocomposites: Synergistic effects of CNT surface chemistry, extensional force and supercritical carbon dioxide treatment. Polymer 2012, 53, 5097–5102. [Google Scholar] [CrossRef]
- Liu, Z.H.; Pan, C.T.; Lin, L.W.; Lai, H.W. Piezoelectric properties of PVDF/MWCNT nanofiber using near-field electrospinning. Sens. Actuators A Phys. 2013, 193, 13–24. [Google Scholar] [CrossRef]
- Bhugra, V.S.; Maddah, M.; Williams, G.V.; Plank, N.; Nann, T. Improved uniaxial dielectric properties in aligned diisopropylammonium bromide (DIPAB) doped poly(vinylidene difluoride) (PVDF) nanofibers. RSC Adv. 2019, 9, 31233–31240. [Google Scholar] [CrossRef] [Green Version]
- Yousry, Y.M.; Yao, K.; Chen, S.; Liew, W.H.; Ramakrishna, S. Mechanisms for Enhancing Polarization Orientation and Piezoelectric Parameters of PVDF Nanofibers. Adv. Electron. Mater. 2018, 4, 1–8. [Google Scholar] [CrossRef]
- Barstugan, R.; Barstugan, M.; Ozaytekin, I. PBO/graphene added β-PVDF piezoelectric composite nanofiber production. Compos. Part B Eng. 2019, 158, 141–148. [Google Scholar] [CrossRef]
- Khalifa, M.; Mahendran, A.; Anandhan, S. Durable, efficient, and flexible piezoelectric nanogenerator from electrospun PANi/HNT/PVDF blend nanocomposite. Polym. Compos. 2019, 40, 1663–1675. [Google Scholar] [CrossRef]
- Li, B.; Zheng, J.; Xu, C. Silver nanowire dopant enhancing piezoelectricity of electrospun PVDF nanofiber web. In Proceedings of the Fourth International Conference on Smart Materials and Nanotechnology in Engineering, Gold Coast, Australia, 9 August 2013; Volume 8793, p. 879314. [Google Scholar] [CrossRef]
- Issa, A.; Al-Maadeed, M.; Luyt, A.; Ponnamma, D.; Hassan, M. Physico-Mechanical, Dielectric, and Piezoelectric Properties of PVDF Electrospun Mats Containing Silver Nanoparticles. C—J. Carbon Res. 2017, 3, 30. [Google Scholar] [CrossRef] [Green Version]
- Yaqoob, U.; Uddin, A.S.M.I.; Chung, G.S. A novel tri-layer flexible piezoelectric nanogenerator based on surface-modified graphene and PVDF-BaTiO 3 nanocomposites. Appl. Surf. Sci. 2017, 405, 420–426. [Google Scholar] [CrossRef]
- Chi, Q.; Ma, T.; Zhang, Y.; Chen, Q.; Zhang, C.; Cui, Y.; Zhang, T.; Lin, J.; Wang, X.; Lei, Q. Excellent Energy Storage of Sandwich-Structured PVDF-Based Composite at Low Electric Field by Introduction of the Hybrid CoFe2O4@BZT-BCT Nanofibers. ACS Sustain. Chem. Eng. 2018, 6, 403–412. [Google Scholar] [CrossRef]
- Yu, L.; Zhou, P.; Wu, D.; Wang, L.; Lin, L.; Sun, D. Shoepad nanogenerator based on electrospun PVDF nanofibers. Microsyst. Technol. 2019, 25, 3151–3156. [Google Scholar] [CrossRef]
- Chen, C.; Bai, Z.; Cao, Y.; Dong, M.; Jiang, K.; Zhou, Y.; Tao, Y.; Gu, S.; Xu, J.; Yin, X.; et al. Enhanced piezoelectric performance of BiCl3/PVDF nanofibers-based nanogenerators. Compos. Sci. Technol. 2020, 192, 108100. [Google Scholar] [CrossRef]
- Deng, W.; Yang, T.; Jin, L.; Yan, C.; Huang, H.; Chu, X.; Wang, Z.; Xiong, D.; Tian, G.; Gao, Y.; et al. Cowpea-structured PVDF/ZnO nanofibers based flexible self-powered piezoelectric bending motion sensor towards remote control of gestures. Nano Energy 2019, 55, 516–525. [Google Scholar] [CrossRef]
- Wang, Y.R.; Zheng, J.M.; Ren, G.Y.; Zhang, P.H.; Xu, C. A flexible piezoelectric force sensor based on PVDF fabrics. Smart Mater. Struct. 2011, 20, 045009. [Google Scholar] [CrossRef]
- Ramasundaram, S.; Rahaman, A.; Kim, B. Direct preparation of β-crystalline poly(vinylidene fluoride) nanofibers by electrospinning and the use of non-polar silver nanoparticles coated poly(vinylidene fluoride) nanofibers as electrodes for piezoelectric sensor. Polymer 2019, 183, 121910. [Google Scholar] [CrossRef]
- Li, Q.; Xing, J.; Shang, D.; Wang, Y. A flow velocity measurement method based on a PVDF piezoelectric sensor. Sensors 2019, 19, 1657. [Google Scholar] [CrossRef] [Green Version]
- Hu, J.; Peng, H.; Yao, X. Design of PVDF sensor array for determining airflow direction and velocity. Rev. Sci. Instrum. 2018, 89. [Google Scholar] [CrossRef]
- Garain, S.; Jana, S.; Sinha, T.K.; Mandal, D. Design of in Situ Poled Ce3+-Doped Electrospun PVDF/Graphene Composite Nanofibers for Fabrication of Nanopressure Sensor and Ultrasensitive Acoustic Nanogenerator. ACS Appl. Mater. Interfaces 2016, 8, 4532–4540. [Google Scholar] [CrossRef]
- Merlini, C.; Almeida, R.D.S.; D’Ávila, M.A.; Schreiner, W.H.; De Oliveira Barra, G.M. Development of a novel pressure sensing material based on polypyrrole-coated electrospun poly(vinylidene fluoride) fibers. Mater. Sci. Eng. B Solid-State Mater. Adv. Technol. 2014, 179, 52–59. [Google Scholar] [CrossRef]
- Wang, G.; Liu, T.; Sun, X.C.; Li, P.; Xu, Y.S.; Hua, J.G.; Yu, Y.H.; Li, S.X.; Dai, Y.Z.; Song, X.Y.; et al. Flexible pressure sensor based on PVDF nanofiber. Sens. Actuators A Phys. 2018, 280, 319–325. [Google Scholar] [CrossRef]
- Yang, X.; Wang, Y.; Qing, X. A flexible capacitive sensor based on the electrospun PVDF nanofiber membrane with carbon nanotubes. Sens. Actuators A Phys. 2019, 299, 111579. [Google Scholar] [CrossRef]
- Corres, J.M.; Garcia, Y.R.; Arregui, F.J.; Matias, I.R. Optical fiber humidity sensors using PVdF electrospun nanowebs. IEEE Sens. J. 2011, 11, 2383–2387. [Google Scholar] [CrossRef]
- Hernández-Rivera, D.; Rodríguez-Roldán, G.; Mora-Martínez, R.; Suaste-Gómez, E. A capacitive humidity sensor based on an electrospun PVDF/graphene membrane. Sensors 2017, 17, 1009. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bin, Y.; Hao, Y.; Mengye, M.; Hongzhi, W.; Meifang, Z. Enhanced output power polyvinylidene fluoride (PVDF) electrospun nanogenerator with high fiber alignment. In Proceedings of the 2015 IEEE 15th International Conference on Nanotechnology (IEEE-NANO), Rome, Italy, 27–30 July 2015; pp. 932–935. [Google Scholar] [CrossRef]
- Mokhtari, F.; Latifi, M.; Shamshirsaz, M.; Khelghatdoost, M.; Rahmani, S. Modeling of electrospun PVDF/LiCl nanogenerator by the energy approach method: Determining piezoelectric constant. J. Text. Inst. 2017, 108, 1917–1925. [Google Scholar] [CrossRef]
- Gheibi, A.; Latifi, M.; Merati, A.A.; Bagherzadeh, R. Piezoelectric electrospun nanofibrous materials for self-powering wearable electronic textiles applications. J. Polym. Res. 2014, 21. [Google Scholar] [CrossRef]
- Pazhamalai, P.; Mariappan, V.K.; Sahoo, S.; Kim, W.Y.; Mok, Y.S.; Kim, S.J. Free-standing pvdf/reduced graphene oxide film for all-solid-state flexible supercapacitors towards self-powered systems. Micromachines 2020, 11, 198. [Google Scholar] [CrossRef] [Green Version]
- Sorayani Bafqi, M.S.; Bagherzadeh, R.; Latifi, M. Fabrication of composite PVDF-ZnO nanofiber mats by electrospinning for energy scavenging application with enhanced efficiency. J. Polym. Res. 2015, 22, 1–9. [Google Scholar] [CrossRef]
- Abbasipour, M.; Khajavi, R.; Yousefi, A.A.; Yazdanshenas, M.E.; Razaghian, F. The piezoelectric response of electrospun PVDF nanofibers with graphene oxide, graphene, and halloysite nanofillers: A comparative study. J. Mater. Sci. Mater. Electron. 2017, 28, 15942–15952. [Google Scholar] [CrossRef]
- Dhakras, D.; Borkar, V.; Ogale, S.; Jog, J. Enhanced piezoresponse of electrospun PVDF mats with a touch of nickel chloride hexahydrate salt. Nanoscale 2012, 4, 752–756. [Google Scholar] [CrossRef]
- Gheibi, A.; Bagherzadeh, R.; Merati, A.A.; Latifi, M. Electrical power generation from piezoelectric electrospun nanofibers membranes: Electrospinning parameters optimization and effect of membranes thickness on output electrical voltage. J. Polym. Res. 2014, 21. [Google Scholar] [CrossRef]
- Khalifa, M.; Mahendran, A.; Anandhan, S. Synergism of graphitic-carbon nitride and electrospinning on the physico-chemical characteristics and piezoelectric properties of flexible poly(vinylidene fluoride) based nanogenerator. J. Polym. Res. 2019, 26. [Google Scholar] [CrossRef]
- Mansouri, S.; Sheikholeslami, T.F.; Behzadmehr, A. Investigation on the electrospun PVDF/NP-ZnO nanofibers for application in environmental energy harvesting. J. Mater. Res. Technol. 2019, 8, 1608–1615. [Google Scholar] [CrossRef]
- Maity, K.; Mandal, D. All-Organic High-Performance Piezoelectric Nanogenerator with Multilayer Assembled Electrospun Nanofiber Mats for Self-Powered Multifunctional Sensors. ACS Appl. Mater. Interfaces 2018, 10, 18257–18269. [Google Scholar] [CrossRef] [PubMed]
- Yuan, L.; Xiao, X.; Ding, T.; Zhong, J.; Zhang, X.; Shen, Y.; Hu, B.; Huang, Y.; Zhou, J.; Wang, Z.L. Paper-Based Supercapacitors for Self-Powered Nanosystems. Angew. Chem. 2012, 124, 5018–5022. [Google Scholar] [CrossRef]
- Pazhamalai, P.; Krishnamoorthy, K.; Mariappan, V.K.; Sahoo, S.; Manoharan, S.; Kim, S.J. A High Efficacy Self-Charging MoSe2 Solid-State Supercapacitor Using Electrospun Nanofibrous Piezoelectric Separator with Ionogel Electrolyte. Adv. Mater. Interfaces 2018, 5, 1–9. [Google Scholar] [CrossRef]
- Krishnamoorthy, K.; Pazhamalai, P.; Mariappan, V.K.; Nardekar, S.S.; Sahoo, S.; Kim, S.J. Probing the energy conversion process in piezoelectric-driven electrochemical self-charging supercapacitor power cell using piezoelectrochemical spectroscopy. Nat. Commun. 2020, 11, 1–11. [Google Scholar] [CrossRef]
- He, Z.; Gao, B.; Li, T.; Liao, J.; Liu, B.; Liu, X.; Wang, C.; Feng, Z.; Gu, Z. Piezoelectric-Driven Self-Powered Patterned Electrochromic Supercapacitor for Human Motion Energy Harvesting. ACS Sustain. Chem. Eng. 2019, 7, 1745–1752. [Google Scholar] [CrossRef]
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Polymer Solution | DER (°C) | 4/1 | 2/1 | 1/1 | 1/2 | 1/4 |
|---|---|---|---|---|---|---|
| 10% (ACE/DMF) | 97 | Beads + smooth | Beads + smooth | Beads + smooth | Beads + smooth | Beads + smooth |
| 15% (ACE/DMF) | 97 | Pillar grooves | Grooves | Rough | Smooth | Smooth |
| 20% (ACE/DMF) | 97 | Pillar grooves | Pillar grooves | Grooves | Smooth | Smooth |
| 25% (ACE/DMF) | 97 | Pillar single groove | Pillar grooves | Pillar grooves | Smooth | Smooth |
| 30% (ACE/DMF) | 97 | Pillar grooves | Pillar grooves | Pillar grooves | Rough | Rough |
| Parameters | Effect | Ref. | |
| Solution | Solution concentration | -Increasing PVDF concentration will result:
| [67,68,69,70] |
| Solvent systems | -Solvent systems determine:
-Morphology changes by adding volatile solvents | [67,68,71,73] | |
| Molecular weight | -A higher PVDF molecular weight results:
| [76,77] | |
| Processing variables | Voltage | -Voltage settings influence on:
| [70] |
| Feed rate | -High/Low feed rate settings influence on:
| [87] | |
| Tip-to-collector distance | -Increasing the distance gives more time for jet traveling which results in thinner, bead-free nanofibers -Tip-to-collector distance is usually chosen within the range of 10–20 cm -At the room temperature (25 °C), a PVDF film was found to have maximum β-phase content -Fiber diameter decreases with a rising ambient temperature | [83] | |
| Environmental conditions | Temperature | -Fiber diameter decreases with a rising ambient temperature -At the room temperature (25 °C), a PVDF film was found to have maximum β-phase content | [95] |
| Humidity | -Humidity range affects:
| [96,97,98] | |
| Sample | F(β) (%) | d33(pC/N) |
|---|---|---|
| Unstretched PVDF film | 14 | 10.5 |
| Stretched PVDF film | 52 | 11.7 |
| ES PVDF | 83 | 15.2 |
| ES PVDF/Gr | 76 | 19.2 |
| Samples | A | A/0.05CNT/0.1clay | A/0.075CNT/0.075clay | A/0.1CNT/0.05clay | Film |
|---|---|---|---|---|---|
| Average thickness (μm) | 70 ± 2 | 60 ± 2.5 | 65 ± 2 | 64 ± 1.5 | 100 ± 7.5 |
| Mean Voltage (V) | 6.86 ± 0.5 | 8.7 ± 0.38 | 7.42 ± 0.35 | 6.65 ± 0.45 | 7.2 ± 0.7 |
| Normalized Output Voltage (V/μm) | 0.100 ± 0.007 | 0.145 ± 0.01 | 0.118 ± 0.0065 | 0.104 ± 0.005 | 0.072 ± 0.01 |
| Average input (N) | 5.54 ± 0.67 | 5.3 ± 0.5 | 5.48 ± 0.82 | 5.26 ± 0.45 | 5.43 ± 0.9 |
| Output (mV)(p-p)/150 | 45.7 ± 3.5 | 58 ± 2.5 | 49.5 ± 2.3 | 44.3 ± 3 | 48 ± 4.7 |
| Sensitivity (mV/N) | 8.25 ± 1.2 | 10.9 ± 1.25 | 9.03 ± 1.6 | 8.4 ± 0.86 | 8.84 ± 1.57 |
| Normalized Sensitivity (mV/μmN) | 0.118 ± 0.013 | 0.182 ± 0.025 | 0.139 ± 0.027 | 0.131 ± 0.012 | 0.089 ± 0.011 |
| Additive | Synthesis Conditions | Performance Before Additive | Performance After Additive | Ref. |
|---|---|---|---|---|
| BT | 12, 14, 20 wt.% of PVDF DMSO/acetone = 1/3 20, 25 wt.% of BT Voltage: 18 kV | NG with 18 wt.% PVDF, output voltage: 5 V | NG with 20 wt.% PVDF, 25 wt.% of BT; output voltage: 6 V | [102] |
| 13 wt.% of PVDF in DMF 3 wt.% of BT Voltage: 20 kV | Capacitance of PVDF mesh under 100 Hz: 61 nF | Capacitance of PVDF/BT composite under 100 Hz: 85 nF | [103] | |
| DMF/acetone = 1/1 3 wt.% of BT NWs Voltage: 12 kV | Pure PVDF output peak current: Ipk = 47 nA | BT PVDF fiber, output peak current: Ipk = 105 nA | [100] | |
| DMF/acetone = 2/3 15 wt.% of BT and Gr | PVDF PENG Open-circuit voltage: 2.5−3 V | 15 wt.% Gr, 15 wt.% BT; Open-circuit voltage: 11 V | [107] | |
| 1.DMF 50 mL, PVDF 2.5 g 2.DMF 5 mL, 0.35g BT | Unpoled single- layer PVDF-BTO PENG, Vpeak-peak: 0.18 V Poled single layer PVDF-BTO PENG, Vpeak-peak: 0.8 V | Unpoled tri-layer n-Gr/PVDF-BTO PENG, Vpeak-peak: 1.5 V Poled tri-layer n-Gr/PVDF-BTO PENG, Vpeak-peak: 10 V | [128] | |
| DIPAB | 9.8 wt.% of PVDF in DMF 0, 5, 10, 24 wt.% of DIPAB Voltage: 10–17.5 kV | 0 wt.% DIPAB Relative dielectric constant: ~ 5 | 5 wt.% DIPAB Relative dielectric constant: ~20 | [122] |
| Al(NO3)2·9H2O | 15 wt.% PVDF in DMF/acetone = 8/2; 8, 10, 12, 14, 16 wt.% of Al(NO3)2·9H2O Voltage: 15 kV | n/a | 10 wt.% Al(NO3)2·9H2O effective strain and voltage coefficients, 116 pm/V and 1180 V mm/N | [123] |
| Gr | 14 wt.% of PVDF, DMF/acetone = 6/4, 0.05, 0.4, and 1.6 wt.% Gr Voltage: 16 kV | PVDF PENG for 5mm displacement, output voltage: 1 V | 1.6 wt.% Gr/ PVDF PENG for 5 mm displacement, output voltage: 1.5 V | [108] |
| 20 wt.% PVDF in DMF Voltage: 20 kV | 0 wt.% Gr/ PVDF PENG, Open-circuit voltage: 3.8 V | 0.1 wt.% Gr/PVDF PENG, Open-circuit voltage: 7.9 V | [109] | |
| GO | 14 wt.% of PVDF in DMF/acetone = 6/4, 0.05, 0.4, and 1.6 wt.% of GO Voltage: 16 kV | PVDF PENG for 5mm displacement, output voltage: 1 V | 1.6 wt.% GO/PVDF PENG for 5mm displacement, output voltage: 2.5 V | [108] |
| 10 wt.% of PVDF in DMF/acetone = 1/1 0.8 wt.% of GO and rGO Voltage: 20–25 kV | 0 wt.% GO/PVDF PENG, Open-circuit voltage: 0.5 V | 0.4 wt.% GO/PVDF PENG, Open-circuit voltage: 1.15 V 0.8 wt.% rGO/PVDF PENG, Open-circuit voltage: 4.38 V | [111] | |
| PBO | 0.1 g of PVDF in DMF/acetone = 7/3 0.001 g of PBO and 0.3% of Gr Voltage: 16 kV | n/a | PBO added fiber thickness of 0.02 mm, Output voltage: 60 V | [124] |
| HNT | 10 wt.% of PVDF, DMF/acetone = 1/1, 0.4 and 0.8 wt.% of GO and rGO Voltage: 20–25 kV | 0 wt.% GO/PVDF PENG, Open-circuit voltage: 0.5 V | 0.4 wt.% GO/PVDF PENG, Open-circuit voltage: 1.15 V 0.8 wt.% rGO/PVDF PENG, Open-circuit voltage: 4.38 V | [111] |
| PANi/ HNT | PVDF (0.1 g) DMF/acetone = 7/3 0.001 g of PBO and 0.3% of Gr Voltage: 16 kV | n/a | PBO added fiber thickness of 0.02 mm, output voltage: 60 V | [125] |
| Nanomer I.44P nanoclay | 14 wt.% of PVDF, DMF/acetone = 6/4, 0.05, 0.4, and 1.6 wt.% HNT Voltage: 16 kV | PVDF PENG for 5 mm displacement, output voltage: 1 V | 1.6 wt.% HNT/PVDF PENG for 5 mm displacement, output voltage: 1.7 V | [116] |
| Cloisite 30b nanoclay | 13 w/v% of PVDF DMF/acetone = 85/15 17.5 wt.% of PANi and 10 wt.% of HNT Voltage: 22 kV | n/a | Output voltage: 7.2 V Current output: 0.75 μA Power density: 0.25 μW | [112] |
| CNT | 12.5~15 wt. % of PVDF DMF/acetone = 8/2, 0.01 wt.% CNT Voltage: 1~1.2 kV | Pure PVDF output voltage: 2 mV | 0.01 wt.% CNT PVDF, output voltage: ~8.2 mV | [21] |
| 18 wt.% of PVDF in DMF 0.025 g of CNT powder | d33 of aligned PVDF fibers was 27.4 pC/N | d33 of PVDF/CNT membrane was 31.3 pC/N | [90] | |
| MWCNT | PVDF/solvent = 1/9 in DMF 5 wt.% of MWCNT Voltage: 18 kV | n/a | Output voltage 5 wt.% MWCNT: 6 V | [119] |
| 16–20 wt.% PVDF in DMSO/acetone/fluorosurfactant 0.01–0.03 wt.% of MWCNT NFES voltage: 1.2 kV | n/a | Downward center displacement 23 μm | [121] | |
| Hybrid CoFe2O4@BZT−BCT Nanofibers | 15 wt.% of PVDF DMF/acetone = 3/7 5 wt.% of nanoclay | Pristine PVDF, output voltage: 0.78 V | PVDF/nanoclay fibers output voltage: 2.76 V | [116] |
| AgNWs | 0, 5, 10, 15, 20 wt% of nanoclay PVDF DMF/acetone = 2/8; Voltage: 12.5 kV | Pure PVDF, output voltage: 1.5 V | 15 wt.% nanoclay PVDF, output voltage: 5.1 V | [112] |
| AgNPs | PVDF CoFe2O4@BZT−BCT | n/a | 5 wt.% composite gives, dielectric constant ~20.1 at 100 Hz | [129] |
| 15 wt.% of PVDF in DMF/acetone = 2/3 0.5, 1.5, 3.0 wt.% of AgNPs Voltage: 12 kV | 0 wt.% of AgNWs d33 = 18.1 pC/N | 1.5 wt.% of AgNWs d33 = 29.8 pC/N | [126] | |
| PVDF in DMF/acetone = 6/4 0.2, 0.4, 0.6, 0.8, 1 wt.% of AgNPs Voltage: 8 kV | Pure PVDF, output voltage: 0.15 V | 0.4 wt.% AgNPs, output voltage: 2.0 V | [127] | |
| SiO2 | PVDF in DMF, 0.5, 1.0, 2.0 wt.% of SiO2 Voltage: 13 kV | Pure PVDF, output voltage: 14.3 V | 0.5 wt.% SiO2, output voltage: 24.6 V | [63] |
| Application | Energy Source | Material | Dimensions | Input Extinction | Output Power and Voltage | Highest Output | Ref. |
|---|---|---|---|---|---|---|---|
| Shoepad NG | Human action | PVDF | Size US8.5 or EU42 | 5.5 MΩ | 6.45 μW | 6.45 μW | [130] |
| NG | Human action | PVDF/BT | 2.5 × 2.5 cm2 | 6.9 MΩ | 11 V, 4.1 μW | 112 V | [107] |
| NG | Human action | PVDF/BiCl3 | 1.5 × 1.5 cm2 | - | 2 μA, 1.1 V | 38 V | [131] |
| NG | Bending | PVDF | 4.5 × 4.5 cm2 | 1 Hz | 9V | 9 V | [143] |
| NG | Human action | PVDF/Gr | 2 × 2 cm2 | - | 7.9 V, 4.5 μA | 7.9 V, 4.5 μA | [109] |
| NG | Tensile machine | PVDF/MWCNT | - | - | 6 V, 81.8 nW | 6 V, 81.8 nW | [119] |
| NG | Tensile machine | PVDF/LiCl | 3 × 4 cm2 | - | 8 V | 8 V | [144] |
| NG | - | PVDF | 2 cm2 | - | 1 V | 1 V | [145] |
| NG | Tensile machine | PVDF/ZnO, CNT, LiCl, PANi | 230 μm, 3 × 1.5 cm2 | 55 MPa | 0.9 V | 0.9 V | [99] |
| NG/Super capacitor | Linear motor | PVDF/rGO and PVDF/NaNbO3 | 1.0 × 1.0 cm2 and 2 × 2 cm2 | 40 N | 800 mV in 190s | 40 V | [146] |
| NG | Hydrophone device | PVDF-ZnO | 4 cm2, thickness 120 μm | - | 1.1 V | 1.1 V | [147] |
| NG | Power generating sample | PVDF/GO/Gr/Hal | 35 cm2 | 0.49 N, 2 Hz | 0.1 V | 0.1 V | [148] |
| NG | Free vibrations | PVDF/NiCl2⋅ 6H2O | 100 mm2 | - | 0.762 V | 0.762 V | [149] |
| NG | 5 g stainless steel drop | PVDF | 2 cm2 | 5g drop | 0.028 V | 0.028 V | [150] |
| NG | Human thumb | PVDF/g-C3N4 | 3.0 × 2.0 × 0.01 cm | - | 7.5 V, 0.23 μA | [151] | |
| NG | Mechanical Vibrations | PVDF/NP-ZnO | 1 × 1 cm2 | 4 and 8 Hz, 1.5 N | 32 nW/cm2 and 60 mV at 8 Hz | 80 mV at 4 Hz | [152] |
| NG | Bending stage | PVDF | 4.5 × 4.5 cm2 | 1 Hz | 9 V | 9 V | [143] |
| NG | Pressing | PVDF/PEDOT | 2 × 3 cm2 | 8.3 kPa stress | 48 V | 48 V | [153] |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kalimuldina, G.; Turdakyn, N.; Abay, I.; Medeubayev, A.; Nurpeissova, A.; Adair, D.; Bakenov, Z. A Review of Piezoelectric PVDF Film by Electrospinning and Its Applications. Sensors 2020, 20, 5214. https://doi.org/10.3390/s20185214
Kalimuldina G, Turdakyn N, Abay I, Medeubayev A, Nurpeissova A, Adair D, Bakenov Z. A Review of Piezoelectric PVDF Film by Electrospinning and Its Applications. Sensors. 2020; 20(18):5214. https://doi.org/10.3390/s20185214
Chicago/Turabian StyleKalimuldina, Gulnur, Nursultan Turdakyn, Ingkar Abay, Alisher Medeubayev, Arailym Nurpeissova, Desmond Adair, and Zhumabay Bakenov. 2020. "A Review of Piezoelectric PVDF Film by Electrospinning and Its Applications" Sensors 20, no. 18: 5214. https://doi.org/10.3390/s20185214
APA StyleKalimuldina, G., Turdakyn, N., Abay, I., Medeubayev, A., Nurpeissova, A., Adair, D., & Bakenov, Z. (2020). A Review of Piezoelectric PVDF Film by Electrospinning and Its Applications. Sensors, 20(18), 5214. https://doi.org/10.3390/s20185214