
Towards Semantic Integration of Machine Vision Systems to Aid Manufacturing Event Understanding

 , , and
, , and
Abstract
:1. Introduction
2. Literature Review
3. Vision System for Process Monitoring
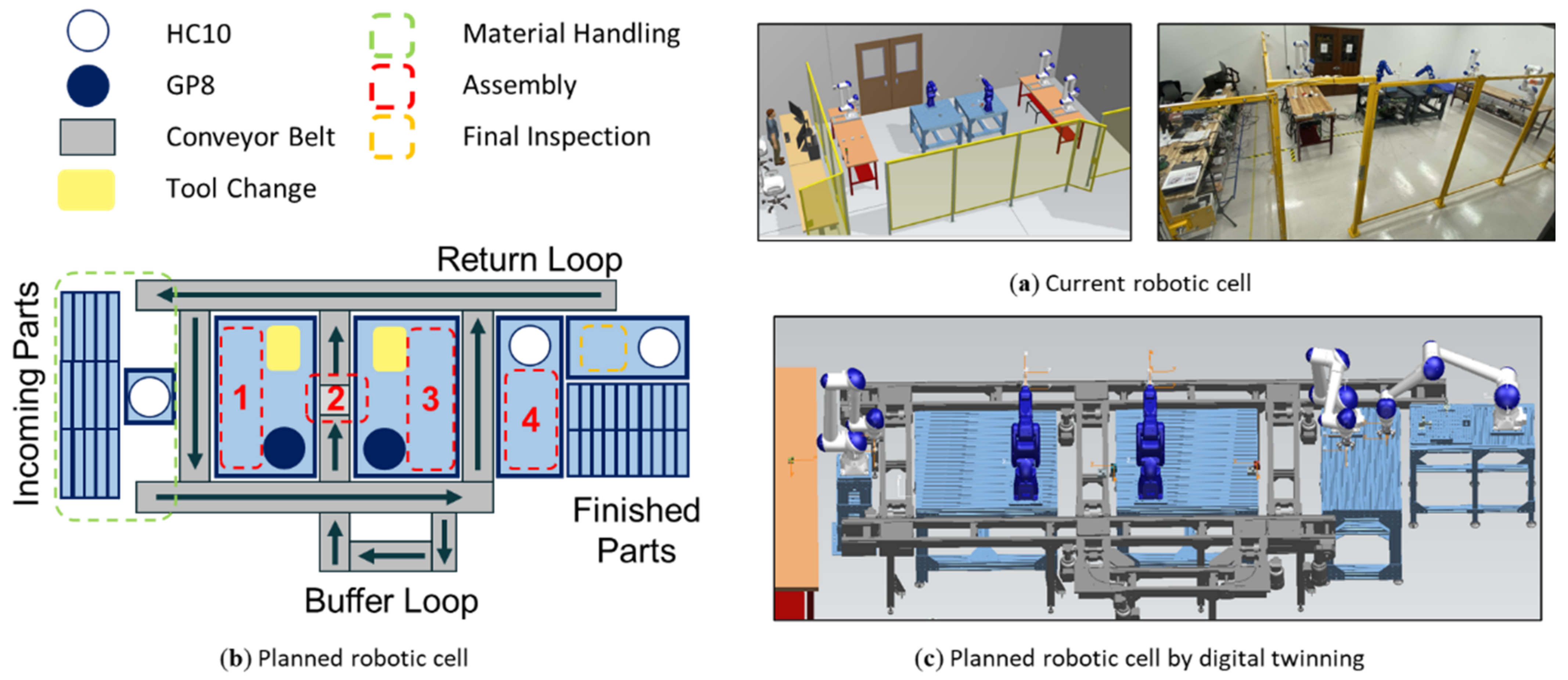
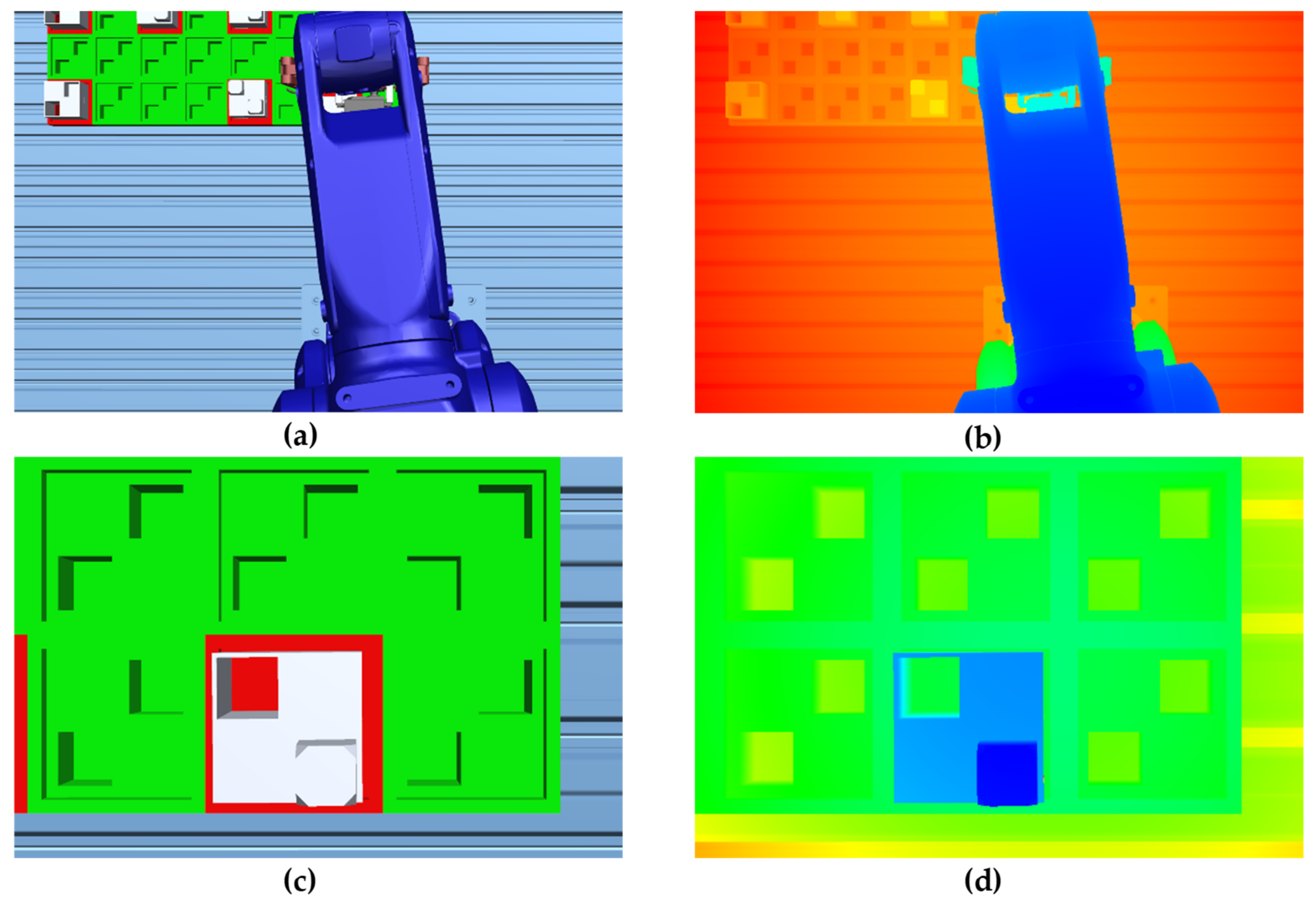
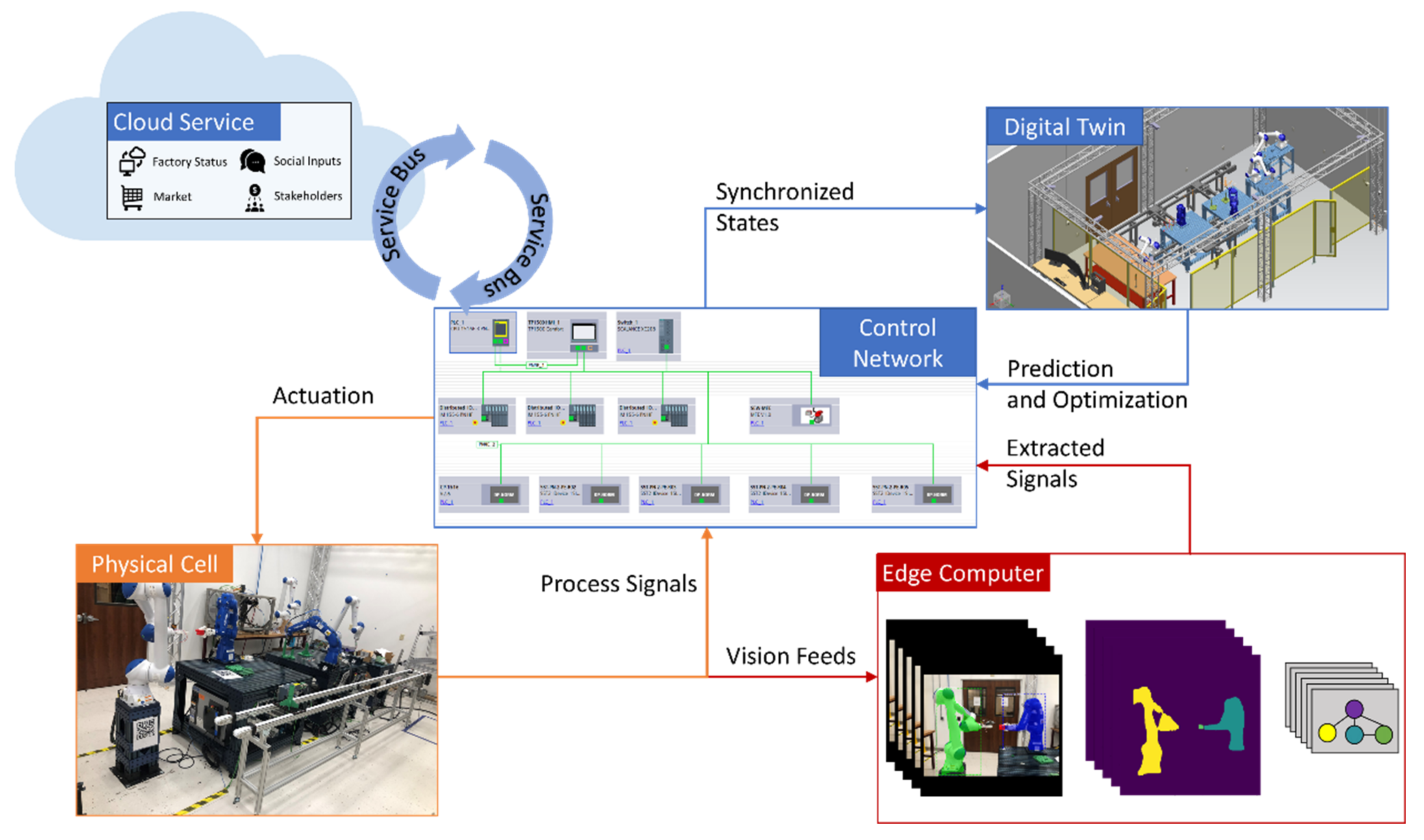
3.1. Simulation-Based Digital Twin
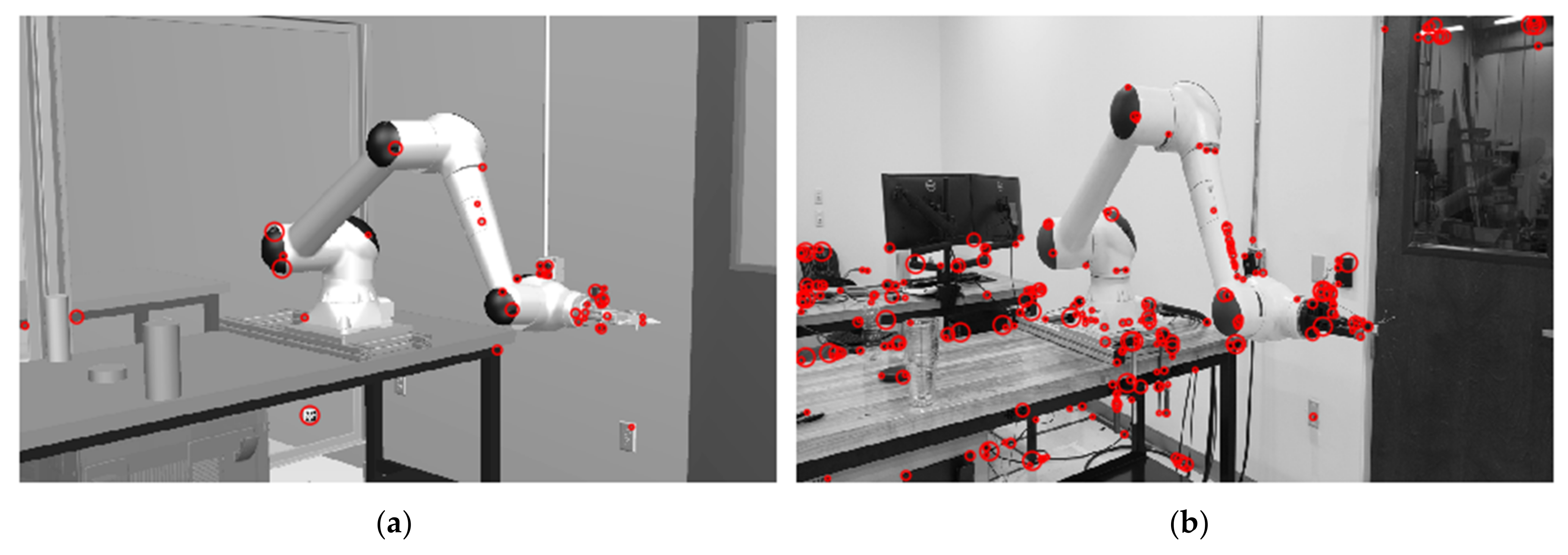
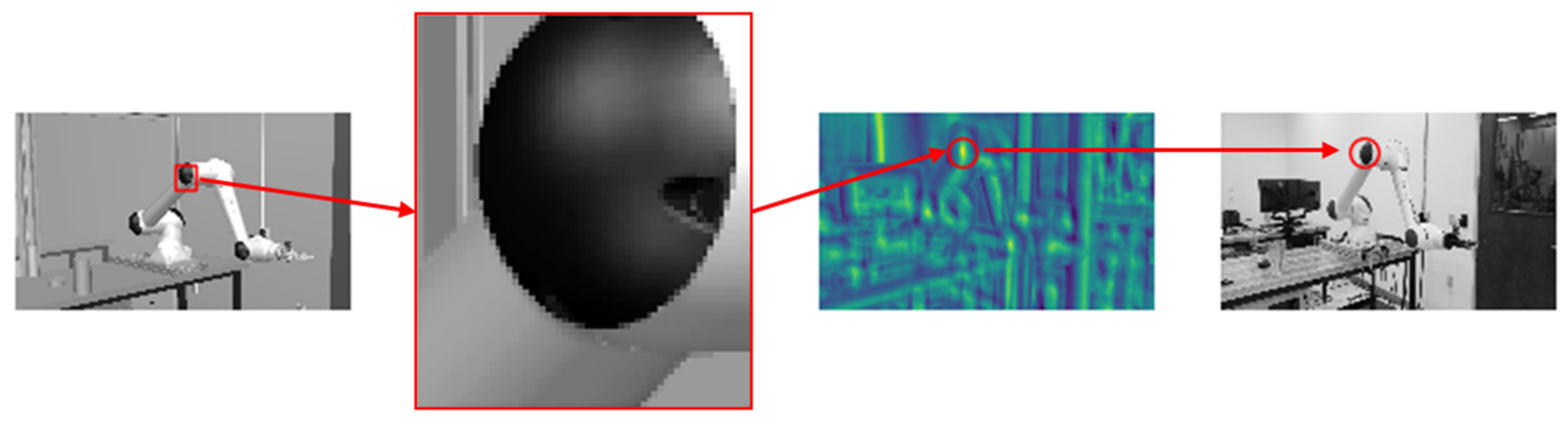
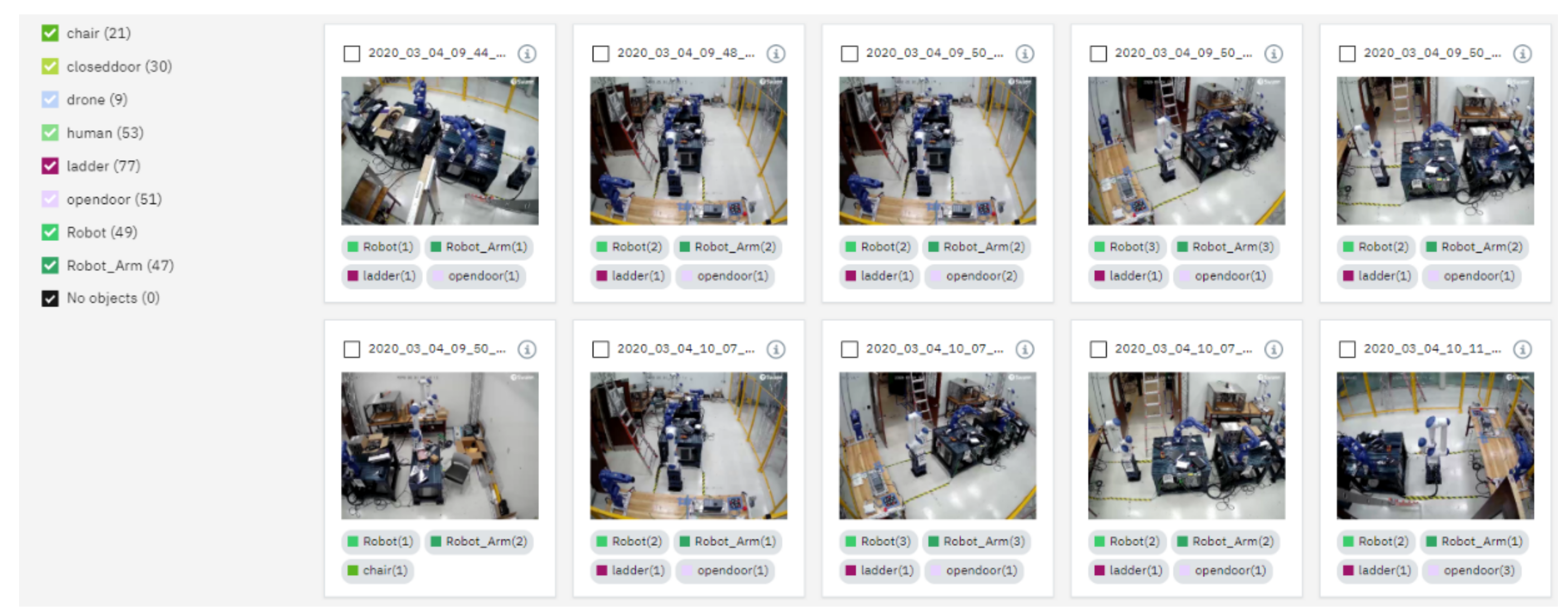
3.2. Data Collection
4. Results
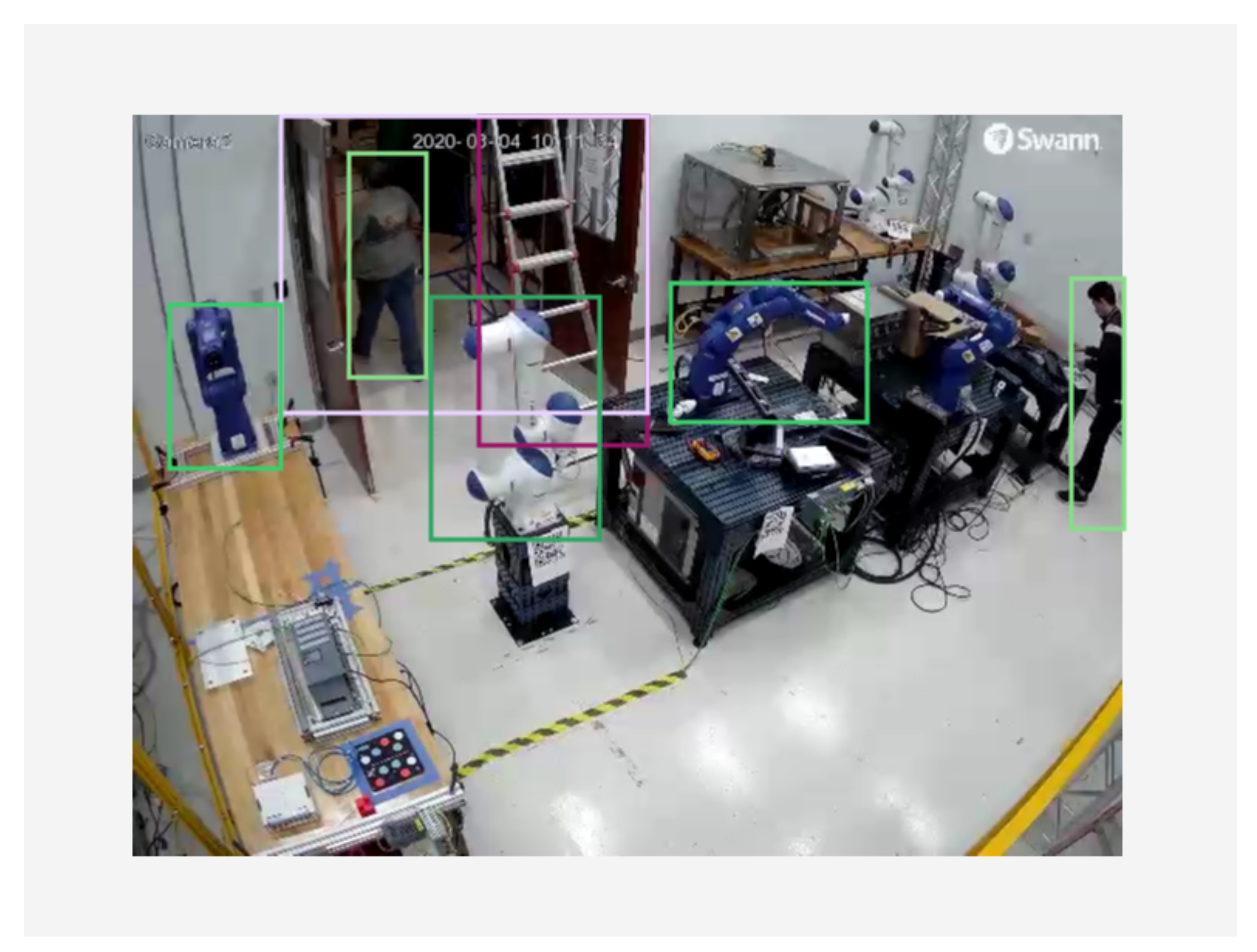
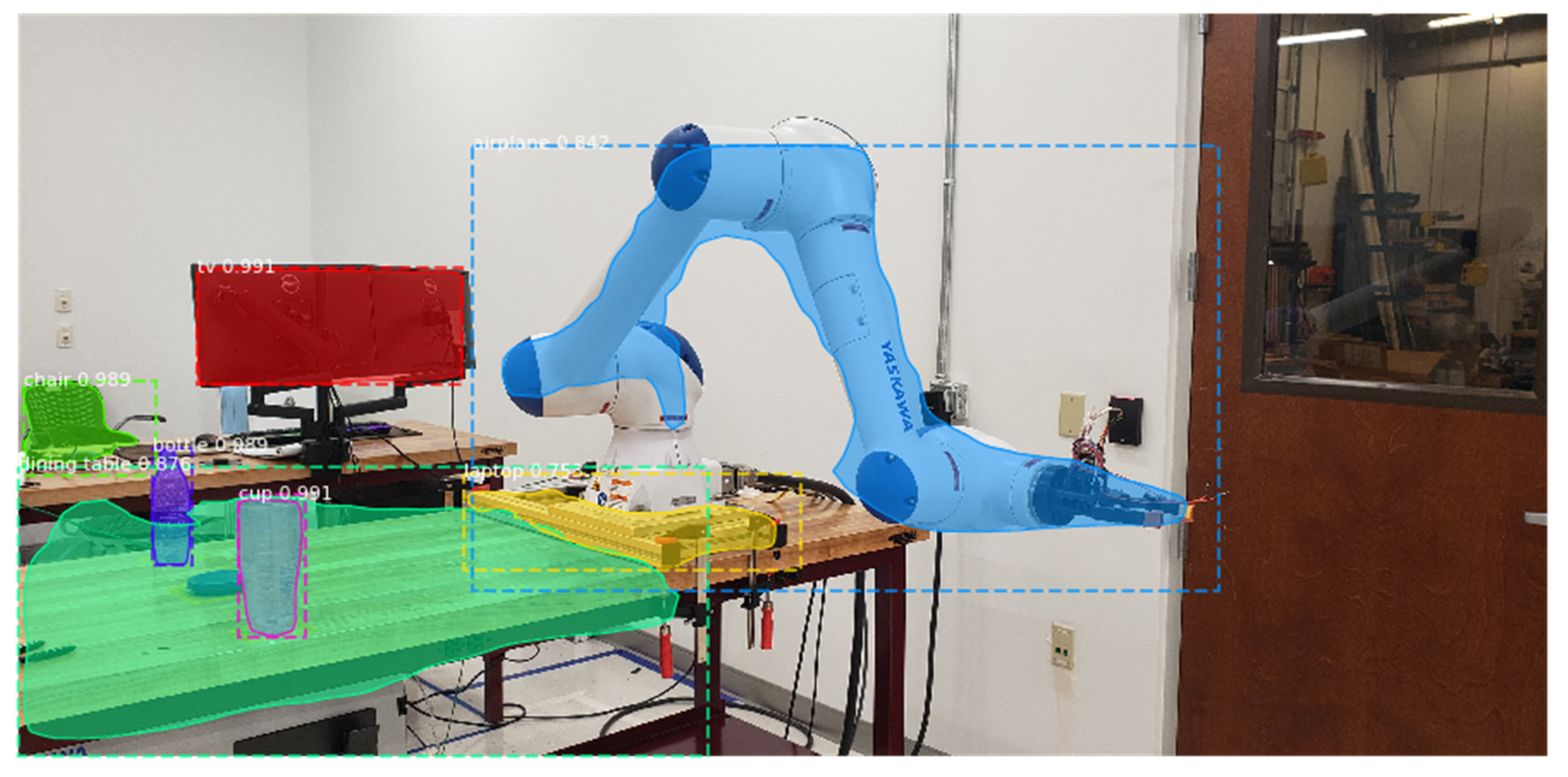
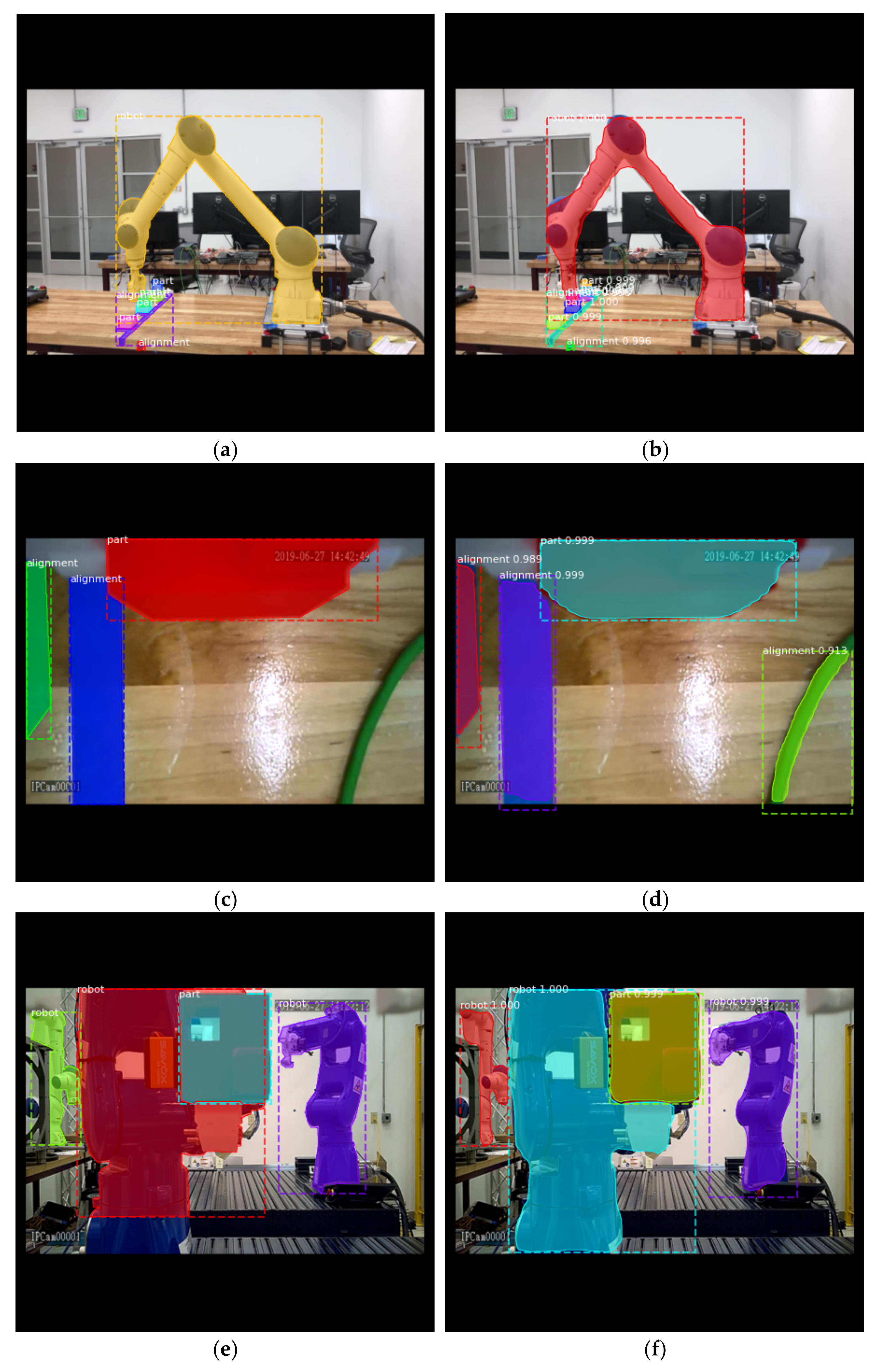
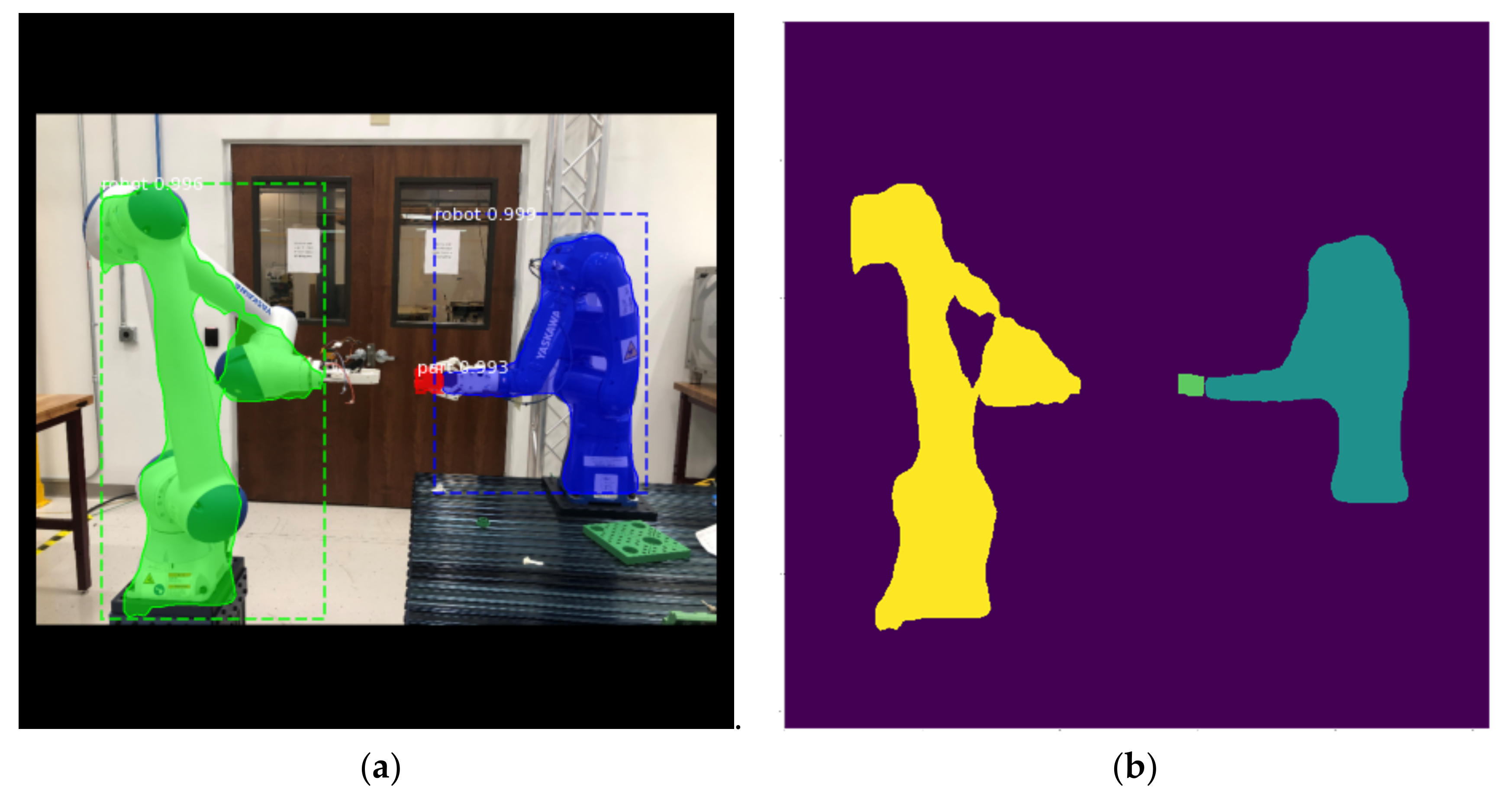
4.1. Cloud-Based Object Detection
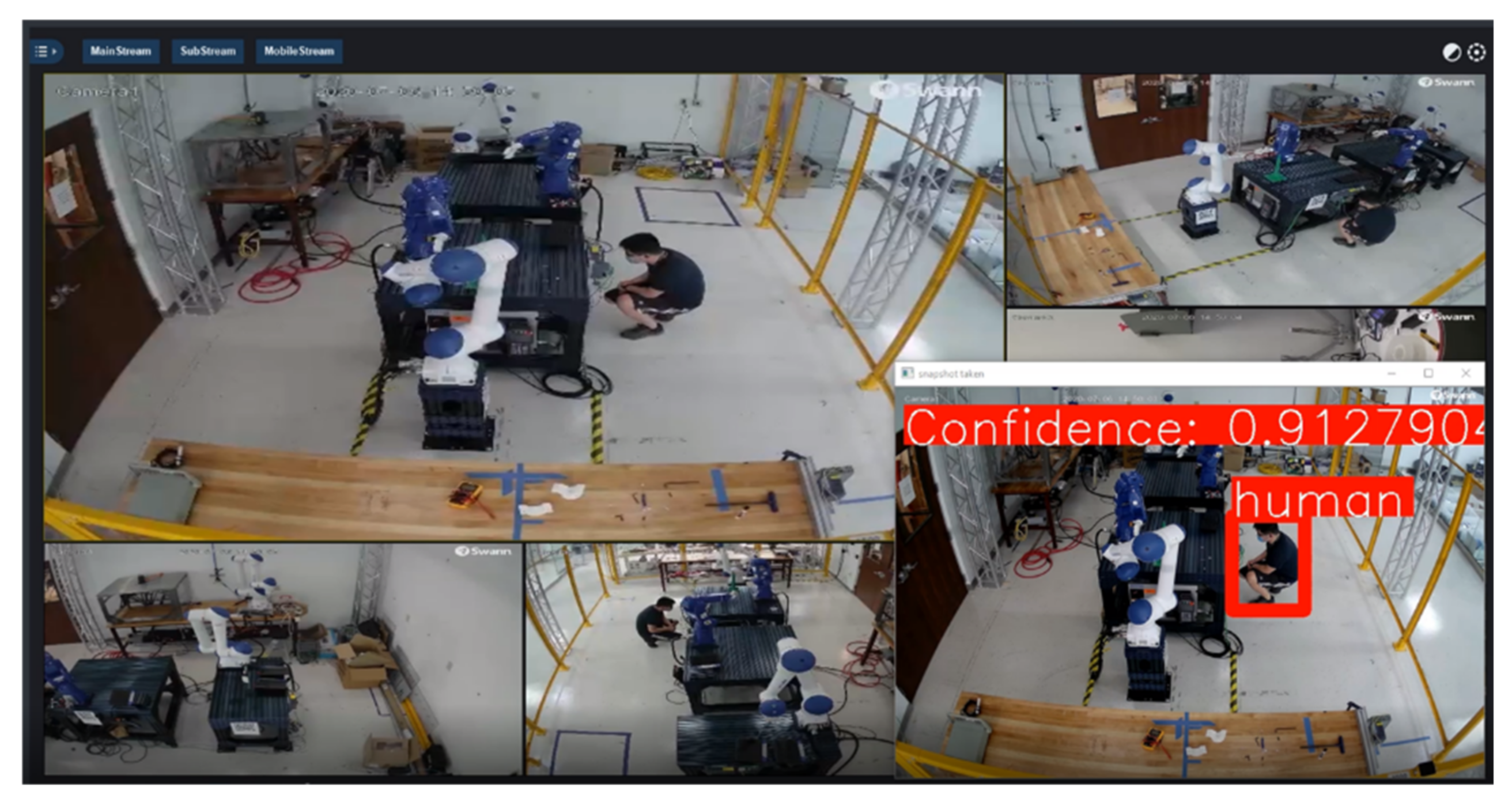
4.2. Edge End Object Detection with Shape Recognition
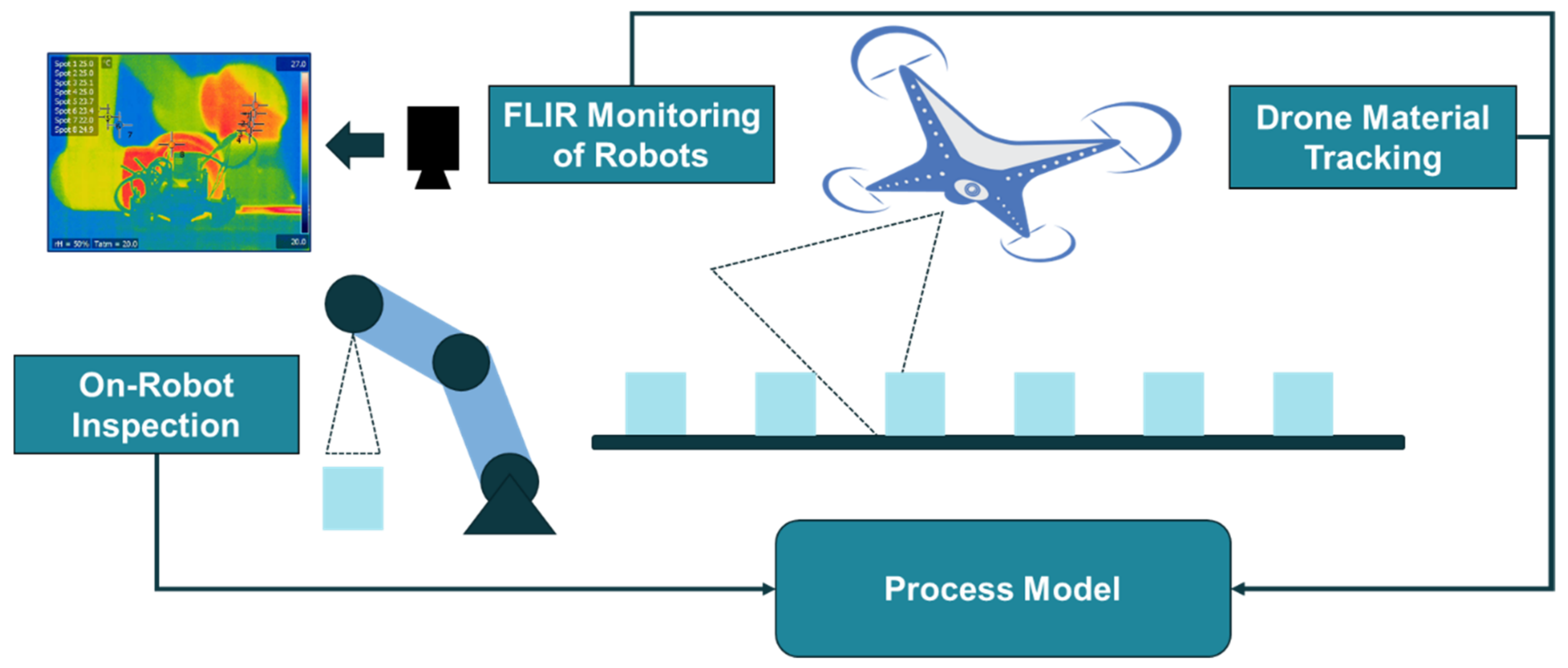
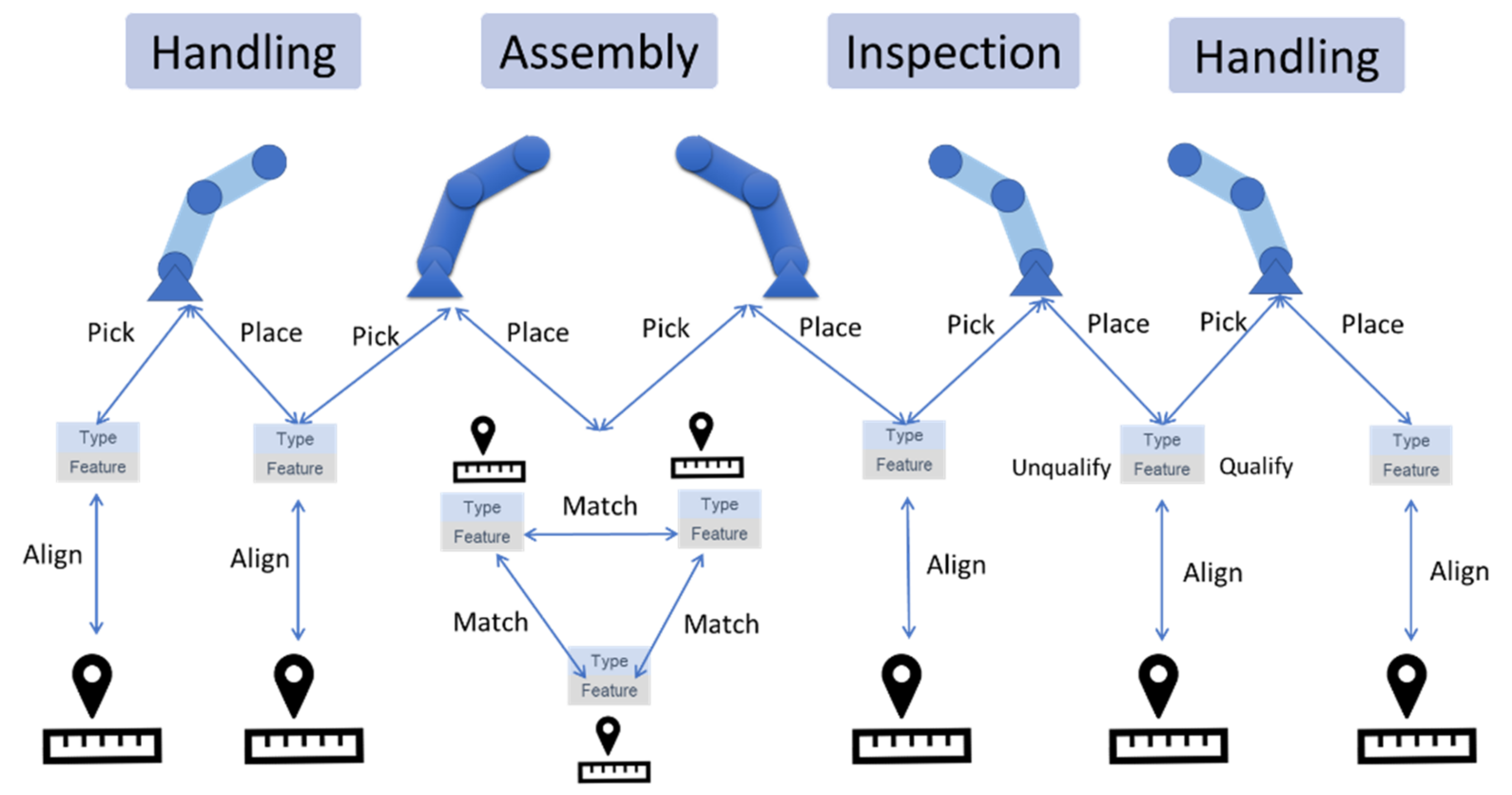
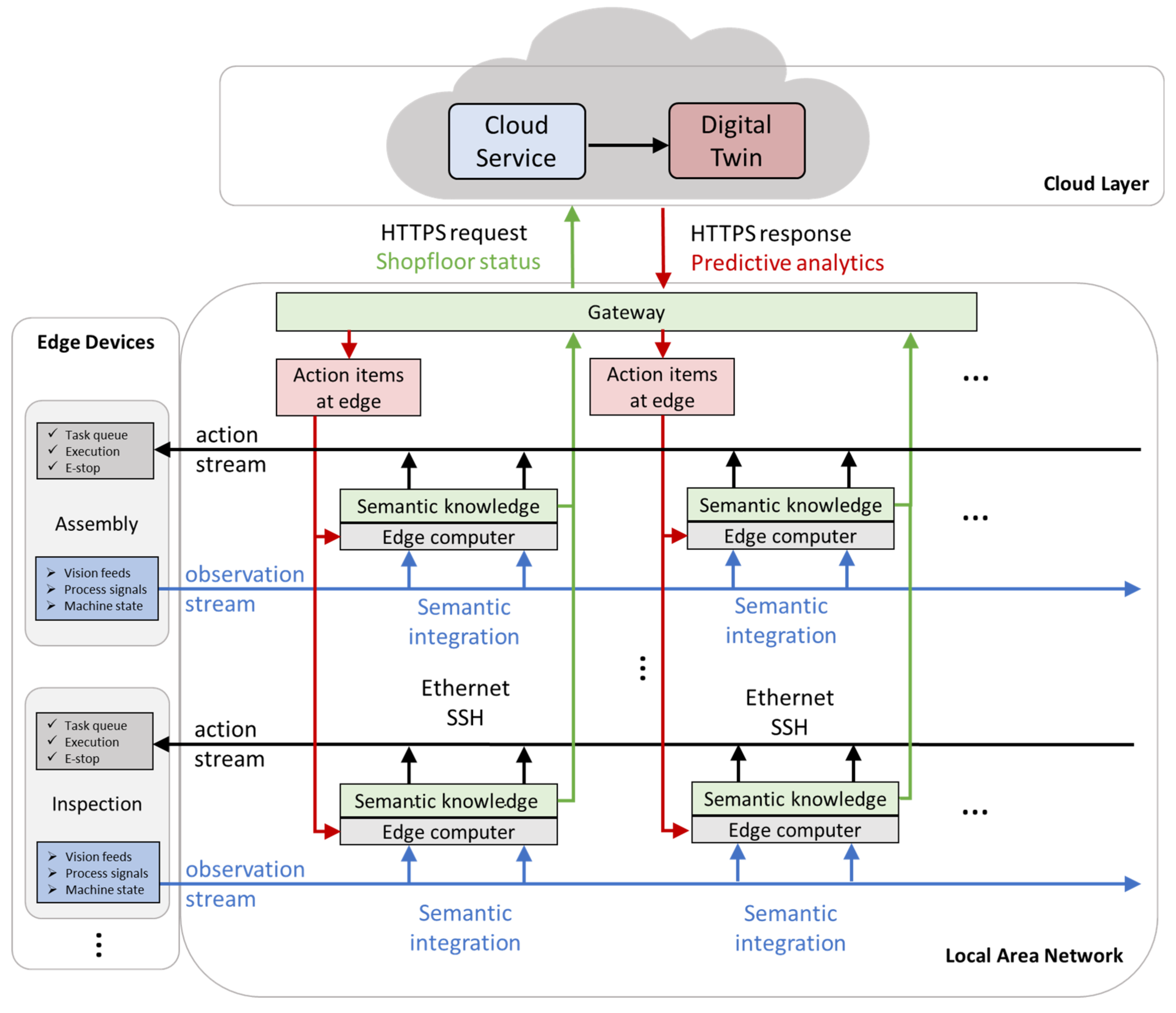
4.3. Control Decentralization in Future Factories
5. Discussion
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lee, J. Why Do We Need Industrial AI? Springer: Singapore, 2020; pp. 5–32. [Google Scholar]
- Lee, J. Killer Applications of Industrial AI; Springer: Singapore, 2020; pp. 63–117. [Google Scholar]
- Toolsgroup. Ex Machina: AI and the Future of Supply Chain Planning. Available online: https://www.toolsgroup.com/blog/ex-machina-ai-and-the-future-of-supply-chain-planning/ (accessed on 12 January 2016).
- Saidy, C.; Pinna, C.; Wilson, Z.; Panavas, L.; Harik, R.; Bayoumi, A.M. Literature review of current practices of supplier’s assessment and valuation of decisions regarding underperforming suppliers. Int. J. Prod. Lifecycle Manag. 2018, 11, 245. [Google Scholar] [CrossRef] [Green Version]
- Autodesk News. How GM and Autodesk are Using Generative Design for Vehicles of the Future. Available online: https://adsknews.autodesk.com/news/gm-autodesk-using-generative-design-vehicles-future (accessed on 13 November 2018).
- DriveSpark. Nissan’s Idea: Let an Artificial Intelligence Design Our Cars. Available online: https://www.drivespark.com/four-wheelers/2016/nissan-build-artificial-intelligence-017266.html (accessed on 16 September 2016).
- Panetto, H.; Iung, B.; Ivanov, D.; Weichhart, G.; Wang, X. Challenges for the cyber-physical manufacturing enterprises of the future. Annu. Rev. Control 2019, 47, 200–213. [Google Scholar] [CrossRef]
- Mittal, S.; Khan, M.A.; Romero, D.; Wuest, T. Smart manufacturing: Characteristics, technologies and enabling factors. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2019, 233, 1342–1361. [Google Scholar] [CrossRef]
- Lee, J. Definition and Meaning of Industrial AI. In Industrial AI; Springer: Singapore, 2020; pp. 33–61. [Google Scholar]
- Morey, B. Manufacturing and AI: Promises and Pitfalls. Manufacturing Engineering; Manufacturing Engineering: Dearborn, MI, USA, 2019; Volume 163, p. 10. [Google Scholar]
- Saidy, C.; Xia, K.; Sacco, C.; Kirkpatrick, M.; Kircaliali, A.; Nguyen, L.; Harik, R. Building Future Factories: A Smart Robotic Assembly Platform Using Virtual Commissioning, Data Analytics, and Accelerated Computing. In Proceedings of the SAMPE Conference, Virtual Presentation Series, Amsterdam, The Netherlands, 3 August 2020. [Google Scholar]
- Xia, K.; Sacco, C.; Kirkpatrick, M.; Saidy, C.; Nguyen, L.; Kircaliali, A.; Harik, R. A digital twin to train deep reinforcement learning agent for smart manufacturing plants: Environment, interfaces and intelligence. J. Manuf. Syst. 2021, 58, 210–230. [Google Scholar] [CrossRef]
- Bettenhausen, K.D.; Kowalewski, S. Cyber-Physical Systems: Chancen und Nutzen aus Sicht der Automation; VDI/VDE-Gesellschaft Mess-und Automatisierungstechnik: Düsseldorf, Germany, 2013; pp. 9–10. [Google Scholar]
- Napoleone, A.; Macchi, M.; Pozzetti, A. A review on the characteristics of cyber-physical systems for the future smart factories. J. Manuf. Syst. 2020, 54, 305–335. [Google Scholar] [CrossRef]
- Schleich, B.; Anwer, N.; Mathieu, L.; Wartzack, S. Shaping the digital twin for design and production engineering. CIRP Ann. 2017, 66, 141–144. [Google Scholar] [CrossRef] [Green Version]
- Qi, Q.; Tao, F.; Zuo, Y.; Zhao, D. Digital Twin Service towards Smart Manufacturing. Procedia CIRP 2018, 72, 237–242. [Google Scholar] [CrossRef]
- Tao, F.; Cheng, J.; Qi, Q.; Zhang, M.; Zhang, H.; Sui, F. Digital twin-driven product design, manufacturing and service with big data. Int. J. Adv. Manuf. Technol. 2018, 94, 3563–3576. [Google Scholar] [CrossRef]
- Uhlemann, T.H.-J.; Lehmann, C.; Steinhilper, R. The Digital Twin: Realizing the Cyber-Physical Production System for Industry 4. Procedia CIRP 2017, 61, 335–340. [Google Scholar] [CrossRef]
- Boschert, S.; Rosen, R. Digital Twin—The Simulation Aspect. In Mechatronic Futures; Springer: Cham, Switzerland, 2016; pp. 59–74. [Google Scholar]
- Kumar, N.S.; Mallikharjuna, R.K.; Kothuru, M.; Rao, Y.N. Multi-dimensional parametric assessment with IoT in acquaintance of digital pipeline. Int. J. Electr. Comput. Eng. 2019, 9, 4649–4656. [Google Scholar] [CrossRef]
- Leng, J.; Zhang, H.; Yan, D.; Liu, Q.; Chen, X.; Zhang, D. Digital twin-driven manufacturing cyber-physical system for parallel controlling of smart workshop. J. Ambient. Intell. Humaniz. Comput. 2019, 10, 1155–1166. [Google Scholar] [CrossRef]
- Sacco, C.; Radwan, A.B.; Harik, R.; Tooren, M.V. Automated Fiber Placement Defects: Automated Inspection and Characterization. In Proceedings of the SAMPE 2018 Conference and Exhibition, Long Beach, CA, USA, 21–24 May 2018. [Google Scholar]
- Sacco, C.; Radwan, A.B.; Beatty, T.; Harik, R. Machine Learning Based AFP Inspection: A Tool for Characterization and Integration. In Proceedings of the SAMPE 2019, Charlotte, NC, USA, 20–23 May 2019. [Google Scholar]
- Sacco, C. Machine Learning Methods for Rapid Inspection of Automated Fiber Placement Manufactured Composite Structures; University of South Carolina: Columbia, SC, USA, 2019. [Google Scholar]
- Mahnke, W.; Leitner, S.-H.; Damm, M. OPC Unified Architecture; Springer: Berlin/Heidelberg, Germany, 2009. [Google Scholar]
- Liu, C.; Vengayil, H.; Lu, Y.; Xu, X. A Cyber-Physical Machine Tools Platform using OPC UA and MTConnect. J. Manuf. Syst. 2019, 51, 61–74. [Google Scholar] [CrossRef]
- Xia, K.; Sacco, C.; Kirkpatrick, M.; Harik, R.; Bayoumi, A.-M. Virtual Comissioning of Manufacturing System Intelligent Control. In Proceedings of the SAMPE 2019 Conference, Charlotte, NC, USA, 20–23 May 2019. [Google Scholar]
- Gierej, S. The Framework of Business Model in the Context of Industrial Internet of Things. Procedia Eng. 2017, 182, 206–212. [Google Scholar] [CrossRef]
- Dujovne, D.; Watteyne, T.; Vilajosana, X.; Thubert, P. 6TiSCH: Deterministic IP-enabled industrial internet (of things). IEEE Commun. Mag. 2014, 52, 36–41. [Google Scholar] [CrossRef]
- Shi, Y.; Zhang, Y.; Xia, K.; Harik, R. A Critical Review of Feature Recognition Techniques. Comput. Des. Appl. 2020, 17, 861–899. [Google Scholar] [CrossRef]
- Shi, Y.; Zhang, Y.; Baek, S.; De Backer, W.; Harik, R. Manufacturability analysis for additive manufacturing using a novel feature recognition technique. Comput. Des. Appl. 2018, 15, 941–952. [Google Scholar] [CrossRef]
- Sheth, A.; Henson, C.; Sahoo, S. Semantic Sensor Web. IEEE Internet Comput. 2008, 12, 78–83. [Google Scholar] [CrossRef]
- Xie, C.; Cai, H.; Xu, L.; Jiang, L.; Bu, F. Linked Semantic Model for Information Resource Service Toward Cloud Manufacturing. IEEE Trans. Ind. Inform. 2017, 13, 3338–3349. [Google Scholar] [CrossRef]
- Crevier, D.; Lepage, R. Knowledge-Based Image Understanding Systems: A Survey. Comput. Vis. Image Underst. 1997, 67, 161–185. [Google Scholar] [CrossRef] [Green Version]
- Vicol, P. Knowledge-Based Reasoning in Computer Vision. Available online: http://www.cs.toronto.edu/~fidler/slides/2017/CSC2539/vicol_knowledgebasevision.pdf (accessed on 21 June 2021).
- Wickramarachchi, R.; Henson, C.A.; Sheth, A.P. An Evaluation of Knowledge Graph Embeddings for Autonomous Driving Data: Experience and Practice. arXiv 2020, arXiv:2003.00344. [Google Scholar]
- Oltramari, A.; Francis, J.; Henson, C.A.; Ma, K.; Wickramarachchi, R. Neuro-symbolic Architectures for Context Understanding. arXiv 2020, arXiv:2003.04707. [Google Scholar]
- iFlexion. Image Classification Everywhere in Automotive. Available online: https://www.iflexion.com/blog/machine-learning-image-classification (accessed on 21 June 2021).
- Audi Media Center. Audi Optimizes Quality Inspections in the Press Shop with Artificial Intelligence. Available online: https://www.audi-mediacenter.com/en/press-releases/audi-optimizes-quality-inspections-in-the-press-shop-with-artificial-intelligence-10847 (accessed on 15 October 2018).
- BMW Group. Fast, Efficient, Reliable: Artificial Intelligence in BMW Group Production. Available online: https://www.press.bmwgroup.com/middle-east/article/detail/T0299271EN/fast-efficient-reliable:-artificial-intelligence-in-bmw-group-production?language=en (accessed on 15 July 2019).
- CIIS. Artificial Intelligence /Machine Learning. Available online: https://ciis.canon.com/internet/portal/ciis/home/portfolio/software/aiml (accessed on 21 June 2021).
- Blackman, J. Nokia Claims First “Real-World” 5G Smart Factory Trial with Telia and Intel. Available online: https://enterpriseiotinsights.com/20180412/channels/news/nokia-claims-first-5g-smart-factory-trial-tag40 (accessed on 12 April 2018).
- Compton, M.; Barnaghi, P.; Bermudez, L.; GarcíA-Castro, R.; Corcho, O.; Cox, S.; Graybeal, J.; Hauswirth, M.; Henson, C.; Herzog, A.; et al. Ontology paper: The SSN ontology of the W3C semantic sensor network incubator group. J. Web Semant. 2012, 17, 25–32. [Google Scholar] [CrossRef]
- Fenza, G.; Gallo, M.; Loia, V.; Marino, D.; Orciuoli, F.; Volpe, A. Semantic CPPS in Industry 4.0. In Proceedings of the Advances in Intelligent Systems and Computing; Springer Science and Business Media LLC: Cham, Switzerland, 2020; pp. 1057–1068. [Google Scholar]
- He, L.; Jiang, P. Manufacturing Knowledge Graph: A Connectivism to Answer Production Problems Query with Knowledge Reuse. IEEE Access 2019, 7, 101231–101244. [Google Scholar] [CrossRef]
- Chhim, P.; Chinnam, R.B.; Sadawi, N. Product design and manufacturing process based ontology for manufacturing knowledge reuse. J. Intell. Manuf. 2019, 30, 905–916. [Google Scholar] [CrossRef]
- Cao, Q.; Zanni-Merk, C.; Reich, C. Ontologies for Manufacturing Process Modeling: A Survey. In Proceedings of the International Conference on Sustainable Design and Manufacturing, Gold Coast, Australia, 24–26 June 2018; pp. 61–70. [Google Scholar] [CrossRef]
- Panetto, H.; Dassisti, M.; Tursi, A. ONTO-PDM: Product-driven ONTOlogy for Product Data Management interoperability within manufacturing process environment. Adv. Eng. Inform. 2012, 26, 334–348. [Google Scholar] [CrossRef] [Green Version]
- Schlenoff, C.; Hong, T.; Liu, C.; Eastman, R.; Foufou, S. A literature review of sensor ontologies for manufacturing applications. In Proceedings of the 2013 IEEE International Symposium on Robotic and Sensors Environments (ROSE), Washington, DC, USA, 21–23 October 2013. [Google Scholar]
- Honti, G.M.; Abonyi, J. A Review of Semantic Sensor Technologies in Internet of Things Architectures. Complexity 2019, 2019, 6473160. [Google Scholar] [CrossRef] [Green Version]
- Desai, P.; Sheth, A.; Anantharam, P. Semantic Gateway as a Service Architecture for IoT Interoperability. In Proceedings of the 2015 IEEE International Conference on Mobile Services, New York, NY, USA, 27 June–2 July 2015; pp. 313–319. [Google Scholar]
- Agrawal, M.; Konolige, K.; Blas, M.R. CenSurE: Center Surround Extremas for Realtime Feature Detection and Matching. In Proceedings of the 10th European Conference on Computer Vision, Marseille, France, 12–18 October 2008; pp. 102–115. [Google Scholar]
- Brunelli, R. Template Matching Techniques in Computer Vision: Theory and Practice; Wiley: Hoboken, NJ, USA, 2009. [Google Scholar]
- Lai, Z.-H.; Tao, W.; Leu, M.C.; Yin, Z. Smart augmented reality instructional system for mechanical assembly towards worker-centered intelligent manufacturing. J. Manuf. Syst. 2020, 55, 69–81. [Google Scholar] [CrossRef]
- Scholten, B. The Road to Integration: A Guide to Applying the ISA-95 Standard in Manufacturing; ISA: Research Triangle Park, NC, USA, 2007. [Google Scholar]
- Hankel, M.; Rexroth, B. The reference architectural model industrie 4.0 (rami 4.0). ZVEI 2015, 410, 4. [Google Scholar]
- Lu, Y.; Riddick, F.; Ivezic, N. The Paradigm Shift in Smart Manufacturing System Architecture. In Proceedings of the IFIP International Conference on Advances in Production Management Systems (APMS), Iguassu Falls, Brazil, 3–7 September 2016; pp. 767–776. [Google Scholar]
- IBM Cloud Architecture Center. Internet of Things: Industrie 4.0 Reference Architecture. Available online: https://www.ibm.com/cloud/architecture/files/iot-industrie-40.pdf (accessed on 21 June 2021).
- Zhu, J.; Fang, X.; Guo, Z.; Niu, M.H.; Cao, F.; Yue, S.; Liu, Q.Y. IBM Cloud Computing Powering a Smarter Planet. IEEE Int. Conf. Cloud Comput. 2009, 5931, 621–625. [Google Scholar]
- Stenberg, D. cURL: Command Line Tool and Library for Transferring Data with URLs. Available online: https://curl.haxx.se/ (accessed on 21 June 2021).
- Girshick, R.; Donahue, J.; Darrell, T.; Malik, J. Rich Feature Hierarchies for Accurate Object Detection and Semantic Segmentation. In Proceedings of the 2014 IEEE Conference on Computer Vision and Pattern Recognition, Columbus, OH, USA, 23–28 June 2014; pp. 580–587. [Google Scholar]
- Wuest, T.; Weimer, D.; Irgens, C.; Thoben, K.-D. Machine learning in manufacturing: Advantages, challenges, and applications. Prod. Manuf. Res. 2016, 4, 23–45. [Google Scholar] [CrossRef] [Green Version]
- Lee, J.; Bagheri, B.; Kao, H.-A. A Cyber-Physical Systems architecture for Industry 4.0-based manufacturing systems. Manuf. Lett. 2015, 3, 18–23. [Google Scholar] [CrossRef]
- Adamson, G.; Wang, L.; Moore, P. Feature-based control and information framework for adaptive and distributed manufacturing in cyber physical systems. J. Manuf. Syst. 2017, 43, 305–315. [Google Scholar] [CrossRef]
- Shi, Y.; Zhang, Y.; Harik, R. Manufacturing feature recognition with a 2D convolutional neural network. CIRP J. Manuf. Sci. Technol. 2020, 30, 36–57. [Google Scholar] [CrossRef]
- Rousseau, G.; Wehbe, R.; Halbritter, J.; Harik, R. Automated Fiber Placement Path Planning: A state-of-the-art review. Comput. Des. Appl. 2018, 16, 172–203. [Google Scholar] [CrossRef] [Green Version]
- Atlas, L.E.; Homma, T.; Marks, R.J. An Artificial Neural Network for Spatio-Temporal Bipolar Patterns: Application to Phoneme Classification. In Proceedings of the Neural Information Processing Systems, Denver, CO, USA, 8–12 November 1987; pp. 31–40. [Google Scholar]
- LeCun, Y.; Bottou, L.; Bengio, Y.; Haffner, P. Gradient-based learning applied to document recognition. Proc. IEEE 1998, 86, 2278–2324. [Google Scholar] [CrossRef] [Green Version]
- Krizhevsky, A.; Sutskever, I.; Hinton, G.E. Imagenet classification with deep convolutional neural networks. Adv. Neural Inf. Process. Syst. 2012, 25, 1097–1105. [Google Scholar] [CrossRef]
- Simonyan, K.; Zisserman, A. Very deep convolutional networks for large-scale image recognition. arXiv 2014, arXiv:1409.1556. [Google Scholar]
- He, K.; Zhang, X.; Ren, S.; Sun, J. Deep residual learning for image recognition. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition, Las Vegas, NV, USA, 27–30 June 2016; pp. 770–778. [Google Scholar]
- Girshick, R. Fast R-CNN. In Proceedings of the 2015 IEEE International Conference on Computer Vision (ICCV), Santiago, Chile, 7–13 December 2015; pp. 1440–1448. [Google Scholar]
- Ren, S.; He, K.; Girshick, R.; Sun, J. Faster R-CNN: Towards Real-Time Object Detection with Region Proposal Networks. IEEE Trans. Pattern Anal. Mach. Intell. 2017, 39, 1137–1149. [Google Scholar] [CrossRef] [Green Version]
- He, K.; Gkioxari, G.; Dollar, P.; Girshick, R. Mask R-CNN. IEEE Trans. Pattern Anal. Mach. Intell. 2020, 42, 386–397. [Google Scholar] [CrossRef]
- Abdulla, W. Mask R-CNN for Object Detection and Instance Segmentation on Keras and TensorFlow. GitHub Repository. 2017. Available online: https://github.com/matterport/Mask_RCNN (accessed on 21 June 2021).
- Lin, T.-Y.; Maire, M.; Belongie, S.J.; Hays, J.; Perona, P.; Ramanan, D.; Dollár, P.; Zitnick, C.L. Microsoft COCO: Common Objects in Context. In Proceedings of the European Conference on Computer Vision, Zurich, Switzerland, 5–12 September 2014. [Google Scholar]
- Zou, Z.; Jin, Y.; Nevalainen, P.; Huan, Y.; Heikkonen, J.; Westerlund, T. Edge and Fog Computing Enabled AI for IoT-An Overview. In Proceedings of the 2019 IEEE International Conference on Artificial Intelligence Circuits and Systems (AICAS), Hsinchu, Taiwan, 18–20 March 2019. [Google Scholar]
- Tuptuk, N.; Hailes, S. Security of Smart Manufacturing Systems. J. Manuf. Syst. 2018, 47, 93–106. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Image Count | Mean Average Precision (mAP) | Total Running Time (In seconds) | Running Time Per Image (In Seconds) |
|---|---|---|---|
| 10 | 0.9500 | 3.7368 | 0.3737 |
| 10 | 0.9800 | 3.7609 | 0.3761 |
| 10 | 0.9620 | 3.8799 | 0.3880 |
| 10 | 0.9553 | 3.9268 | 0.3927 |
| 50 | 0.9940 | 20.6661 | 0.4134 |
| 50 | 0.9458 | 19.2803 | 0.3856 |
| 50 | 0.9510 | 19.8198 | 0.3964 |
| 100 | 0.9602 | 39.5330 | 0.3953 |
| 100 | 0.9760 | 40.1176 | 0.4012 |
| 100 | 0.9762 | 39.4829 | 0.3948 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xia, K.; Saidy, C.; Kirkpatrick, M.; Anumbe, N.; Sheth, A.; Harik, R. Towards Semantic Integration of Machine Vision Systems to Aid Manufacturing Event Understanding. Sensors 2021, 21, 4276. https://doi.org/10.3390/s21134276
Xia K, Saidy C, Kirkpatrick M, Anumbe N, Sheth A, Harik R. Towards Semantic Integration of Machine Vision Systems to Aid Manufacturing Event Understanding. Sensors. 2021; 21(13):4276. https://doi.org/10.3390/s21134276
Chicago/Turabian StyleXia, Kaishu, Clint Saidy, Max Kirkpatrick, Noble Anumbe, Amit Sheth, and Ramy Harik. 2021. "Towards Semantic Integration of Machine Vision Systems to Aid Manufacturing Event Understanding" Sensors 21, no. 13: 4276. https://doi.org/10.3390/s21134276
APA StyleXia, K., Saidy, C., Kirkpatrick, M., Anumbe, N., Sheth, A., & Harik, R. (2021). Towards Semantic Integration of Machine Vision Systems to Aid Manufacturing Event Understanding. Sensors, 21(13), 4276. https://doi.org/10.3390/s21134276