1. Introduction
The steel industry provides essential materials to modern society. The annual consumption of steel is growing due to global development. Due to the central role of fuel in ironmaking and steelmaking, carbon dioxide (CO
2) emissions are large, corresponding to approximately 7% of the total anthropogenic CO
2 emissions. In this context, the steel industry must reduce its CO
2 emissions as much as possible by improving and developing the process towards carbon neutrality [
1,
2,
3].
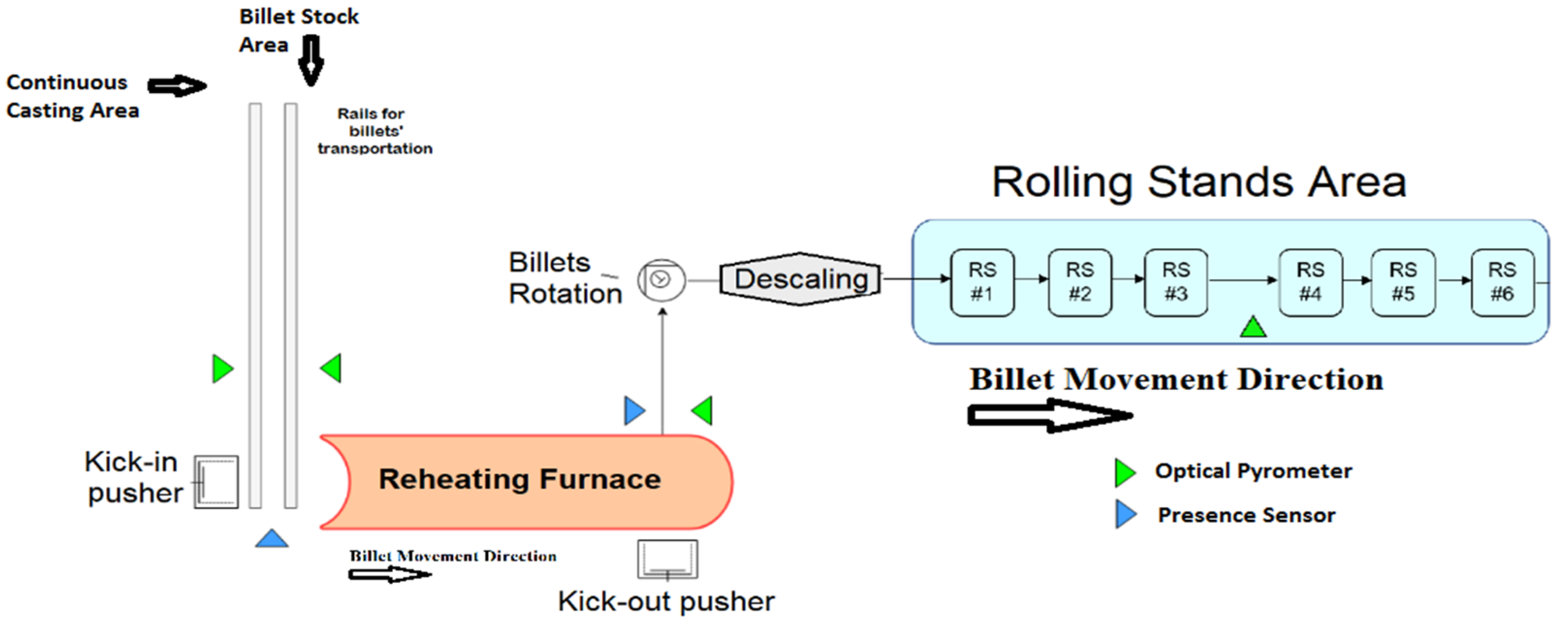
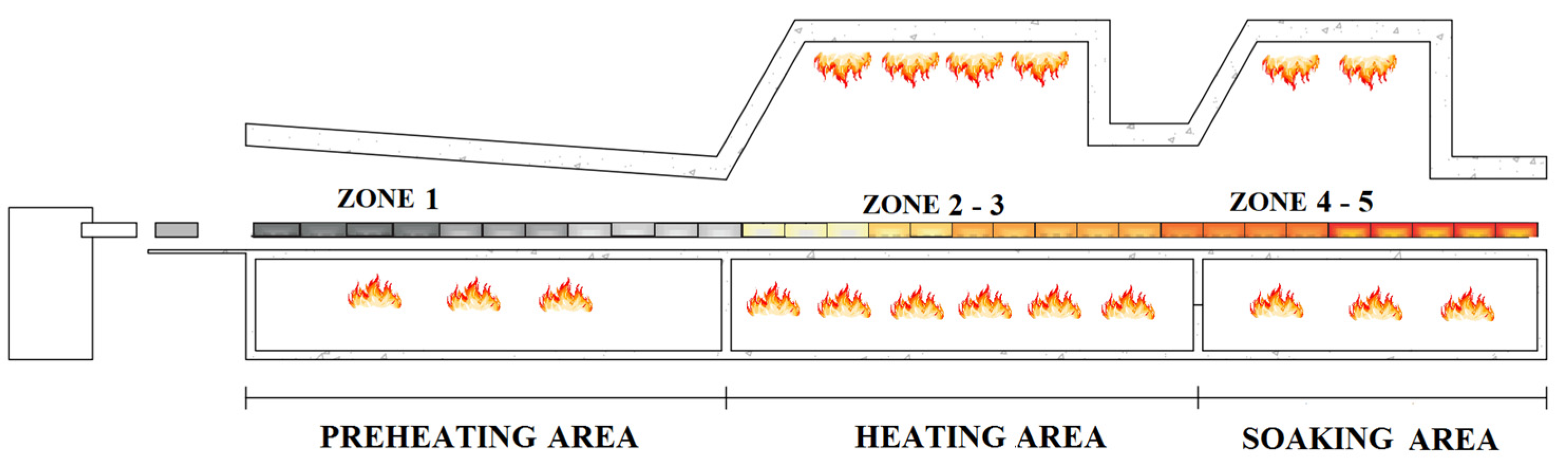
In a steel plant, different heating processes take place, e.g., the ones related to blast furnaces, electric arc furnaces, and reheating furnaces. Reheating furnaces are used in the steel industry for reheating and heat treatment of semi-finished products (e.g., billets, slabs) before they can undergo forming/plastic deformation processes, e.g., hot rolling in a mill. The reheating process is a critical process that consumes large amounts of energy in terms of fuel, incurring considerable costs and directly affecting product quality [
4,
5].
Hardware and software interventions can be proposed in the steel industry reheating furnaces/rolling mills for CO
2 emissions reduction. Data selection, acquisition, storage, and analysis play a fundamental role in this context: the Industry 4.0 framework can provide useful and efficient methods for these purposes [
6,
7,
8]. Through hardware interventions, some aspects of the production chain are modified; an example is constituted by the installation of a huge number of “micro-mills” with induction furnaces [
9,
10]. An additional hardware modification solution is represented by process improvement through heat-mass transfer and thermal efficiency calculation [
11]. On the other hand, tailored software solutions can be designed in order to optimize the already existing plants, without requiring significant hardware modifications. In this context, traditional control systems, Advanced Process Control (APC) systems, and high-level optimization systems can be utilized [
3,
12]. These systems in the steel industry reheating furnaces can be located at levels 1, 2, and 3 of the automation hierarchy [
13]. Different researchers, engineers, and practitioners proposed various types of solutions located at the mentioned levels of the automation hierarchy.
Level 1 control solutions compute the power to be injected in each furnace zone. The power consists of gas demands that must be provided to the considered furnace zone together with the needed air flow rate in order to respect the defined stoichiometric ratio. The computation takes into account the required zone temperature setpoint (provided by level 2) in order to track it. Examples of level 1 control solutions were reported in [
13,
14,
15,
16,
17,
18,
19]. A distributed Model Predictive Control (MPC) strategy is proposed in [
13], using a model which considers the coupling effect between zones. A comparison between the proposed control strategy and a standard Proportional–Integral–Derivative (PID)-based controller is provided through tailored experiments. In [
14], the design of a hybrid intelligent controller based on condition identification for the combustion process of a heating furnace is proposed, considering stable and fluctuating working conditions. A fuzzy controller is designed to improve the control accuracy of furnace temperature under stable working conditions, and an expert controller is used to adjust the temperature rapidly under fluctuating working conditions. The proposed method was tested on an industrial site. In [
15], an optimal design of the furnace combustion control loop via the cross-limiting control strategy is proposed in order to improve a traditional furnace temperature-combustion cascade control system. Energy consumption and environmental pollution are used as indicators for performance evaluation. In [
16], a cascade control system of temperature and flow with double cross-limited control is proposed. A design method of an intelligent temperature controller based on an adaptive neural fuzzy inference system is provided. The designed controller is tested through simulations. A modification of the Smith predictor scheme is proposed in [
17], combined with a gain-scheduled fuzzy block strategy, for controlling the soaking zone temperature in a steel slab-reheating furnace. A soaking zone temperature dynamic model is obtained from an identification procedure, resulting in a second order plus time-delay transfer function, where the dominant time delay varies with respect to the slab thickness. The performance of the proposed method is compared against the filtered Smith Predictor and the classic one. In [
18], the use of a Generalized Predictive Control (GPC) is proposed and a comparison between a Smith Predictor, Fuzzy Control, and GPC is designed in order to find the best control technique that results in the shortest set-up time while optimizing fuel consumption. The designed control approaches were tested through simulations taking into account different operating conditions. In [
19], the time-domain coupling relationship of the burner layout, injection angle, and air–gas ratio was simulated to analyze the influence of the flow field on the transient temperature field and the smoke emission in a regenerative pusher reheating furnace. The formulated model improves the prediction accuracy of the temperature field, which could avoid some problems, such as insufficient burning, over-burning, and overheating.
Level 3 systems refer to production scheduling and to the computation of the temperature profile of each piece to be reheated/rolled. Systems located at level 3 are reported in [
20,
21,
22,
23,
24,
25]. A review of planning and scheduling methods for hot rolling mills in steel production is reported in [
20]. Diversity in optimization methods, constraints incorporated in the analysis and level of abstraction, and data availability are considered in the study. In [
21], an algorithm for modeling electricity and natural gas consumption in a walking furnace is proposed, using artificial intelligence and simulation methods and considering the length of the rolling campaign and the established rolling program. A proposal for a set of minimum requirements characterizing the Best Available Techniques for beam furnaces intended for hot rolling is achieved. A mathematical model for a reheating furnace is proposed in [
22], by considering the efficiency–temperature relationship of the furnace. The model allows us to identify the most proper optimization of the temperature–time relation in different productive situations. It is thus capable of guaranteeing the most energy-efficient reheating operations by preserving logistics performances. In [
23], the integrated scheduling of the reheating furnace and hot rolling is investigated in view of multi-objective optimization. A mixed-integer programming model with two objectives is formulated for this problem, and a multiobjective differential evolution algorithm is developed to solve this model. The developed methods are tested through simulated data. In [
24], the problem of synchronized reheating furnaces and hot rolling mills is investigated. The task is to set the feed-in and drop-out times of slabs to different types of reheat furnaces to reduce the dispensable energy consumption and increase the production rate of the whole process. In [
25], a data mining approach for multi-influence factors on billet gas consumption in a reheating furnace is proposed. The multi-influence factors data mining model includes different steps, e.g., an apportionment model. Some measures which could improve the residence time and loading temperature are achieved.
With regard to level 2, it usually determines the temperature setpoint for each zone of the furnace according to the scheduling of products, their desired discharged temperature, and the instantaneous thermal state of the furnace [
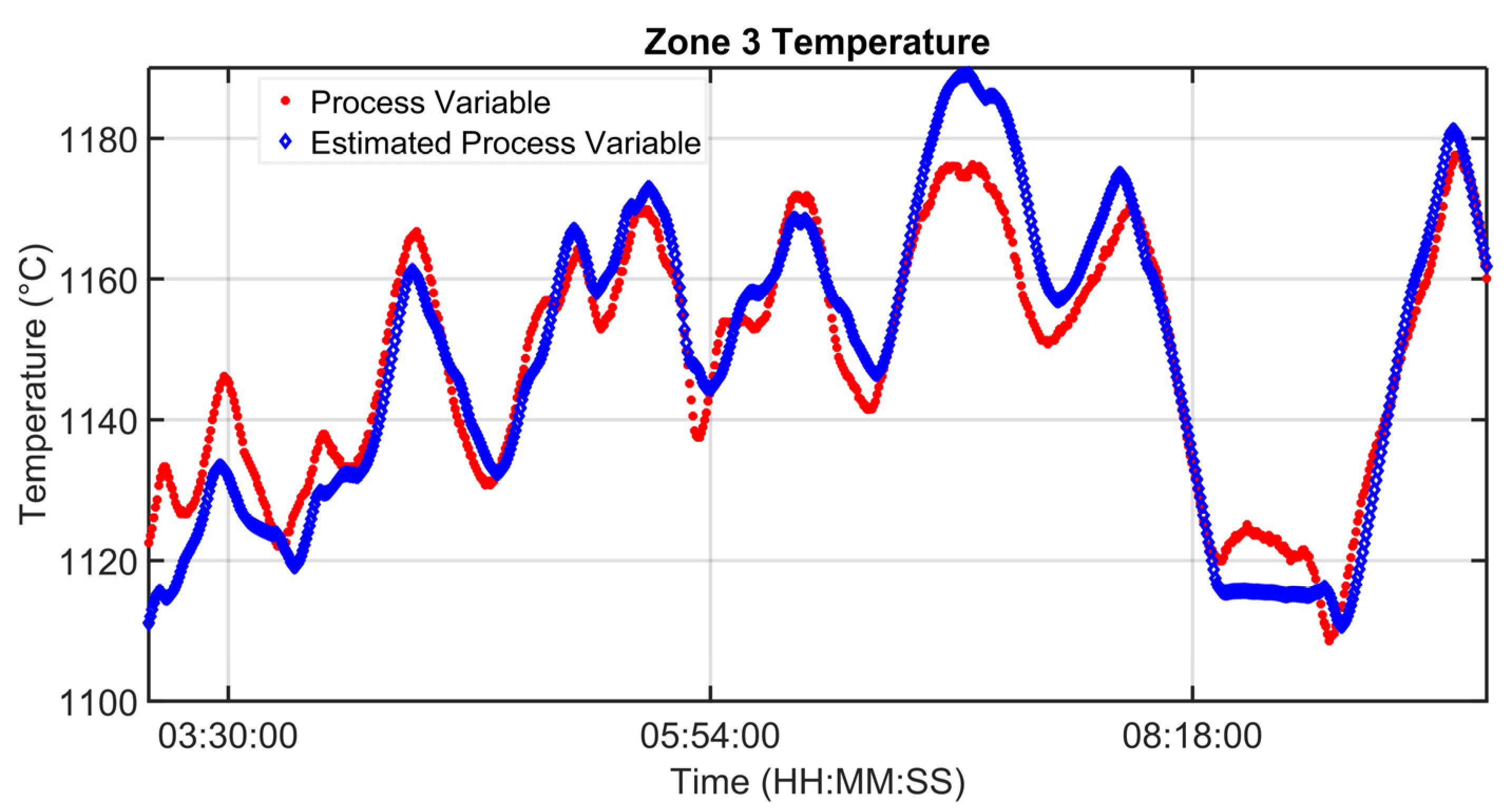
26]. Reheating furnaces are characterized by a high number of variables to be considered through a real-time operation. Furthermore, the absence of direct temperature measurements for the semi-finished products within the furnace, together with the nonlinear dynamics, the presence of many constraints on the inputs and outputs, and many process disturbances result in a nontrivial level 2 control and optimization problem [
4]. In [
4], the advantages of using a model-based control/optimization framework for steel reheating furnaces are discussed; in particular, a mathematical model of a continuous slab reheating furnace is proposed together with the related control system. The developed package is first tested through accurate simulation experiments and then implemented and used on an industrial slab reheating furnace. In [
11], an analysis to explore possibilities for the improvement in the energy efficiency of an operating natural gas-fired reheating furnace is proposed. As a result of these investigations, energy-saving opportunities were ascertained. For example, a solution for unforeseen mill delays is proposed, improving the previous delay and shutdown logics related to the zone temperature setpoints. In [
27], a genetic algorithm approach is proposed in order to obtain a billet reheating furnace model and to include it in a nonlinear optimization problem. The goal is represented by the minimization of fuel costs while satisfying a desired discharge temperature; simulation results are shown. In [
28], a double model slab tracking system for a walking beam continuous reheating furnace is developed. A ternary model is used to describe the heating process in the furnace. The model is validated through experimental data obtained through two trailing thermocouple experiments and then is exploited as a simulator for control purposes. In [
29], a first-principles mathematical model for a continuous reheating furnace of steel slabs is proposed; a nonlinear model predictive controller is then designed that defines local furnace temperatures so that the slabs reach their desired final temperatures. The proposed system is tested through a real industrial application. A multi-objective optimization problem for a large-scale bloom reheating furnace is presented in [
30]. For a given production configuration, a genetic algorithm is used to determine an optimal temperature trajectory of the bloom so as to minimize an appropriate cost function defined by a set of fuzzy rules. These rules take into account different trade-offs between the bloom’s desired discharge temperature, temperature uniformity, and specific fuel consumption. The proposed system is simulated under different scenarios. In [
31], a general structure of an optimal control system for heating billets in a reheating furnace before rolling is given. The presented control system shows the relationship of individual subsystems, each of which performs a strictly defined function. An information exchange procedure between the different sub-processes is given and this allows for the creation of optimal heating modes, taking into account all aspects that arise during the heating process. In [
32], a dynamic optimizer for temperature control of steel slabs in a continuous reheating furnace is proposed. A hierarchical control structure is designed based on a continuous time-switched nonlinear model: furnace zone temperatures are used as intermediate control variables. Constraints on system states and control variables are considered by penalty terms in the cost function and saturation functions. The capabilities of the proposed method are demonstrated through an example problem. In [
33], a hierarchical control approach is proposed. Heat inputs for each furnace slab are computed based on a discrete-time nonlinear model. Subsequently, reference trajectories of furnace temperatures are planned through the solution of a quadratic program. An example problem shows the feasibility and the limitations of the approach. In [
34], a two-dimensional mathematical heat transfer model for the prediction of the temperature history of steel slabs is proposed. The objective is to reach an optimal heating pattern for the slabs with minimum energy consumption in a walking-beam type reheating furnace. A simplified conjugate-gradient method combined with a shooting method represents the algorithm for the solution of the obtained optimization problem aimed at obtaining optimal zone temperature setpoints. In [
35], a multi-objective optimization method is proposed for reheating the furnace’s temperature setting based on a particle swarm optimization algorithm. A 2D model of the finite difference scheme, in which the thickness and width were unequally partitioned, is developed. A multi-objective optimization function of the temperature setting, from which energy consumption, oxidation, and burning loss should be minimized, is established. In [
36], the slab discharge temperature, the slab temperature uniformity, and the specific fuel consumption are included in a function value-based multi-objective optimization problem. Hooke-Jeeves’ direct search algorithm was used to minimize the objective functions under a series of production rates. The optimized setpoint temperatures were further used to construct an artificial neural network of setpoint temperature in each control zone to update the setpoint temperatures when the reheating furnace encounters a production rate change. In [
37], a Computational Fluid Dynamics (CFD) model of an industrial roller-hearth reheating furnace with radiant tubes is developed. The movement of the slab on the rollers is performed using dynamic mesh. The CFD model is compared to measurements and the original heating process in production is optimized by the CFD model.
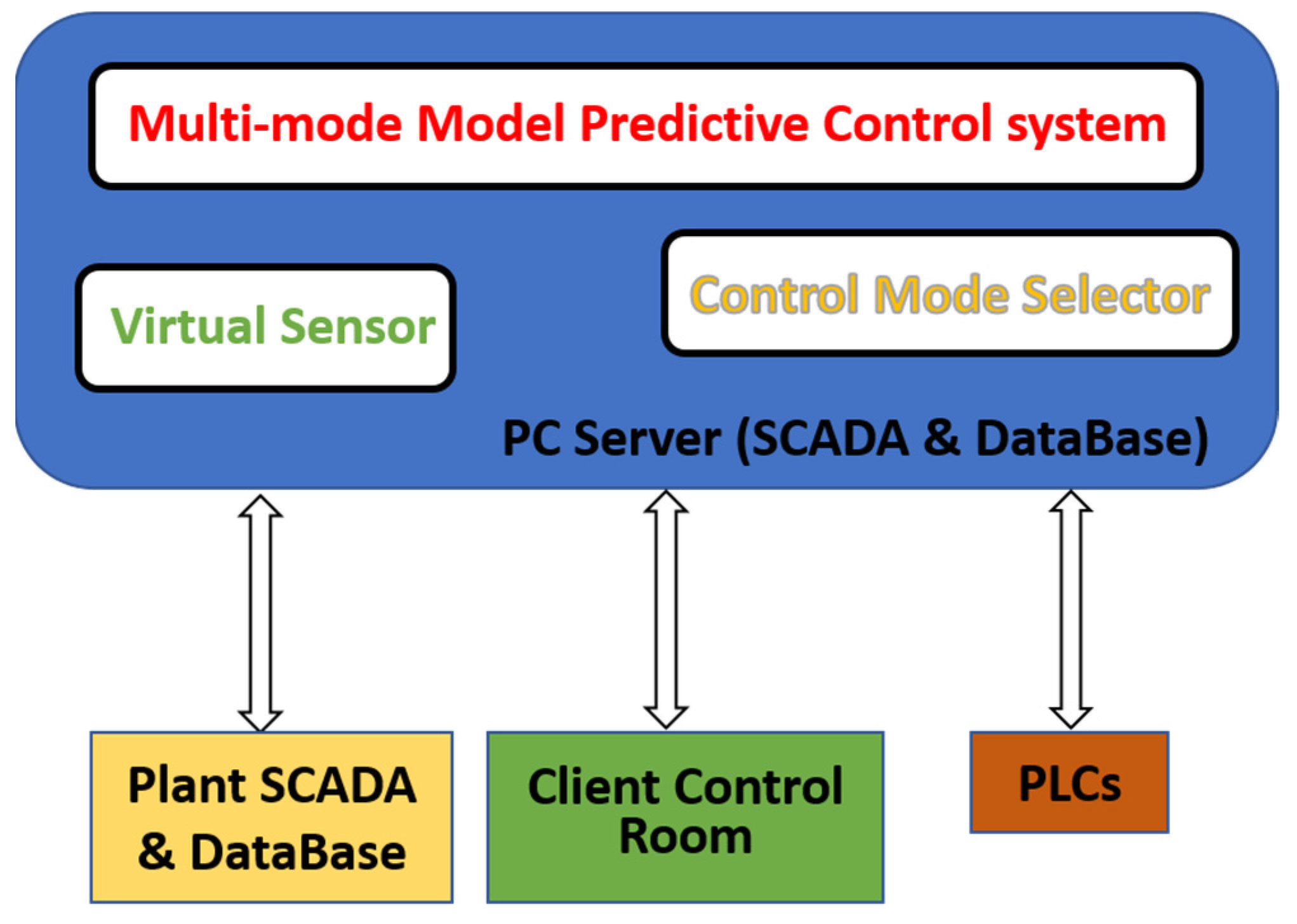
This paper proposes a unified level 2 APC framework for steel billets reheating furnaces. The paper aims to provide holistic knobs and solutions for the assessment of level 2 APC methods for different types of steel industry billets reheating furnaces, e.g., walking beam and pusher type. To the best of the authors’ knowledge, a unified level 2 control framework for steel billets reheating furnaces capable to manage all process conditions and equipped with the needed customization procedures for each different case study is not present in the literature. The main parts which characterize the proposed APC system are: a billets’ virtual sensor, a control mode selector, and a multi-mode MPC block. The innovative features of the proposed approach are:
a rolling mill stand absorption model tailored for control purposes;
an adaptation policy of the coefficients associated with the model of billet features;
the set of adopted Controlled Variables (CVs);
a double control option for the billet head–tail temperature difference;
a strategy for computing billet temperature control specifications at different positions at the furnace exit;
a multi-mode MPC approach that handles all process conditions and can be used in different furnace types (e.g., walking beam and pusher type) and regardless of the adopted billets’ model;
a control mode selector which online activates the best MPC mode in each process condition;
a billet temperature model linearization approach that balances the accuracy of control and the burden of optimization problem solver.
The control and energy-saving results achieved with the different field implementations confirmed the validity of the proposed approach. Projects which include the implementation on the real process and are designed as lasting control applications and not as temporary tests are not widespread. The field application of an APC system designed and tested through virtual environment simulations requires significant reliability and robustness features in order to bridge the gap between simulations and field application.
The paper is organized as follows:
Section 2 reports the material and methods, providing: the steel billets reheating furnaces’ description (process main features, process automation, and level 2 control and optimization specifications), the proposed level 2 APC system (data structures, billets’ virtual sensor, APC variables and specifications, furnace condition detection, and multi-mode MPC definition) and the multi-mode MPC formulation (general formulation, control modes characterization).
Section 3 reports the results and discussion, focusing on modelization, control, and energy efficiency aspects. The conclusions are summarized in
Section 4, together with some ideas for future work.





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}