External Corrosion Detection of Oil Pipelines Using Fiber Optics




Abstract
:1. Introduction
1.1. Literature Review—Corrosion Prevention
1.2. Literature Review—Corrosion/Leak Detection Sensors
2. External Corrosion Detection Sensor
Sensor Design Equations
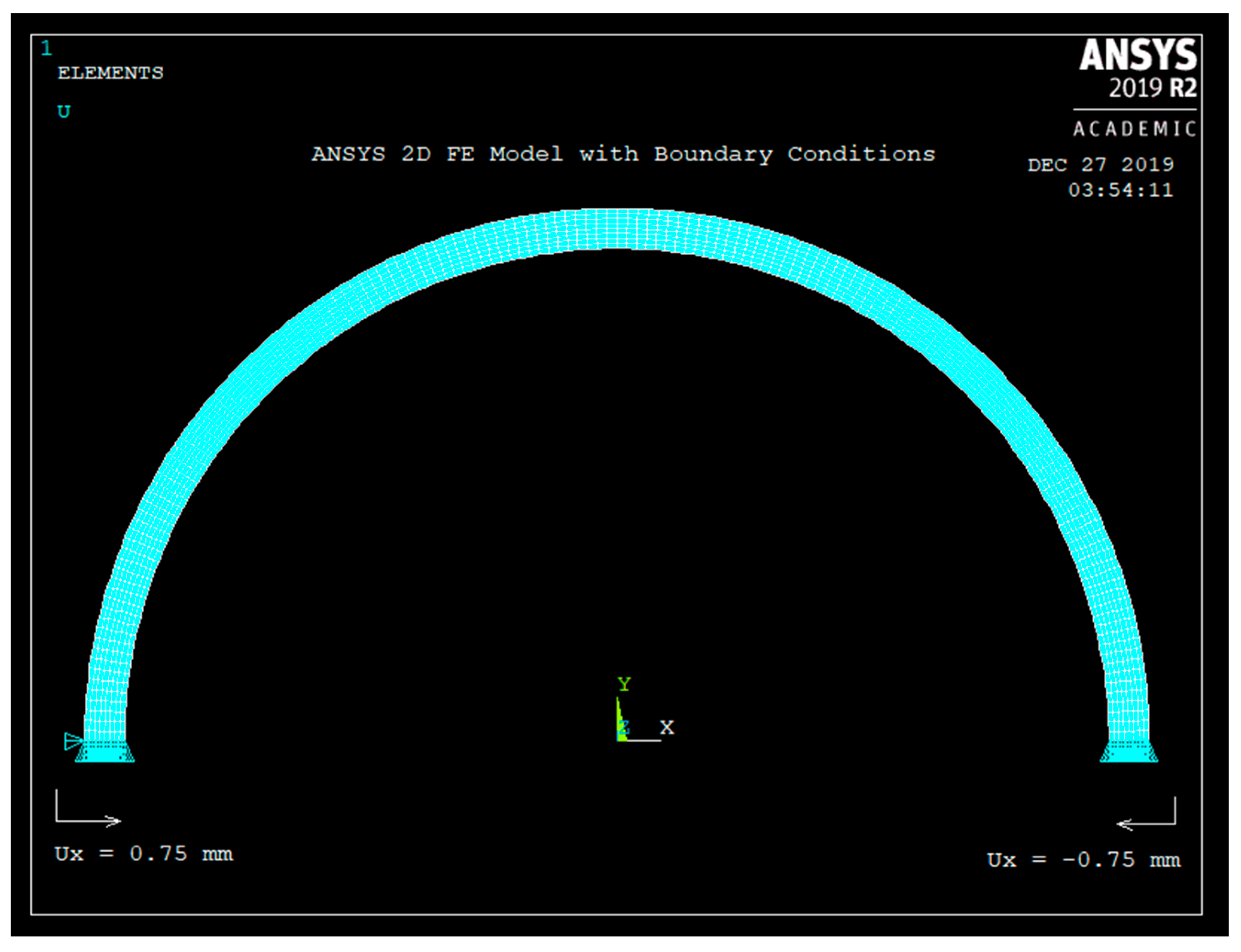
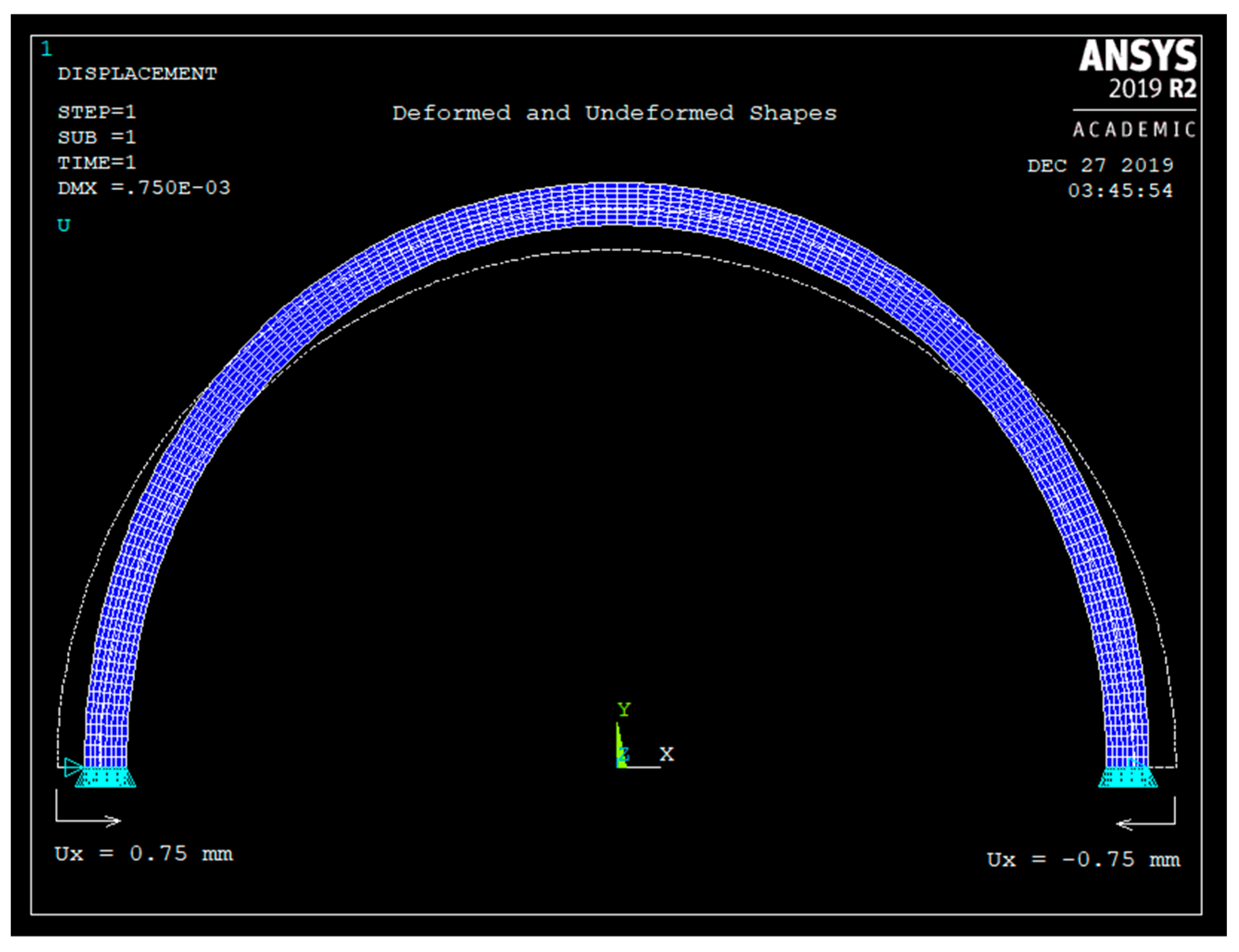
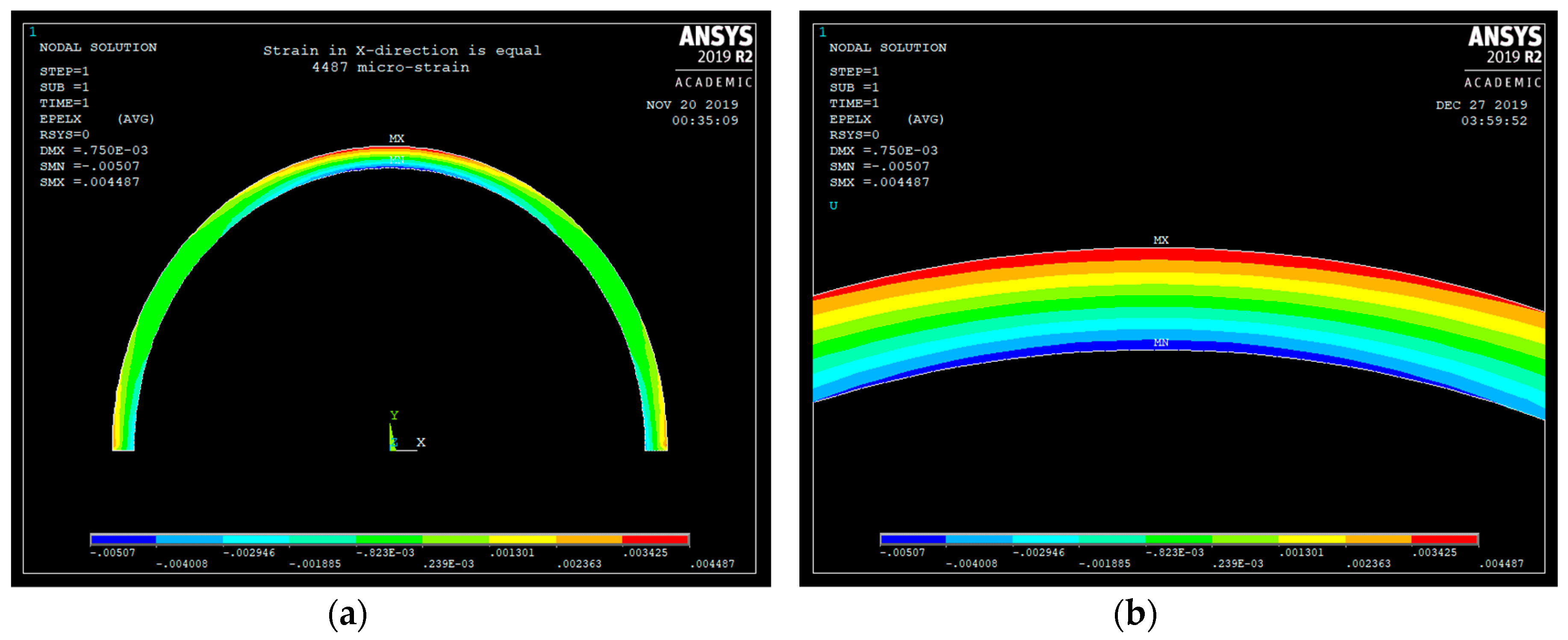
3. Equation Validation Using Finite Elements
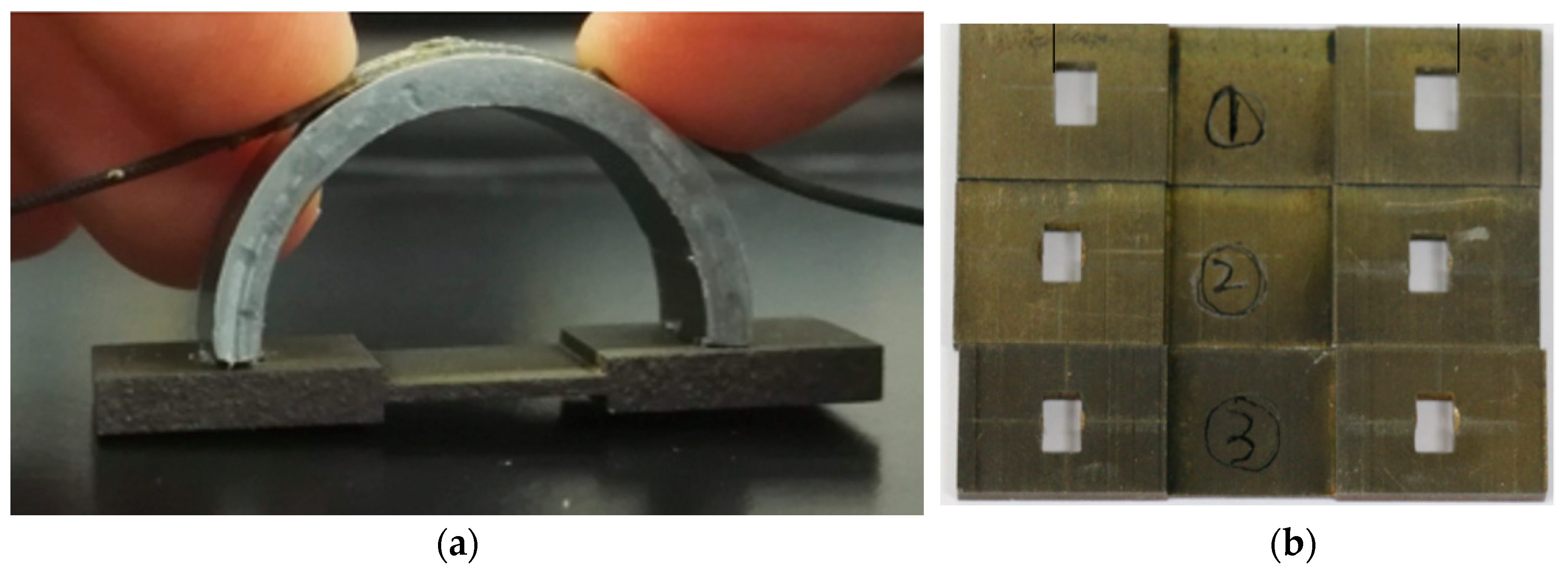
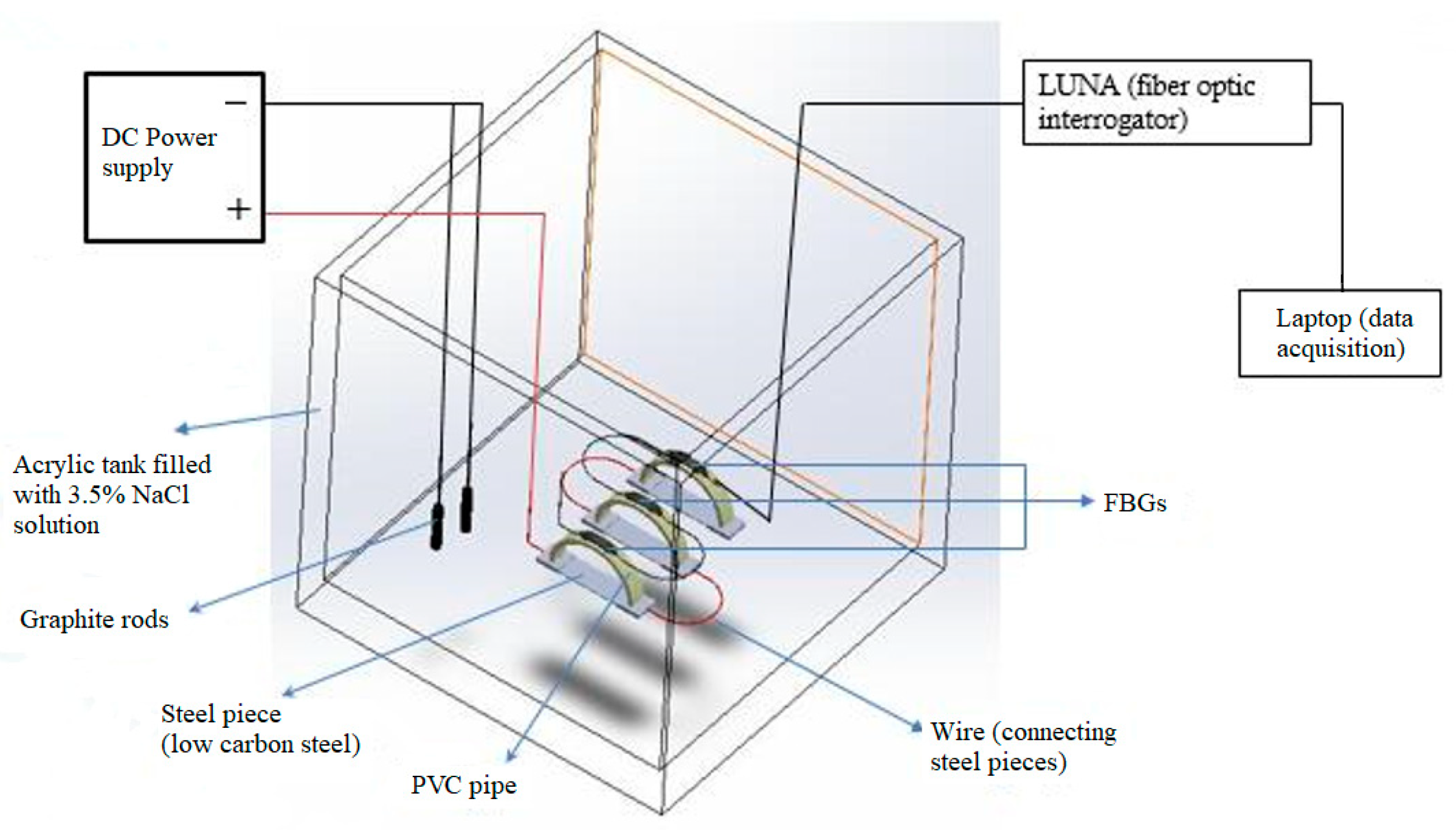
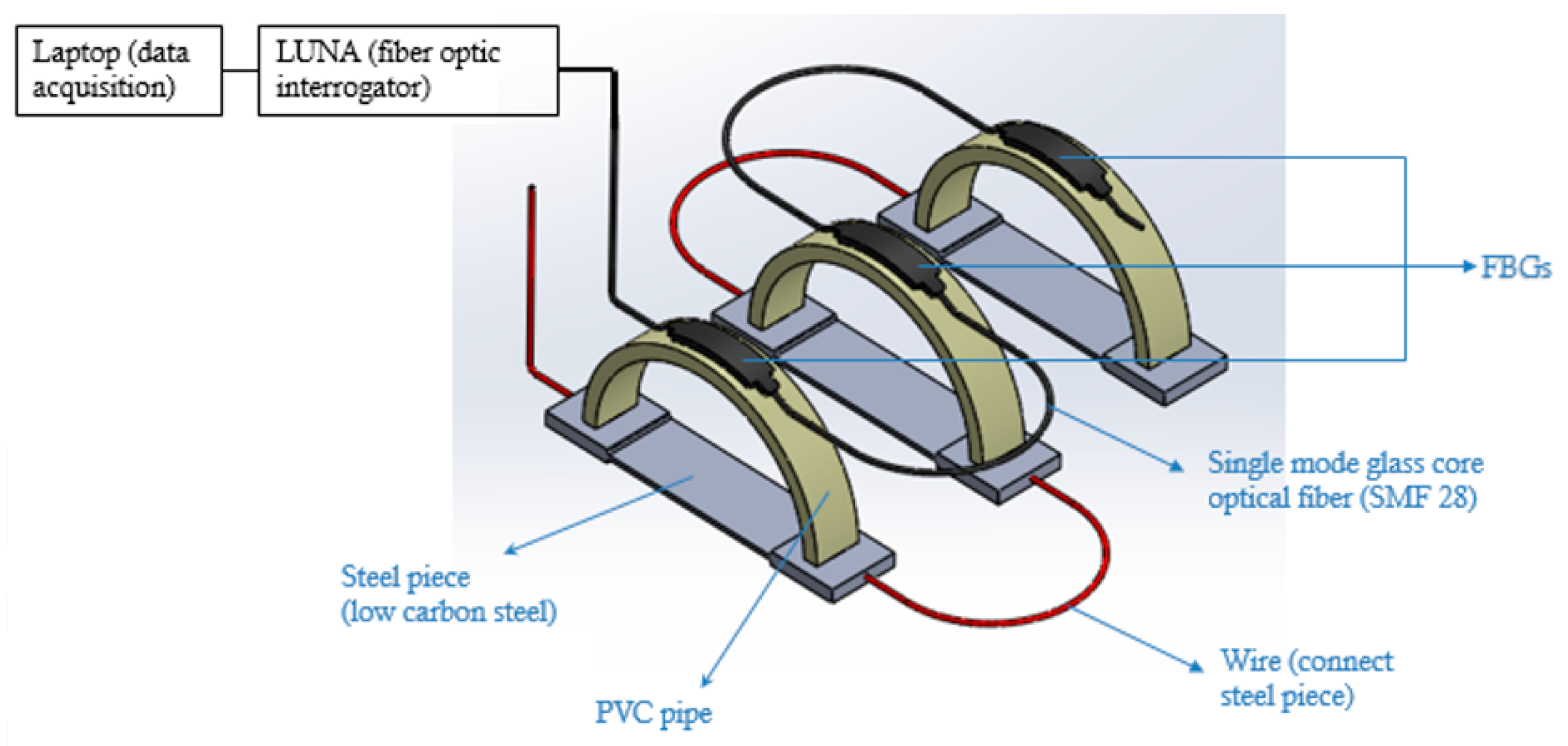
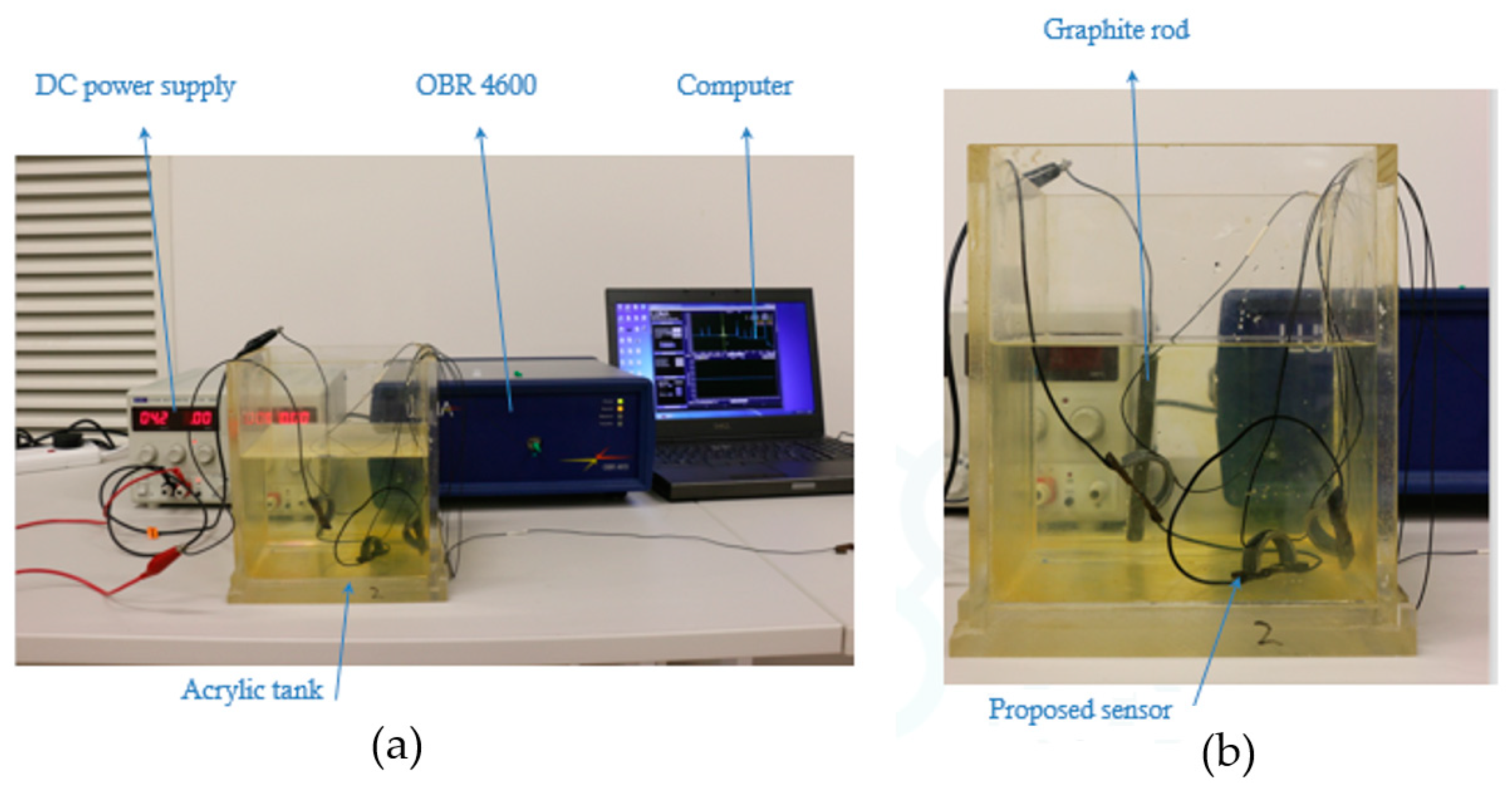
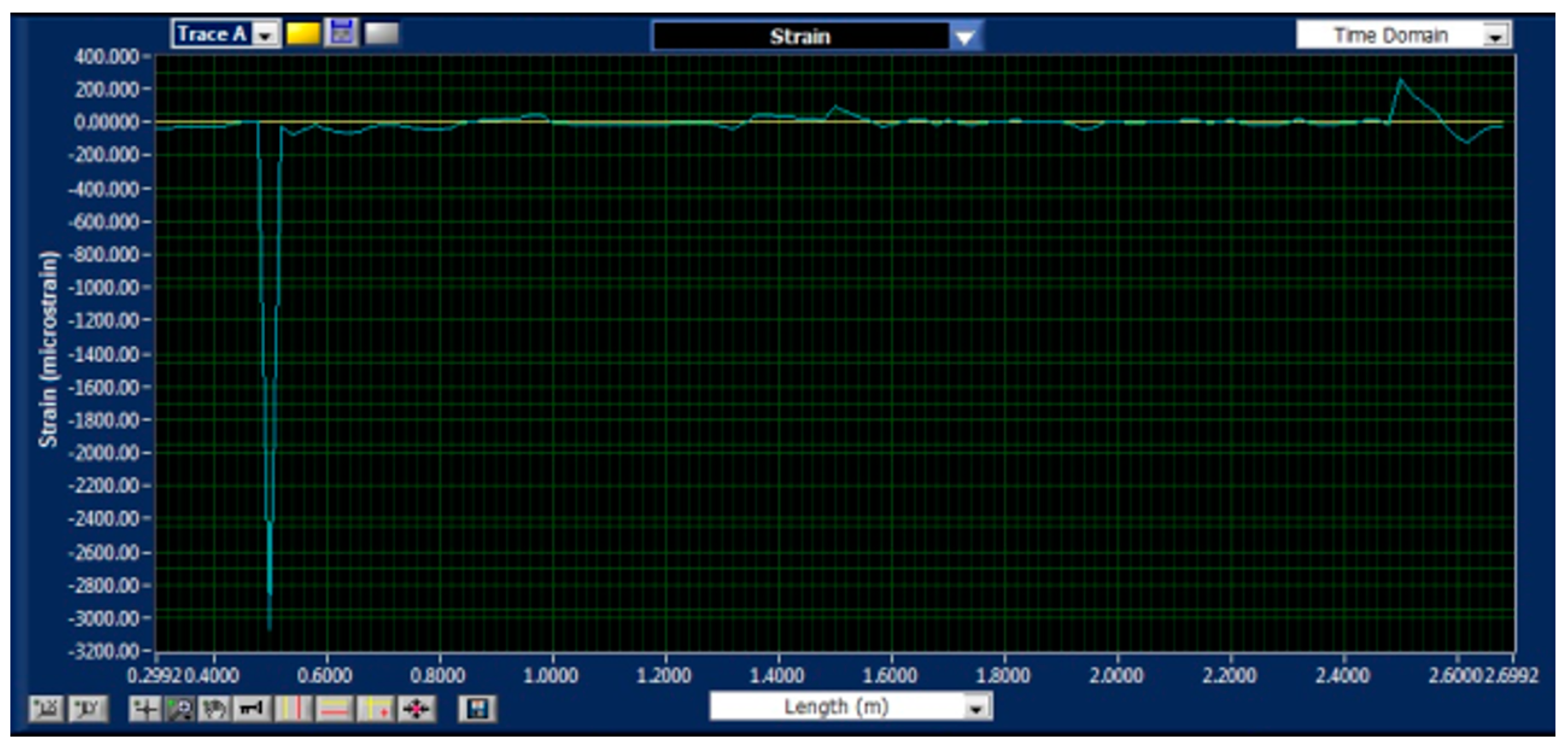
4. Experimental Validation
5. Discussion
6. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Green, K.P.; Jackson, T. Safety in the Transportation of Oil and Gas: Pipelines or Rail? In Fraser Research Bulletin; Fraser Institute: Vancouver, BC, Canada, 2015; ISSN 2291-8620. pp. 1–14. [Google Scholar]
- Peabody, A.W. Peabody’s Control of Pipeline Corrosion, 3rd ed.; Bianchetti, R., Ed.; NACE International: Houston, TX, USA, 2018; chapters 2 and 3. [Google Scholar]
- Pipeline Safety: Ineffective Protection, Detection, and Mitigation of Corrosion Resulting from Insulated Coatings on Buried Pipelines. PHMSA (US Pipeline and Hazardous Materials Safety Administration) Advisory Bulletin, Docket No. PHMSA–2016–0071. 21 June 2016. Available online: https://www.phmsa.dot.gov/regulations-fr/notices/2016-14651 (accessed on 10 December 2019).
- Ho, M.; El-Borgi, S.; Patil, D.; Song, G. Inspection and monitoring systems subsea pipelines: A review paper. Struct Health Monit 2019. [Google Scholar] [CrossRef] [Green Version]
- Wright, R.F.; Lu, P.; Devkota, J.; Lu, F.; Ziomek-Moroz, M.; Ohodnicki, P. Corrosion Sensors for Structural Health Monitoring of Oil and Natural Gas Infrastructure: A Review. Sensors 2019, 19, 3964. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Xie, M.; Tian, Z. A review on pipeline integrity management utilizing in-line inspection data. Eng. Fail Anal. 2018, 92, 222–239. [Google Scholar] [CrossRef]
- Sundaram, B.A.; Kesavan, K.; Parivallal, S. Recent Advances in Health Monitoring and Assessment of Inservice O&G Buried Pipelines. J. Inst. Eng India Ser. A 2018, 99, 729–740. [Google Scholar]
- Vanaei, H.R.; Eslami, A.; Egbewande, A. A review on pipeline corrosion, in-line inspection (ILI), and corrosion growth rate models. Int. J. Pres Ves. Pip. 2017, 149, 43–54. [Google Scholar] [CrossRef]
- Ameh, E.S.; Ikpeseni, S.C.; Lawal, L.S. A Review of Field Corrosion Control and Monitoring Techniques of the Upstream Oil and Gas Pipelines. NJTD 2017, 14, 67–73. [Google Scholar] [CrossRef] [Green Version]
- Hedges, B.; Papavinasam, S.; Knox, T.; Sprague, K. Monitoring and Inspection Techniques for Corrosion in Oil and Gas Production. In Proceedings of the NACE International. Corrosion 2015 Conference and Expo, Houston, TX, USA, 15–18 March 2015. [Google Scholar]
- Varela, F.; Tan, M.Y.; Forsyth, M. An overview of major methods for inspecting and monitoring external corrosion of on-shore transportation pipelines. Corros. Eng. Sci. Technol. 2015, 50, 226–235. [Google Scholar] [CrossRef]
- Tiratsoo, J. Pipeline Pigging & Integrity Technology, 4th ed.; Tiratsoo, J., Ed.; Clarion Technical Publishers: Houston, TX, USA, 2013. [Google Scholar]
- Shi, Y.; Zhang, C.; Li, R.; Cai, M.; Jia, G. Theory and application of magnetic flux leakage pipeline detection. Sensors 2015, 15, 31036–31055. [Google Scholar] [CrossRef] [PubMed]
- Reber, K.; Beller, M.; Willems, H.; Barbian, O.A. A new generation of ultrasonic in-line inspection tools for detecting, sizing and locating metal loss and cracks in transmission pipelines. Proc. IEEE Ultrason. Symp. 2002, 1, 665–671. [Google Scholar]
- McAllister, E.W. Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering Problems; Elsevier Science & Technology: Waltham, MA, USA, 2013; pp. 150–172. [Google Scholar]
- Bossi, R.H.; Iddings, F.A.; Wheeler, G.C. Nondestructive Testing Handbook: Radiographic Testing, 3rd ed.; American Society for Nondestructive Testing: Columbus, OH, USA, 2002; Volume 4, Chapter 19. [Google Scholar]
- Udpa, S.S.; Moore, P.O. Nondestructive Testing Handbook: Vol 5. Electromagnetic Testing (ET), 3rd ed.; Chapter 15: Chemical and Petroleum Applications of Electromagnetic Testing; American Society for Nondestructive Testing: Columbus, OH, USA, 2004; pp. 381–398. [Google Scholar]
- Ren, L.; Jia, Z.G.; Li, H.N.; Song, G. Design and experimental study on FBG hoop-strain sensor in pipeline monitoring. Opt. Fiber Technol. 2014, 20, 15–23. [Google Scholar] [CrossRef]
- Jiang, T.; Ren, L.; Jia, Z.; Li, D.; Li, H. Pipeline internal corrosion monitoring based on distributed strain measurement technique. Struct Control Health Monit. 2017, 24, 1–11. [Google Scholar] [CrossRef]
- Ren, L.; Jiang, T.; Jia, Z.; Li, D.; Yuan, C.; Li, H. Pipeline corrosion and leakage monitoring based on the distributed optical fiber sensing technology. Meas. J. Int. Meas. Confed. 2018, 122, 57–65. [Google Scholar] [CrossRef]
- Lawand, L.; Shiryayev, O.; Al Handawi, K.; Vahdati, N.; Rostron, P. Corrosivity sensor for exposed pipelines based on wireless energy transfer. Sensors 2017, 17, 1238. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, X. External Corrosion Detection of Oil and Gas Pipelines Using Fiber Optics. Master’s Thesis, Khalifa University, Abu Dhabi, UAE, December 2017. [Google Scholar]
- Budynas, R.G.; Nisbett, J.K. Shigley’s Mechanical Engineering Design, 9th ed.; McGraw Hill: New York, NY, USA, 2011; pp. 169–171. [Google Scholar]
- Budynas, R.G. Advanced Strength and Applied Stress Analysis; McGraw-Hill Education: Boston, MA, USA, 1999. [Google Scholar]
- Wnuk, V.P.; Mendez, A.; Ferguson, S.; Graver, T. Process for Mounting and Packaging of Fiber Bragg Grating Strain Sensors for use in Harsh Environment Applications. Proc. SPIE 2005, 5758. [Google Scholar] [CrossRef]
- NACE RP-0502: Pipeline External Corrosion Direct Assessment Methodology, Item No. 21097; NACE International: Houston, TX, USA, 2002; p. 53.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Values, SI Units |
|---|---|
| Inner radius, ri | 14.22 mm |
| Outer radius, ro | 15.37 mm |
| Thickness, t | 1.15 mm |
| Width, W | 10 mm |
| Young’s Modulus of PVC, E | 3.4 GPa |
| Poisson’s ratio, ν | 0.4 |
| End deflection given to the right end, δ | 1.5 mm |
| Strain, εx, obtained from ANSYS, µε | 4487 |
| Strain, εx, calculated from Equation (5), µε | 4492 |
| Error | 0.1% |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vahdati, N.; Wang, X.; Shiryayev, O.; Rostron, P.; Yap, F.F. External Corrosion Detection of Oil Pipelines Using Fiber Optics. Sensors 2020, 20, 684. https://doi.org/10.3390/s20030684
Vahdati N, Wang X, Shiryayev O, Rostron P, Yap FF. External Corrosion Detection of Oil Pipelines Using Fiber Optics. Sensors. 2020; 20(3):684. https://doi.org/10.3390/s20030684
Chicago/Turabian StyleVahdati, Nader, Xueting Wang, Oleg Shiryayev, Paul Rostron, and Fook Fah Yap. 2020. "External Corrosion Detection of Oil Pipelines Using Fiber Optics" Sensors 20, no. 3: 684. https://doi.org/10.3390/s20030684
APA StyleVahdati, N., Wang, X., Shiryayev, O., Rostron, P., & Yap, F. F. (2020). External Corrosion Detection of Oil Pipelines Using Fiber Optics. Sensors, 20(3), 684. https://doi.org/10.3390/s20030684