1. Introduction
Tool wear-out detection systems are used on the production floor to determine the wear-out of the tool. It is essential to monitor the tool during operation as any wear-out or breakage will affect the product quality and increase the production time and cost. Traditional tool wear-out detection methods include profilometry and optical and radiographic methods [
1]. There are two tool wear systems today: the contact type and non-contact type. The contact type includes sensors in direct contact with the tool.
In contrast, non-contact sensors indirectly measure related physical quantities that change with the machining process and establish a realistic mathematical model between the relevant physical quantities and tool wear [
2]. These conventional measurements use vibration, acoustic, visual, and thermal methods to detect tool wear [
3,
4]. The measurement is based on indirect means such as vibrations signals from an accelerometer [
5], acoustic emission (AE) [
6,
7], sound sensors [
8], and infrared imaging for thermal optics and infrared thermometers [
9].
AE might be adequately available in the complete machining zone; selecting a suitable location to fix the AE sensor to grab appropriate AE signals is questionable, as insight into the AE path has to be determined. A disadvantage of employing AE as an indicator of tool wear is that its signals are more susceptible to machining and sound variations than the tool condition itself. Utilizing AE as an individual sensor to observe the cutting tool condition is challenging [
4]. The static and dynamic components of the cutting force have a significant effect on tool wear. The measurement of cutting force dynamics requires piezo-electric dynamometers, which are highly expensive and not affordable by small and medium-scale industries [
10]. The correlation between vibration signals and the cutting forces establishes the dynamic nature of the material removal process. Using cutting force and vibration sensors increases the signal processing complexity and cost [
11].
The tool condition is monitored using the cutting zone temperature. The cutting temperature increases with speed and feed [
12]. The cutting temperature can be decreased using coolant [
13] and the cryogenic cooling technique [
14], and the cutting tool performance can be increased by machining with appropriate cutting speeds [
15]. The analytical model can calculate the cutting tool temperature [
16], and the high-speed machining of more rigid materials increases the tool temperature and decreases the tool life [
17]. The friction model can also predict the chip form, cutting force, and temperature [
18]. It is possible to analyze the cutting tool and workpiece from the chip temperature approximately, which leads to an error in obtaining the exact value. It becomes a disadvantage when working in high temperatures [
11].
A vision system with a complex image processing algorithm is essential for tool wear monitoring, which is a challenging task [
17]. The indirect measurement methods are often costly compared to other modes of wear detection. Hence, a direct measurement is required for tool wear-out detection. Thin/thick film sensors are material traces deposited over a film or substrate. These can be used as surface coatings or as individual components for a wide range of sensory applications at a minimum cost. Another benefit of using a thin/thick film sensor for wear measurement is its simple installation on any surface or system with a minimum effect on the measurement operation. A hydrogenated carbon layer-based thin film sensor was developed for examining ball screw drives. They reported improved reliability of the sensor in determining the condition of the ball screws [
19]. A tool-integrated thin-film sensor with four-layers on the surface of cemented carbide cutting inserts was developed to measure the temperature of the cutting tool and tool wear [
20].
A thin film transducer with an Al
2O
3 base coating was used to detect the tool wear. The effect on the sensor due to thermal stresses was explored. Wear can also be measured using resistance materials. When materials wear-out, there is a corresponding change in resistance, which can be used to detect the wear-out [
21]. The resistance-based approach is limited due to the variation in resistance with temperature. The tool heated up after a specific operation time will negatively affect the sensor accuracy. The necessary properties of the thick film sensor tracer material include good electrical conductivity, adhesion to the shielding layers, and minimal ductility. Aluminum oxide and tantalum oxide were suitable materials for thick film sensor tracing. However, the chemical vapor deposition method used in the fabrication proved to be a real challenge. Indium–tin oxide was also found to have high conductivity, but the fabrication cost was high [
22].
The TiAlN coating on the tool flank face was used for tool temperature measurement during operation [
23]. The vapor deposition of thin film sensors on the flat and curved surface was performed to detect flank wear land width [
24]. A strain gauge sensor was integrated into the tool to measure forces during machining operations [
25]. An MXene thin film sensor was used to monitor the health condition of the repaired composite structure [
26]. The MXene material has high conductivity, specific surface area, excellent hydrophilicity, exceptional mechanical properties, and other characteristics. MXene, combined with appropriate materials, is used to design strain and temperature sensors for health monitoring applications [
27]. Wearable physical sensors made from graphene are used to develop strain gauge, temperature and pressure sensors for health monitoring, human–robotic interface, and therapeutics [
28]. A reduced graphene oxide (r-GO) based flexible strain gauge sensor was fabricated and reproduced the characteristics of the strain gauge [
29].
A wear-resistant thin film sensor was developed using Al
2O
3 and Cr to measure the temperature during the turning process. It was found that the sensor resistance gradually increased with an increase in temperature. The fabricated sensor was tested by turning AISI 4141 steel. The delamination was found in the SEM images when the tool became worn-out. The delamination can be avoided by providing enhanced adhesion between the layers [
30]. Thin film sensors (thickness of a few μm) with polymer substrates cannot be used for wear detection applications such as in cutting tools as they cannot withstand moderate cutting tool temperatures occurring during operation. Therefore, a thick film sensor (thickness range of 50–100 μm) can be used for a particular application with the same principles involved in thin film sensor operation. The main limitation of using thin/thick film sensors on tools is the temperature generated during heavy-duty cycle machining operations, which affect polymer sensors.
The increased temperature will also affect the tracing–substrate contact due to variations in the coefficient of thermal expansion of the two materials [
31]. The thermal expansion of a material is caused by the increase in the average inter-atomic distance during heating. The problem of inter-atomic distance can be avoided by using the system only for low-duty cycle machining operations or high-temperature-resistant polymers. The silver–polyester thick film sensor and associated wear detection system advocated in this study used the conductance method to monitor the wear by attaching the film sensor to the tooltip.
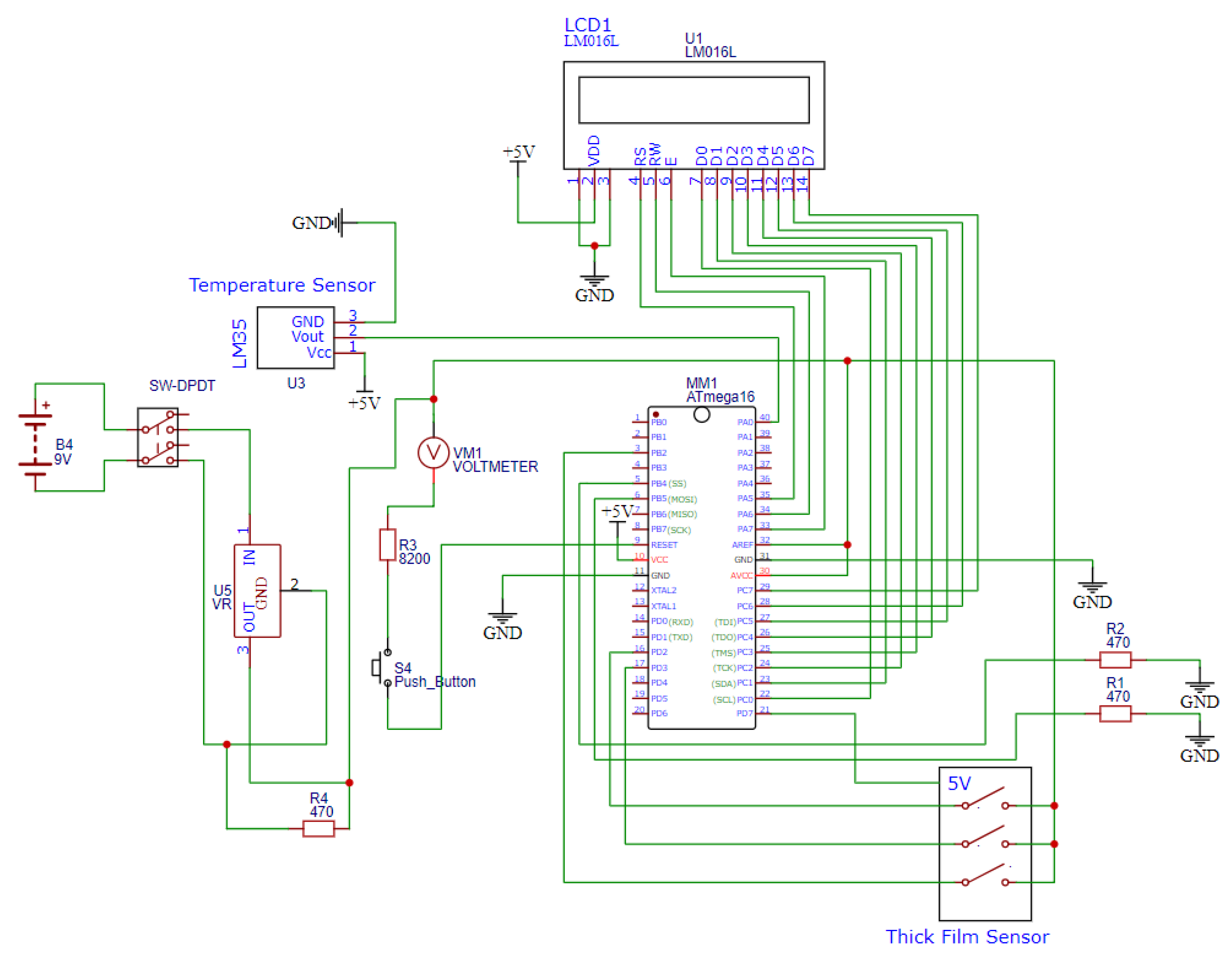
From the literature, it was observed that there was no trace of research on thick film sensors to detect wear in single-point cutting tools. Furthermore, as in resistance-based wear detection methods, few attempts have been made to fabricate and test a wear sensor with a direct mode of operation (wear acting directly on the sensor). Therefore, an attempt was made to design, fabricate, and test a thick film sensor positioned at the tooltip and related wear detection system to measure the wear with high accuracy and reliability. Aside from wear detection, sensor temperature monitoring during low-duty cycle operation, and thermal displacement analysis of the proposed thick film sensor materials were also performed. The proposed methodology includes thick film sensor design, analysis, fabrication, wear detection system design, and component assembly, followed by lathe testing for sensor temperature and tool wear.
4. Sensor Integration and Testing
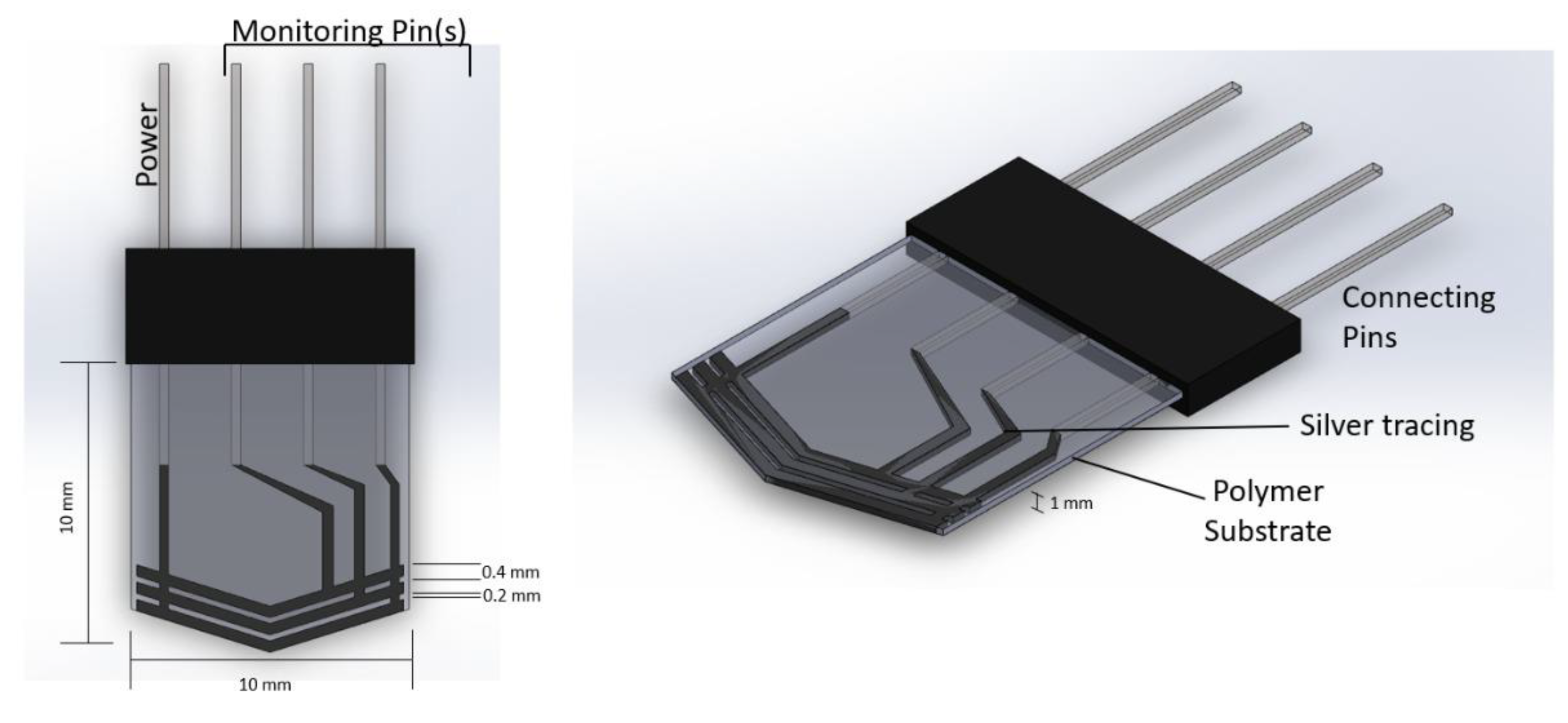
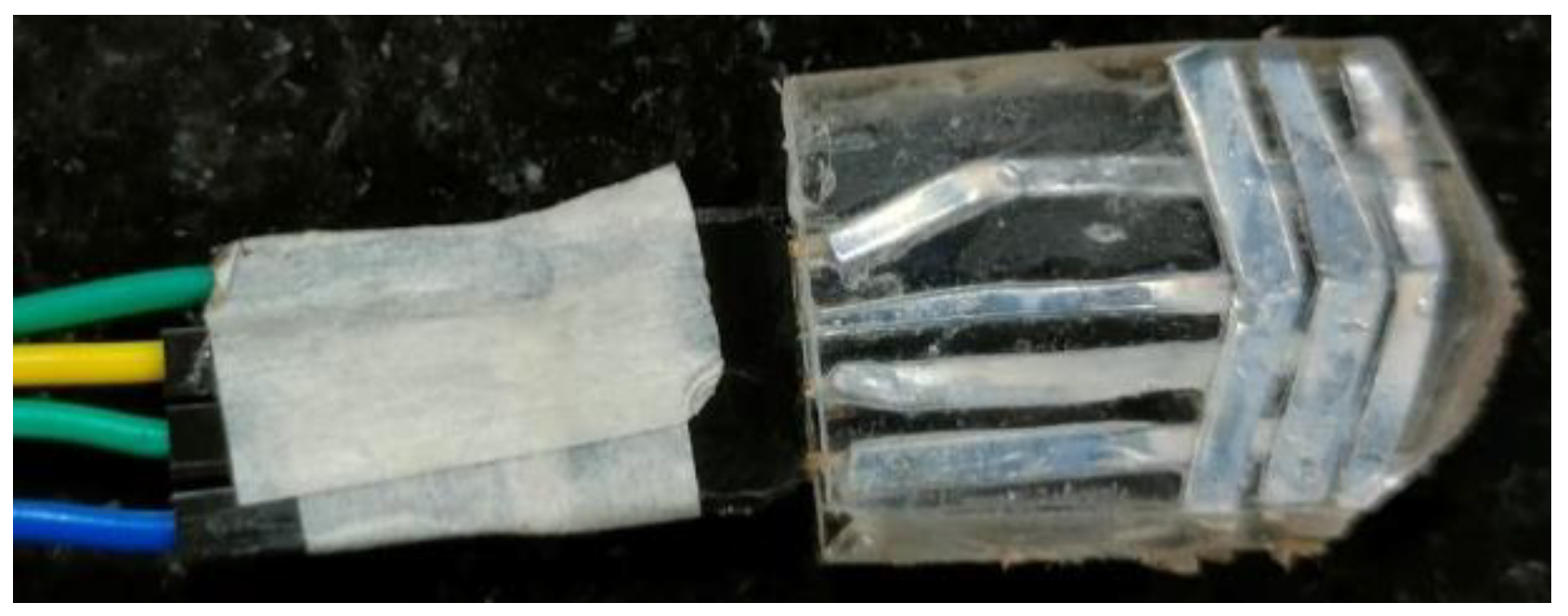
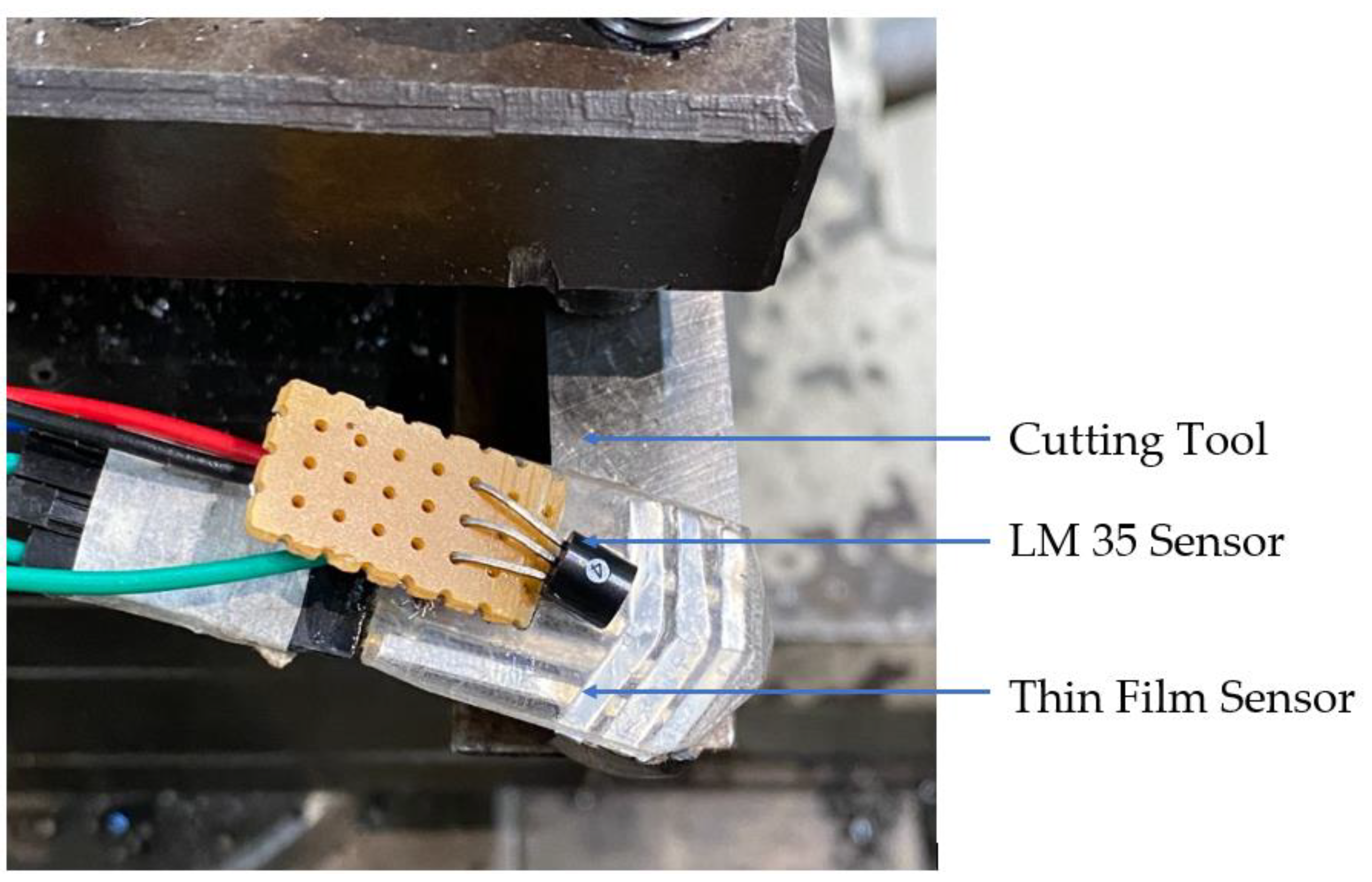
A silver-polyester-based thick film sensor was mounted on the sensor side of the insulating layer. The tracing was placed close to the tooltip at a clearance of 1 mm, as shown in
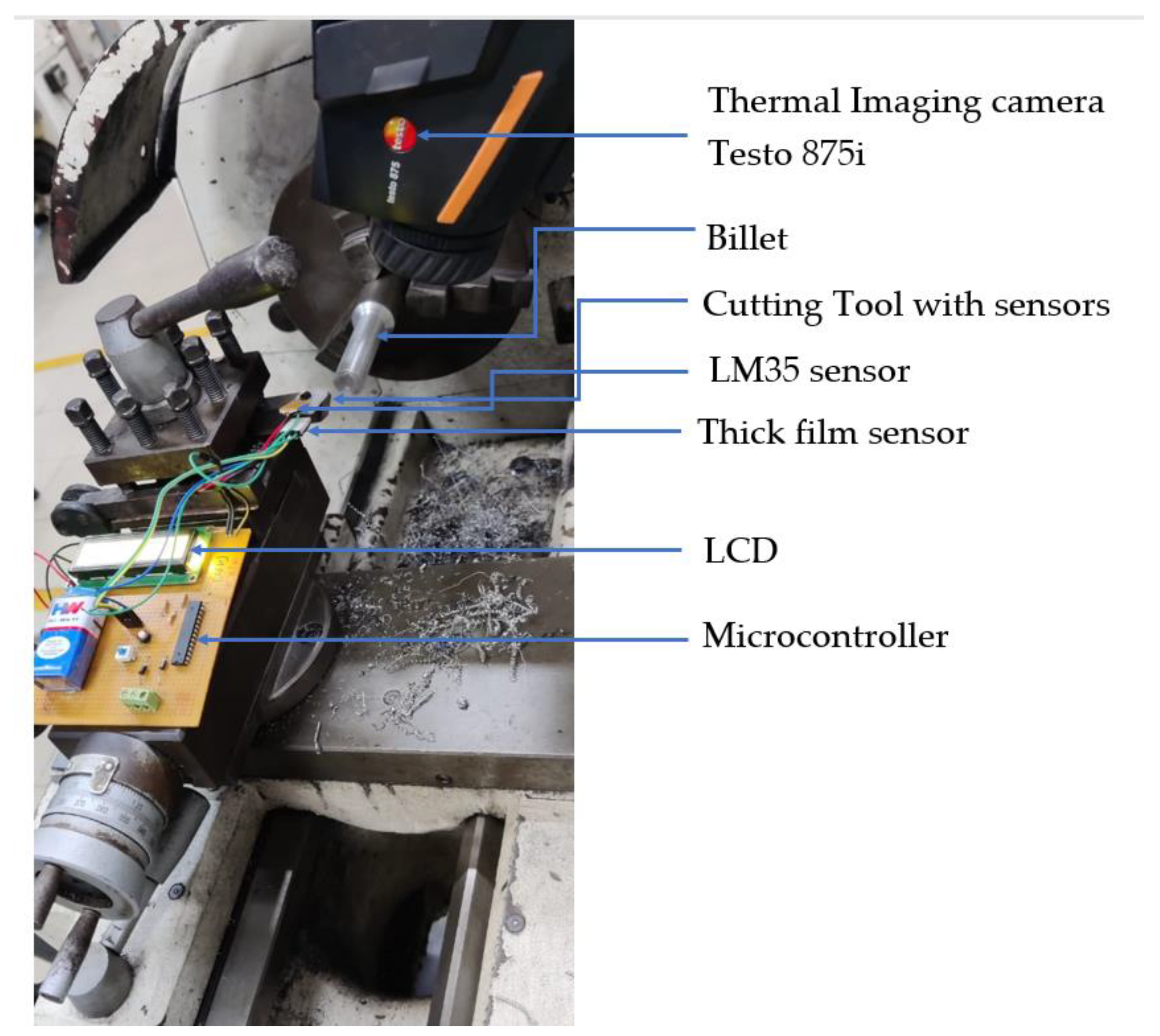
Figure 7. Testing was carried out with a single-point cutting tool in a lathe machine, as shown in
Figure 8. First, temperature readings from the thermal sensor placed on the mica insulator were used to monitor the temperature at the sensor end of the insulator layer adhered to the tool. The temperature measurement was performed to ensure that the temperature at the sensor end would be within the operating range of the thick film sensor.
The cutting tool used for turning was High-Speed Steels (HSS 18:4:1) containing 18% tungsten, 4% chromium, 1% vanadium, 0.8% carbon, and the remainder was iron. Mild steel with a billet size of 100 mm in length and 25 mm in diameter was positioned for turning operation. The material properties of mild steel are given in
Table 4. The turning parameters used in this operation are given in
Table 5. Cutting fluid usage was avoided to detect the proper temperature rise at the insulating layer’s sensor side to study the sensor temperature’s dependence on the operating time. The cutting depth was varied, and the temperature was recorded.
Additionally, the temperature was measured with a thermal imaging camera Testo 875i at the end of each pass to measure the cutting zone temperature. The thick film sensor outlets were connected to the wear detection system placed on the tool post, as shown in
Figure 8. The tooltip was separately ground to simulate tip wear, and the tool wear detection system’s responses were noted for tool wear every 0.4 mm.




 ,
, 















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}