
High-Precision Real-Time Detection of Blast Furnace Stockline Based on High-Dimensional Spatial Characteristics



Abstract
:1. Introduction
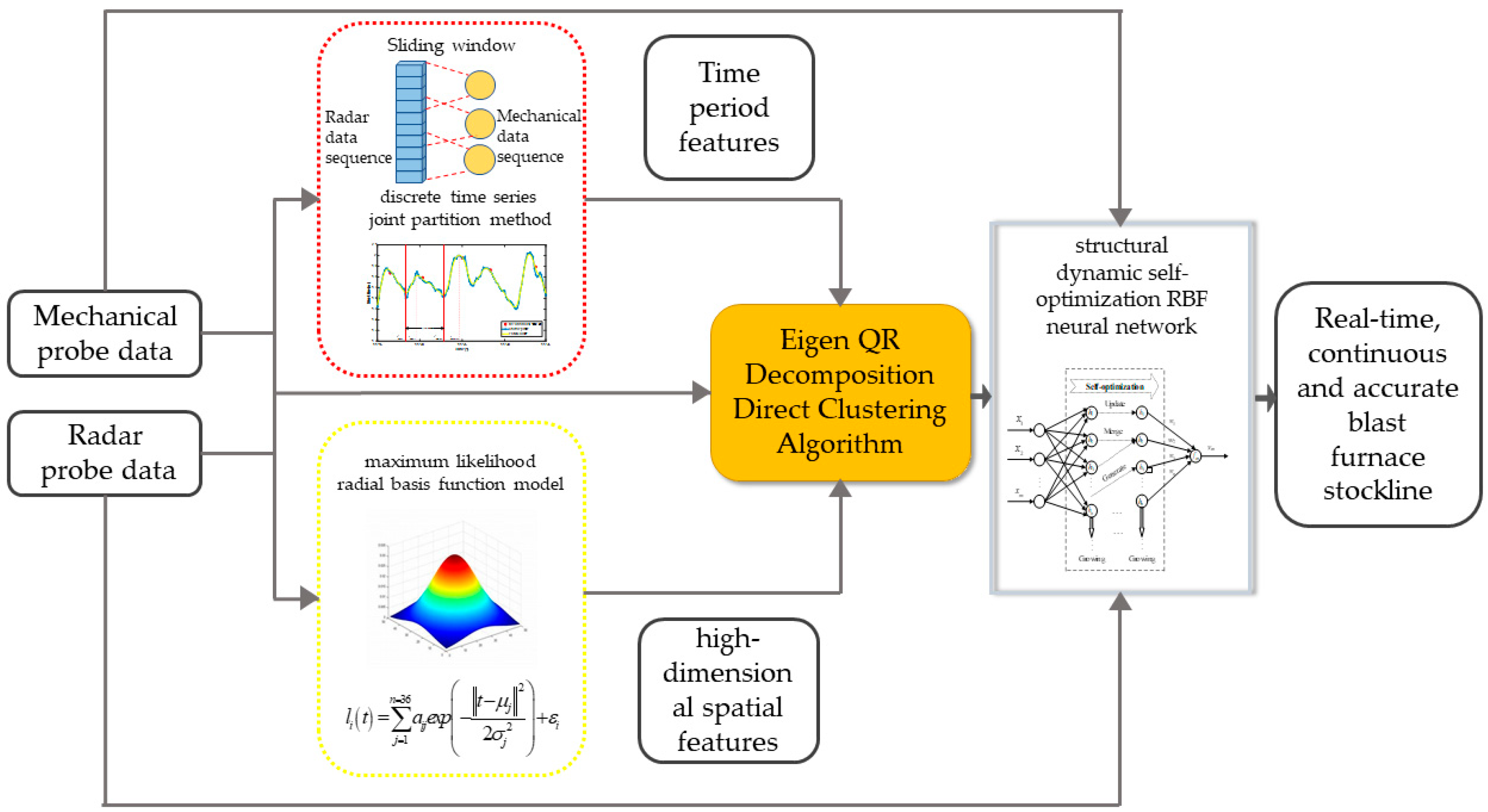
2. High-Dimensional Spatial Feature Extraction
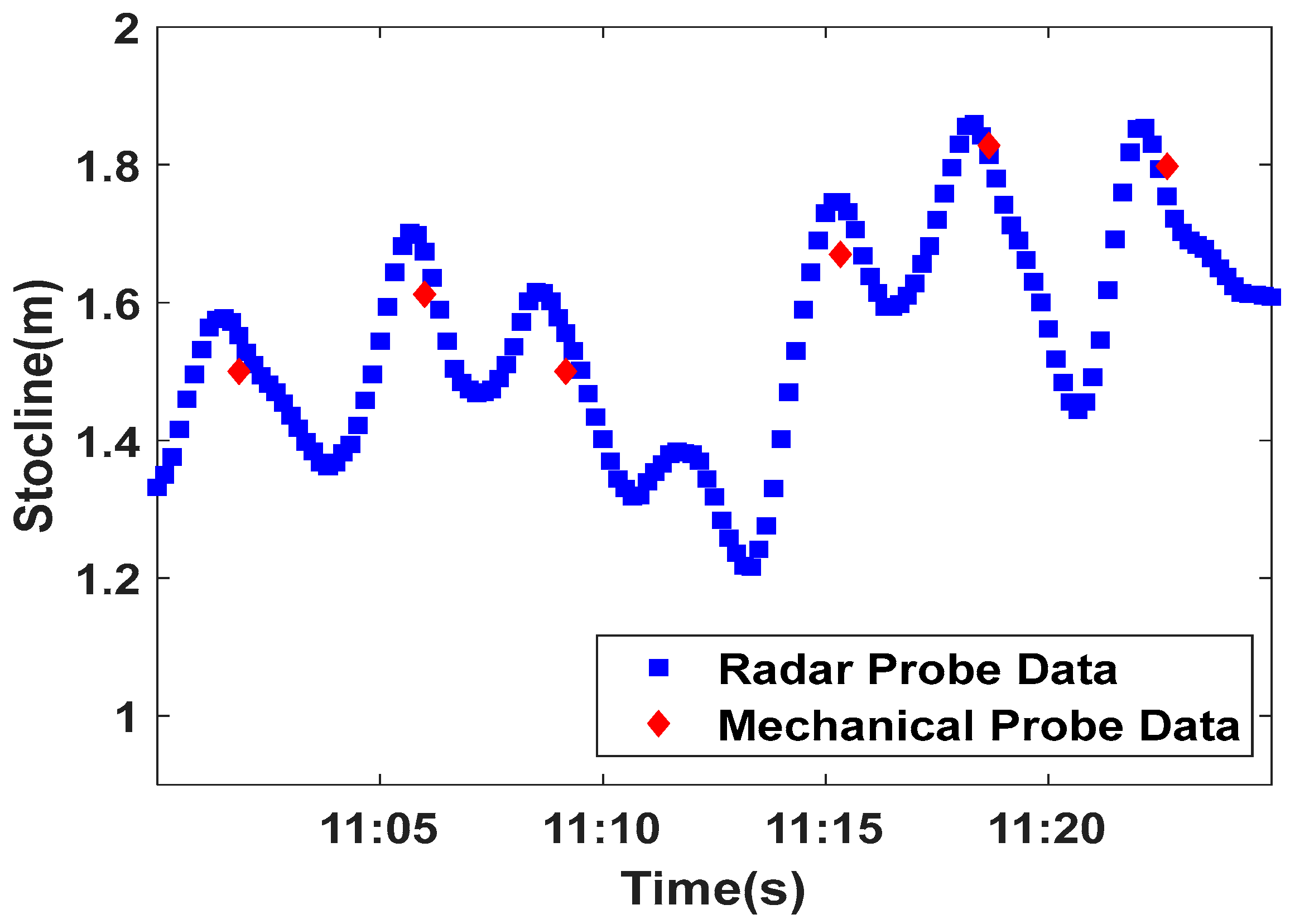
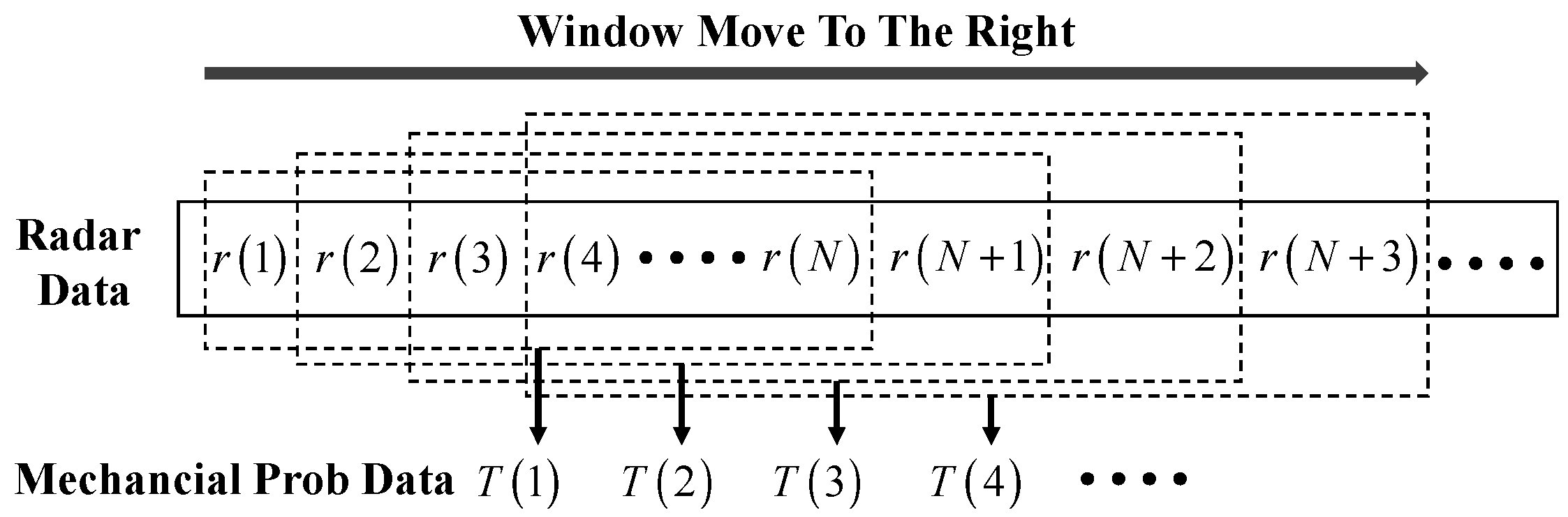
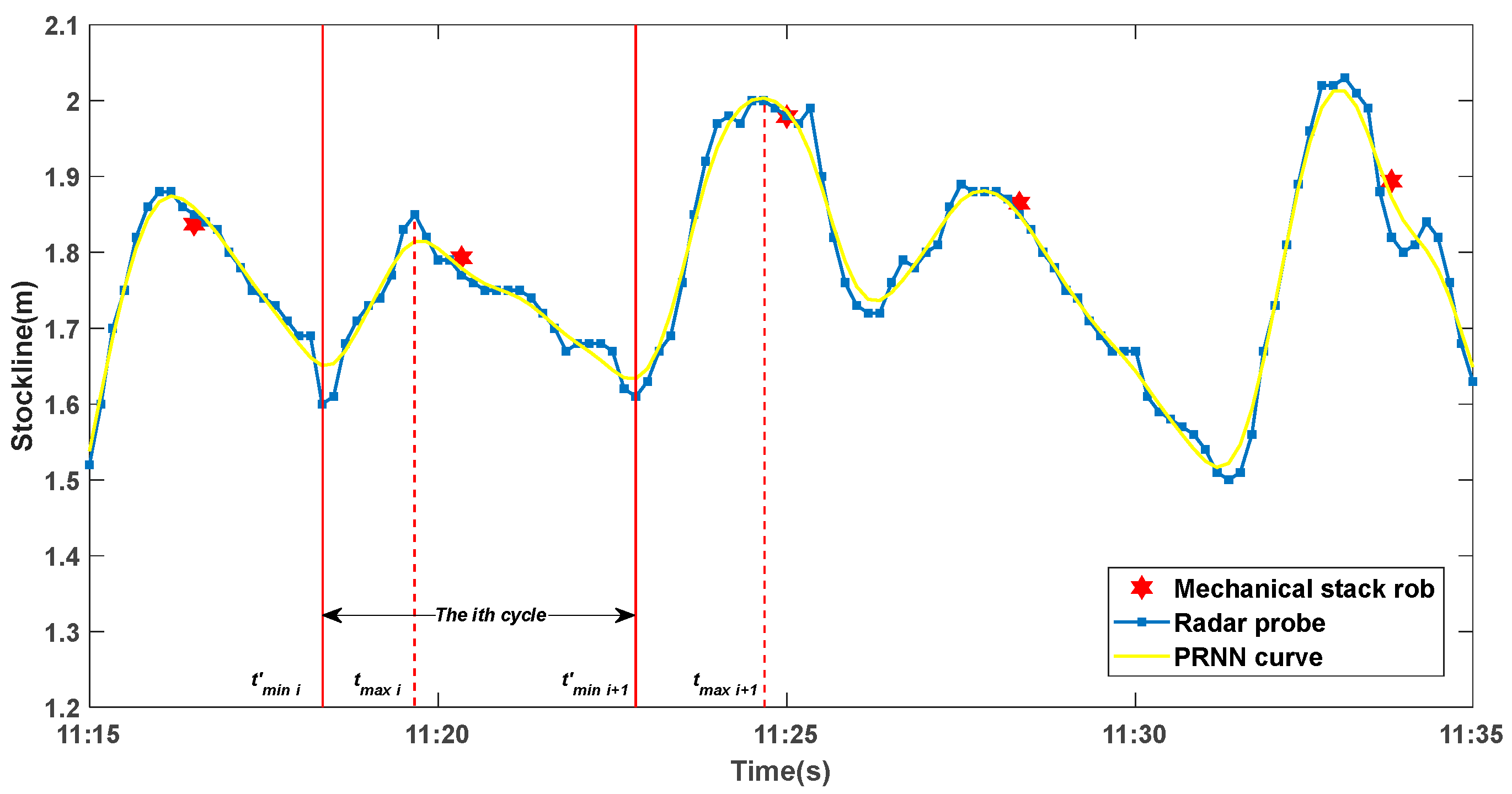
2.1. Data Analysis and Material Charging Cycle Division
| Algorithm 1: Discrete Time Series Joint Partition Method |
|
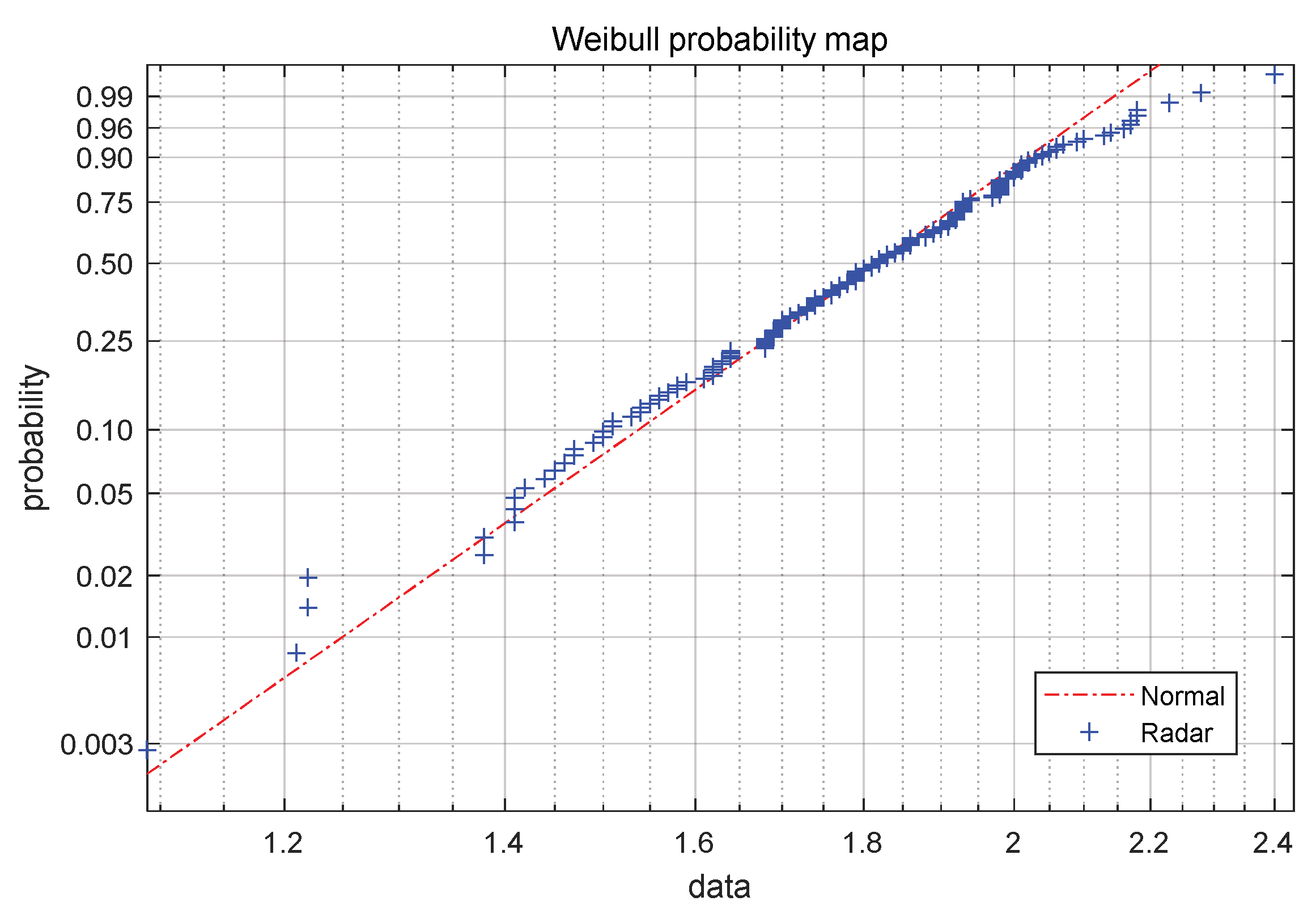
2.2. Modeling of Radar Data Based on Maximum Likelihood Radial Basis Function Model (MLRBFM)
2.3. Significance Test of Radar Maximum Likelihood Radial Basis Function Model
3. Structural Dynamic Self-Optimization RBF Neural Network
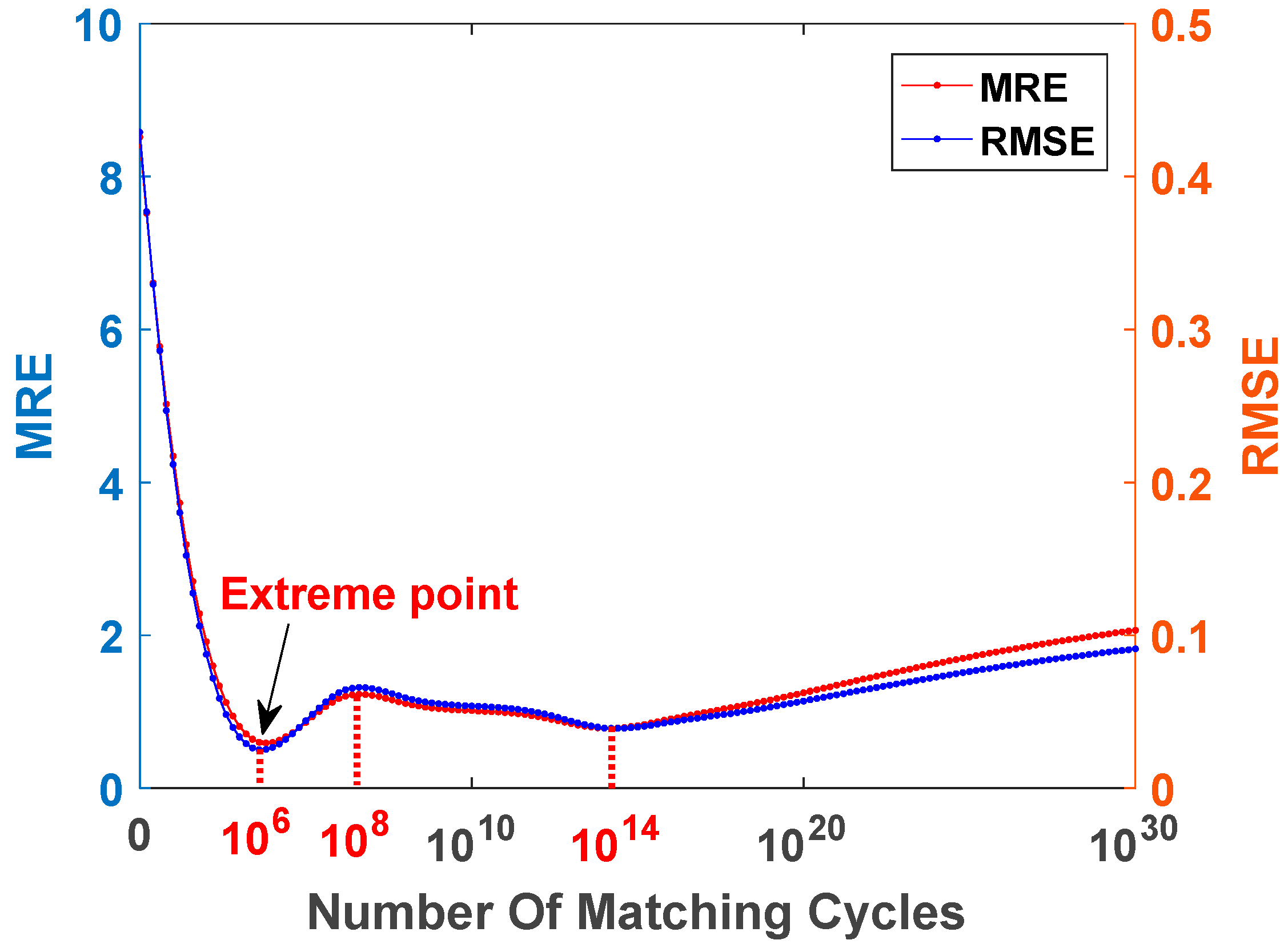
3.1. Eigen QR Decomposition Direct Clustering Algorithm (EQRDD)
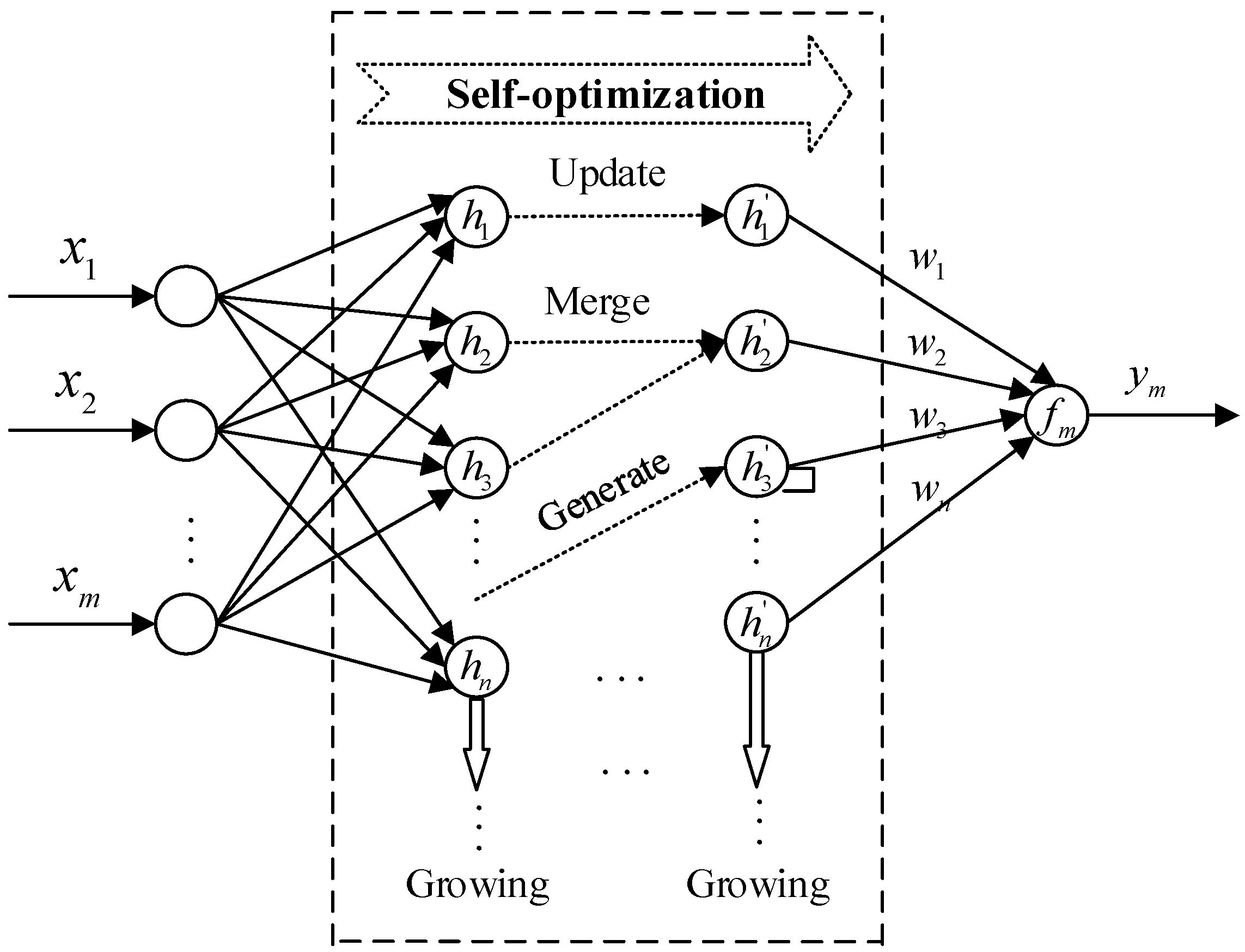
3.2. Structure Dynamic Self-Optimizing RBF Neural Network (SDSO-RBFNN)
4. The Simulation and Industrial Verification Results
4.1. Selection and Comparison of Maximum Likelihood Radial Basis Function Model
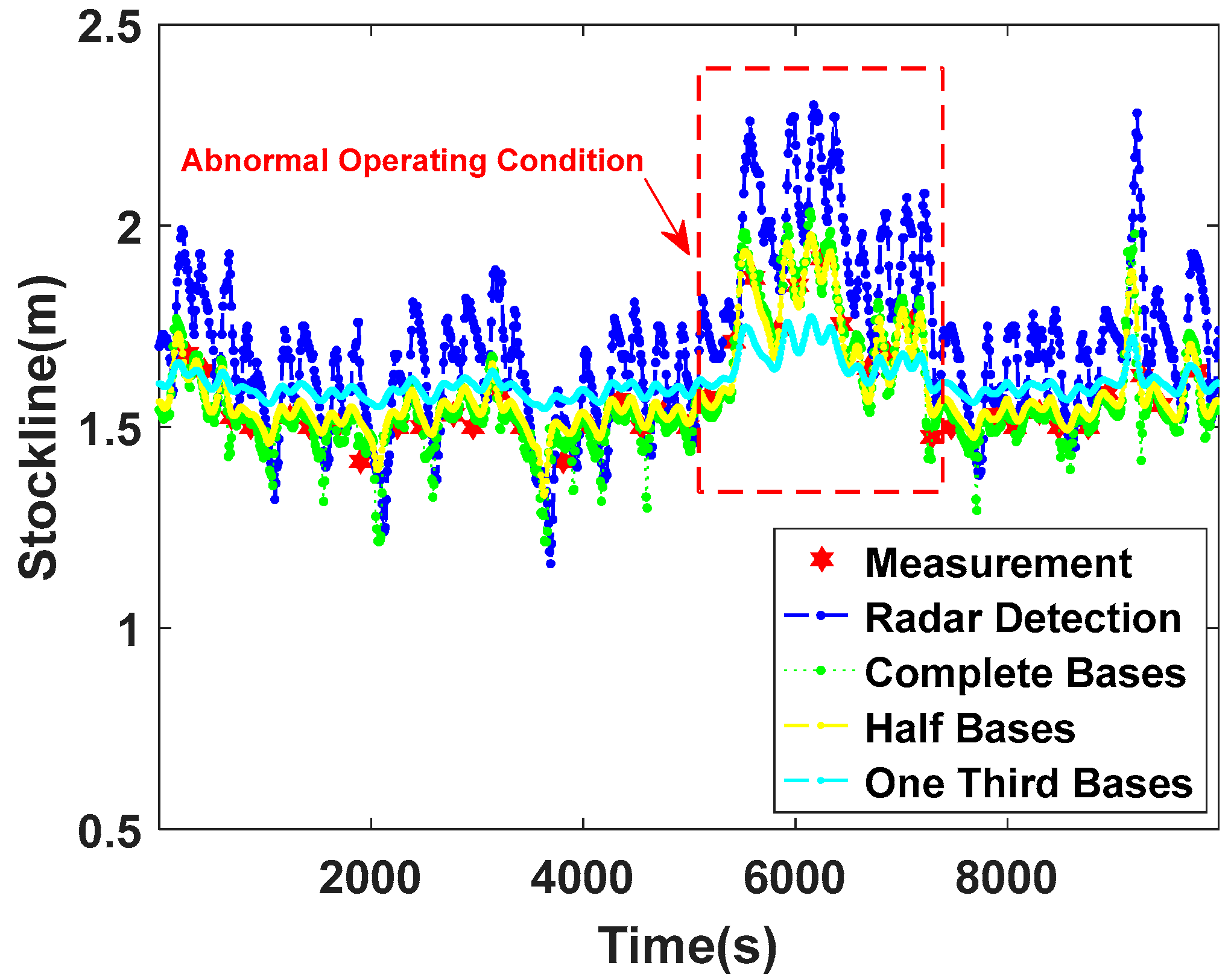
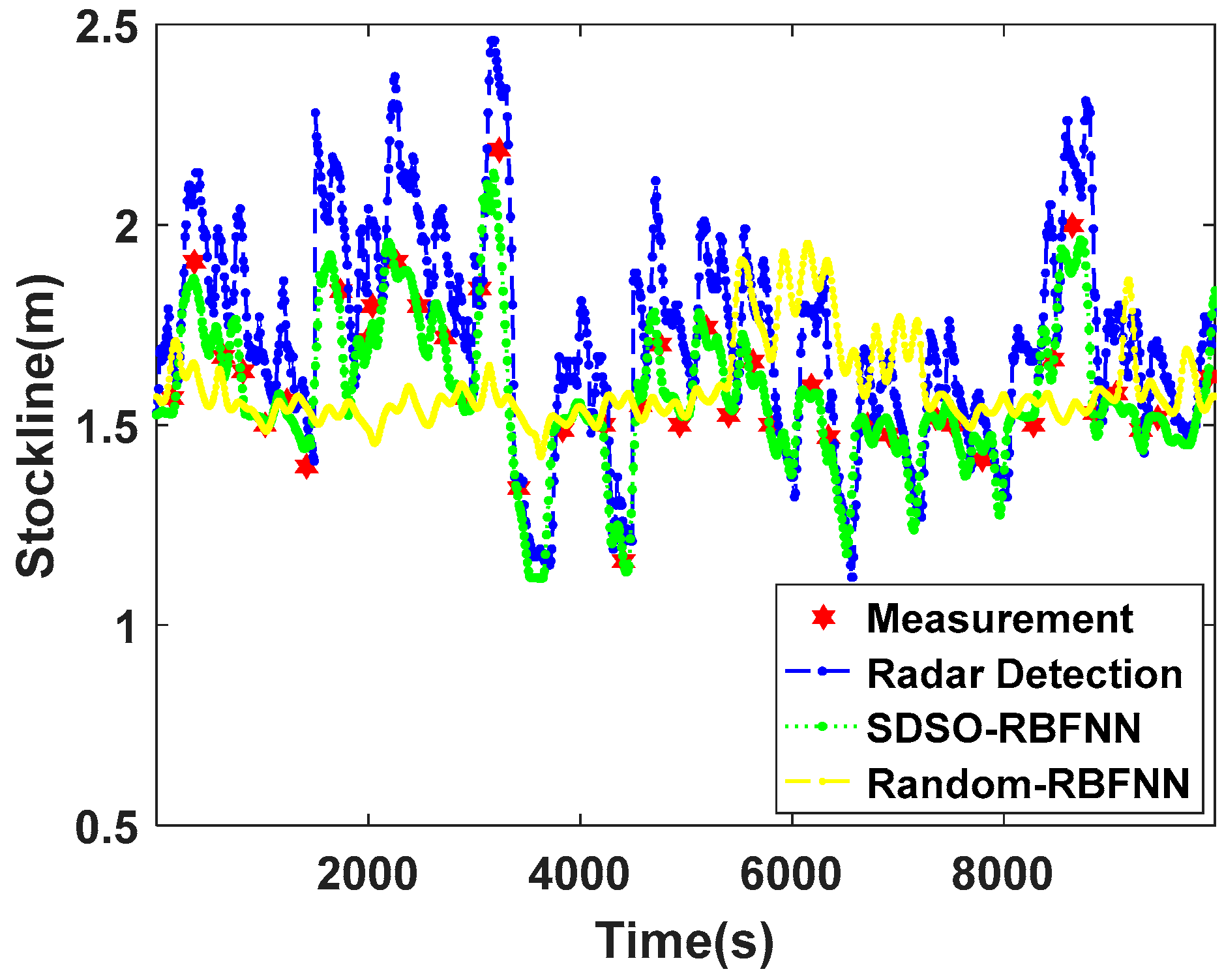
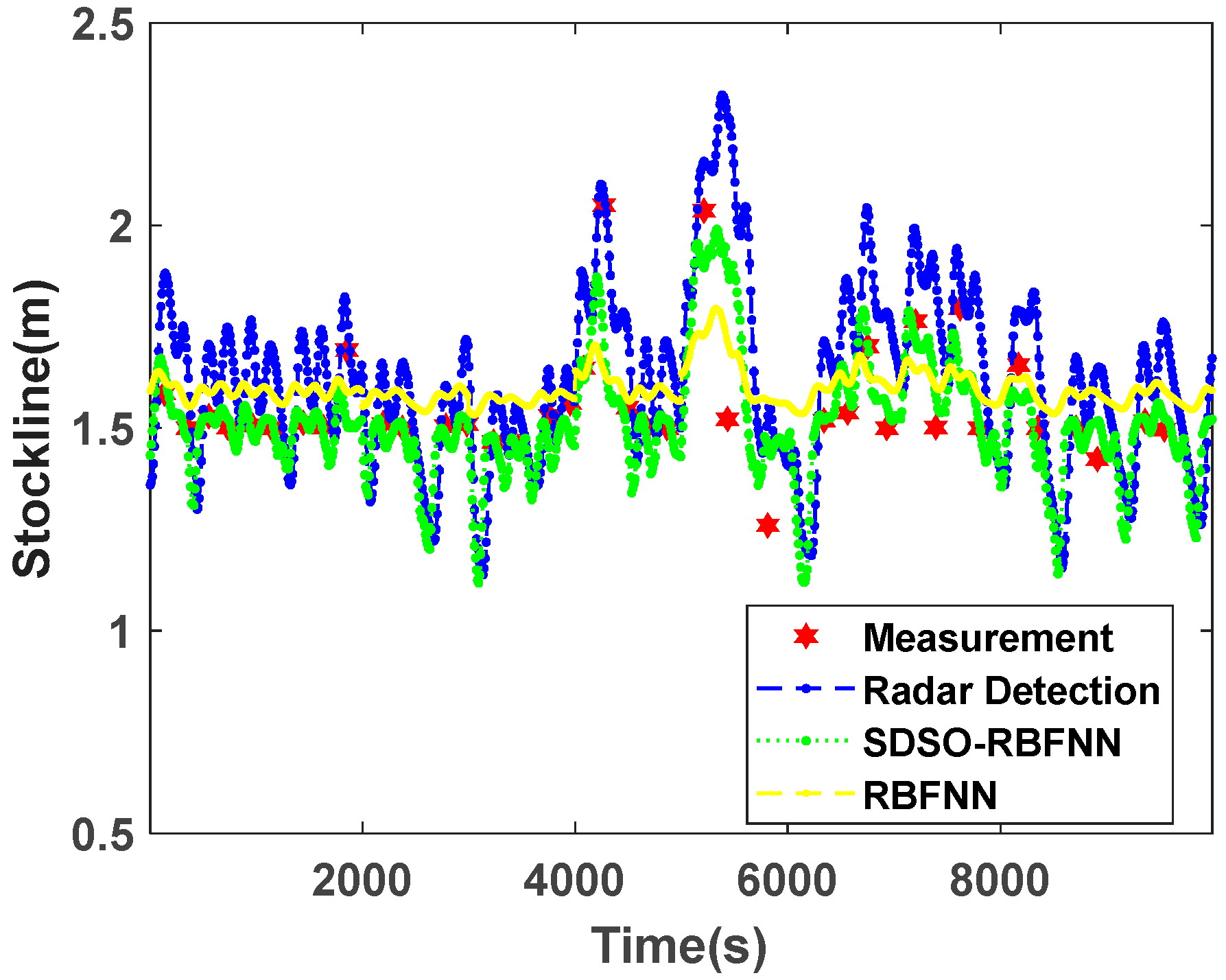
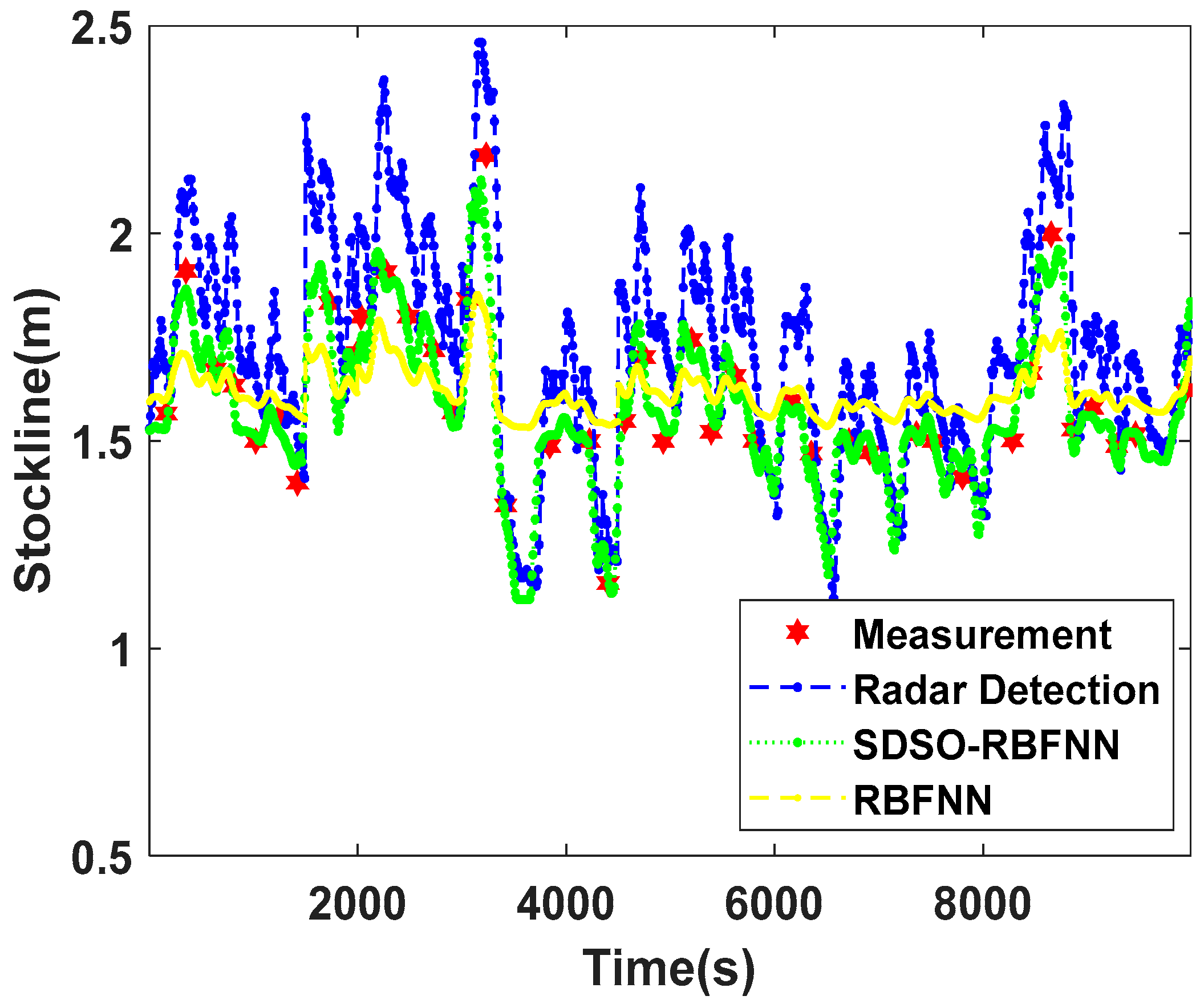
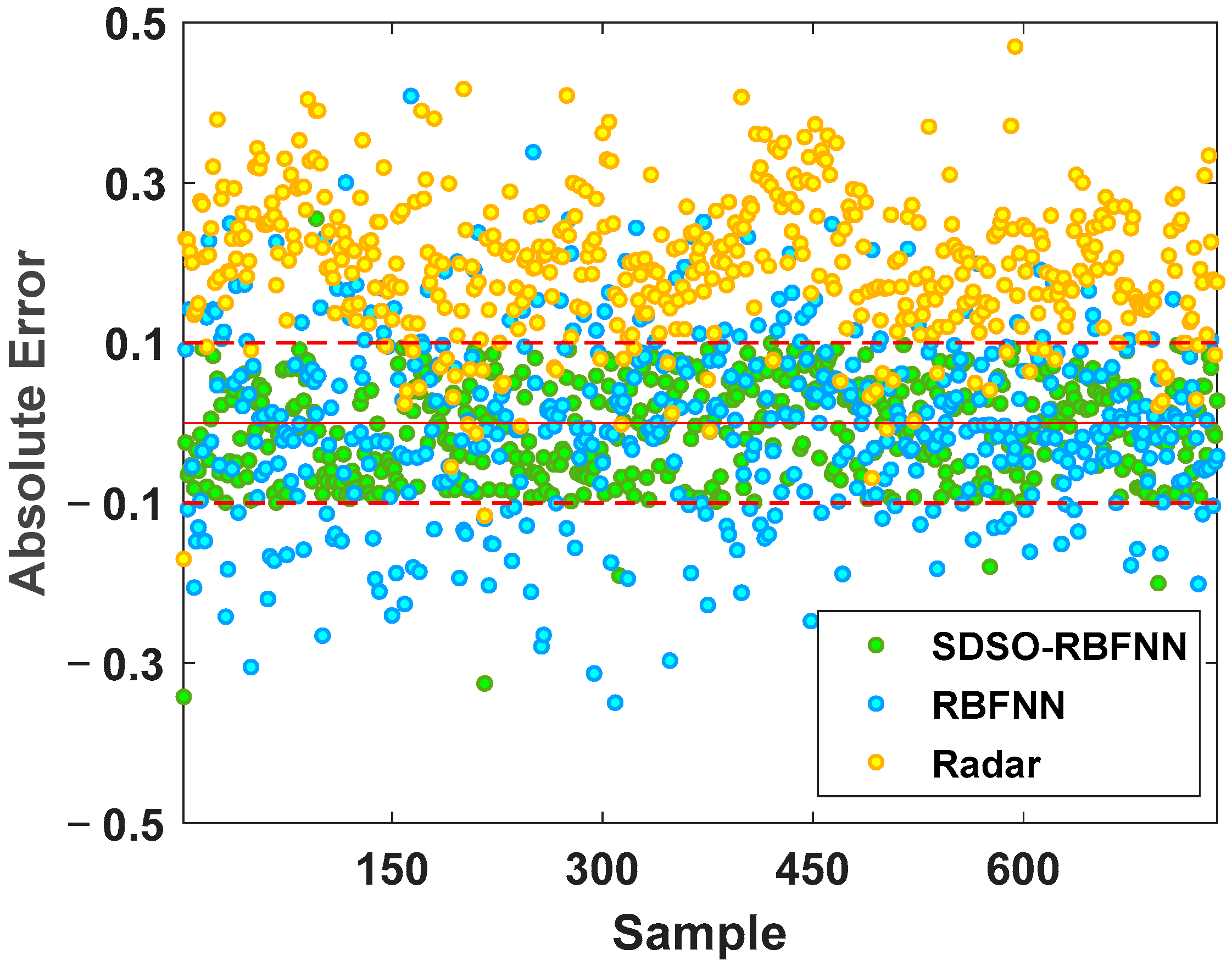
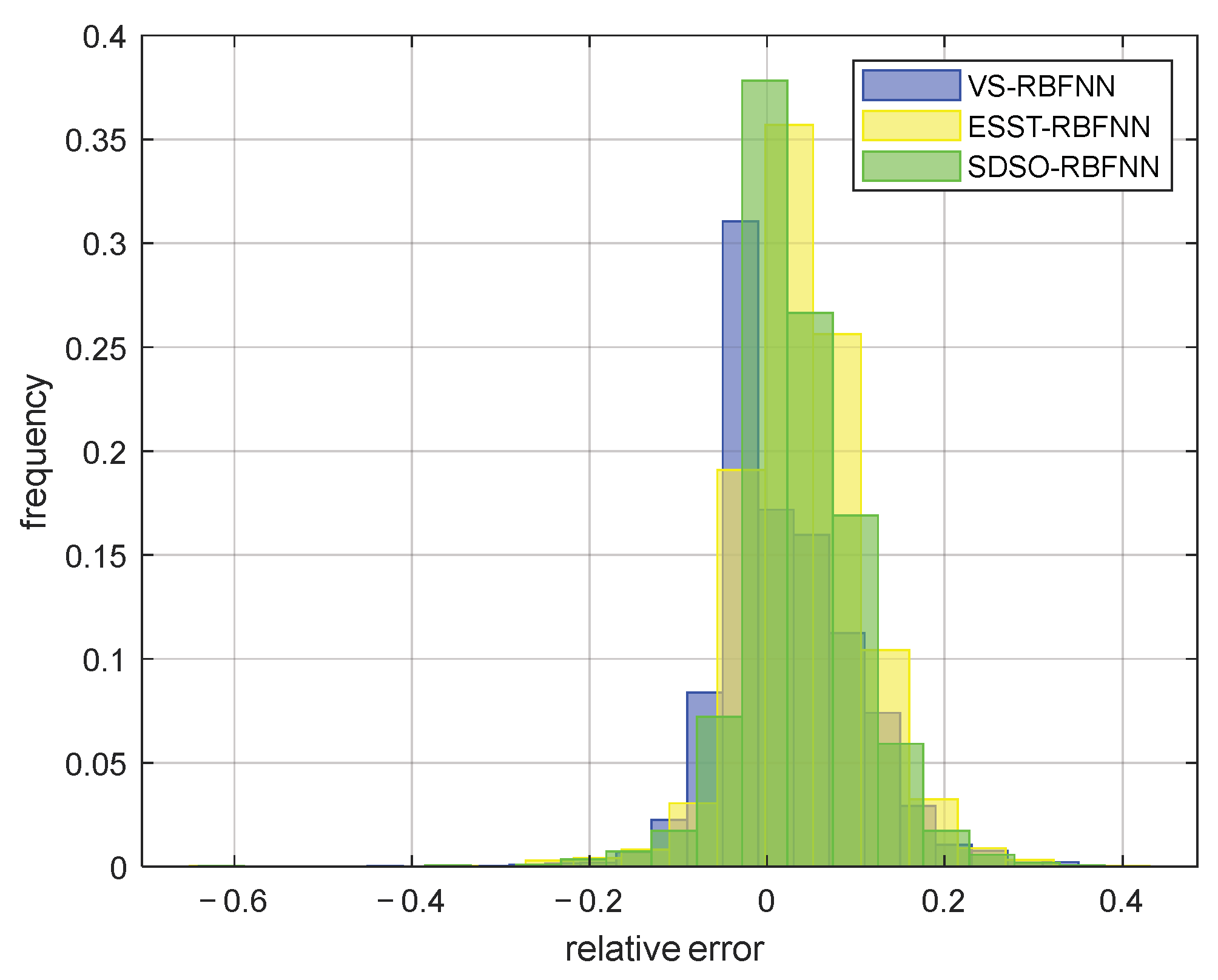
4.2. Verification of the Blast Furnace Stockline Detection Based on SDSO-RBFNN
5. Discussion and Conclusions
5.1. Discussion
5.2. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mikhailova, U.; Kalugina, O.; Afanasyeva, M.; Konovalov, M. Development of Automated Control System of Blast-Furnace Melting Operation. In Proceedings of the International Russian Automation Conference (RusAutoCon), Sochi, Russia, 8–14 September 2019; pp. 1–4. [Google Scholar] [CrossRef]
- Gurin, I.A.; Spirin, N.; Lavrov, V.V. MES development for optimal distribution of fuel and energy resources in blast-furnace production. In Proceedings of the International Conference on Industrial Engineering, Applications and Manufacturing (ICIEAM), Saint Petersburg, Russia, 16–19 May 2017; pp. 1–6. [Google Scholar] [CrossRef]
- Huang, Y.; Lai, X.; Zhang, K.; An, J.; Chen, L.-F.; Wu, M. Two-Stage Decision-Making Method for Burden Distribution Based on Recognition of Conditions in Blast Furnace. IEEE Trans. Ind. Electron. 2020, 68, 4199–4208. [Google Scholar] [CrossRef]
- Wang, X.; Tang, X.-Y.; Hao, Z.; Li, S.; Yang, C. Real-time Blast Furnace Monitoring based on Temporal Sub-mode Recognition. In Proceedings of the IEEE International Instrumentation and Measurement Technology Conference (I2MTC), Ottawa, IL, Canada, 16–19 May 2022; pp. 1–6. [Google Scholar] [CrossRef]
- Zhou, T.; Zhang, Z.-X.; Wu, X.-J. Experimental Study on Low NOx Emission Using Blast Furnace Gas Reburning and Industrial Application in Stoker Boiler. In Proceedings of the Second International Conference on Digital Manufacturing & Automation, Ho Chi Minh City, Vietnam, 22–24 April 2011; pp. 523–526. [Google Scholar] [CrossRef]
- Duan, J.; Zhang, W. Research on the Blast Furnace Charge Position Tracking Based on Machine Learning Regression Model. In Proceedings of the 10th International Conference on Modelling, Identification and Control (ICMIC), Guiyang, China, 2–4 July 2018; pp. 1–6. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, S.; Zhang, J.; Yin, Y.; Xiao, W.; Zhang, Z. Data-Driven Multiobjective Optimization for Burden Surface in Blast Furnace with Feedback Compensation. IEEE Trans. Ind. Inf. 2019, 16, 2233–2244. [Google Scholar] [CrossRef]
- Zhou, H.; Zhang, H.; Yang, C. Hybrid-Model-Based Intelligent Optimization of Ironmaking Process. IEEE Trans. Ind. Electron. 2019, 67, 2469–2479. [Google Scholar] [CrossRef]
- Qingwen, H.; Xianzhong, C.; Ping, C. Radar data processing of blast furnace stock-line based on spatio-temporal data association. In Proceedings of the 34th Chinese Control Conference (CCC), Hangzhou, China, 28–30 July 2015; pp. 4604–4609. [Google Scholar] [CrossRef]
- Schuster, S.; Zankl, D.; Scheiblhofer, S.; Feilmayr, C.; Reisinger, J.; Feger, R.; Stelzer, A.; Schmid, C. Massive MIMO Radar based Burden Surface Imaging: How mm-Wave Integrated Circuits Enable Optimization of Blast Furnace Charging. In Proceedings of the IEEE MTT-S International Conference on Microwaves for Intelligent Mobility (ICMIM), Munich, Germany, 16–18 April 2020; pp. 1–4. [Google Scholar] [CrossRef]
- Shi, Q.; Wu, J.; Ni, Z.; Lv, X.; Ye, F.; Hou, Q.; Chen, X. A Blast Furnace Burden Surface Deeplearning Detection System Based on Radar Spectrum Restructured by Entropy Weight. IEEE Sens. J. 2020, 21, 7928–7939. [Google Scholar] [CrossRef]
- Ma, Z.H. Control method and application of furnace top rod system based on S120 converter. Metall. Ind. Autom. 2015, 39, 68–71. [Google Scholar]
- Liu, X.; Liu, Y.; Zhang, M.; Chen, X.; Li, J. Improving Stockline Detection of Radar Sensor Array Systems in Blast Furnaces Using a Novel Encoder–Decoder Architecture. Sensors 2019, 19, 3470. [Google Scholar] [CrossRef] [PubMed]
- Wang, H.; Li, W.; Zhang, T.; Li, J.; Chen, X. Learning-Based Key Points Estimation Method for Burden Surface Profile Detection in Blast Furnace. IEEE Sens. J. 2022, 22, 9589–9597. [Google Scholar] [CrossRef]
- Ito, M.; Matsuzaki, S.; Kakiuchi, K.; Isobe, M.; Ishida, T.; Fujii, A.; Naito, M. Development of the visual information technique of blast furnace process data. In Proceedings of the 2004 IEEE International Conference on Control Applications, Taipei, Taiwan, 2–4 September 2004; Volume 2, pp. 884–889. [Google Scholar] [CrossRef]
- Yu, Q.; Chen, X.; Hou, Q. Verification of Near Field SAR Image Formation Based on RMA in Blast Furnace Stock Lines. In Proceedings of the 37th Chinese Control Conference (CCC), Wuhan, China, 25–27 July 2018. [Google Scholar] [CrossRef]
- Xiu, H.N.; Xiong, L.Y.; Chen, X.Z.; Liu, Y. Development and application of a swing radar instrument for blast furnace bu. Metall. Ind. Autom. 2021, 45, 101–109. [Google Scholar]
- Zhou, P.; Lv, Y.; Wang, H.; Chai, T. Data-Driven Robust RVFLNs Modeling of a Blast Furnace Iron-Making Process Using Cauchy Distribution Weighted M-Estimation. IEEE Trans. Ind. Electron. 2017, 64, 7141–7151. [Google Scholar] [CrossRef]
- Huang, J.; Chen, Z.; Jiang, Z.; Gui, W. 3D Topography Measurement and Completion Method of Blast Furnace Burden Surface Using High-Temperature Industrial Endoscope. IEEE Sens. J. 2020, 20, 6478–6491. [Google Scholar] [CrossRef]
- Chen, Z.; Jiang, Z.; Yang, C.; Gui, W. Detection of Blast Furnace Stockline Based on a Spatial–Temporal Characteristic Cooperative Method. IEEE Trans. Instrum. Meas. 2020, 70, 2500213. [Google Scholar] [CrossRef]
- Chen, Y.; Chen, Z.; Gui, W.; Yang, C. Real-Time Detection and Short-Term Prediction of Blast Furnace Burden Level Based on Space-Time Fusion Features. Sensors 2022, 22, 5412. [Google Scholar] [CrossRef] [PubMed]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
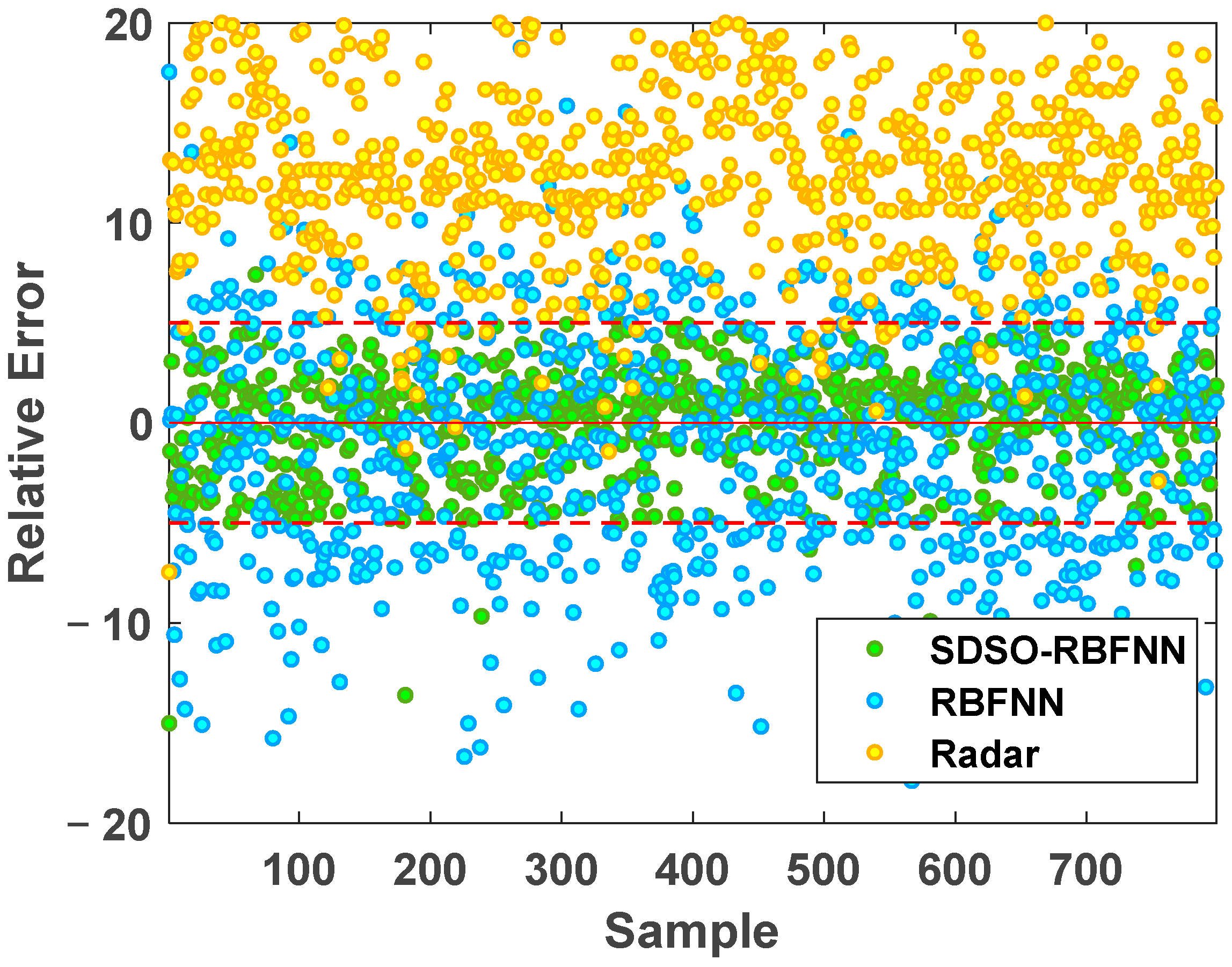
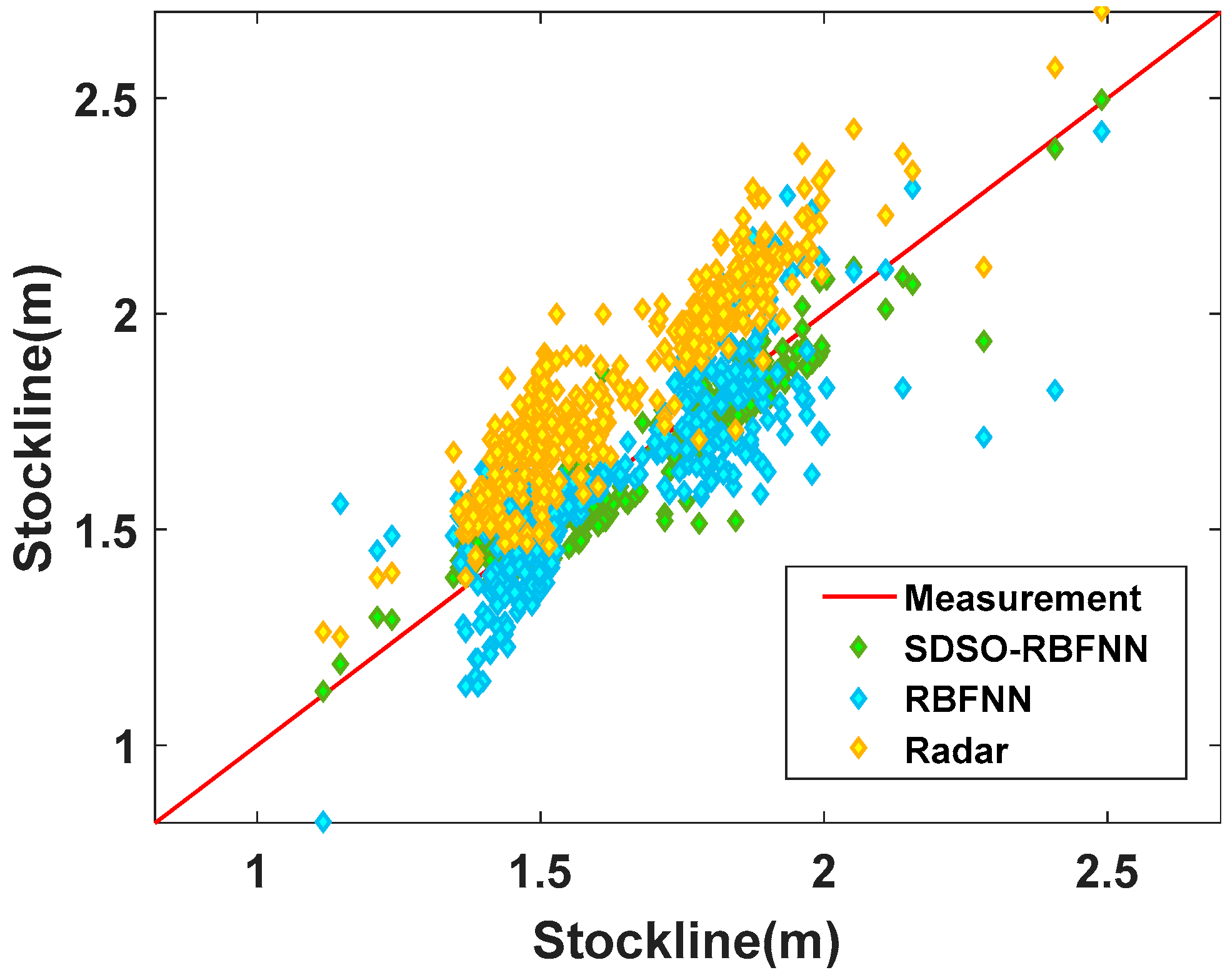
| Method | Statistical Indices | |||
|---|---|---|---|---|
| MRE | RMSE | Error-2% | Error-5% | |
| Radar | 18.73% | 0.2156 | 55.13% | 55.13% |
| RBFNN | 8.94% | 0.1162 | 58.97% | 67.95% |
| Proposed | 2.73% | 0.0388 | 92.31% | 99.13% |
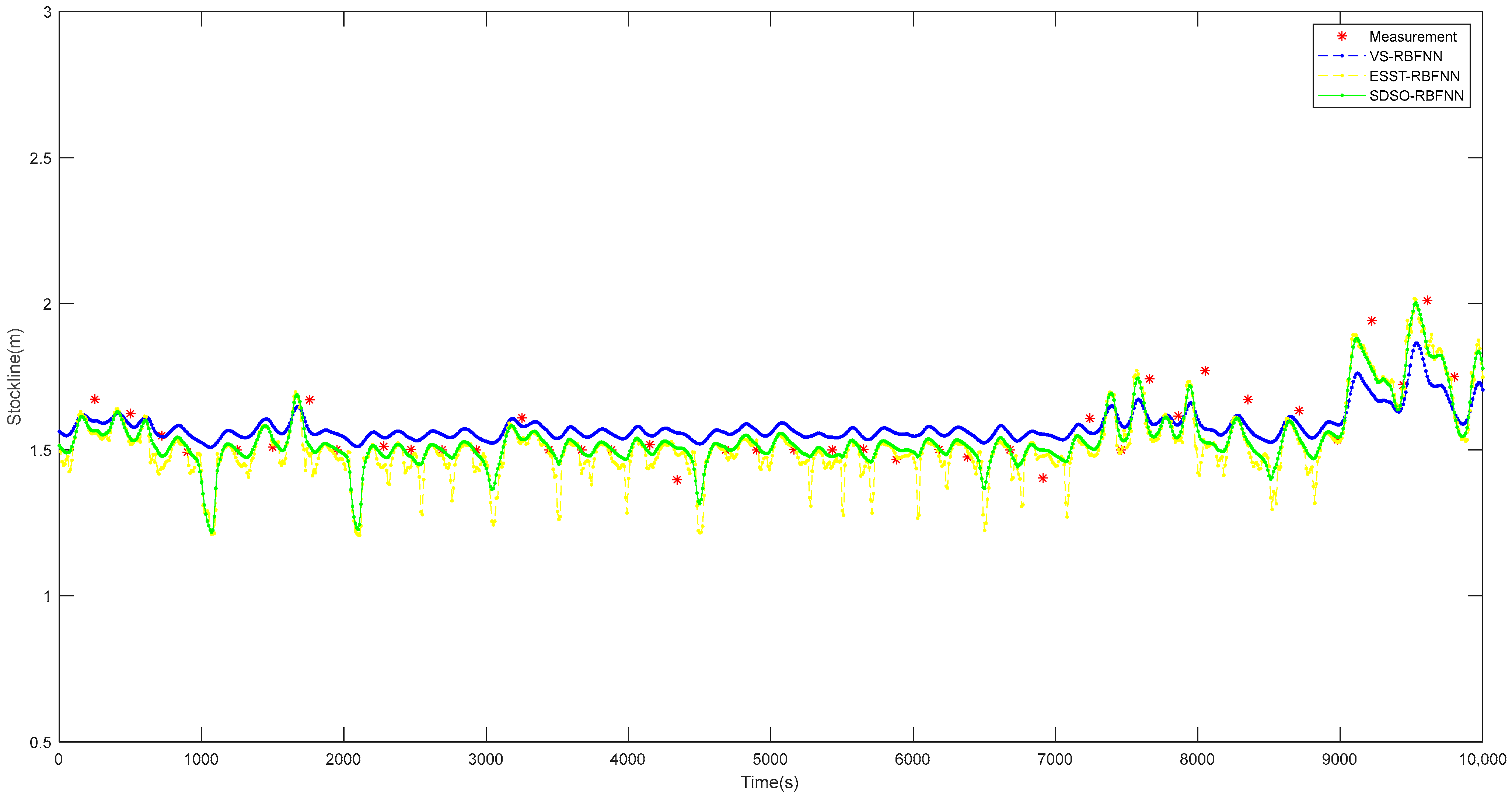
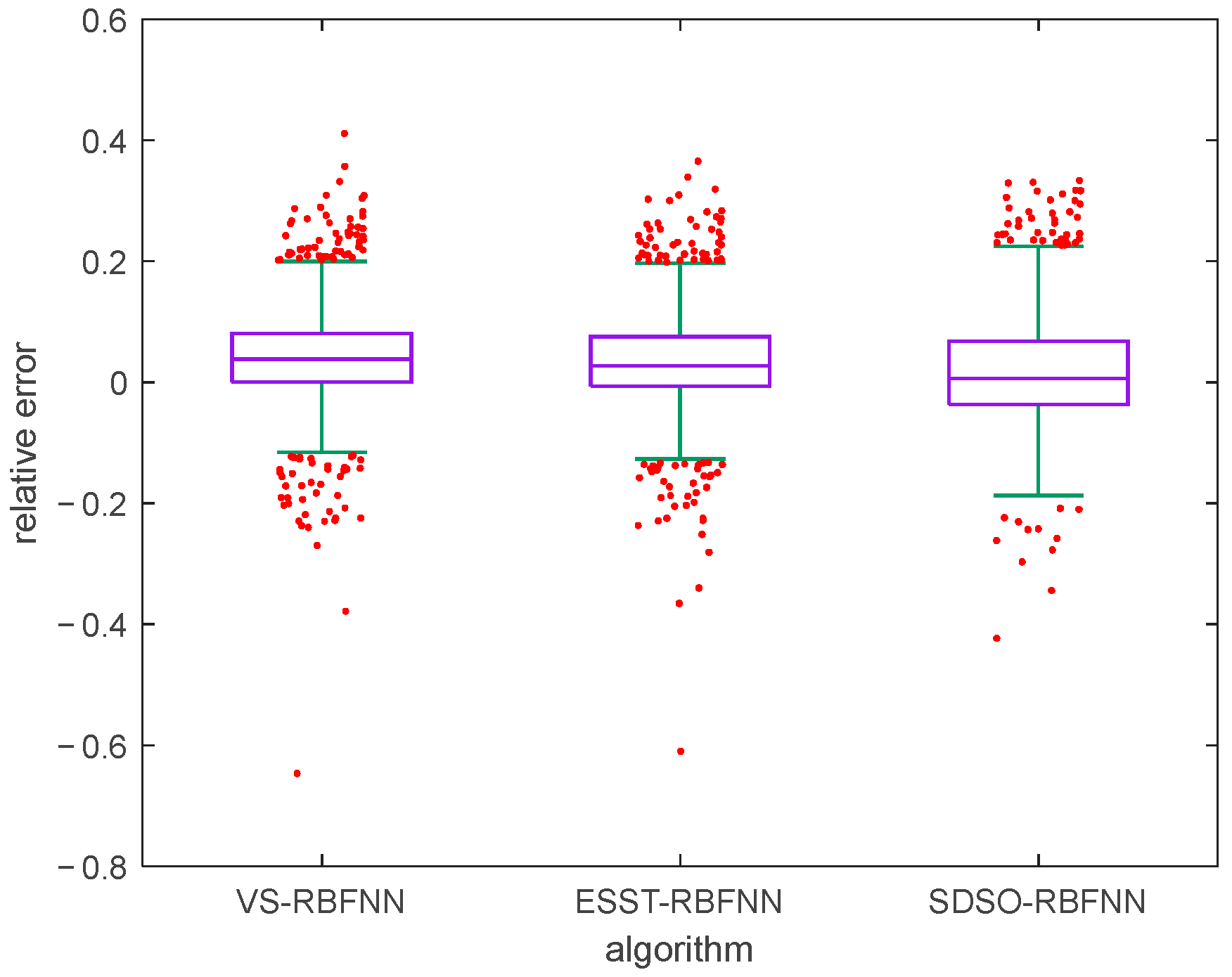
| Method | Statistical Indices | ||||
|---|---|---|---|---|---|
| MSE | RMSE | MAE | EAP | R2 | |
| VS-RBFNN | 0.0226 | 0.1503 | 0.1056 | 6.0227% | 0.4295 |
| ESST-RBFNN | 0.0222 | 0.1491 | 0.1046 | 5.9823% | 0.3664 |
| Proposed | 0.0200 | 0.1415 | 0.0962 | 5.4677% | 0.3563 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, P.; Chen, Z.; Gui, W.; Yang, C. High-Precision Real-Time Detection of Blast Furnace Stockline Based on High-Dimensional Spatial Characteristics. Sensors 2022, 22, 6245. https://doi.org/10.3390/s22166245
Liu P, Chen Z, Gui W, Yang C. High-Precision Real-Time Detection of Blast Furnace Stockline Based on High-Dimensional Spatial Characteristics. Sensors. 2022; 22(16):6245. https://doi.org/10.3390/s22166245
Chicago/Turabian StyleLiu, Pan, Zhipeng Chen, Weihua Gui, and Chunhua Yang. 2022. "High-Precision Real-Time Detection of Blast Furnace Stockline Based on High-Dimensional Spatial Characteristics" Sensors 22, no. 16: 6245. https://doi.org/10.3390/s22166245
APA StyleLiu, P., Chen, Z., Gui, W., & Yang, C. (2022). High-Precision Real-Time Detection of Blast Furnace Stockline Based on High-Dimensional Spatial Characteristics. Sensors, 22(16), 6245. https://doi.org/10.3390/s22166245