
Algorithms for Vision-Based Quality Control of Circularly Symmetric Components



Abstract
:1. Introduction
2. Materials and Methods
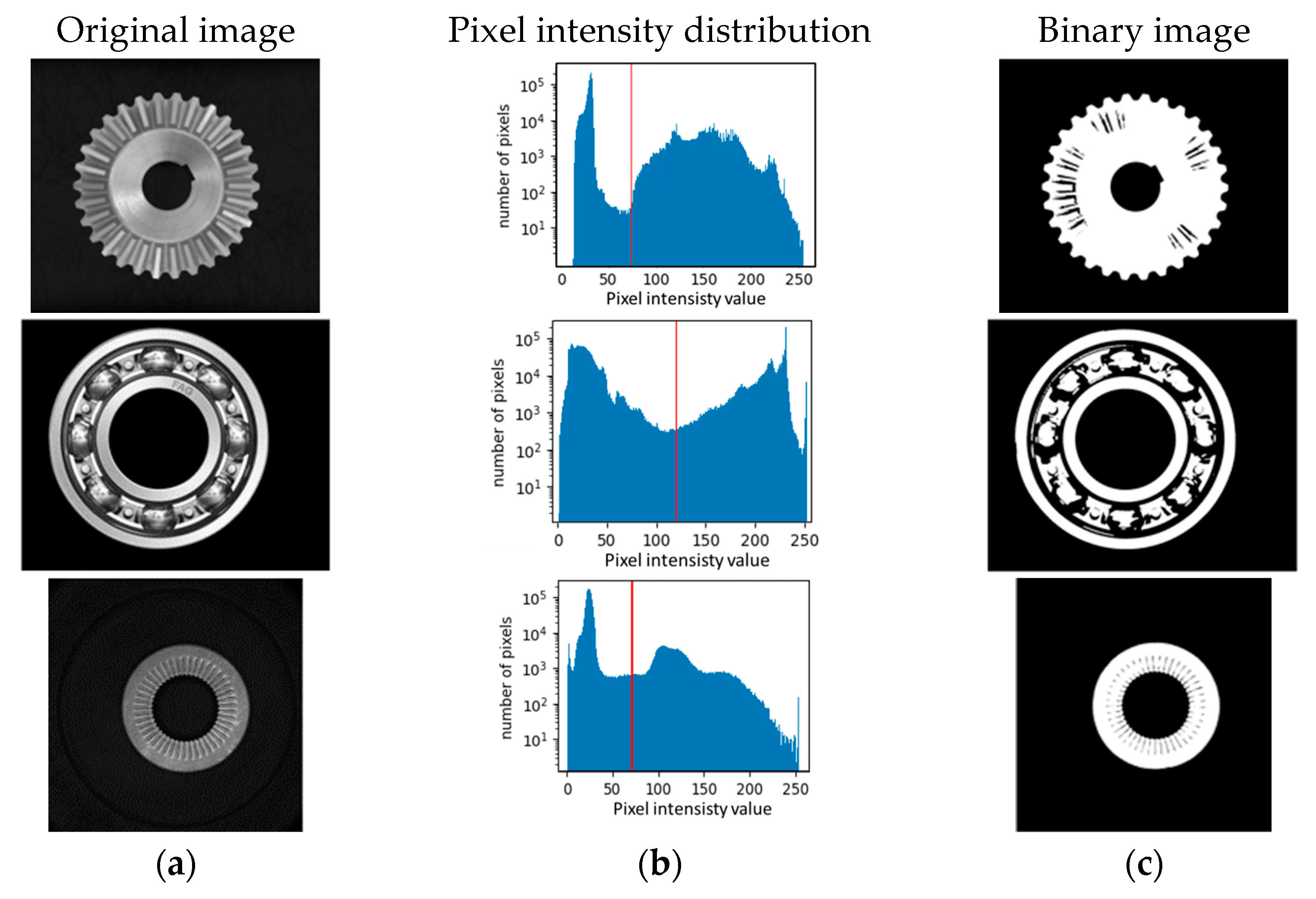
2.1. Image Preprocessing
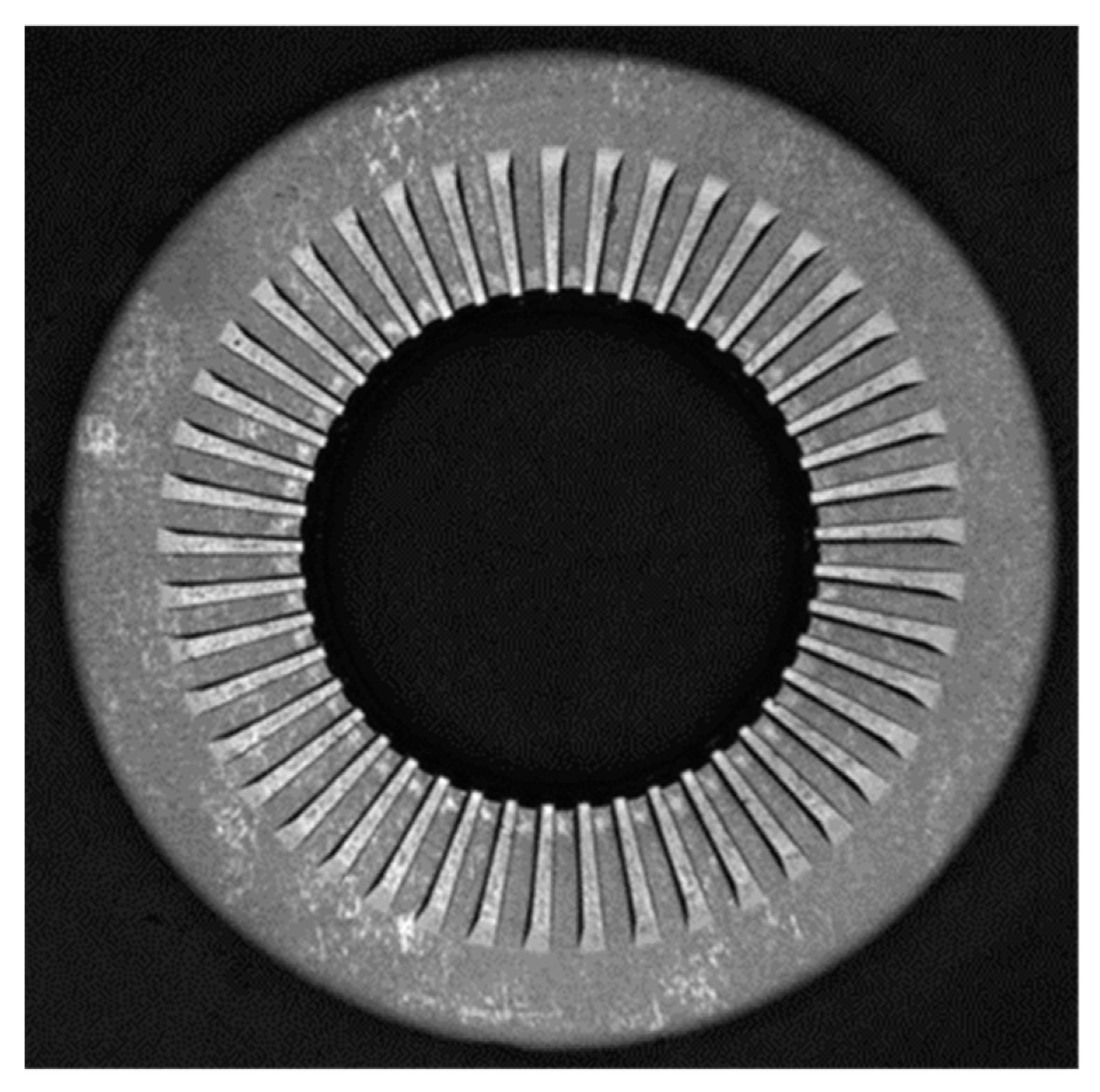
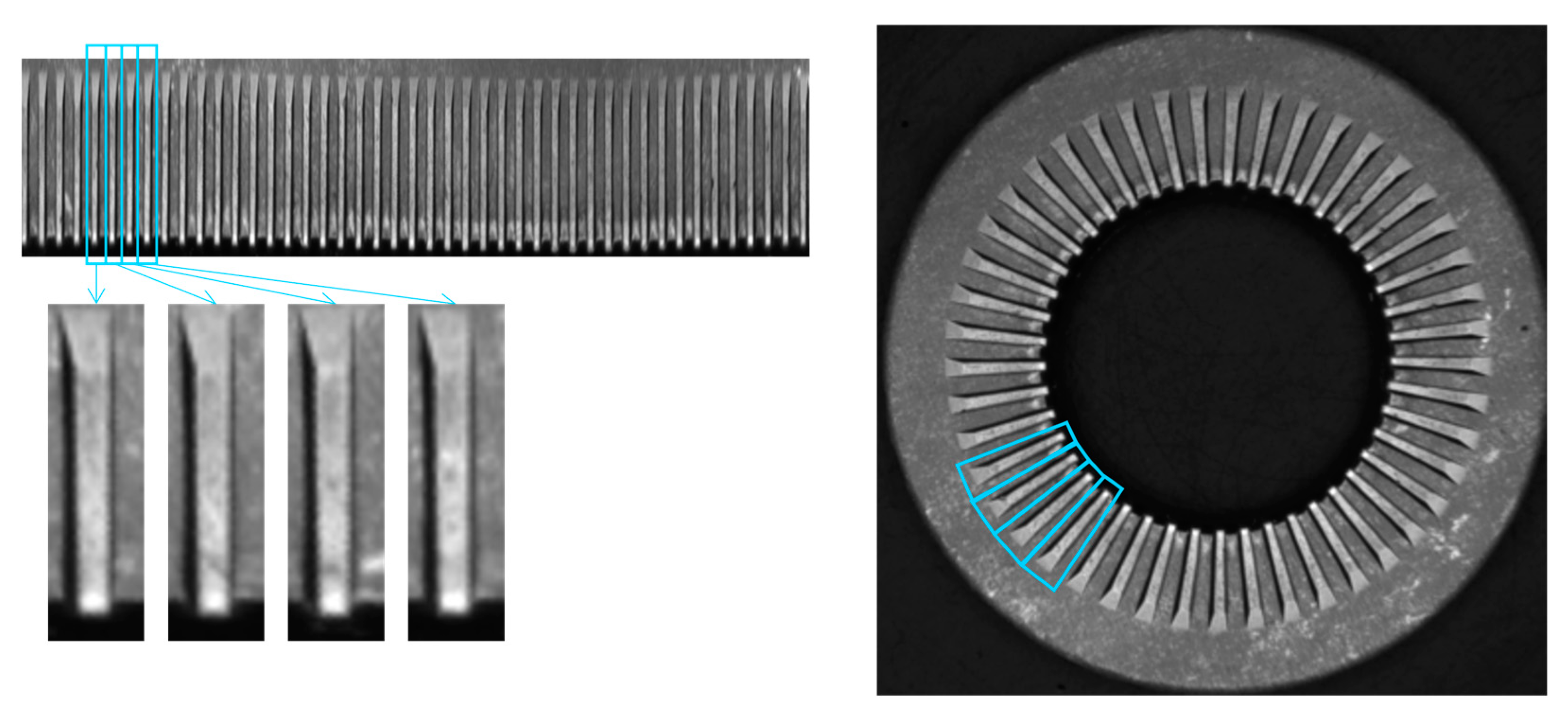
2.1.1. Detection of the Specimen
2.1.2. Identification of the Object Center
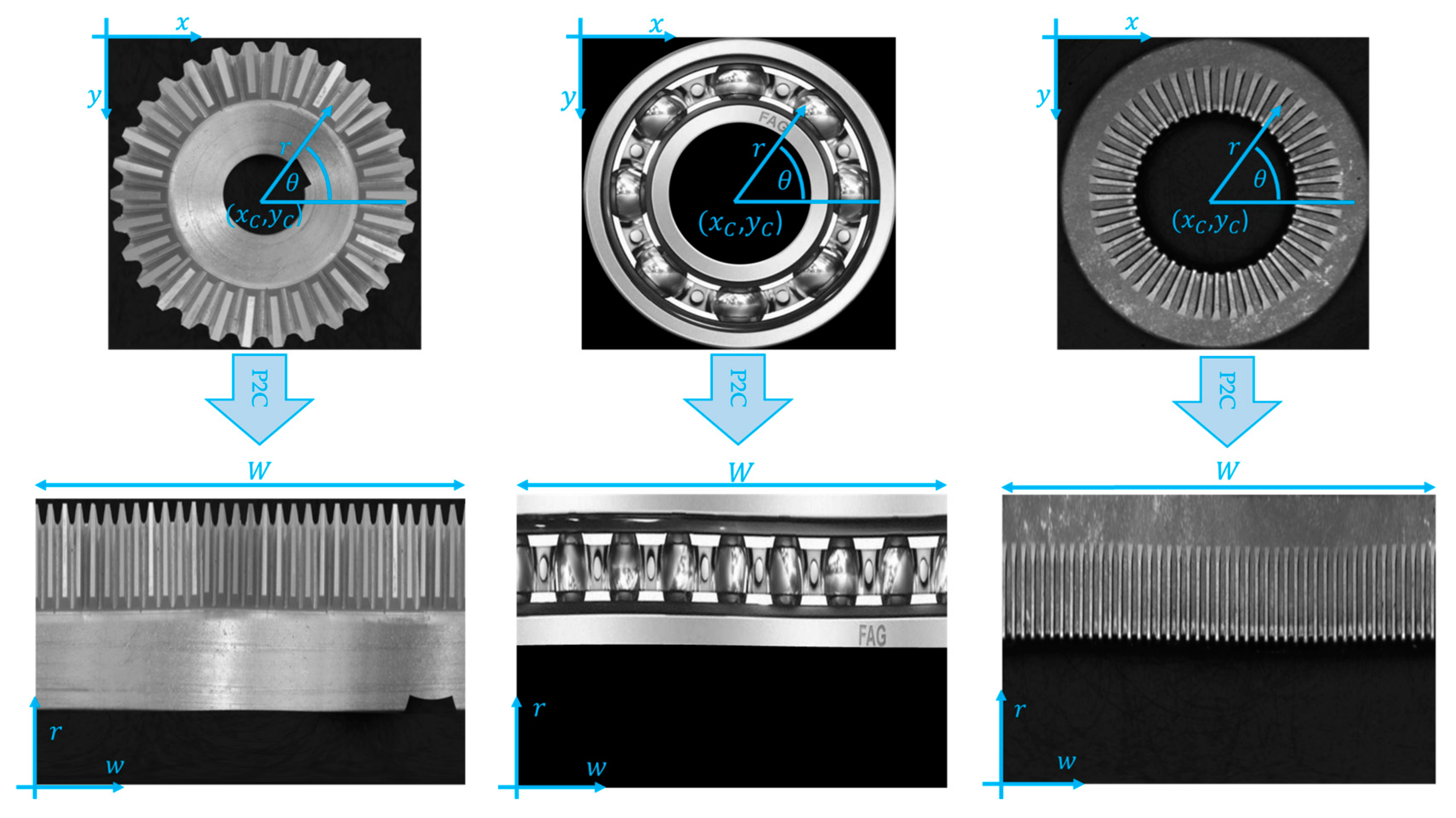
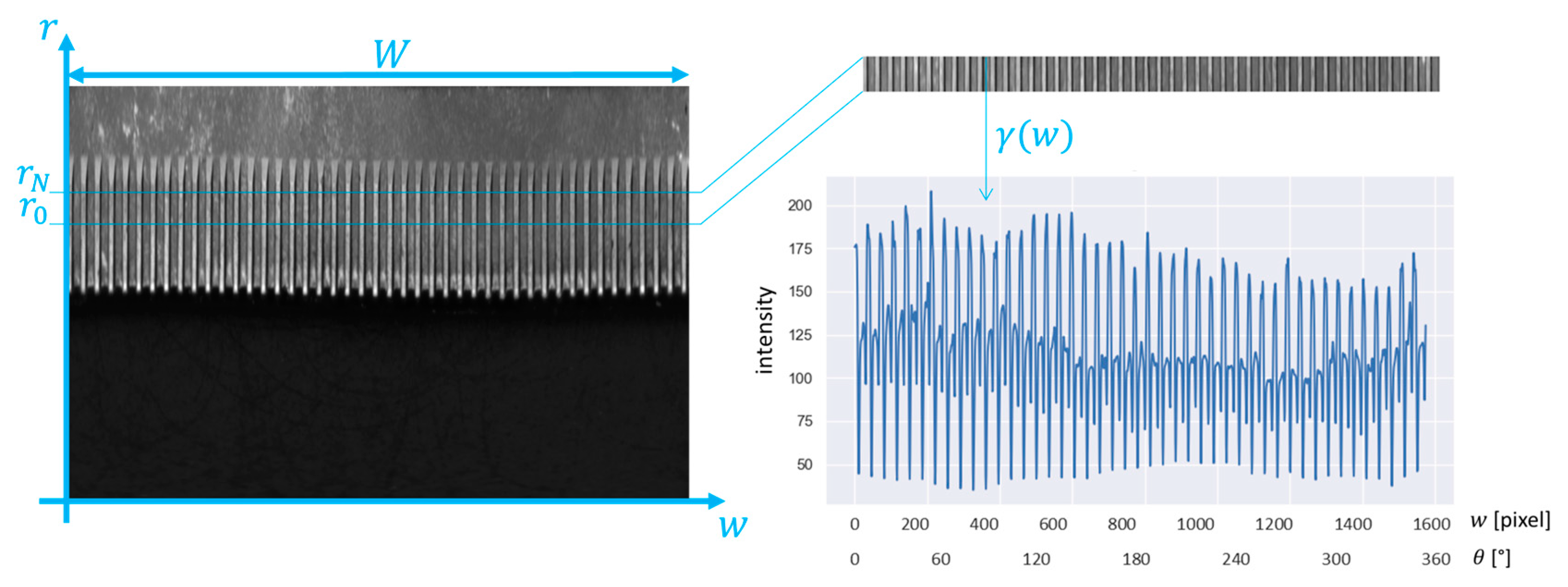
2.1.3. Polar to Cartesian Coordinate Transformation
- is the horizontal coordinate of the original cartesian reference system;
- is the vertical coordinate of the original cartesian reference system;
- is the radius of the polar reference system;
- is the angle of the polar reference system;
2.2. Standard Approach
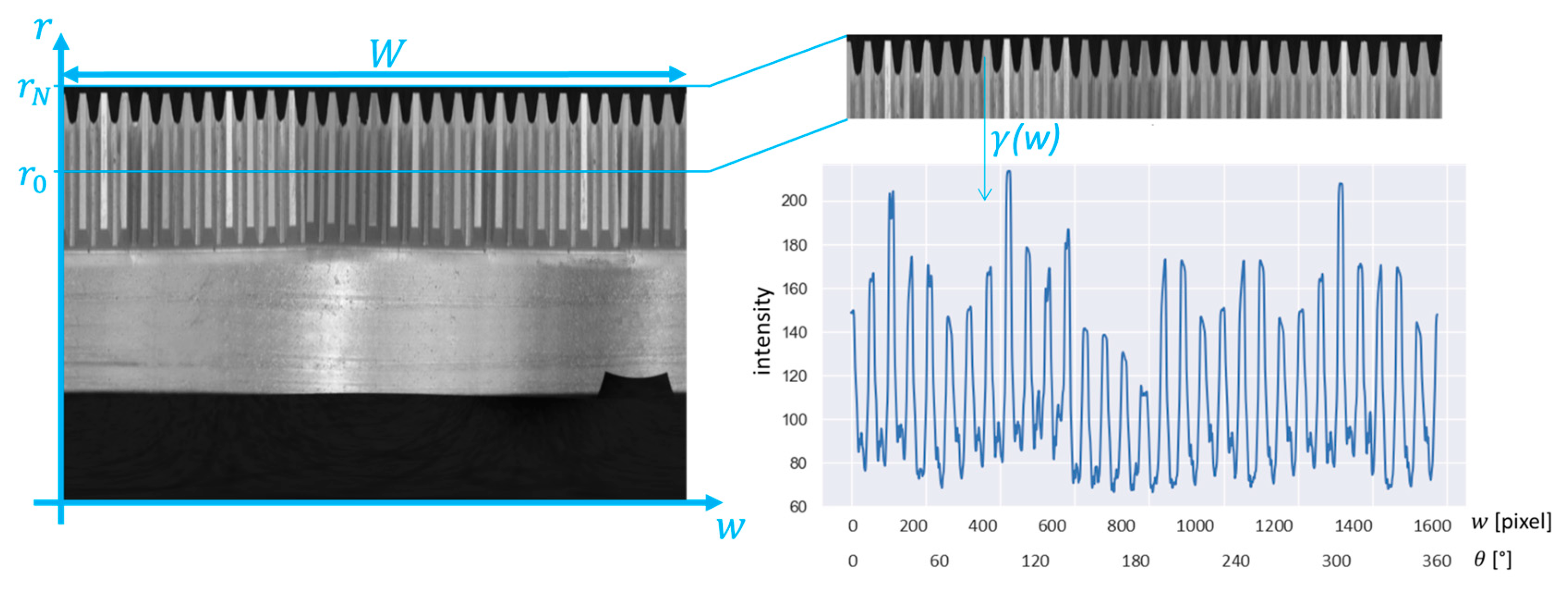
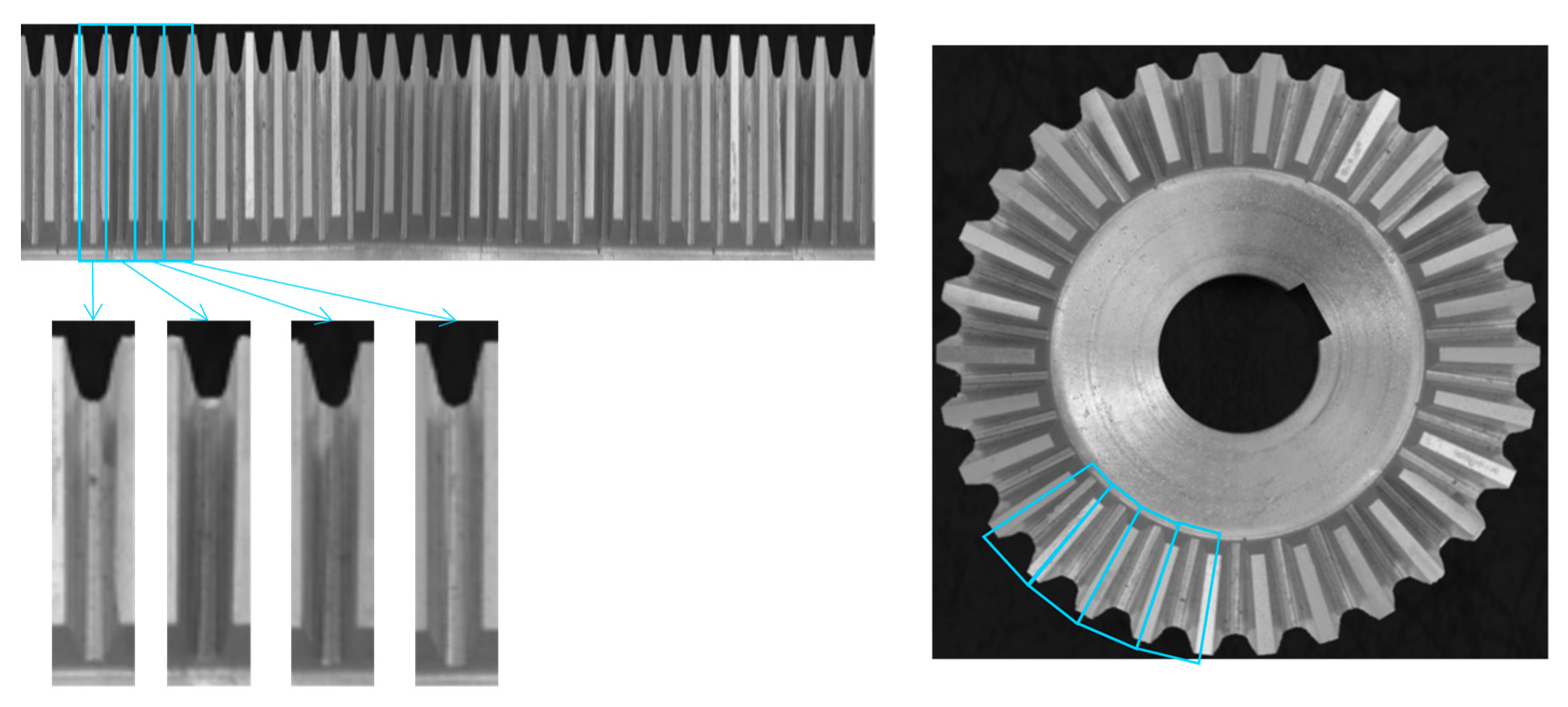
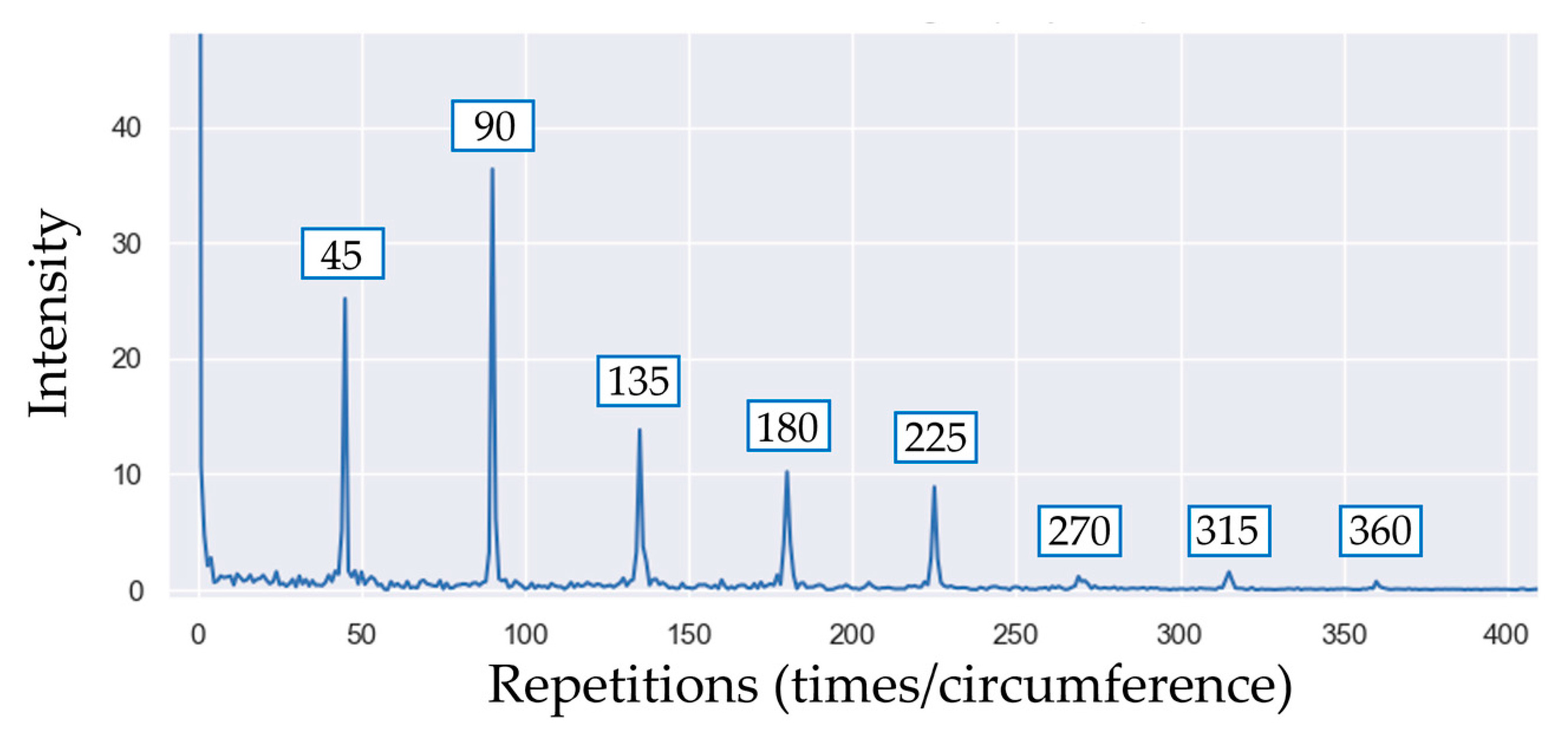
2.2.1. Features Extraction
- is the pseudo-signal describing the grey-scale level along a certain group of rows
- is the value of the th sample of the pseudo signal, corresponding to a specific horizontal position/angle;
- M is the height of the stripe expressed in pixels;
- is the lower coordinate of the stripe;
- is the upper coordinate of the stripe.
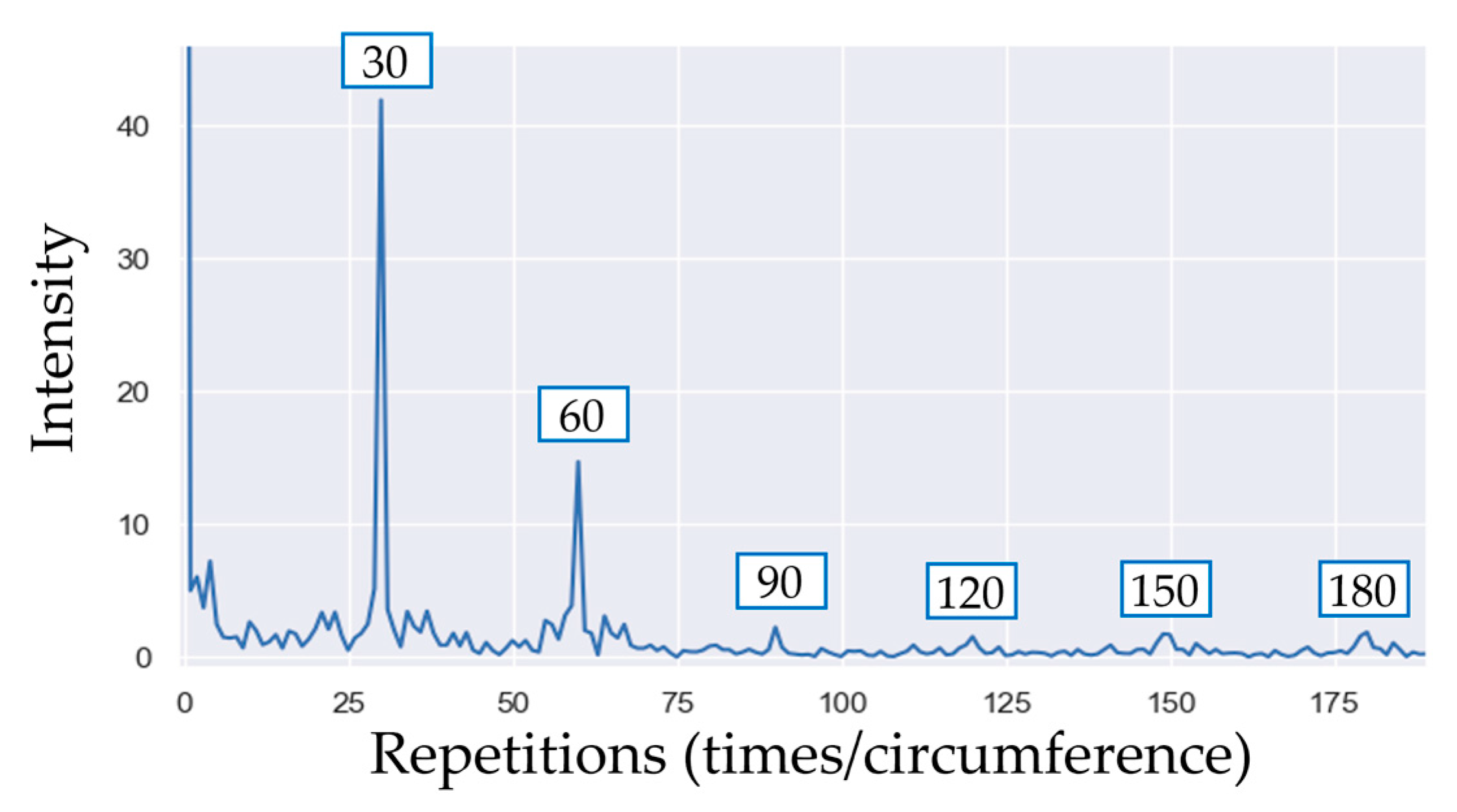
2.2.2. Feature-Based Classification
2.3. Deep Learning Approach
3. Case Study
3.1. Standard Approach
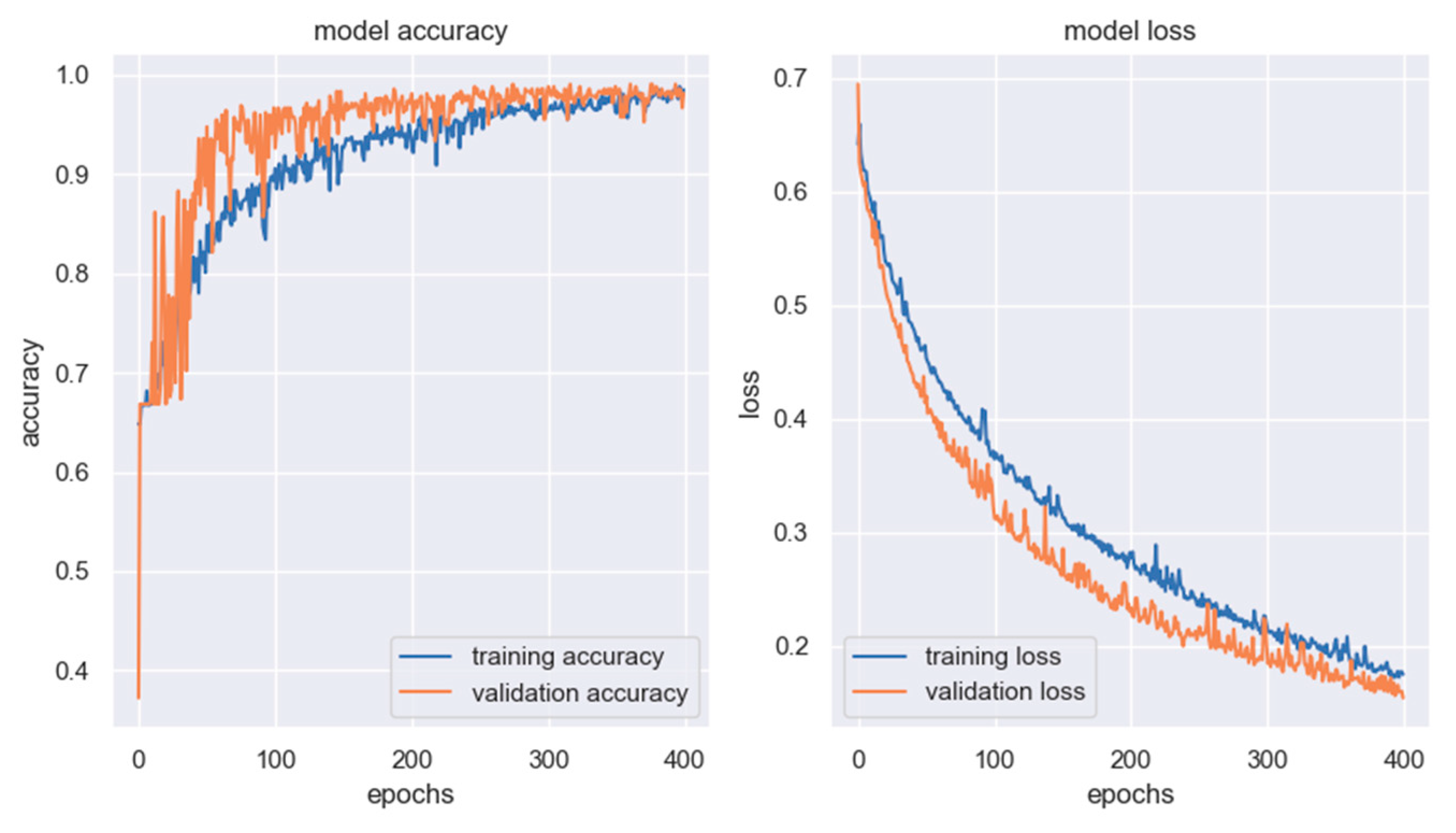
3.2. Deep Learning Approach
3.3. Performance Evaluation Procedure
- TP is the number of true positive classified samples;
- TN is the number of true negative classified samples;
- FP is the number of false positives classified as samples;
- FN is the number of false negative classified samples.
4. Results
- The time for the pre-processing routine common for the two approaches is 191.9 ± 9.8 ms (C.I. 95%), computed over the 200 samples of Washers’ training and validation split.
- The time for the computation of the pseudo signal is lower than 2 ms; a similar value is required to extract the teeth for the DL approaches.
- The time for the feature-based classification of a washer using the standard algorithm is lower than 1 ms for both the SVM classifier and the NN-based approach.
- The time for the classification of a tooth is 13.28 ± 0.06 ms (C.I. 95%) for the MobileNetV2 model and 36.71 ± 0.08 ms (C.I. 95%) for the ResNet50, both values were computed on 4500 samples of the teeth test dataset.
5. Discussion and Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| Abbreviation | Definition |
| AI | Artificial Intelligence |
| CSC | Circularly Symmetric Component |
| DL | Deep Learning |
| K | Kurtosis |
| k-NN | k-Nearest-Neighbors |
| MAF | Mean Angular Frequency |
| MDAF | Median Angular Frequency |
| ML | Machine Learning |
| MLP | Multilayer Perceptron |
| NN | Neural Network |
| P2C | Polar to Cartesian |
| RMS | Root Mean Square |
| ROI | Region of Interest |
| SD | Standard Deviation |
| SK | Skewness |
| SVM | Support Vector Machine |
Appendix A


References
- Babic, M.; Farahani, M.A.; Wuest, T. Image based quality inspection in smart manufacturing systems: A literature review. Procedia CIRP 2021, 103, 262–267. [Google Scholar] [CrossRef]
- Brambilla, P.; Cattaneo, P.; Fumagalli, A.; Chiariotti, P.; Tarabini, M. Automated Vision Inspection of Critical Steel Components based on Signal Analysis Extracted form Images. In Proceedings of the 2022 IEEE International Workshop on Metrology for Industry 4.0 & IoT (MetroInd4.0&IoT), Trento, Italy, 7–9 June 2022; pp. 1–5. [Google Scholar] [CrossRef]
- Huang, S.H.; Pan, Y.C. Automated visual inspection in the semiconductor industry: A survey. Comput. Ind. 2015, 66, 1–10. [Google Scholar] [CrossRef]
- Torres-Carrión, P.V.; González-González, C.S.; Aciar, S.; Rodríguez-Morales, G. Methodology for systematic literature review applied to engineering and education. In Proceedings of the 2018 IEEE Global engineering education conference (EDUCON), Santa Cruz de Tenerife, Spain, 17–20 April 2018; pp. 1364–1373. [Google Scholar] [CrossRef]
- Ren, Z.; Fang, F.; Yan, N.; Wu, Y. State of the art in defect detection based on machine vision. Int. J. Precis. Eng. Manuf.-Green Technol. 2022, 9, 661–691. [Google Scholar] [CrossRef]
- Rasheed, A.; Zafar, B.; Rasheed, A.; Ali, N.; Sajid, M.; Dar, S.H.; Habib, U.; Shehryar, T.; Mahmood, M.T. Fabric Defect Detection Using Computer Vision Techniques: A Comprehensive Review. Math. Probl. Eng. 2020, 2020, 8189403. [Google Scholar] [CrossRef]
- Tang, B.; Chen, L.; Sun, W.; Lin, Z.K. Review of surface defect detection of steel products based on machine vision. IET Image Process. 2023, 17, 303–322. [Google Scholar] [CrossRef]
- Koch, C.; Georgieva, K.; Kasireddy, V.; Akinci, B.; Fieguth, P. A review on computer vision based defect detection and condition assessment of concrete and asphalt civil infrastructure. Adv. Eng. Inform. 2015, 29, 196–210. [Google Scholar] [CrossRef] [Green Version]
- Miller, B.K.; Delwiche, M.J. Peach defect detection with machine vision. Trans. ASAE 1991, 34, 2588–2597. [Google Scholar] [CrossRef]
- Li, D.; Xie, Q.; Gong, X.; Yu, Z.; Xu, J.; Sun, Y.; Wang, J. Automatic defect detection of metro tunnel surfaces using a vision-based inspection system. Adv. Eng. Inform. 2021, 47, 101206. [Google Scholar] [CrossRef]
- Jian, C.; Gao, J.; Ao, Y. Automatic surface defect detection for mobile phone screen glass based on machine vision. Appl. Soft Comput. J. 2017, 52, 348–358. [Google Scholar] [CrossRef]
- Deng, S.; Cai, W.; Xu, Q.; Liang, B. Defect detection of bearing surfaces based on machine vision technique. In Proceedings of the 2010 International Conference on Computer Application and System Modeling, ICCASM 2010, Taiyuan, China, 22–24 October 2010; Volume 4. [Google Scholar] [CrossRef]
- Shen, H.; Li, S.; Gu, D.; Chang, H. Bearing defect inspection based on machine vision. Measurement 2012, 45, 719–733. [Google Scholar] [CrossRef]
- Liao, D.; Yin, M.; Luo, H.; Li, J.; Wu, N. Machine vision system based on a coupled image segmentation algorithm for surface-defect detection of a Si 3 N 4 bearing roller. JOSA A 2022, 39, 571. [Google Scholar] [CrossRef] [PubMed]
- Wang, J.; Qiao, J.; Guo, M. Research on bearing surface defect detection system based on machine vision. J. Phys. Conf. Ser. 2022, 2290, 012061. [Google Scholar] [CrossRef]
- Gu, Z.; Liu, X.; Wei, L. A Detection and Identification Method Based on Machine Vision for Bearing Surface Defects. In Proceedings of the ICCCR 2021—2021 International Conference on Computer Control and Robotics, Shanghai, China, 8–10 January 2021; pp. 128–132. [Google Scholar] [CrossRef]
- Zhou, X.; Wang, Y.; Xiao, C.; Zhu, Q.; Lu, X.; Zhang, H.; Ge, J.; Zhao, H. Automated Visual Inspection of Glass Bottle Bottom with Saliency Detection and Template Matching. IEEE Trans. Instrum. Meas. 2019, 68, 4253–4267. [Google Scholar] [CrossRef]
- Zhou, X.; Wang, Y.; Zhu, Q.; Mao, J.; Xiao, C.; Lu, X.; Zhang, H. A Surface Defect Detection Framework for Glass Bottle Bottom Using Visual Attention Model and Wavelet Transform. IEEE Trans. Industr. Inform. 2020, 16, 2189–2201. [Google Scholar] [CrossRef]
- Chang, C.-F.; Wu, J.-L.; Chen, K.-J.; Hsu, M.-C. A hybrid defect detection method for compact camera lens. Adv. Mech. Eng. 2017, 9, 168781401772294. [Google Scholar] [CrossRef] [Green Version]
- Chiou, Y.-C.; Li, W.-C. Flaw detection of cylindrical surfaces in PU-packing by using machine vision technique. Measurement 2009, 42, 989–1000. [Google Scholar] [CrossRef]
- Chen, T.; Wang, Y.; Xiao, C.; Wu, Q.M.J. A machine vision apparatus and method for can-end inspection. IEEE Trans. Instrum. Meas. 2016, 65, 2055–2066. [Google Scholar] [CrossRef]
- Paraskevoudis, K.; Karayannis, P.; Koumoulos, E.P. Real-time 3d printing remote defect detection (Stringing) with computer vision and artificial intelligence. Processes 2020, 8, 1464. [Google Scholar] [CrossRef]
- Wang, J.; Fu, P.; Gao, R.X. Machine vision intelligence for product defect inspection based on deep learning and Hough transform. J. Manuf. Syst. 2019, 51, 52–60. [Google Scholar] [CrossRef]
- Li, R.; Yuan, Y.; Zhang, W.; Yuan, Y. Unified Vision-Based Methodology for Simultaneous Concrete Defect Detection and Geolocalization. Comput.-Aided Civ. Infrastruct. Eng. 2018, 33, 527–544. [Google Scholar] [CrossRef]
- Fuchs, P.; Kröger, T.; Garbe, C.S. Defect detection in CT scans of cast aluminum parts: A machine vision perspective. Neurocomputing 2021, 453, 85–96. [Google Scholar] [CrossRef]
- Mery, D.; Arteta, C. Automatic defect recognition in x-ray testing using computer vision. In Proceedings of the 2017 IEEE Winter Conference on Applications of Computer Vision, WACV 2017, Santa Rosa, CA, USA, 24–31 March 2017; pp. 1026–1035. [Google Scholar] [CrossRef]
- Li, C.; Zhang, X.; Huang, Y.; Tang, C.; Fatikow, S. A novel algorithm for defect extraction and classification of mobile phone screen based on machine vision. Comput. Ind. Eng. 2020, 146, 106530. [Google Scholar] [CrossRef]
- Deng, L.; Li, J.; Han, Z. Online defect detection and automatic grading of carrots using computer vision combined with deep learning methods. LWT 2021, 149, 111832. [Google Scholar] [CrossRef]
- Jeyaraj, P.R.; Samuel Nadar, E.R. Computer vision for automatic detection and classification of fabric defect employing deep learning algorithm. Int. J. Cloth. Sci. Technol. 2019, 31, 510–521. [Google Scholar] [CrossRef]
- Huang, S.; Fan, X.; Sun, L.; Shen, Y.; Suo, X. Research on Classification Method of Maize Seed Defect Based on Machine Vision. J. Sens. 2019, 2019, 2716975. [Google Scholar] [CrossRef]
- Yuan, Z.C.; Zhang, Z.T.; Su, H.; Zhang, L.; Shen, F.; Zhang, F. Vision-Based Defect Detection for Mobile Phone Cover Glass using Deep Neural Networks. Int. J. Precis. Eng. Manuf. 2018, 19, 801–810. [Google Scholar] [CrossRef]
- Suo, X.; Liu, J.; Dong, L.; Shengfeng, C.; Enhui, L.; Ning, C. A machine vision-based defect detection system for nuclear-fuel rod groove. J. Intell. Manuf. 2022, 33, 1649–1663. [Google Scholar] [CrossRef]
- Ahmadi, B.; Heredia, R.; Shahbazmohamadi, S.; Shahbazi, Z. Non-destructive automatic die-level defect detection of counterfeit microelectronics using machine vision. Microelectron. Reliab. 2020, 114, 113893. [Google Scholar] [CrossRef]
- Aslam, M.; Khan, T.M.; Naqvi, S.S.; Holmes, G.; Naffa, R. On the Application of Automated Machine Vision for Leather Defect Inspection and Grading: A Survey. IEEE Access 2019, 7, 176065–176086. [Google Scholar] [CrossRef]
- Duan, X.; Duan, F.; Han, F. Study on surface defect vision detection system for steel plate based on virtual instrument technology. In Proceedings of the 2011 International Conference on Control, Automation and Systems Engineering, CASE 2011, Singapore, 30–31 July 2011; pp. 1–4. [Google Scholar] [CrossRef]
- Ficzere, M.; Mészáros, L.A.; Kállai-Szabó, N.; Kovács, A.; Antal, I.; Nagy, Z.K.; Galata, D.L. Real-time coating thickness measurement and defect recognition of film coated tablets with machine vision and deep learning. Int. J. Pharm. 2022, 623, 121957. [Google Scholar] [CrossRef]
- Chao-Ching, H.; Su, E.; Li, P.C.; Bolger, M.J.; Pan, H.N. Machine vision and deep learning based rubber gasket defect detection. Adv. Technol. Innov. 2020, 5, 76–83. [Google Scholar] [CrossRef]
- Li, C.; Huang, Y.; Li, H.; Zhang, X. A weak supervision machine vision detection method based on artificial defect simulation. Knowl. Based Syst. 2020, 208, 106466. [Google Scholar] [CrossRef]
- Moallem, P.; Razmjooy, N.; Ashourian, M. Computer vision-based potato defect detection using neural networks and support vector machine. Int. J. Robot. Autom. 2013, 28, 137–145. [Google Scholar] [CrossRef]
- Stavropoulos, P.; Papacharalampopoulos, A.; Petridis, D. A vision-based system for real-time defect detection: A rubber compound part case study. Procedia. CIRP 2020, 93, 1230–1235. [Google Scholar] [CrossRef]
- Jia, H.; Murphey, Y.L.; Shi, J.; Chang, T.S. An intelligent real-time vision system for surface defect detection. In Proceedings of the International Conference on Pattern Recognition, Cambridge, UK, 26–26 August 2004; volume 3; pp. 239–242. [Google Scholar] [CrossRef]
- Zhou, Q.; Chen, R.; Huang, B.; Liu, C.; Yu, J.; Yu, X. An automatic surface defect inspection system for automobiles using machine vision methods. Sensors 2019, 19, 644. [Google Scholar] [CrossRef] [Green Version]
- Ireri, D.; Belal, E.; Okinda, C.; Makange, N.; Ji, C. A computer vision system for defect discrimination and grading in tomatoes using machine learning and image processing. Artif. Intell. Agric. 2019, 2, 28–37. [Google Scholar] [CrossRef]
- Han, Y.; Liu, Z.; Lee, D.J.; Liu, W.; Chen, J.; Han, Z. Computer vision–based automatic rod-insulator defect detection in high-speed railway catenary system. Int. J. Adv. Robot Syst. 2018, 15, 1729881418773943. [Google Scholar] [CrossRef] [Green Version]
- Nguyen, V.H.; Pham, V.H.; Cui, X.; Ma, M.; Kim, H. Design and evaluation of features and classifiers for oled panel defect recognition in machine vision. J. Inf. Telecommun. 2017, 1, 334–350. [Google Scholar] [CrossRef] [Green Version]
- Jawahar, M.; Babu, N.C.; Vani, K.L.J.A.; Anbarasi, L.J.; Geetha, S. Vision based inspection system for leather surface defect detection using fast convergence particle swarm optimization ensemble classifier approach. Multimed. Tools. Appl. 2021, 80, 4203–4235. [Google Scholar] [CrossRef]
- García, M.; Candelo-Becerra, J.E.; Hoyos, F.E. Quality and defect inspection of green coffee beans using a computer vision system. Appl. Sci. 2019, 9, 4195. [Google Scholar] [CrossRef] [Green Version]
- Chen, L.; Liang, Y.; Wang, K. Inspection of rail surface defect based on machine vision system. In Proceedings of the 2nd International Conference on Information Science and Engineering, ICISE2010, Hangzhou, China, 4–6 December 2010; pp. 3793–3796. [Google Scholar] [CrossRef]
- Wang, L.; Zhao, Y.; Zhou, Y.; Hao, J. Calculation of flexible printed circuit boards (FPC) global and local defect detection based on computer vision. Circuit World 2016, 42, 49–54. [Google Scholar] [CrossRef]
- Sun, J.; Li, C.; Wu, X.J.; Palade, V.; Fang, W. An Effective Method of Weld Defect Detection and Classification Based on Machine Vision. IEEE Trans. Ind. Inf. 2019, 15, 6322–6333. [Google Scholar] [CrossRef]
- Wen, Z.; Tao, Y. Building a rule-based machine-vision system for defect inspection on apple sorting and packing lines. Expert Syst. Appl. 1999, 16, 307–313. [Google Scholar] [CrossRef]
- Praveen Kumar, R.; Deivanathan, R.; Jegadeeshwaran, R. Welding defect identification with machine vision system using machine learning. J. Phys. Conf. Ser. 2021, 1716, 012023. [Google Scholar] [CrossRef]
- Bhatt, P.M.; Malhan, R.K.; Rajendran, P.; Shah, B.C.; Thakar, S.; Yoon, Y.J.; Gupta, S.K. Image-Based Surface Defect Detection Using Deep Learning: A Review. J. Comput. Inf. Sci. Eng. 2021, 21, 040801. [Google Scholar] [CrossRef]
- Taheritanjani, S.; Haladjian, J.; Bruegge, B. Fine-Grained Visual Categorization of Fasteners in Overhaul Processes. In Proceedings of the 2019 5th International Conference on Control, Automation and Robotics (ICCAR), Beijing, China, 19–22 April 2019; pp. 241–248. [Google Scholar] [CrossRef]
- Volkau, I.; Mujeeb, A.; Dai, W.; Erdt, M.; Sourin, A. The Impact of a Number of Samples on Unsupervised Feature Extraction, Based on Deep Learning for Detection Defects in Printed Circuit Boards. Future Internet 2022, 14, 8. [Google Scholar] [CrossRef]
- Gong, H.; Deng, X.; Liu, J.; Huang, J. Quantitative loosening detection of threaded fasteners using vision-based deep learning and geometric imaging theory. Autom. Constr. 2022, 133, 104009. [Google Scholar] [CrossRef]
- Aytekin, C.; Rezaeitabar, Y.; Dogru, S.; Ulusoy, I. Railway Fastener Inspection by Real-Time Machine Vision. IEEE Trans. Syst. Man. Cybern Syst. 2015, 45, 1101–1107. [Google Scholar] [CrossRef]
- Liu, J.; Huang, Y.; Zou, Q.; Tian, M.; Wang, S.; Zhao, X.; Dai, P.; Ren, S. Learning Visual Similarity for Inspecting Defective Railway Fasteners. IEEE Sens. J. 2019, 19, 6844–6857. [Google Scholar] [CrossRef]
- Chen, J.; Liu, Z.; Wang, H.; Nunez, A.; Han, Z. Automatic Defect Detection of Fasteners on the Catenary Support Device Using Deep Convolutional Neural Network. IEEE Trans. Instrum. Meas. 2018, 67, 257–269. [Google Scholar] [CrossRef] [Green Version]
- Otsu, N. A Threshold Selection Method from Gray-Level Histograms. IEEE Trans. Syst. Man. Cybern 1979, 9, 62–66. [Google Scholar] [CrossRef] [Green Version]
- Duda, R.O.; Hart, P.E. Use of the Hough transformation to detect lines and curves in pic-tures. Commun. ACM 1972, 15, 11–15. [Google Scholar] [CrossRef]
- Altın, C.; Er, O. Comparison of Different Time and Frequency Domain Feature Extraction Methods on Elbow Gesture’s EMG. Eur. J. Interdiscip. Stud. 2016, 2, 35–44. [Google Scholar] [CrossRef]
- Bendat, J.S.; Piersol, A.G. Random Data: Analysis and Measurement Procedures; Institutions and Businesses: Singapore, 2011. [Google Scholar]
- Phinyomark, A.; Thongpanja, S.; Hu, H.; Phukpattaranont, P.; Limsakul, C. The Usefulness of Mean and Median Frequencies in Electromyography Analysis. In Computational Intelligence in Electromyography Analysis—A Perspective on Current Applications and Future Challenges; In Tech: Rijeka, Croatia, 2012. [Google Scholar] [CrossRef] [Green Version]
- Sandler, M.; Howard, A.; Zhu, M.; Zhmoginov, A.; Chen, L.-C. MobileNetV2: Inverted Residuals and Linear Bottlenecks. January 2018. Available online: https://arxiv.org/abs/1801.04381 (accessed on 10 December 2022).
- He, K.; Zhang, X.; Ren, S.; Sun, J. Deep Residual Learning for Image Recognition. December 2015. Available online: https://arxiv.org/abs/1512.03385 (accessed on 10 December 2022).
- Stathakis, D. How many hidden layers and nodes? Int. J. Remote Sens. 2009, 30, 2133–2147. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Model | MobileNetV2 | ResNet50 |
|---|---|---|
| Number of epochs | 125 | 400 |
| Learning rate | 0.0001 | 0.00005 |
| Batch size | 32 | 64 |
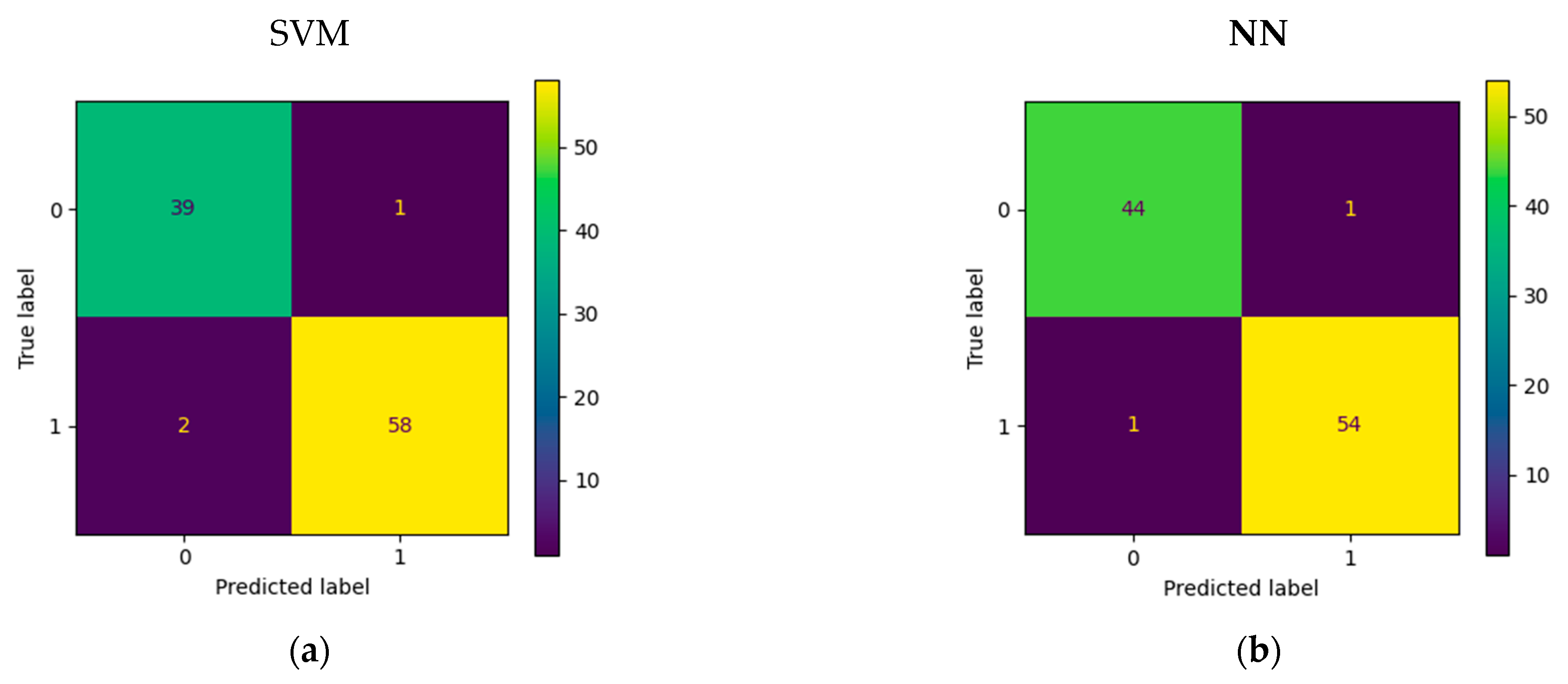
| Model | SVM | NN |
|---|---|---|
| Accuracy | 0.97 | 0.98 |
| Precision | 0.95 | 0.98 |
| Recall | 0.97 | 0.98 |
| Model | MobileNetV2 | ResNet50 |
|---|---|---|
| Accuracy | 0.997 | 0.997 |
| Precision | 0.928 | 0.907 |
| Recall | 0.975 | 0.992 |
| Model | MobileNetV2 | ResNet50 |
|---|---|---|
| Accuracy | 0.890 | 0.890 |
| Precision | 0.796 | 0.822 |
| Recall | 0.975 | 0.925 |
| Actual Class | Picture | MoblieNetV2 | ResNet50 | |
|---|---|---|---|---|
| (a) | Compliant |  | Compliant | Defective |
| (b) | Compliant |  | Compliant | Defective |
| (c) | Defective |  | Compliant | Defective |
| (d) | Defective |  | Compliant | Defective |
| Algorithm | N° of Epochs | Training Time (One Epoch) | Total Training Time |
|---|---|---|---|
| Standard algorithm—SVM | -- | -- | <1 s |
| Standard algorithm—NN | 20 | <1 s | 2 s |
| DL—MobileNetV2 | 125 | 13 s | 27 min |
| DL—ResNet50 | 400 | 33 s | 220 min |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Brambilla, P.; Conese, C.; Fabris, D.M.; Chiariotti, P.; Tarabini, M. Algorithms for Vision-Based Quality Control of Circularly Symmetric Components. Sensors 2023, 23, 2539. https://doi.org/10.3390/s23052539
Brambilla P, Conese C, Fabris DM, Chiariotti P, Tarabini M. Algorithms for Vision-Based Quality Control of Circularly Symmetric Components. Sensors. 2023; 23(5):2539. https://doi.org/10.3390/s23052539
Chicago/Turabian StyleBrambilla, Paolo, Chiara Conese, Davide Maria Fabris, Paolo Chiariotti, and Marco Tarabini. 2023. "Algorithms for Vision-Based Quality Control of Circularly Symmetric Components" Sensors 23, no. 5: 2539. https://doi.org/10.3390/s23052539
APA StyleBrambilla, P., Conese, C., Fabris, D. M., Chiariotti, P., & Tarabini, M. (2023). Algorithms for Vision-Based Quality Control of Circularly Symmetric Components. Sensors, 23(5), 2539. https://doi.org/10.3390/s23052539