
Residual Stress Distribution Monitoring and Rehabilitation in Ferromagnetic Steel Rods


 ,
,  ,
, 
Abstract
:1. Introduction
2. Stress Monitoring
2.1. Permeability Monitoring
2.2. MDL Stress Monitoring
2.3. High Frequency Eddy Current Based Stress Monitoring
3. Stress Annihilation
4. Discussion
4.1. On the Stress Monitoring and Annihilation
- All measurements are in a relatively good agreement. Stresses are detected at the same positions, which is the important parameter to be detected. Bearing this in mind, the stress annihilation can be realized by localized heating, which, from the initial evidence and performance reported in this paper, has a promising potential.
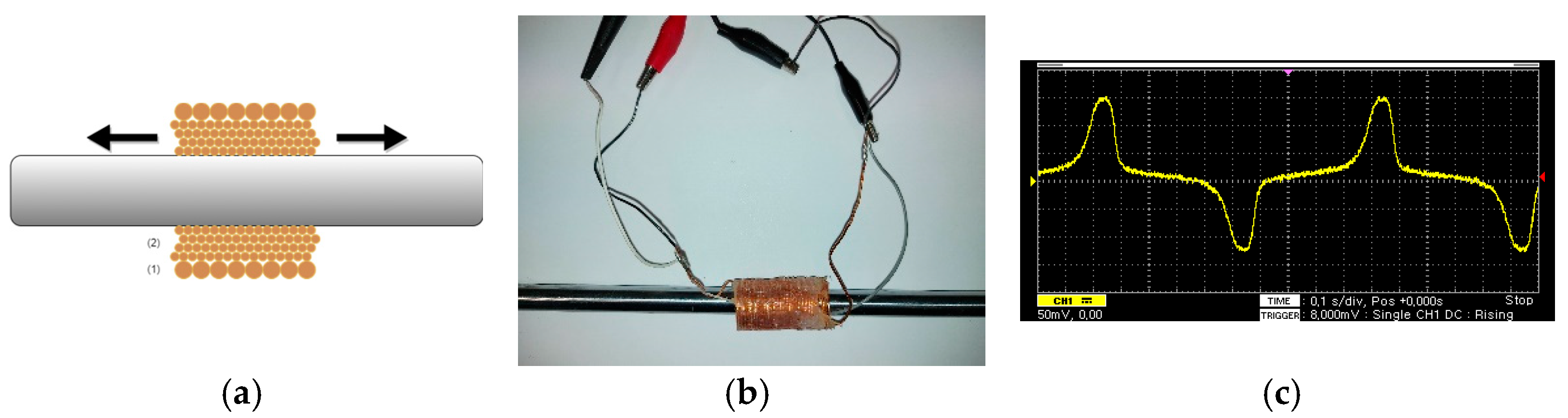
- The permeability measurements can be used to determine the actual residual stresses. This comes at the cost of the speed of monitoring: at 0.1 Hz per point, at least 1000 s are required for 100 measurements. The spatial resolution of this measurement is in the order of 10 mm, due to the length of the search coil.
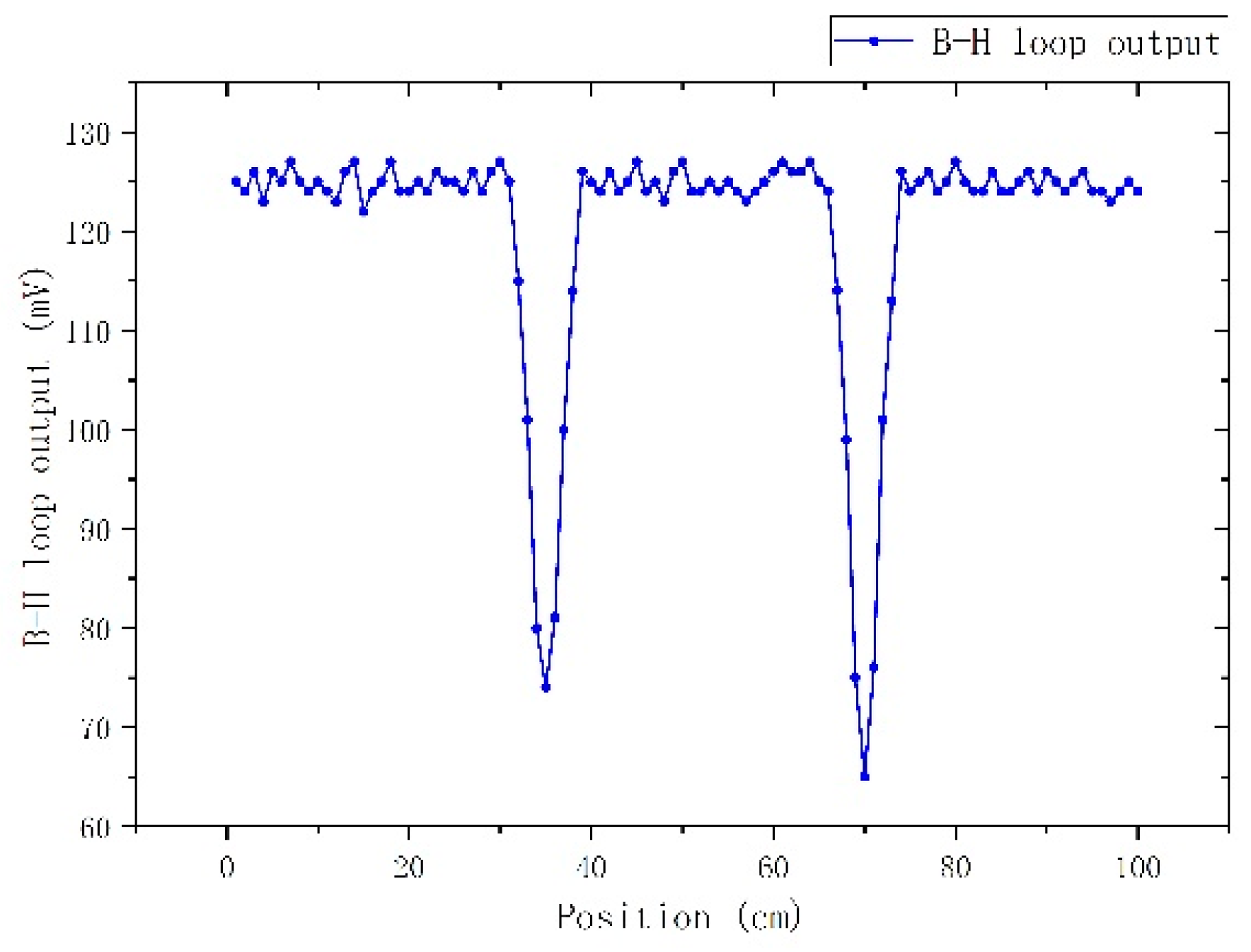
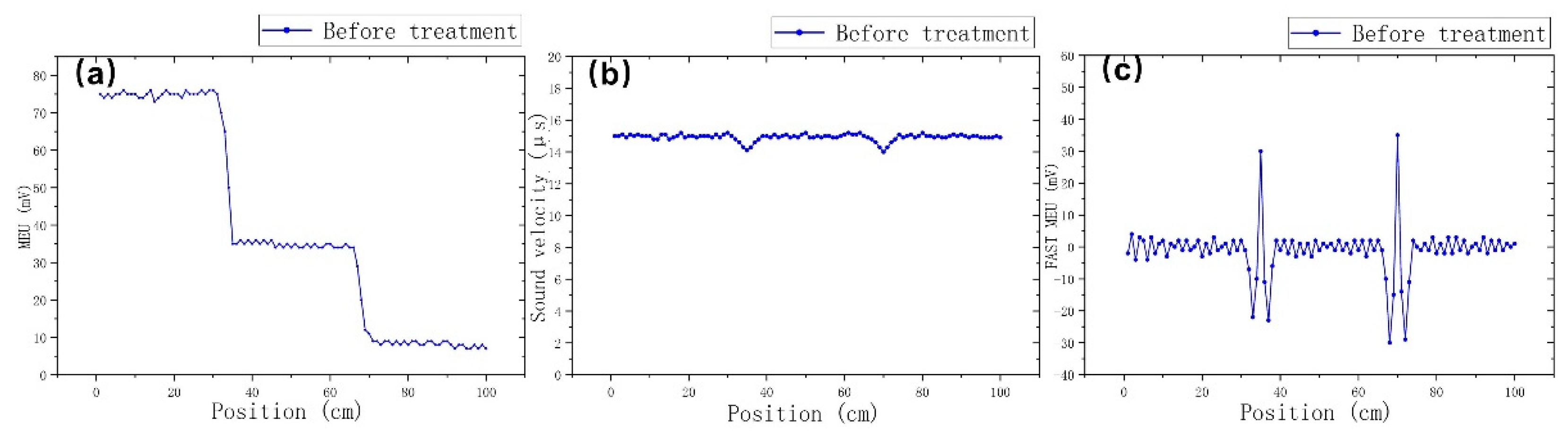
- The magnetoelastic uniformity indicates the consequent decrease of the output voltage, demonstrating an accumulation of stresses in the corresponding response. However, the method is fast, requiring a few tens of seconds for 100 measurements. Since the MDL voltage output is correlated with the permeability of the tested material [28], the correlation of permeability and residual localized stresses can also be determined. However, it was out of the scope of this paper to provide such detailed information. The variation of the voltage output suffices to decide whether rehabilitation through localized heating is necessary. Future work is underway to describe in detail the amount of current and time required, involving multi-parametric finite element analysis. The spatial resolution of this measurement is in the order of 1 mm, due to the length of the search coil.
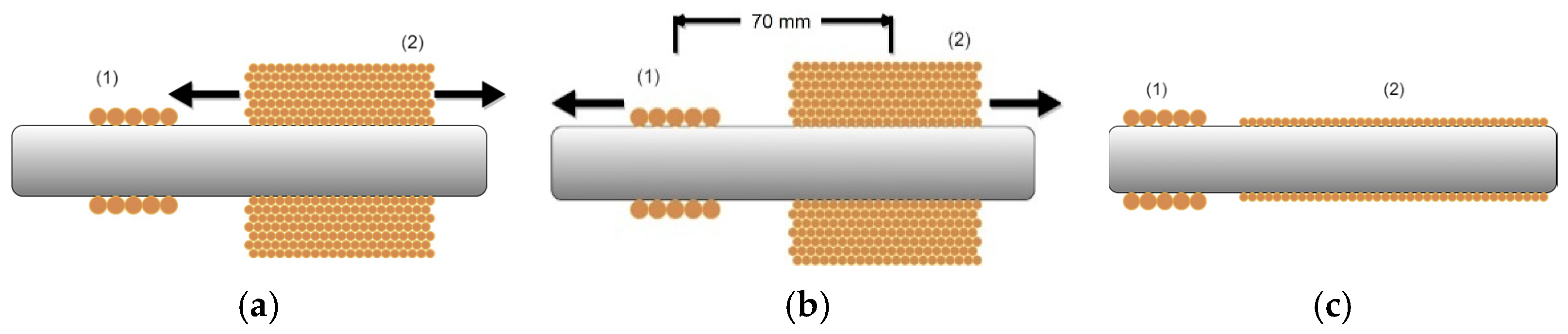
- The sound velocity monitoring indicates the actual residual stresses. The speed of measurement is much higher than the permeability measurements, requiring a few tens of seconds to perform 100 measurements. These measurements are complementary to the magnetoelastic non-uniformity measurements, providing additional proof of residual stresses. However, the spatial resolution of the sound velocity measurement is in the order of 70 mm, due to the distance required between excitation and search coils.
- The fast magnetoelastic uniformity measurement offers the indication of the change of residual stresses at consequent infinitesimal point. It is the fastest method from all, requiring a few milliseconds to monitor the whole length tested, with the highest possible accuracy. Apart from being the fastest measurement from all methods studied in this paper, it also offers sufficiently good results, offering signals illustrating residual stresses at the same position such as permeability measurements, the other magnetoelastic measurements, as well as the eddy current measurements. The spatial resolution can easily be below 0.1 mm [32], dependent on the clock of the oscillator, performing the signal processing for the A/D conversion process.
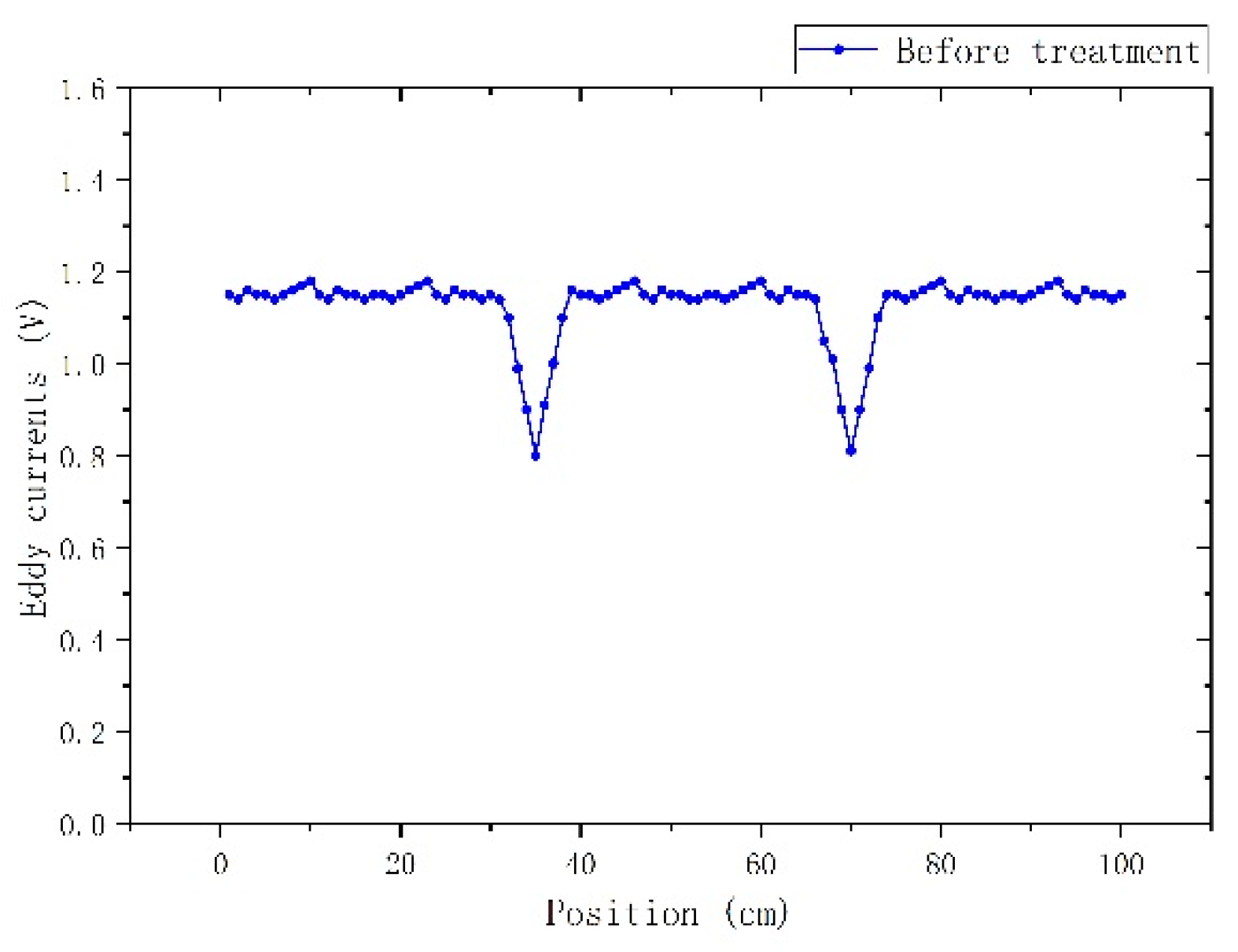
- The eddy current measurement can determine localized geometrical changes, such as those caused by the steel sphere hammering. Such measurement is fast due to the high excitation frequency. Bearing in mind that the eddy current response depends on the product of conductivity and permeability, having determined the amplitude of permeability by low (and high) frequency measurements, the conductivity variation can also be determined, which may be useful for certain applications. The spatial resolution of this measurement is in the order of 1 mm, due to the length of the search coil.
- As a result of optimum instrumentation and measurement, as well as monitoring time, the fast magnetoelastic uniformity measurement based on the MDL technique and the eddy current geometrical changes measurement can be used for the precise and complementary determination of residual stress determination. However, if it is not possible to use the long coil method required for the fast magnetoelastic measurement, then the combination of the magnetoelastic uniformity and the eddy current measurement should also be acceptable, at the expense of time monitoring.
4.2. SWOT Analysis
4.2.1. Strengths of the Method
4.2.2. Weaknesses
4.2.3. Opportunities
4.2.4. Threats
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Sepsi, M.; Salata, M.; Cseh, D.; Mertinger, V.; Benke, M. Significance of the Residual Stress Monitoring in the Automotive Industry. In Vehicle and Automotive Engineering 2, Proceedings of the 2nd VAE2018, Miskolc, Hungary, 10 May 2018; Springer: Cham, Switzerland, 2018; pp. 292–300. [Google Scholar] [CrossRef]
- Hristoforou, E. Advanced Non-Destructive Testing in Steels. Metals 2018, 8, 492. [Google Scholar] [CrossRef] [Green Version]
- Amargier, R.; Fouvry, S.; Chambon, L.; Schwob, C.; Poupon, C. Stress gradient effect on crack initiation in fretting using a multiaxial fatigue framework. Int. J. Fatigue 2010, 32, 1904–1912. [Google Scholar] [CrossRef]
- Kaklauskas, G.; Sokolov, A.; Ramanauskas, R.; Jakubovskis, R. Reinforcement Strains in Reinforced Concrete Tensile Members Recorded by Strain Gauges and FBG Sensors: Experimental and Numerical Analysis. Sensors 2019, 19, 200. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Van Puymbroeck, E.; Nagy, W.; Schotte, K.; Ul-Abdin, Z.; De Backer, H. Determination of Residual Welding Stresses in a Steel Bridge Component by Finite Element Modeling of the Incremental Hole-Drilling Method. Appl. Sci. 2019, 9, 536. [Google Scholar] [CrossRef] [Green Version]
- ASTM. Determining Residual Stresses by the Hole-Drilling Strain-Gage Method; ASTM International Standard: West Conshohocken, PA, USA, 2013; p. E837. [Google Scholar]
- Rossini, N.S.; Dassisti, M.; Benyounis, K.Y. Methods of measuring residual stresses in components. Mater. Des. 2012, 35, 572–588. [Google Scholar] [CrossRef] [Green Version]
- Vourna, P.; Hervoches, C.; Vrana, M.; Ktena, A.; Hristoforou, E. Correlation of magnetic properties and residual stress distribution monitored by X-ray and neutron diffraction in welded AISI 1008 steel sheets. IEEE Trans. Magn. 2015, 51, 1–4. [Google Scholar] [CrossRef]
- Takahashi, S.; Kobayashi, S.; Tomáš, I.; Dupre, L.; Vértesy, G. Comparison of magnetic nondestructive methods applied for inspection of steel degradation. NDT E Int. 2017, 91, 54–60. [Google Scholar] [CrossRef] [Green Version]
- Kobayashi, S.; Takahashi, H.; Kamada, Y. Evaluation of case depth in induction-hardened steels: Magnetic hysteresis measurements and hardness-depth profiling by differential permeability analysis. J. Magn. Magn. Mater. 2013, 343, 112–118. [Google Scholar] [CrossRef]
- Hristoforou, E.; Kosmas, K.; Kollár, M. Surface magnetic nondestructive evaluation using a permeability sensor based on the MDL technique. J. Electr. Eng. 2008, 59, 90–93. [Google Scholar]
- Stupakov, O.; Uchimoto, T.; Takagi, T. Magnetic anisotropy of plastically deformed low-carbon steel. J. Phys. D Appl. Phys. 2010, 43, 195003. [Google Scholar] [CrossRef] [Green Version]
- Stupakov, O. Local Non-contact Evaluation of the ac Magnetic Hysteresis Parameters of Electrical Steels by the Barkhausen Noise Technique. NDT E Int. 2013, 32, 405–412. [Google Scholar] [CrossRef]
- O’Sullivan, D.; Cotterell, M.; Tanner, D.A.; Meszaros, I. Characterisation of ferritic stainless steel by Barkhausen techniques. NDT E Int. 2004, 37, 489–496. [Google Scholar] [CrossRef]
- Anglada-Rivera, J.; Padovese, L.R.; Capó-Sánchez, J. Magnetic Barkhausen Noise and hysteresis loop in commercial carbon steel: Influence of applied tensile stress and grain size. J. Magn. Magn. Mater. 2001, 231, 299–306. [Google Scholar] [CrossRef]
- Liu, J.; Tian, G.; Gao, B.; Zeng, K.; Liu, Q.; Zheng, Y. Magnetic Barkhausen Noise Transient Analysis for Microstructure Evolution Characterization with Tensile Stress in Elastic and Plastic Status. Sensors 2021, 21, 8310. [Google Scholar] [CrossRef]
- Buttle, D.J.; Briggs, G.A.D.; Jakubovics, J.P.; Little, E.A.; Scruby, E.A. Magnetoacoustic and Barkhausen emission in ferromagnetic materials. Philos. Trans. A Math. Phys. Eng. Sci. 1986, A320, 363–376. [Google Scholar]
- Dubov, A.; Kolokolnikov, S. Assessment of the Material State of Oil and Gas Pipelines Based on the Metal Magnetic Memory Method. Weld. World 2012, 56, 11–19. [Google Scholar] [CrossRef]
- Tomáš, I.; Kadlecová, J.; Vértesy, G. Measurement of Flat Samples with Rough Surfaces by Magnetic Adaptive Testing. IEEE Trans. Magn. 2012, 48, 1441–1444. [Google Scholar] [CrossRef]
- Ktena, A.; Hristoforou, E.; Gerhardt, G.J.; Missell, F.P.; Landgraf, F.J.; Rodrigues, D.L.; Alberteris-Campos, M. Barkhausen noise as a microstructure characterization tool. Phys. B Condens. Matter 2014, 435, 109–112. [Google Scholar] [CrossRef]
- Ktena, A.; Hasicic, M.; Landgraf, F.J.; Moudilou, E.; Angelopoulos, S.; Hristoforou, E. On the use of differential permeability and magnetic Barkhausen Noise Measurements for Magnetic NDT Applications. J. Magn. Magn. Mater. 2022, 546, 168898. [Google Scholar] [CrossRef]
- Liu, M.; Kim, J.Y.; Qu, J.; Jacobsa, L.J. Measuring Residual Stresses using nonlinear ultrasounds. AIP Conf. Proc. 2010, 1211, 1365–1372. [Google Scholar]
- Piotrowski, L.; Augustyniak, B.; Chmielewski, M.; Hristoforou, E.V.; Kosmas, K. Evaluation of barkhausen noise and magnetoacoustic emission signals properties for plastically deformed armco iron. IEEE Trans. Magn. 2010, 46, 239–242. [Google Scholar] [CrossRef]
- Theodoulidis, T.; Kriezis, E. Series expansions in eddy current nondestructive evaluation models. J. Mater. Processing Technol. 2005, 161, 343–347. [Google Scholar] [CrossRef]
- Tian, G.Y.; Gao, Y.; Li, K.; Wang, Y.; Gao, B.; He, Y. Eddy Current Pulsed Thermography with Different Excitation Configurations for Metallic Material and Defect Characterization. Sensors 2016, 16, 843. [Google Scholar] [CrossRef] [PubMed]
- Bai, L.; Tian, G.Y. Stress Measurement by Pulsed Thermography Using Eddy Current Heating. In Proceedings of the 51th Annual Conference of BINDT, Northamptonshire, UK, 11–13 September 2012. [Google Scholar]
- Liang, K.; Tsarabaris, P.; Ktena, A.; Bi, X.; Hristoforou, E. Smart stress annihilation in steels using residual stress distribution monitoring and localized induction heating. Metals 2020, 10, 838. [Google Scholar] [CrossRef]
- Vourna, P.; Ktena, A.; Tsarabaris, P.; Hristoforou, E. Magnetic residual stress monitoring technique for ferromagnetic steels. Metals 2018, 8, 592. [Google Scholar] [CrossRef] [Green Version]
- Hristoforou, E. Magnetostrictive delay lines: Engineering theory and sensing applications. Meas. Sci. Technol. 2003, 14, R15–R47. [Google Scholar] [CrossRef]
- Hristoforou, E.; Vourna, P.; Ktena, A.; Svec, P. On the Universality of the Dependence of Magnetic Parameters on Residual Stresses in Steels. IEEE Trans. Magn. 2016, 52, 1–6. [Google Scholar] [CrossRef]
- Hristoforou, E.; Reilly, R.E. Nonuniformity in amorphous ribbon delay lines after stress and current annealing. J. Appl. Phys. 1991, 69, 5008–5010. [Google Scholar] [CrossRef]
- Hristoforou, E.; Chiriac, H.; Neagu, M.; Darie, I. Sound velocity in magnetostrictive amorphous ribbons and wires. J. Phys. D Appl. Phys. 1994, 27, 1595–1600. [Google Scholar] [CrossRef]
- Chiriac, H.; Hristoforou, E.; Neagu, M.; Darie, I. On the bias field dependence of FeSiB wire delay lines response. Sens. Actuators A Phys. 1997, 59, 75–78. [Google Scholar] [CrossRef]
- Hristoforou, E.; Niarchos, D.; Hristoforou, E.; Niarchos, D. Fast Characterisation of Magnetostrictive Delay Lines. IEEE Trans. Magn. 1993, 29, 3147–3149. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sensor | Sensitivity of Measurement | Uncertainty of Measurement | Speed of Measurement | Ease of Measurement | Spatial Resolution |
|---|---|---|---|---|---|
| Permeability sensor | Able to detect 10 MPa residual stress | Certified <1% | 10 s per point | Easy: small electromechanical coil–coil arrangement | 10 mm |
| Magnetoelastic uniformity sensor | Able to detect 10 MPa residual stress | Assumed to be <1% | 1 ms per point | Easy: small electromechanical coil–coil arrangement | 1 mm |
| Sound velocity uniformity sensor | Able to detect 10 MPa residual stress | Assumed to be <1% | 1 ms per point | Easy: small electromechanical coil–coil arrangement | 70 mm |
| Fast magnetoelastic uniformity sensor | Able to detect 10 MPa residual stress | Assumed to be <1% | 1 ms per 1000 points (integrated measurement) | Not easy: long search coil | 0.1 mm |
| Eddy current sensor | Not applicable | Not applicable | 1 ms per point | Easy: small electromechanical coil–coil arrangement | 1 mm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liang, K.; Angelopoulos, S.; Ktena, A.; Bi, X.; Hristoforou, E. Residual Stress Distribution Monitoring and Rehabilitation in Ferromagnetic Steel Rods. Sensors 2022, 22, 1491. https://doi.org/10.3390/s22041491
Liang K, Angelopoulos S, Ktena A, Bi X, Hristoforou E. Residual Stress Distribution Monitoring and Rehabilitation in Ferromagnetic Steel Rods. Sensors. 2022; 22(4):1491. https://doi.org/10.3390/s22041491
Chicago/Turabian StyleLiang, Kaiming, Spyridon Angelopoulos, Aphrodite Ktena, Xiaofang Bi, and Evangelos Hristoforou. 2022. "Residual Stress Distribution Monitoring and Rehabilitation in Ferromagnetic Steel Rods" Sensors 22, no. 4: 1491. https://doi.org/10.3390/s22041491
APA StyleLiang, K., Angelopoulos, S., Ktena, A., Bi, X., & Hristoforou, E. (2022). Residual Stress Distribution Monitoring and Rehabilitation in Ferromagnetic Steel Rods. Sensors, 22(4), 1491. https://doi.org/10.3390/s22041491