
A New Denoising Method for Belt Conveyor Roller Fault Signals

 ,
,
Abstract
:1. Introduction
- (1)
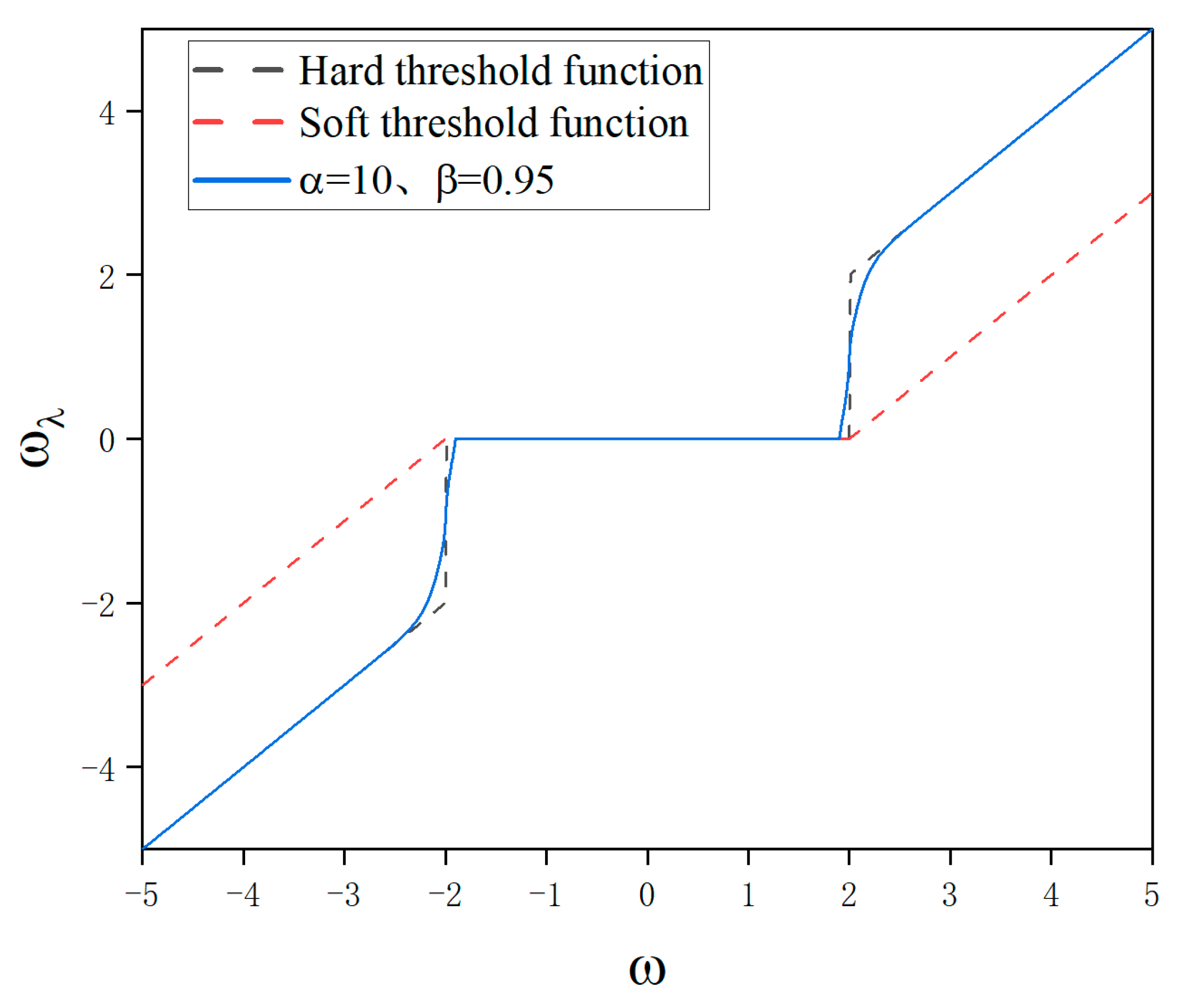
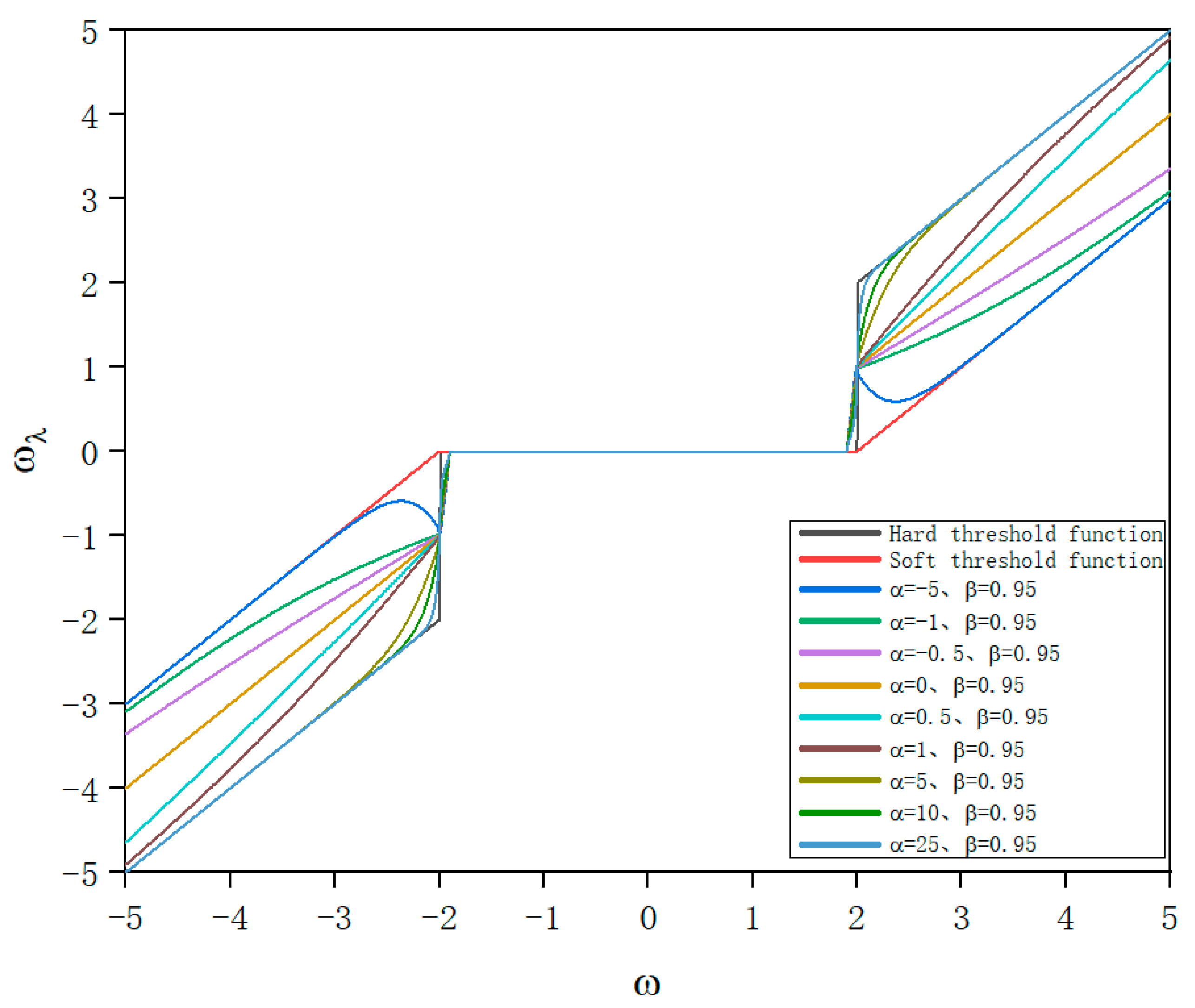
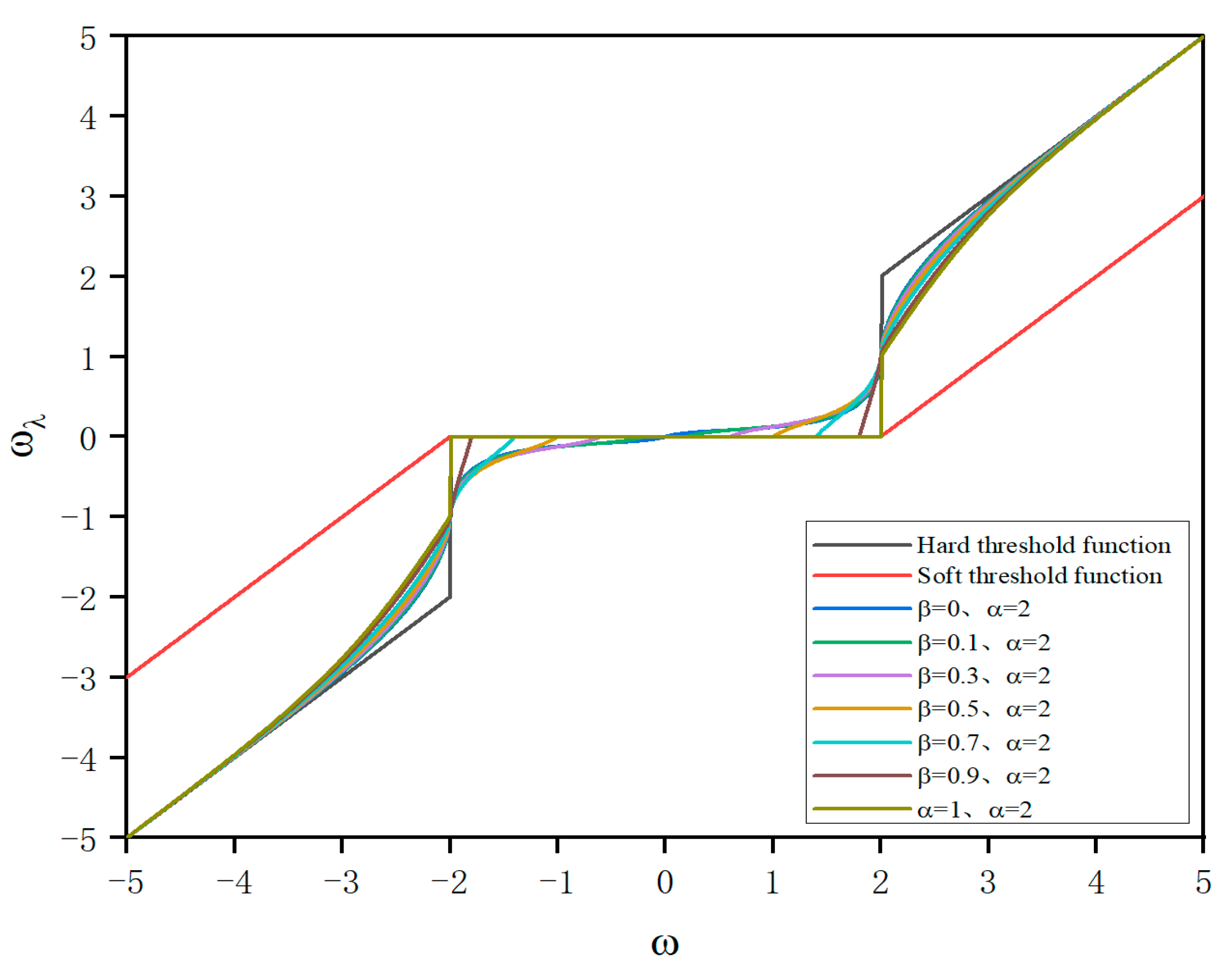
- The biparameter and trisegment threshold function (BT) is proposed to address the pseudo-Gibbs problem caused by the mutation of the hard threshold function and soft threshold function. This function can adapt to signals with different characteristics through flexible factor adjustments. The feasibility and advantages of this function are theoretically demonstrated, providing a theoretical foundation for signal denoising in the intelligent diagnosis process of inspection robots.
- (2)
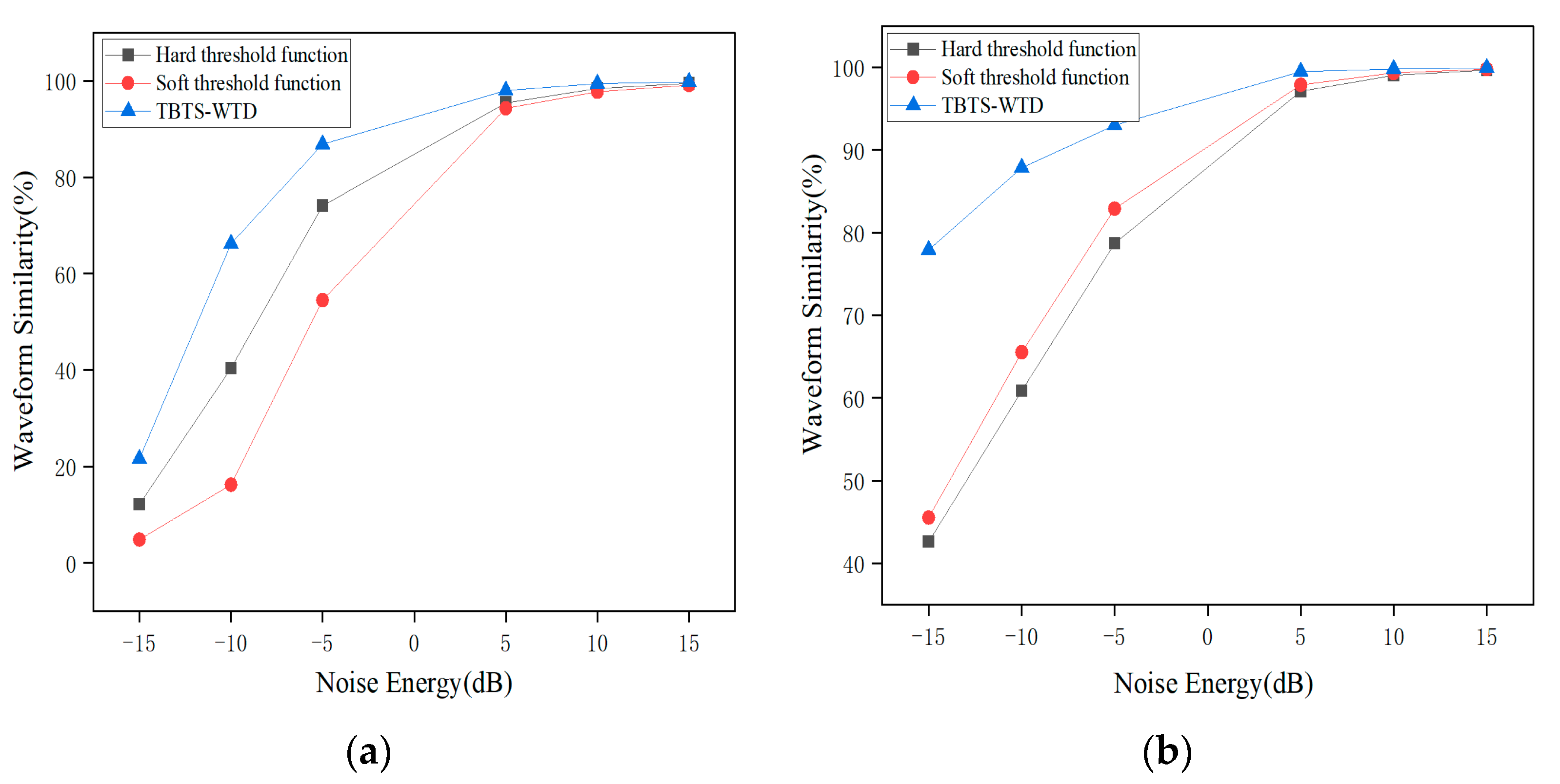
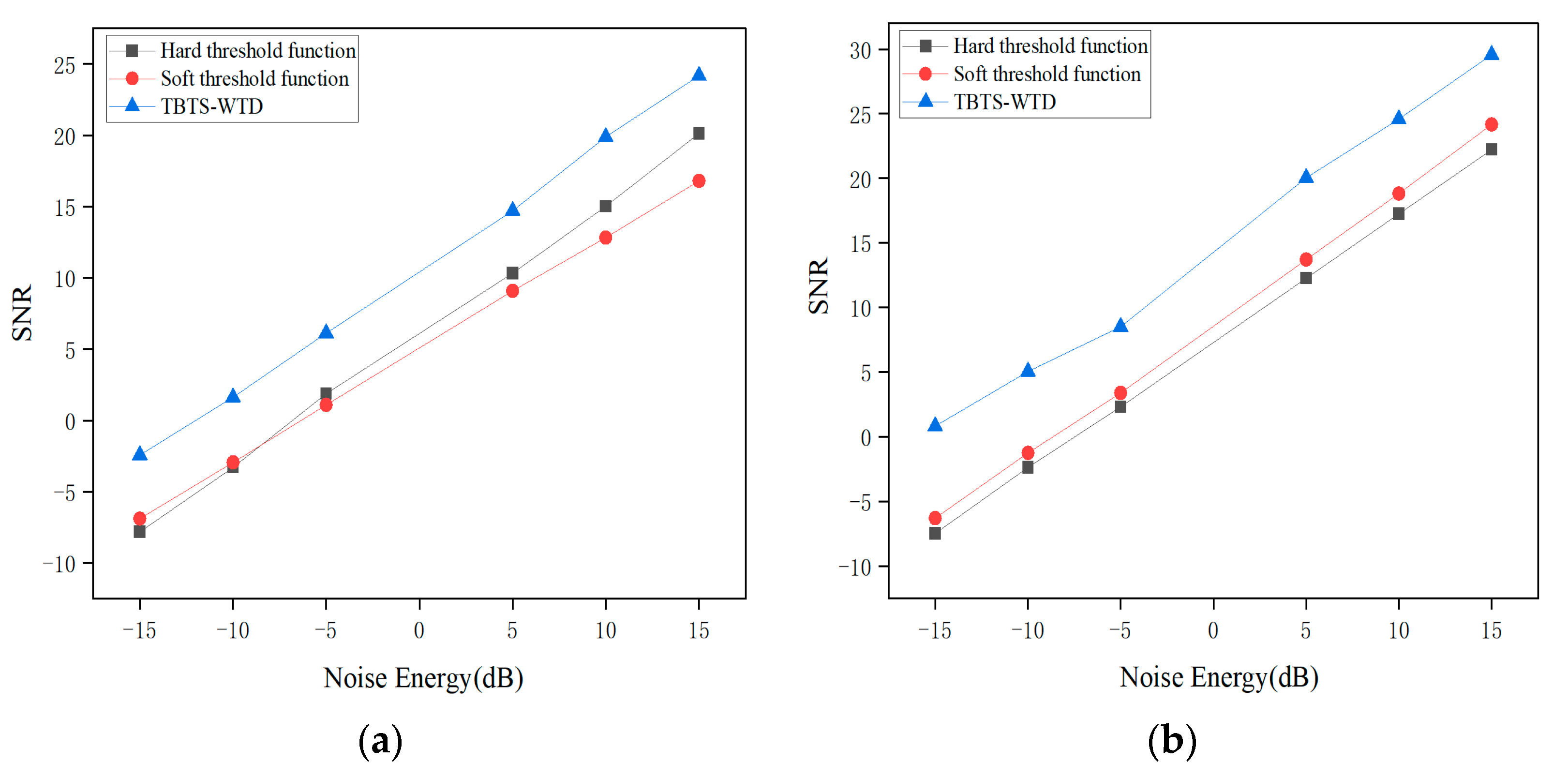
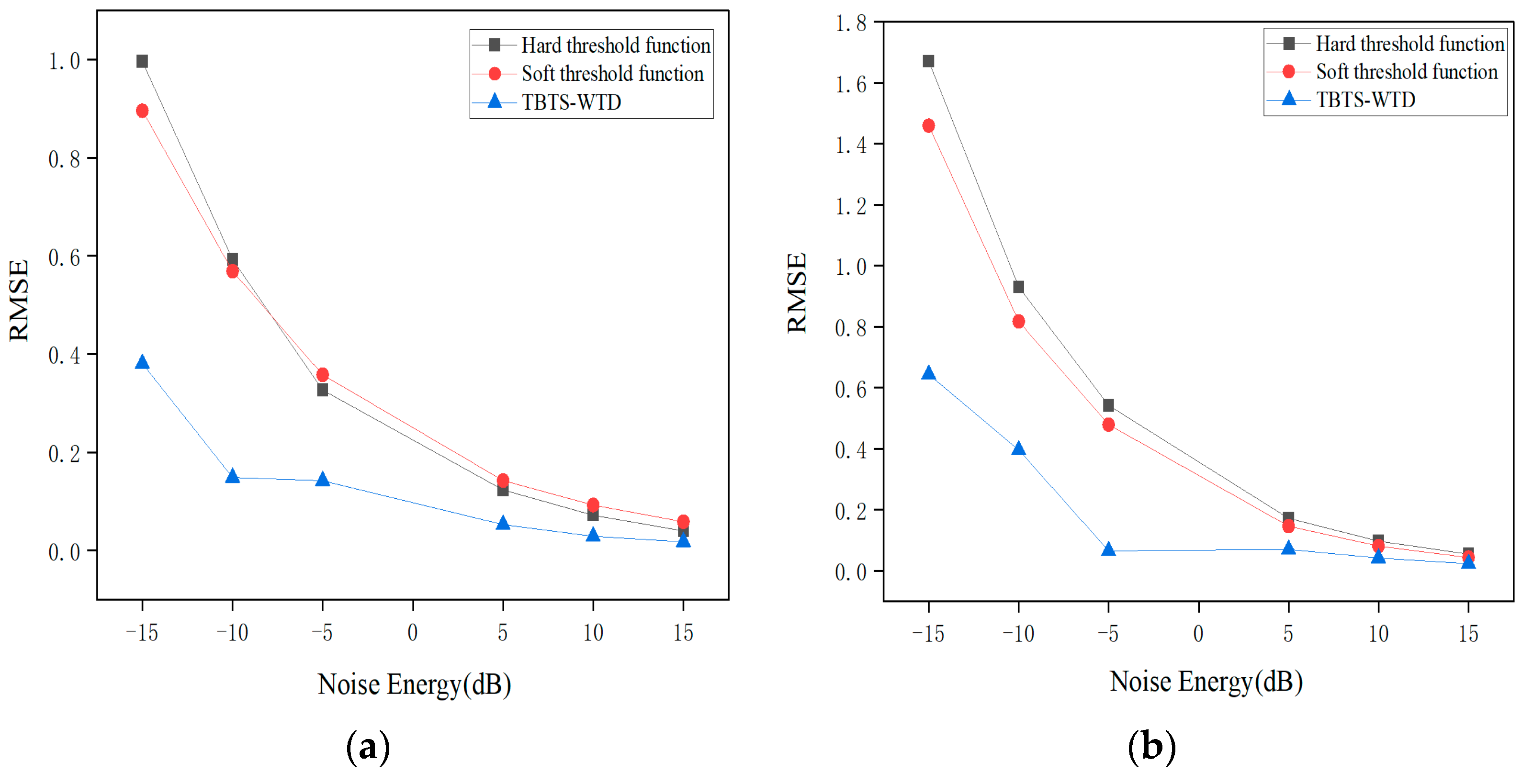
- To verify the denoising characteristics of the new threshold function, comparative experiments are carried out using a controlled variable approach. The experiments maintain a constant threshold, wavelet basis functions, and decomposition levels while only changing the threshold function. Denoising preprocessing is applied to two types of artificially noised simulated signals and experimental signals. A quantitative analysis is performed using three evaluation metrics: the Normalized Cross-Correlation (NCC), Root Mean Square Error (RMSE), and signal-to-noise ratio (SNR). The feasibility and advantages of the proposed threshold function are validated with the experiments.
2. Theoretical Research on Denoising Model
2.1. The Denoising Model of the BT-WTD Algorithm
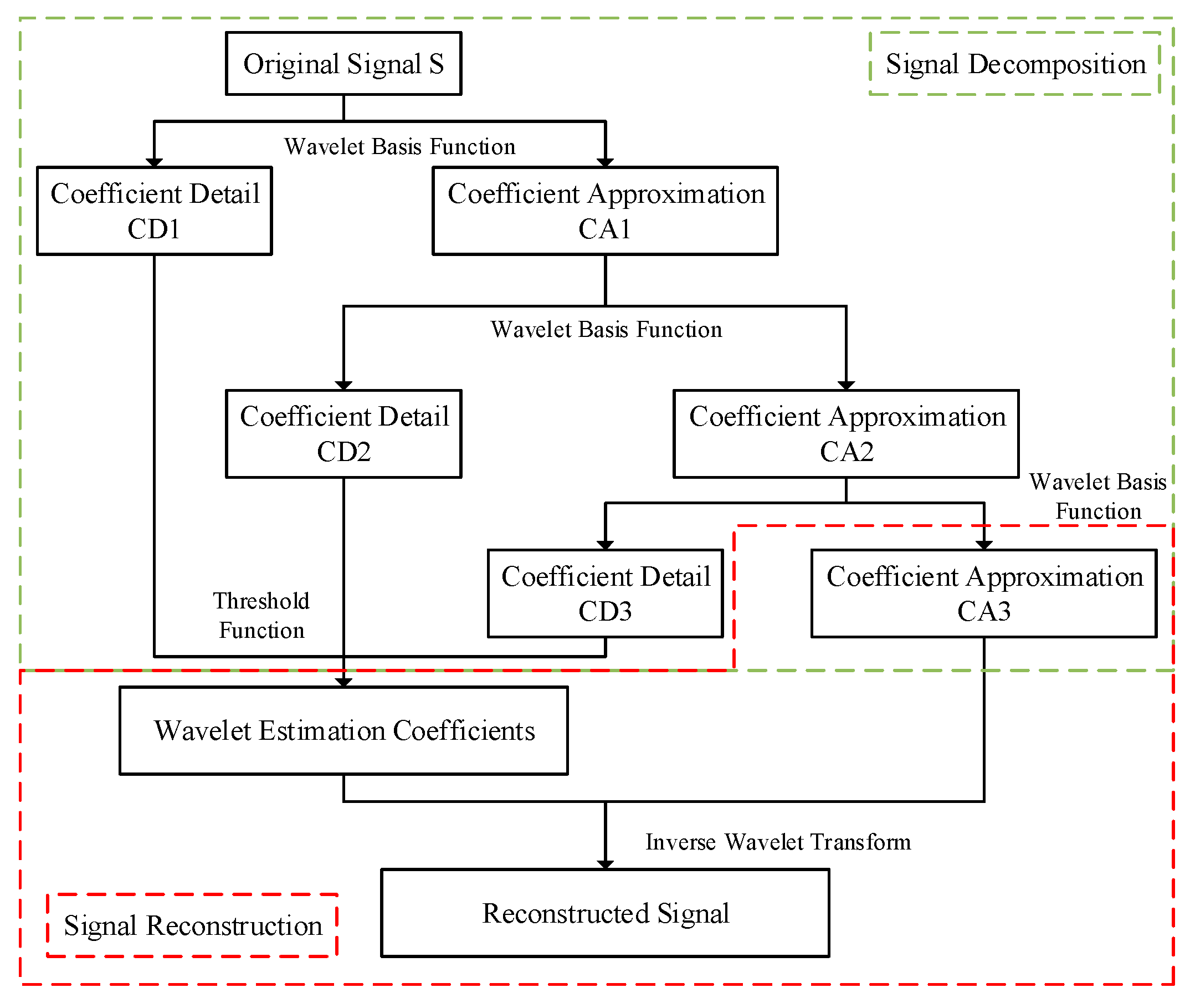
2.1.1. Principle of Wavelet Threshold Denoising
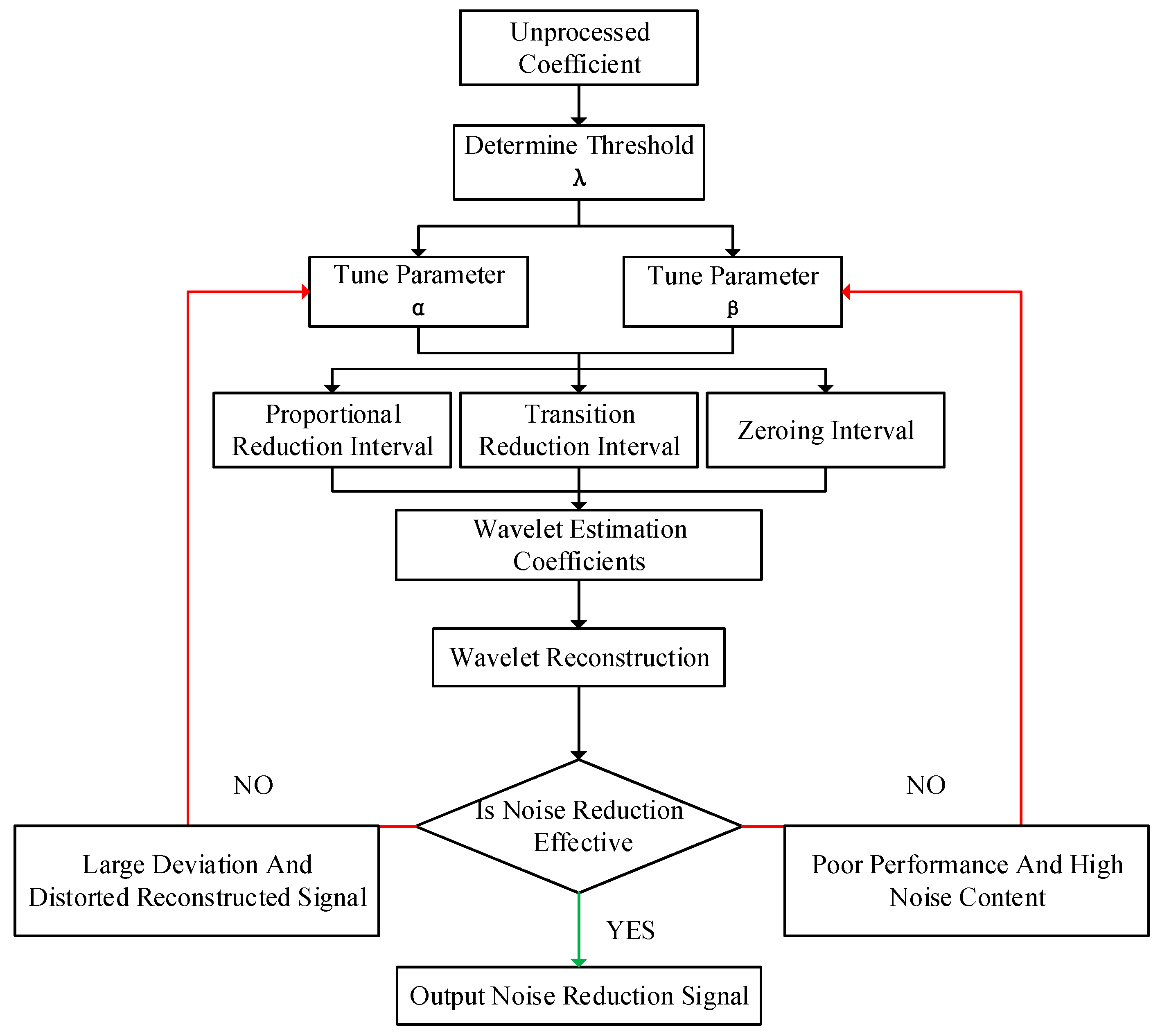
2.1.2. The Denoising Model of the BT-WTD
2.2. Analysis of BT Threshold Function Characteristics
2.2.1. Continuity
- When ,
- When ,
- When ,
- When ,
2.2.2. Parity
2.2.3. Bias
- When ,
2.2.4. Asymptote
2.2.5. Biparameter Analysis
2.3. Denoising Quantitative Evaluation Indicators
3. Simulation Experiment Verification
3.1. Signal Simulation
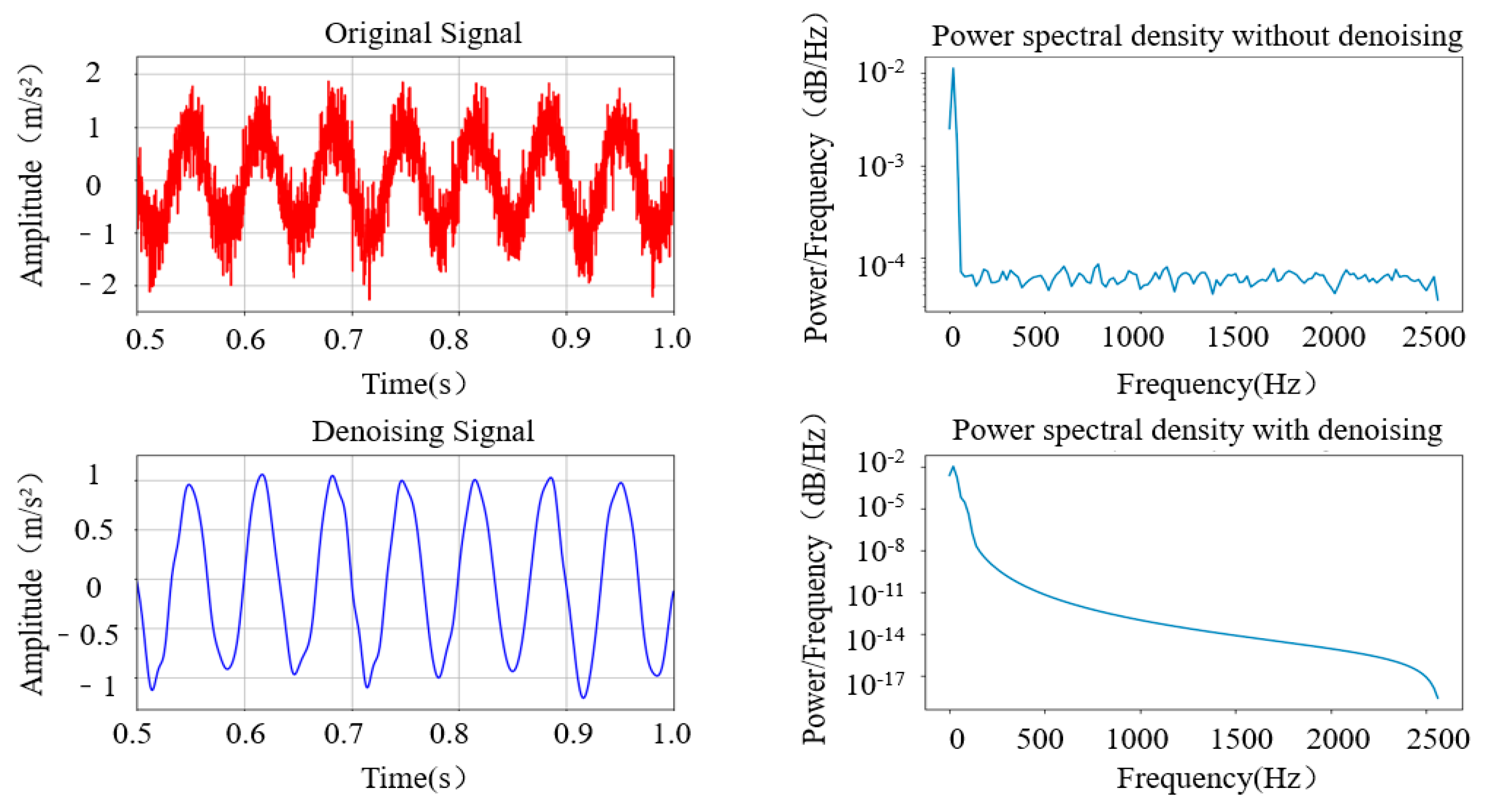
3.1.1. Sine Wave Simulation Signal
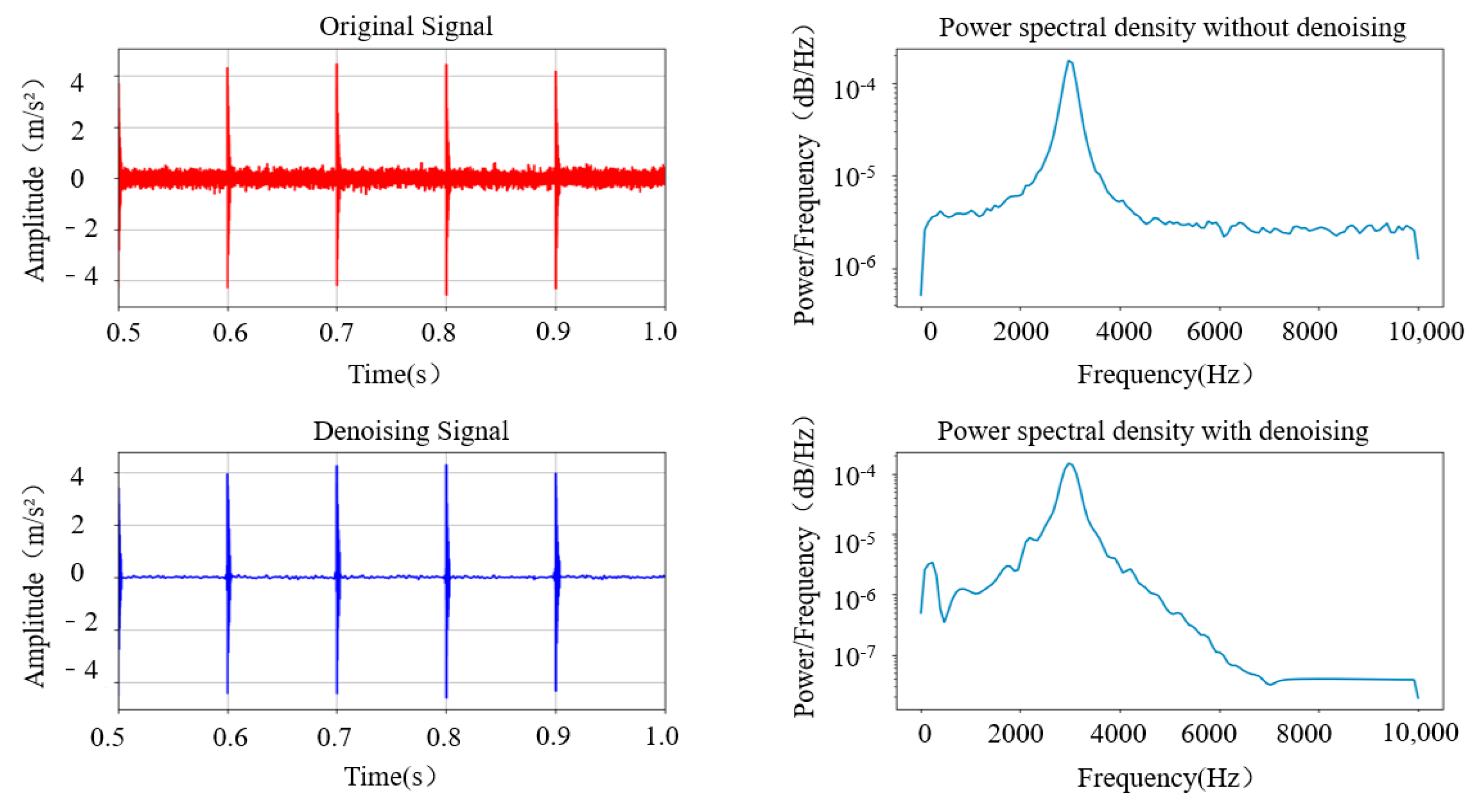
3.1.2. Periodic Impact Simulation Signal
3.1.3. Adding Gaussian White Noise to Signal
3.2. Selection of Denoising Model Basic Parameters
3.3. Simulation Signal Denoising Verification
4. Experimental Data Collection and Validation
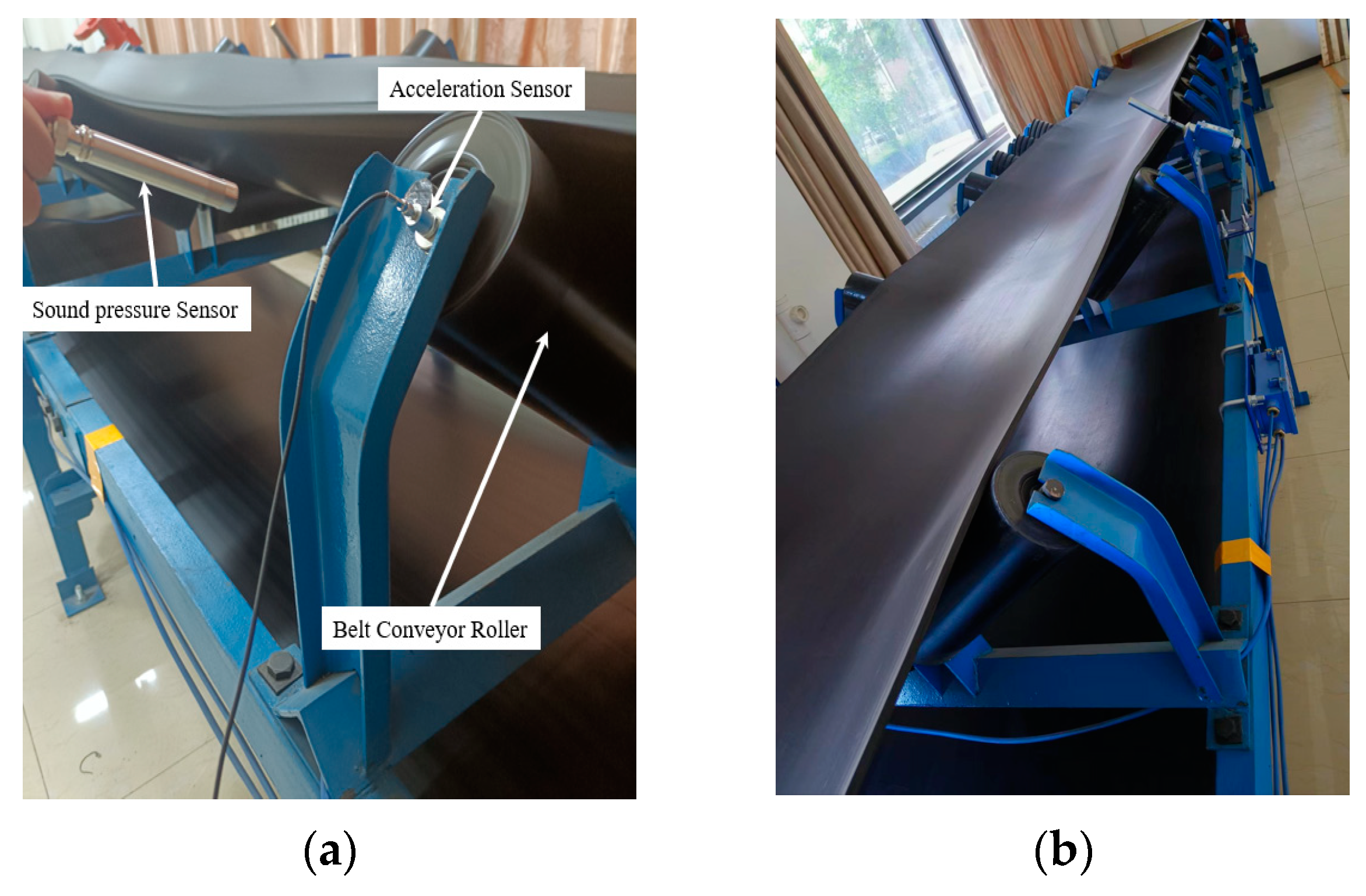
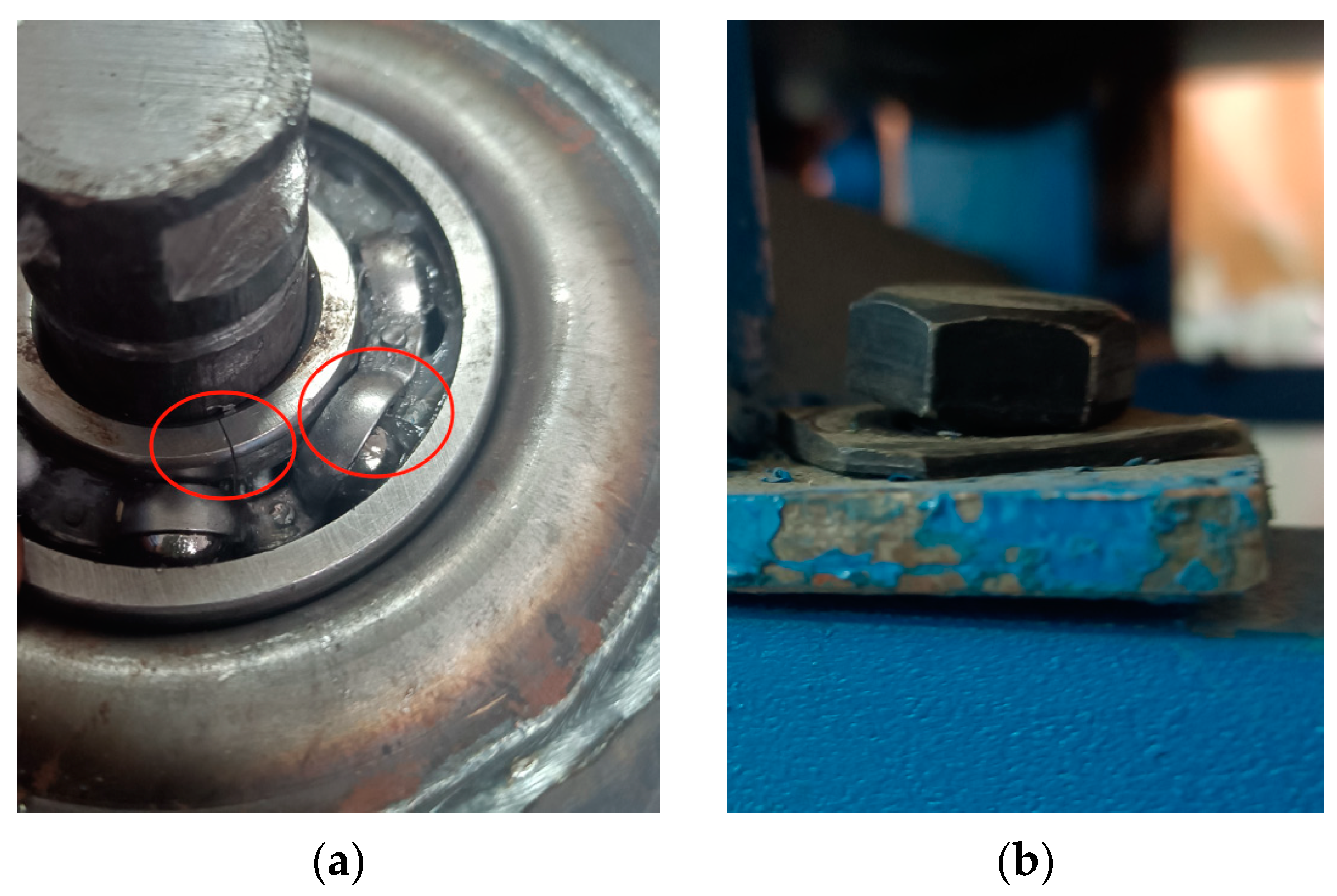
4.1. Experimental Data Collection
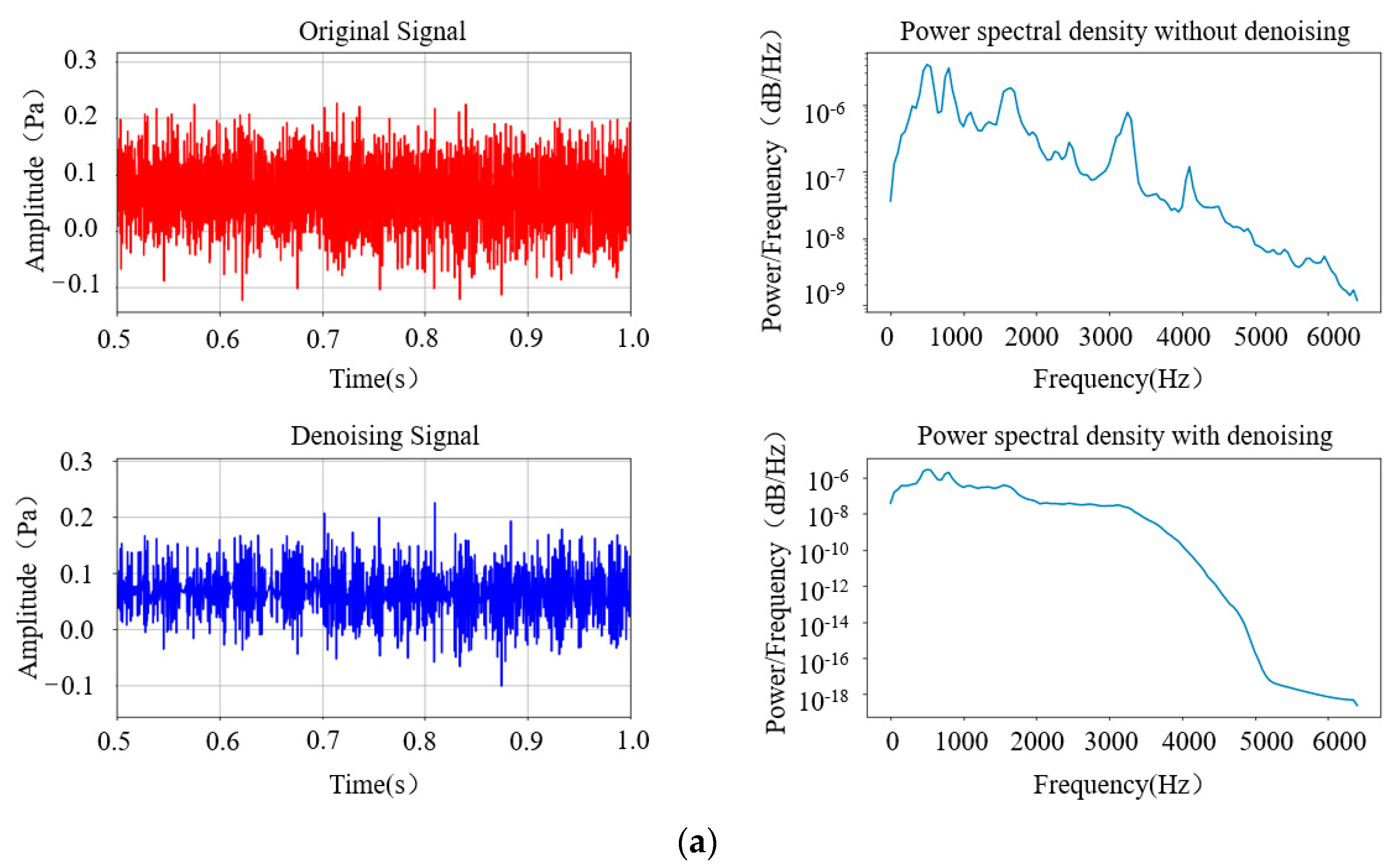
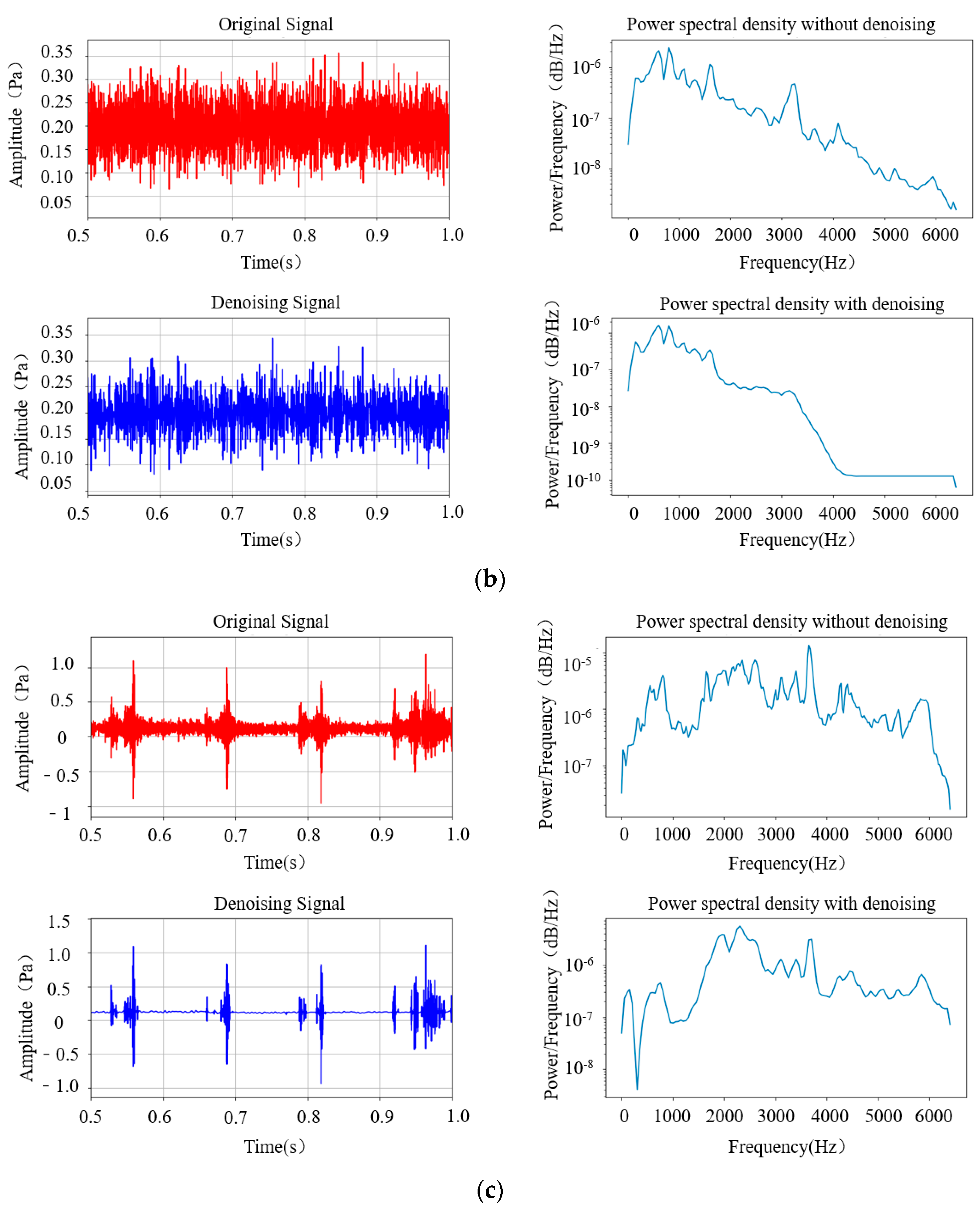
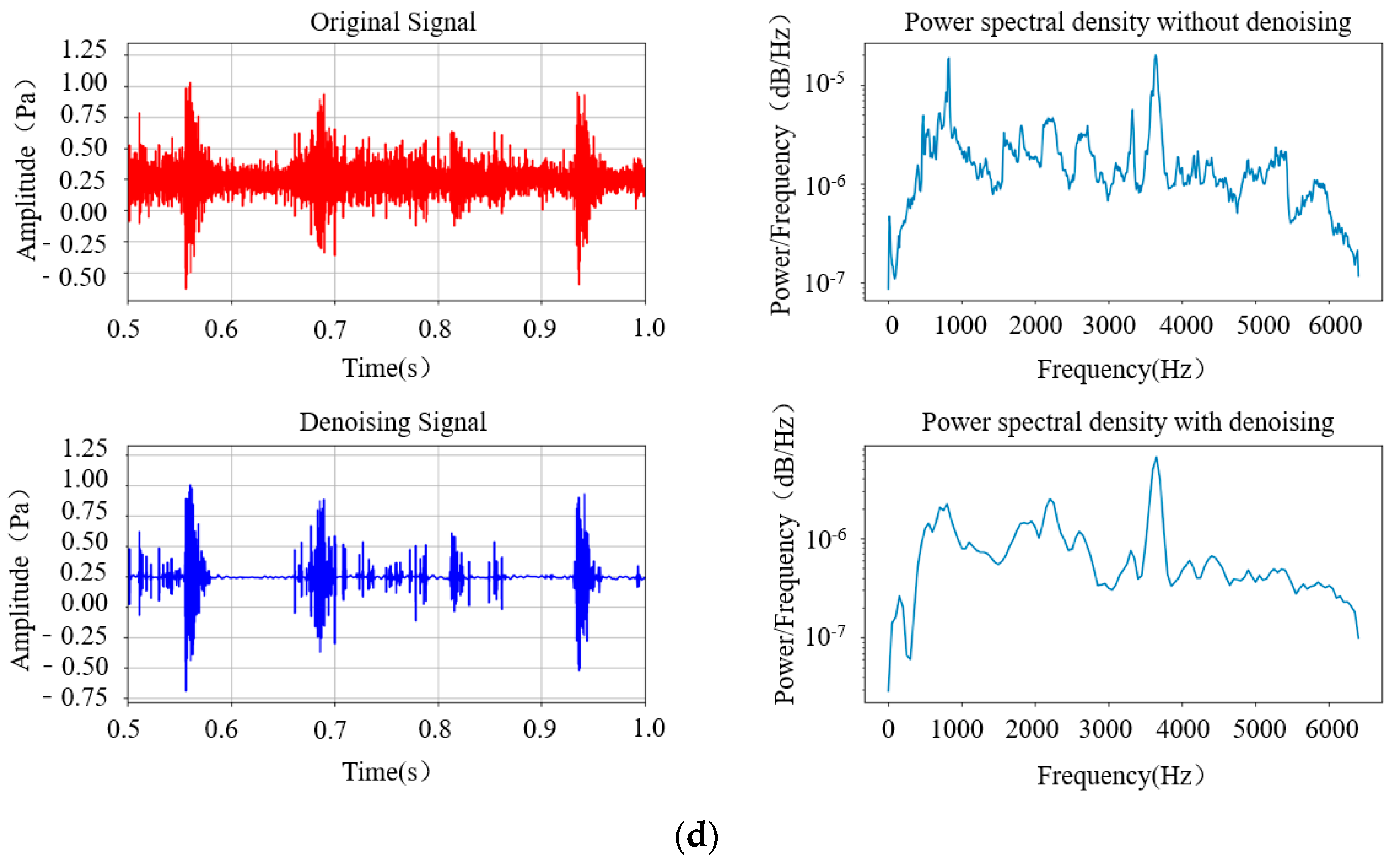
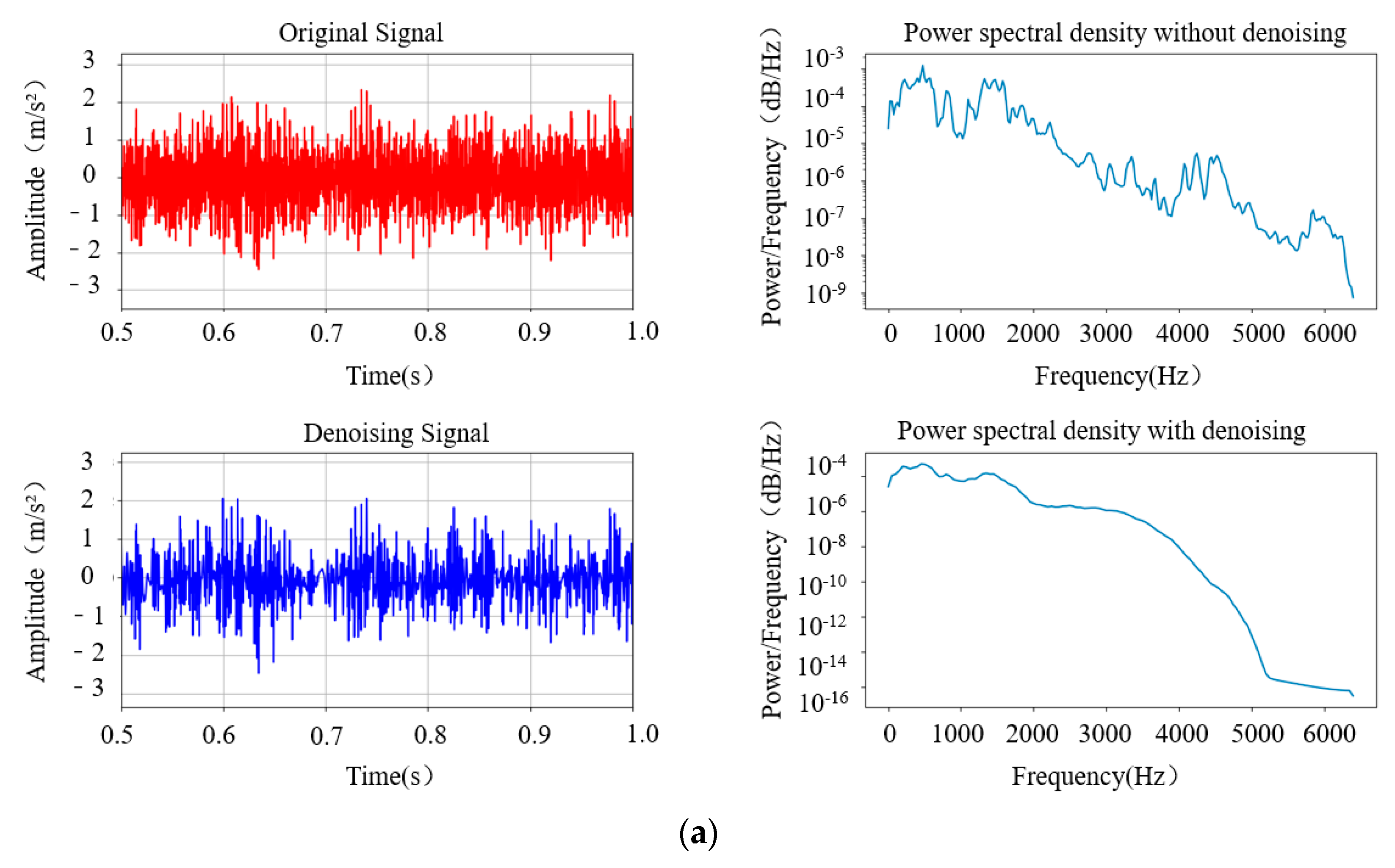
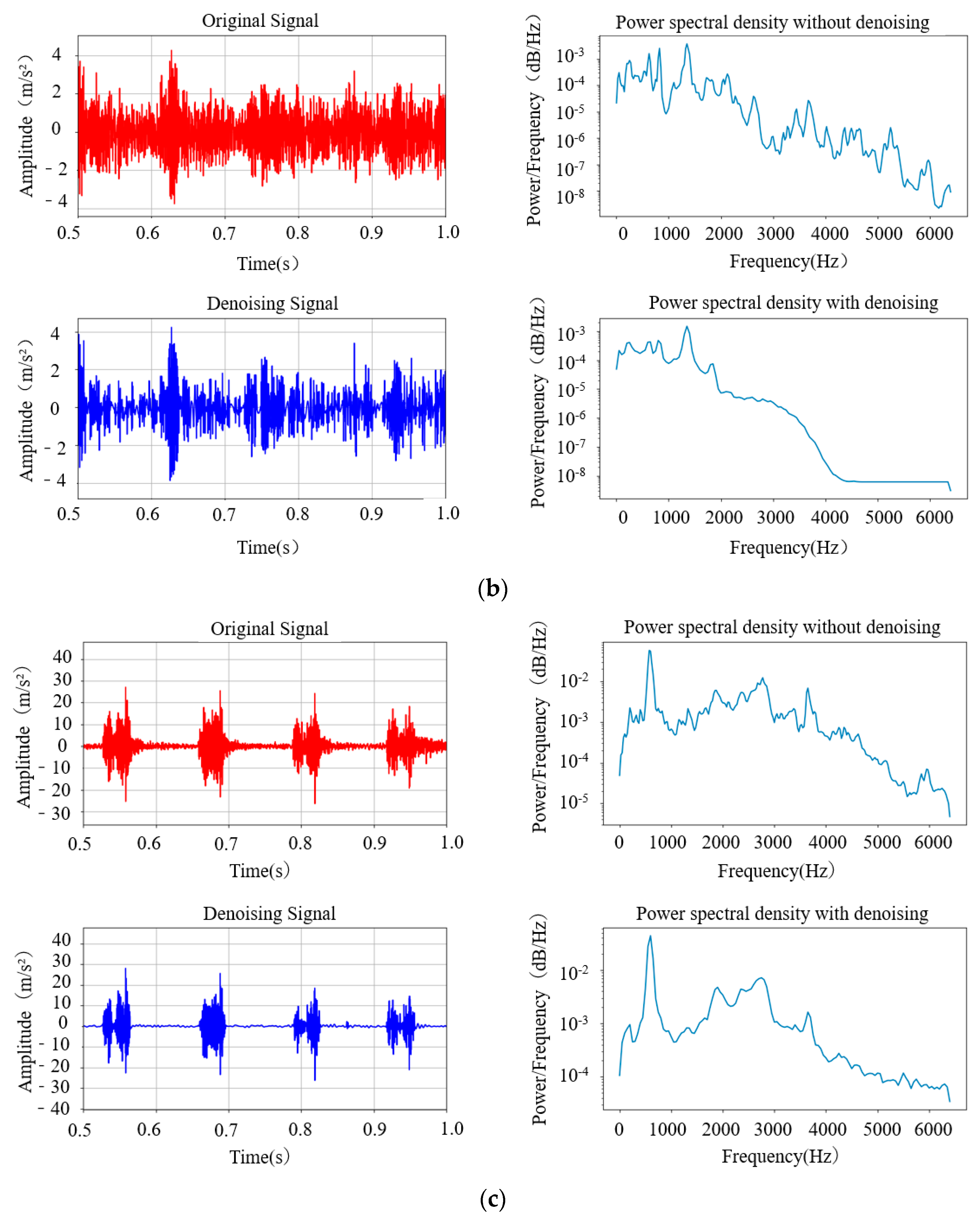
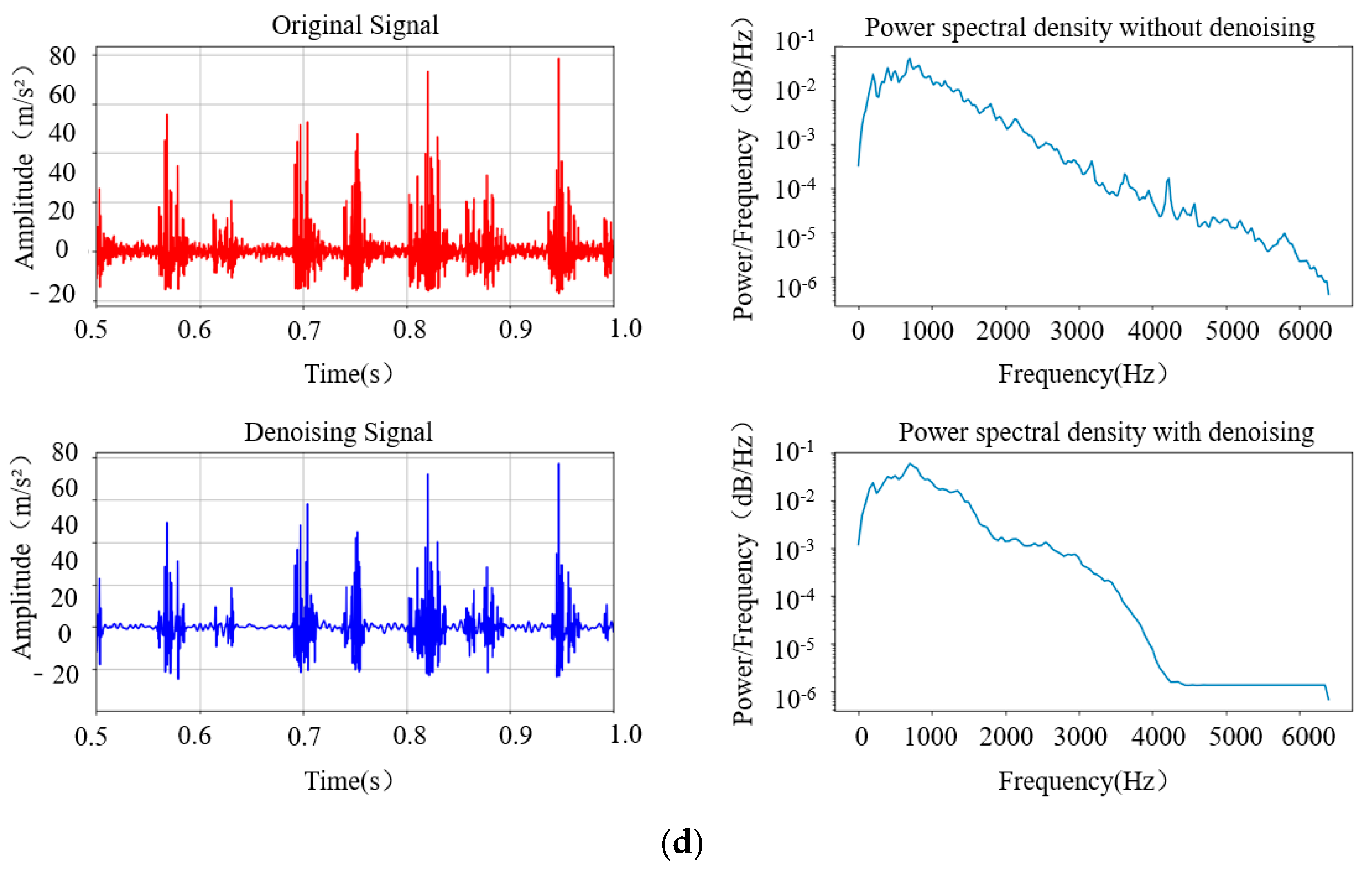
4.2. Denoising Analysis of Experimental Data
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| BT | the function of biparameter and trisegment |
| SNR | signal-to-noise ratio |
| MSE | Mean Square Error |
| RMSE | Root Mean Square Error |
| NCC | Normalized Correlation Coefficient |
References
- Zhao, J. Research on coal safety production management under the new situation. Petrochem. Technol. 2020, 27, 155–156. [Google Scholar]
- Zhang, Y.; Zhang, H.; Zhao, J.; Zhou, Z.; Wang, J. Review of non-destructive testing for remanufacturing of high-end mechanical equipment. J. Mech. Eng. 2013, 49, 80–90. [Google Scholar] [CrossRef]
- Cai, C. Fault analysis of mining machinery belt conveyor. Technol. Innov. Appl. 2012, 27, 102–103. [Google Scholar]
- Huang, N.; Shen, Z.; Long, S.; Wu, M.; Shih, H.; Zheng, Q.; Yen, N.; Tung, C.; Liu, H. The empirical mode decomposition and the Hilbert spectrum for nonlinear and non-stationary time series analysis. Proc. R. Soc. Lond. 1998, 454, 903–995. [Google Scholar] [CrossRef]
- Zhang, J.; Hou, G.; Bao, Z.; Zhang, Y.; Ma, Y. A signal denoising method for vibration signals from flood discharge structures based on CEEMDAN and SVD. J. Vib. Shock 2017, 36, 138–143. [Google Scholar]
- Zhang, X.; Zhao, J.; Ni, X.; Sun, F.; Ge, H. Fault diagnosis for gearbox based on EMD-MOMEDA. Int. J. Syst. Assur. Eng. Manag. 2019, 40, 836–847. [Google Scholar] [CrossRef]
- Zhang, F.; Guo, J.; Yuan, F.; Shi, Y.; Li, Z. Research on Denoising Method for Hydroelectric Unit Vibration Signal Based on ICEEMDAN–PE–SVD. Sensors 2023, 23, 6368. [Google Scholar] [CrossRef] [PubMed]
- Jin, T.; Li, Q.; Mohamed, M.A. A novel adaptive EEMD method for switchgear partial discharge signal denoising. IEEE Access 2019, 7, 58139–58147. [Google Scholar] [CrossRef]
- Ngui, W.K.; Leong, M.S.; Hee, L.M.; Abdelrhman, A.M. Wavelet analysis: Mother wavelet selection methods. Appl. Mech. Mater. 2013, 393, 953–958. [Google Scholar] [CrossRef]
- Hua, T.; Dai, K.; Zhang, X.; Yao, Z.; Wang, H.; Xie, K.; Feng, T.; Zhang, H. Optimal VMD-based signal denoising for laser radar via Hausdorff distance and wavelet transform. IEEE Access 2019, 7, 167997–168010. [Google Scholar] [CrossRef]
- Ali, M.N.; El-Dahshan, E.-S.A.; Yahia, A.H. Denoising of heart sound signals using discrete wavelet transform. Circuits Syst. Signal Process. 2017, 36, 4482–4497. [Google Scholar] [CrossRef]
- Long, J.; Wang, X.; Dai, D.; Tian, M.; Zhu, G.; Zhang, J. Denoising of UHF PD signals based on optimized VMD and wavelet transform. IET Sci. Meas. Technol. 2017, 11, 753–760. [Google Scholar] [CrossRef]
- Baldazzi, G.; Sulas, E.; Urru, M.; Tumbarello, R.; Raffo, L.; Pani, D. Wavelet denoising as a post-processing enhancement method for non-invasive foetal electrocardiography. Comput. Methods Programs Biomed. 2020, 19, 105558. [Google Scholar] [CrossRef]
- Zhang, H.; Li, K.; Wang, T. A denoising method for MC spindle vibration signals based on wavelet packet and CEEMDAN. Comb. Mach. Tool Autom. Process. Technol. 2020, 6, 71–75. [Google Scholar]
- Xie, J.; Feng, L.; Gao, J.; Gao, Z.; Gao, X. Chaos denoising method for monitoring sequences of complex electromechanical systems based on LP and wavelet packets. Vib. Shock 2020, 39, 1–7. [Google Scholar]
- He, K.; Xia, Z.; Si, Y.; Lu, Q.; Peng, Y. Noise reduction of welding crack AE signal based on EMD and wavelet packet. Sensors 2020, 20, 761. [Google Scholar] [CrossRef] [PubMed]
- He, C.; Xing, J.; Li, J.; Yang, Q.; Wang, R. A new wavelet threshold determination method considering interscale correlation in signal denoising. Math. Probl. Eng. 2015, 2015, 280251. [Google Scholar] [CrossRef]
- Yang, L.; Li, S.; Wang, Z.; Hou, J.; Zhang, X. Research on signal feature extraction of natural gas pipeline ball valve based on the NWTD-WP Algorithm. Sensors 2023, 23, 4790. [Google Scholar] [CrossRef] [PubMed]
- Li, S.; Zhou, Y.; Zhou, Y. Application of adaptive wavelet threshold denoising algorithm in low altitude flying acoustic target. Vib. Shock 2017, 36, 153–158. [Google Scholar]
- Xu, X.; Luo, M.; Tan, Z.; Pei, R. Echo signal extraction method of laser radar based on improved singular value decomposition and wavelet threshold denoising. Infrared Phys. Technol. 2018, 92, 327–335. [Google Scholar] [CrossRef]
- Tang, J.; Zhou, S.; Pan, C. A denoising algorithm for partial discharge measurement based on the combination of wavelet threshold and total variation theory. IEEE Trans. Instrum. Meas. 2019, 69, 3428–3441. [Google Scholar] [CrossRef]
- Jang, Y.I.; Sim, J.Y.; Yang, J.-R.; Kwon, N.K. The Optimal Selection of Mother Wavelet Function and Decomposition Level for Denoising of DCG Signal. Sensors 2021, 21, 1581. [Google Scholar] [CrossRef] [PubMed]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Characteristics | Hard Threshold Function | Soft Threshold Function |
|---|---|---|
| RMSE | Low | High |
| Smoothness | Bad | Good |
| Continuity | Good | Bad |
| Generation of additional oscillations | Yes | No |
| Equipment Name | Equipment Parameters |
|---|---|
| Three-phase asynchronous motor | Model YE2VP132M-4, rated speed 1455 r/min |
| Grooved buffer roller | Inner diameter × outer diameter × roller length: 45 mm × 133 mm × 380 mm |
| Signal data acquisition instrument | INV3018CT |
| Accelerometer | ICP INV9822 |
| Acoustic pressure sensor | ICP INV9206 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hao, X.; Zhang, J.; Gao, Y.; Zhu, C.; Tang, S.; Guo, P.; Pei, W. A New Denoising Method for Belt Conveyor Roller Fault Signals. Sensors 2024, 24, 2446. https://doi.org/10.3390/s24082446
Hao X, Zhang J, Gao Y, Zhu C, Tang S, Guo P, Pei W. A New Denoising Method for Belt Conveyor Roller Fault Signals. Sensors. 2024; 24(8):2446. https://doi.org/10.3390/s24082446
Chicago/Turabian StyleHao, Xuedi, Jiajin Zhang, Yingzong Gao, Chenze Zhu, Shuo Tang, Pengfei Guo, and Wenliang Pei. 2024. "A New Denoising Method for Belt Conveyor Roller Fault Signals" Sensors 24, no. 8: 2446. https://doi.org/10.3390/s24082446
APA StyleHao, X., Zhang, J., Gao, Y., Zhu, C., Tang, S., Guo, P., & Pei, W. (2024). A New Denoising Method for Belt Conveyor Roller Fault Signals. Sensors, 24(8), 2446. https://doi.org/10.3390/s24082446