
Machine Tool Wear Prediction Technology Based on Multi-Sensor Information Fusion

Abstract
:1. Introduction
2. Data Fusion Method and Model Construction
2.1. Multi-Sensor Information Fusion Technology
2.2. Signal Denoising and Feature Extraction Methodology
2.2.1. Wavelet Packet Transform
2.2.2. Time-Frequency Domain Feature Extraction Based on Wavelet Packet and Sample Entropy
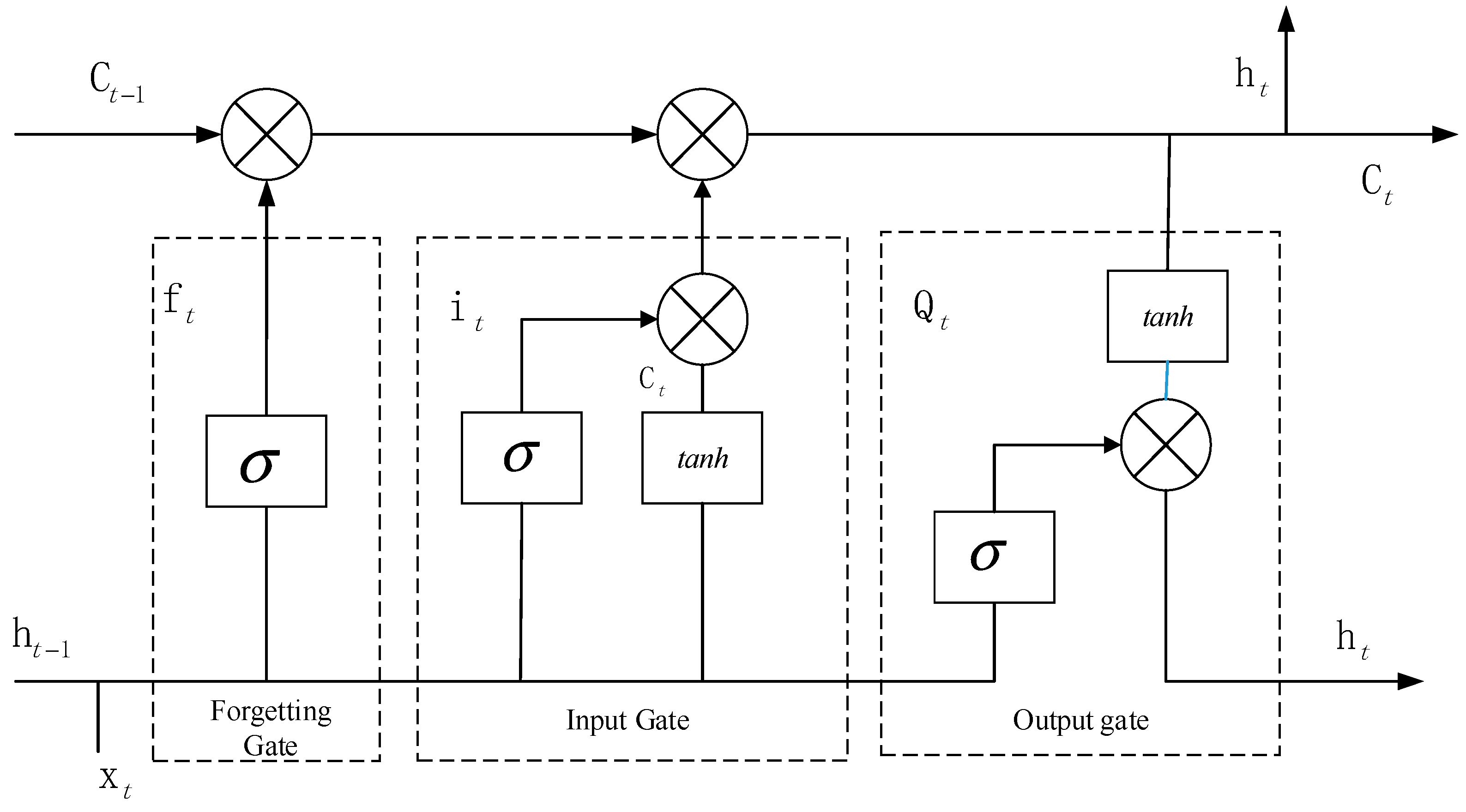
2.3. LSTM-Based Tool Wear Prediction Model
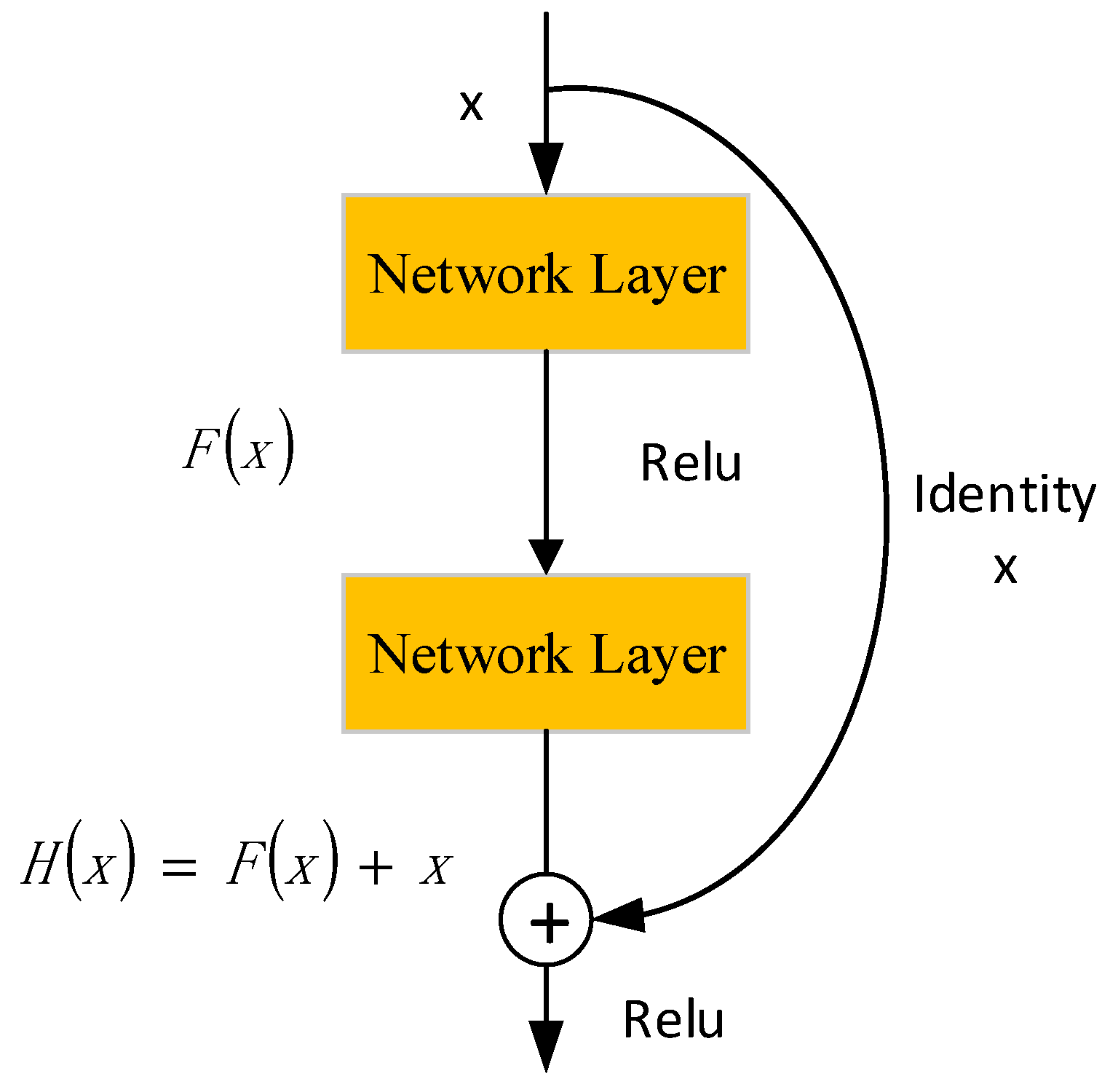
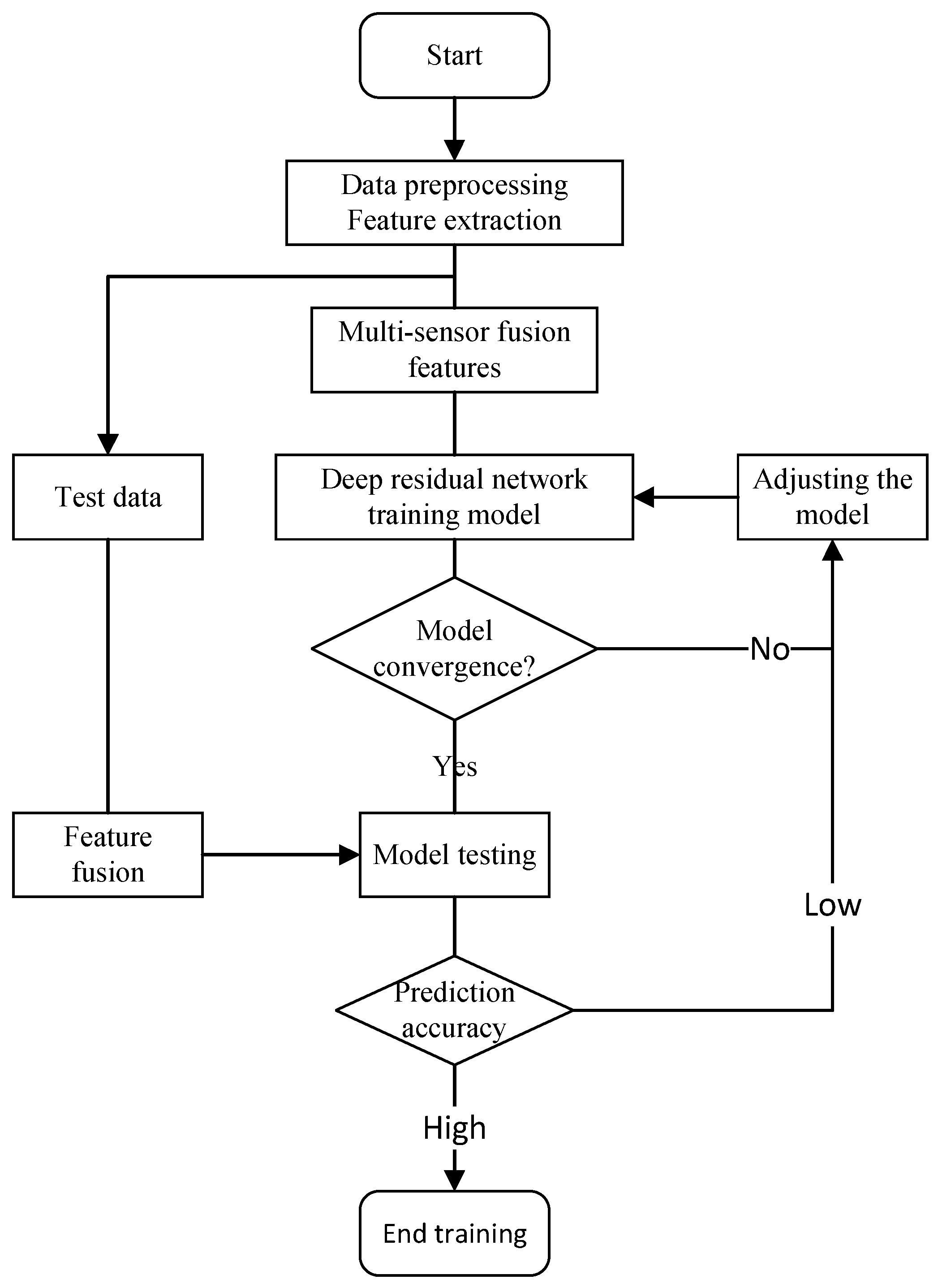
2.4. Predictive Model of Tool Wear Based on ResNet
3. Data Collection Experiment
3.1. Introduction to Tool Wear States
- (a)
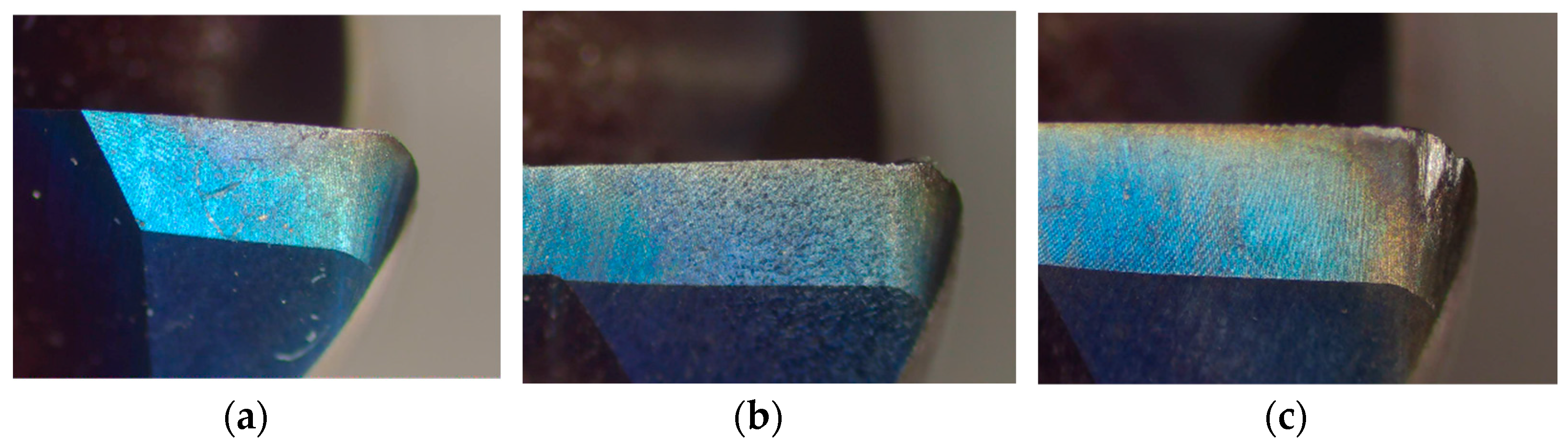
- Initial wear stage. Figure 8a shows an image of a tool in the initial wear stage. During this stage, the tool exhibits minor wear patterns as it engages with the workpiece. The initial wear is characterized by a slight removal of material from the tool’s surface.
- (b)
- Normal wear stage. After machining operations, the tool progresses to the normal wear stage, as depicted in Figure 8b. In this stage, the wear pattern becomes more pronounced, reflecting a consistent removal of material from the tool’s surface as the machining operations continue. Although the tool experiences wear, it remains functional.
- (c)
- Rapid wear stage. Figure 8c displays an image of the tool in the rapid wear stage, in which the tool undergoes significant wear, signaling that the end of its lifespan is near. At this stage, the tool exhibits severe damage, such as chipping, cracking, or plastic deformation, indicating imminent failure.
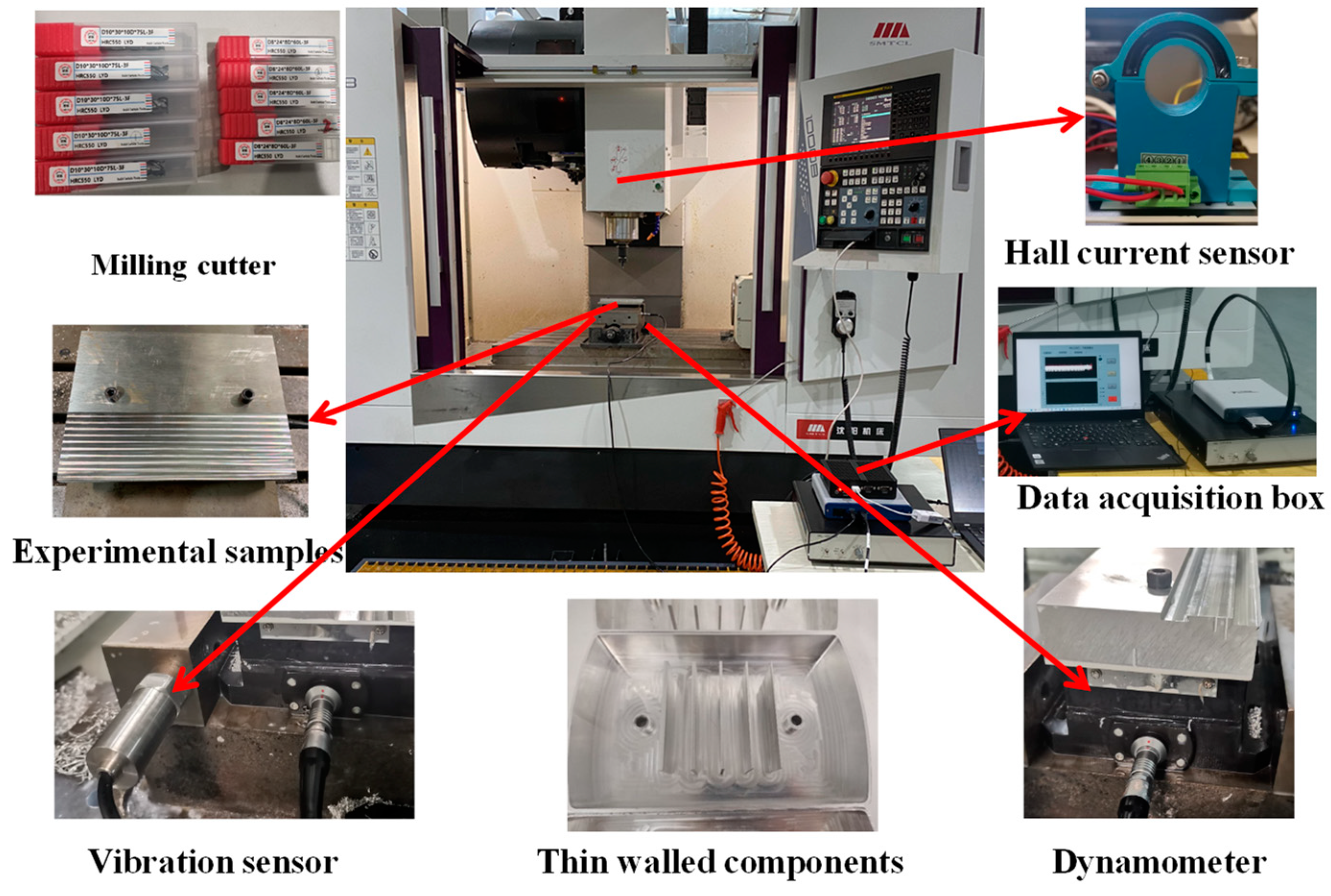
3.2. Experimental Design and Data Collection
3.2.1. Selection of Experimental Data
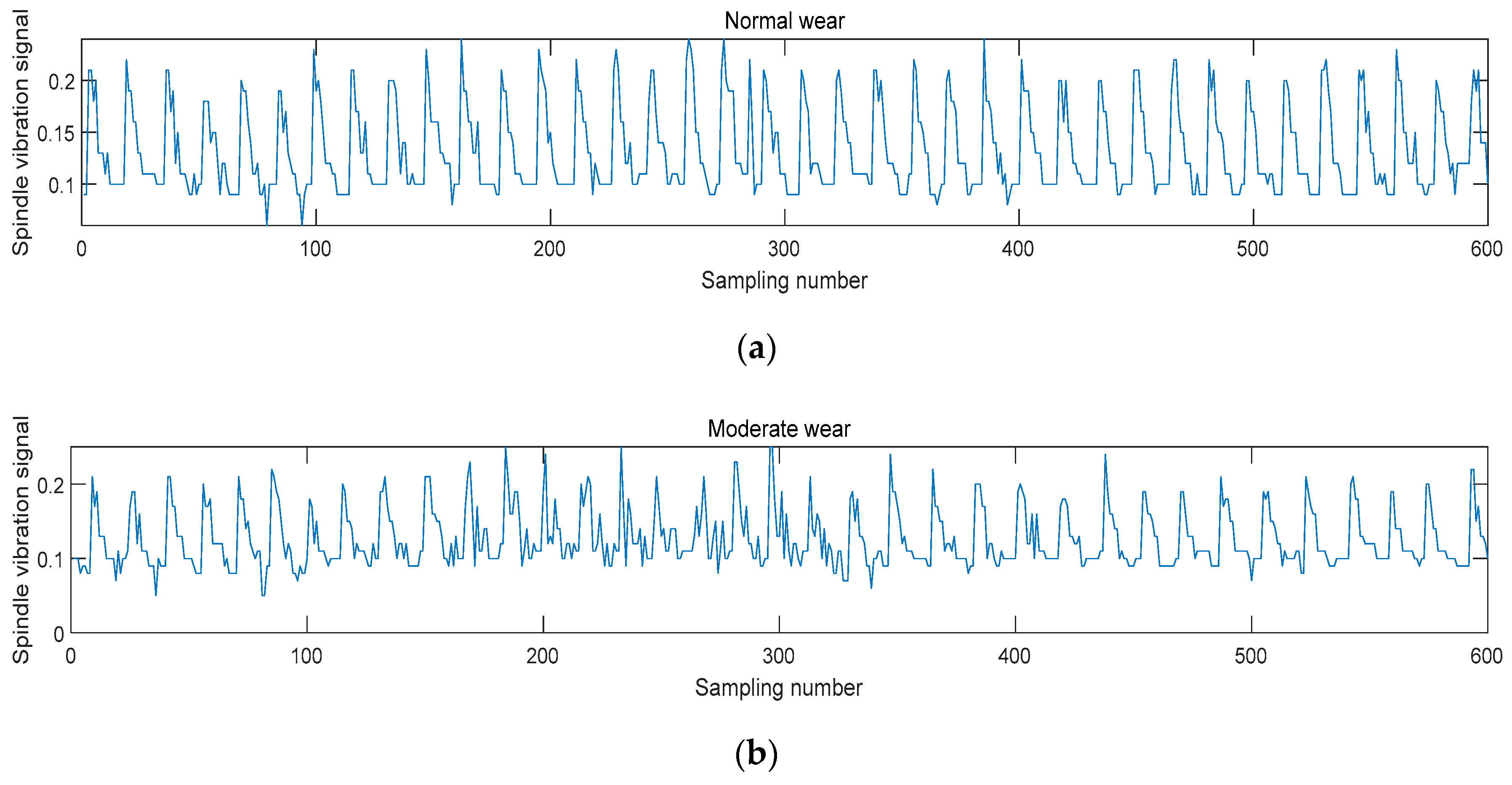
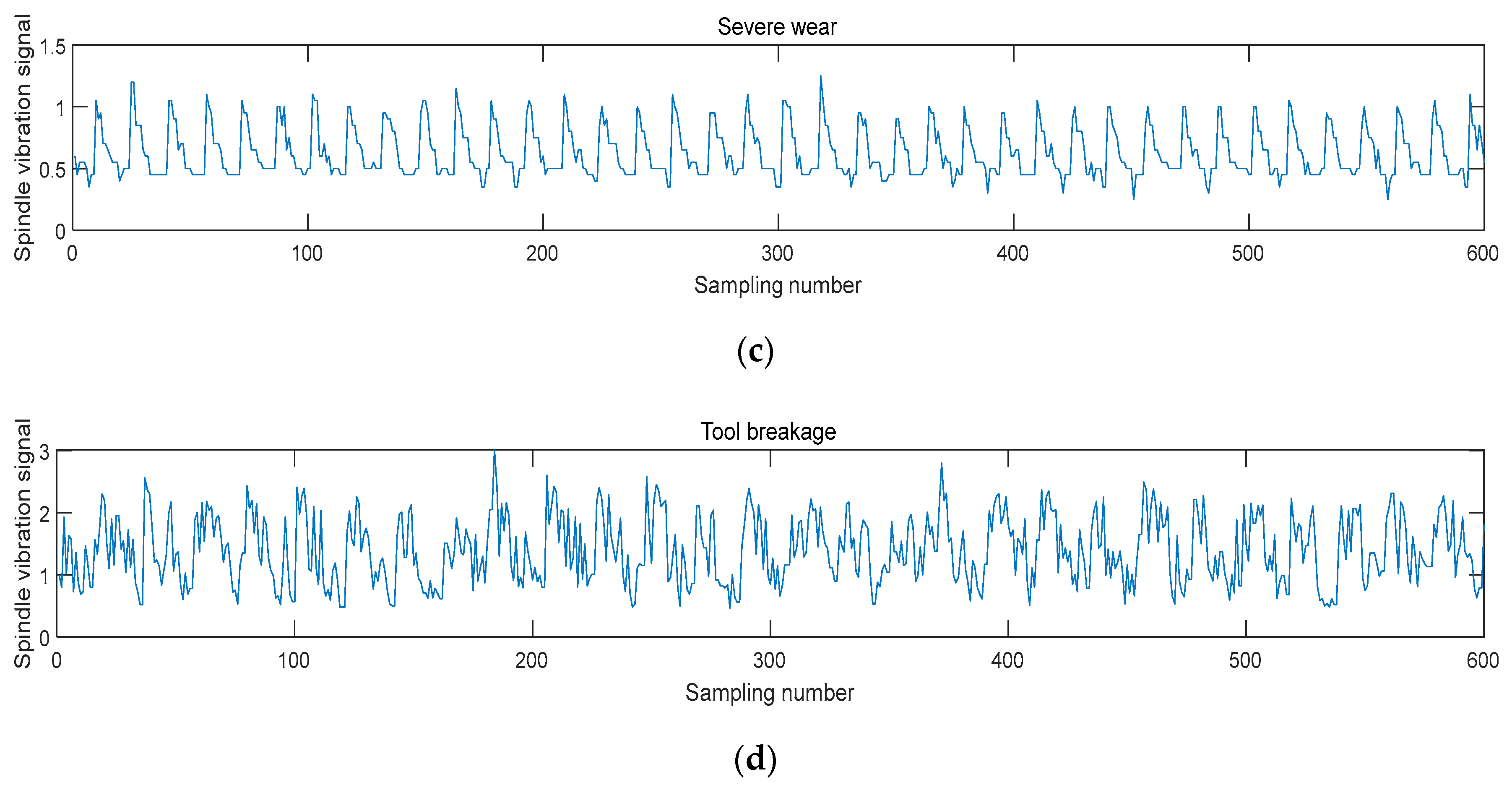
3.2.2. Feature Signal Analysis
4. Results, Discussion, and Analysis
4.1. LSTM-Based Tool Wear Prediction Model
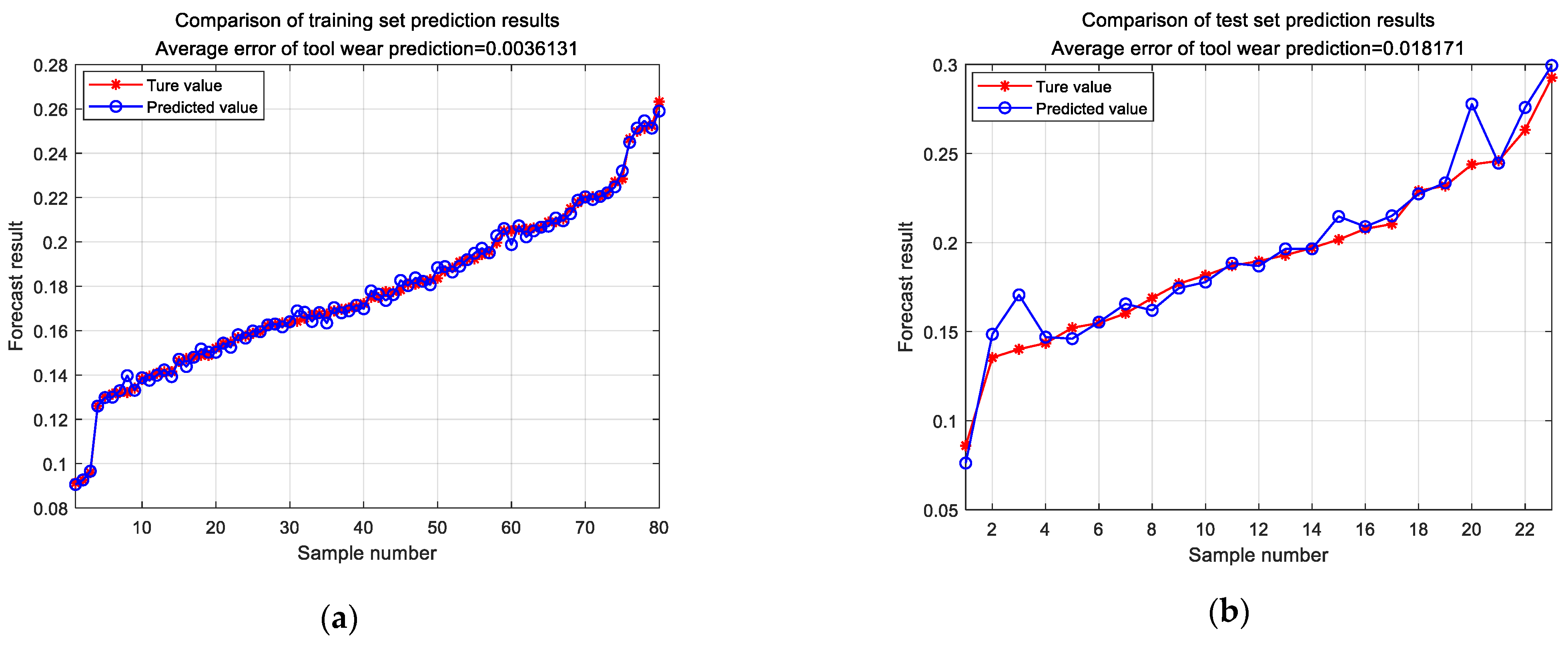
4.2. ResNet-Based Tool Wear Prediction Model
4.3. Prediction Model of Tool Wear Based on ResNet-LSTM
5. Conclusions
- (1)
- The use of the Kalman filtering algorithm for feature extraction and the fusion of multi-sensor signals provided a basis for subsequent model training.
- (2)
- Using the LSTM network model and training it with the fused features of three signals generated a favorable prediction performance, although the signal features were not distinct.
- (3)
- The ResNet model was constructed for experiments with the same tool wear data, resulting in improved accuracy but a slower convergence speed for the loss function.
- (4)
- The ResNet-LSTM model was constructed by combining residual neural networks with the LSTM network model, which significantly improved the prediction accuracy compared to the individual LSTM and ResNet models. Moreover, the combination of residual neural networks and LSTM networks exhibited a certain adaptive denoising capability at the front end of the network for feature extraction, thereby enhancing the signal feature extraction capability.
- (5)
- Finally, the reliability of the method was verified through actual machining experiments.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Najafi, B.; Hakim, H. A comparative study of non-parametric spectral estimators for application in machine vibration analysis. Mech. Syst. Signal. Process. 1992, 6, 551–574. [Google Scholar] [CrossRef]
- Mohanraj, T.; Shankar, S.; Rajasekar, R.; Sakthivel, N.R.; Pramanik, A. Tool condition monitoring techniques in milling process—A review. J. Mater. Res. Technol. 2020, 9, 1032–1042. [Google Scholar] [CrossRef]
- Xu, J.; Yamada, K.; Seikiya, K.; Tanaka, R.; Yamane, Y. Effect of different features to drill-wear prediction with back propagation neural network. Precis. Eng. 2014, 38, 791–798. [Google Scholar] [CrossRef]
- Liu, T.I.; Kumagai, A.; Wang, Y.C.; Song, S.D.; Fu, Z.; Lee, J. On-line monitoring of boring tools for control of boring operations. Robot. Comput. Integr. Manuf. 2010, 26, 230–239. [Google Scholar] [CrossRef]
- Rizal, M.; Ghani, J.A.; Nuawi, M.Z.; Haron, C.H. Cutting tool wear classification and detection using multi-sensor signals and Mahalanobis-Taguchi System. Wear 2017, 376, 1759–1765. [Google Scholar] [CrossRef]
- Ghani, J.A.; Rizal, M.; Nuawi, M.Z.; Ghazali, M.J.; Haron, C.H. Monitoring online cutting tool wear using low-cost technique and user-friendly GUI. Wear 2011, 271, 2619–2624. [Google Scholar] [CrossRef]
- Kuljanic, E.; Totis, G.; Sortino, M. Development of an intelligent multisensor chatter detection system in milling. Mech. Syst. Signal. Process. 2009, 23, 1704–1718. [Google Scholar] [CrossRef]
- Othman, M.S.; Nuawi, M.Z.; Mohamed, R. Vibration and acoustic emission signal monitoring for detection of induction motor bearing fault. Int. J. Eng. Res. Technol. 2015, 4, 924–929. [Google Scholar]
- Duro, J.A.; Padget, J.A.; Bowen, C.R.; Kim, H.A.; Nassehi, A. Multi-sensor data fusion framework for CNC machining monitoring. Mech. Syst. Signal. Process. 2016, 66, 505–520. [Google Scholar] [CrossRef]
- Segreto, T.; Simeone, A.; Teti, R. Multiple sensor monitoring in nickel alloy turning for tool wear assessment via sensor fusion. Procedia CIRP 2013, 12, 85–90. [Google Scholar] [CrossRef]
- Bagga, P.J.; Chavda, B.; Modi, V.; Makhesana, M.A.; Patel, K.M. Indirect tool wear measurement and prediction using multi-sensor data fusion and neural network during machining. Mater. Today Proc. 2022, 56, 51–55. [Google Scholar] [CrossRef]
- Wang, J.; Xie, J.; Zhao, R.; Zhang, L.; Duan, L. Multisensory fusion based virtual tool wear sensing for ubiquitous manufacturing. Robot. Comput. Integr. Manuf. 2017, 45, 47–58. [Google Scholar] [CrossRef]
- Zhu, K.; Lin, X.; Li, K.; Jiang, L. Compressive sensing and sparse decomposition in precision machining process monitoring: From theory to applications. Mechatronics 2015, 31, 3–15. [Google Scholar] [CrossRef]
- Jia, F.; Lei, Y.; Lin, J.; Zhou, X.; Lu, N. Deep neural networks: A promising tool for fault characteristic mining and intelligent diagnosis of rotating machinery with massive data. Mech. Syst. Signal. Process. 2016, 72, 303–315. [Google Scholar] [CrossRef]
- He, K.; Zhao, Z.; Jia, M.; Liu, C. Dynamic Bayesian network-based approach by integrating sensor deployment for machining process monitoring. IEEE Access 2018, 6, 33362–33375. [Google Scholar] [CrossRef]
- Cheng, Y.; Zhu, H.; Hu, K.; Wu, J.; Shao, X.; Wang, Y. Multisensory data-driven health degradation monitoring of machining tools by generalized multiclass support vector machine. IEEE Access 2019, 7, 47102–47113. [Google Scholar] [CrossRef]
- Guo, X.; Chen, L.; Shen, C. Hierarchical adaptive deep convolution neural network and its application to bearing fault diagnosis. Measurement 2016, 93, 490–502. [Google Scholar] [CrossRef]
- Lu, C.; Wang, Z.; Zhou, B. Intelligent fault diagnosis of rolling bearing using hierarchical convolutional network based health state classification. Adv. Eng. Inform. 2017, 32, 139–151. [Google Scholar] [CrossRef]
- Kong, D.; Chen, Y.; Li, N.; Duan, C.; Lu, L.; Chen, D. Relevance vector machine for tool wear prediction. Mech. Syst. Signal. Process. 2019, 127, 573–594. [Google Scholar] [CrossRef]
- Zhang, X.; Yu, T.; Xu, P.; Zhao, J. In-process stochastic tool wear identification and its application to the improved cutting force modeling of micro milling. Mech. Syst. Signal. Process. 2022, 164, 108233. [Google Scholar] [CrossRef]
- Awasthi, U.; Wang, Z.; Mannan, N.; Pattipati, K.R.; Bollas, G.M. Physics-based modeling and information-theoretic sensor and settings selection for tool wear detection in precision machining. J. Manuf. Process. 2022, 81, 127–140. [Google Scholar] [CrossRef]
- Li, Y.; Wang, J.; Huang, Z.; Gao, R.X. Physics-informed meta learning for machining tool wear prediction. J. Manuf. Syst. 2022, 62, 17–27. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, C.; Zhang, J.; Zhou, L. Tool wear model based on least squares support vector machines and Kalman filter. Prod. Eng. Res. Devel. 2014, 8, 101–109. [Google Scholar] [CrossRef]
- Ocak, H.; Loparo, K.A.; Discenzo, F.M. Online tracking of bearing wear using wavelet packet decomposition and probabilistic modeling: A method for bearing prognostics. J. Sound Vib. 2007, 302, 951–961. [Google Scholar] [CrossRef]
- Gudelek, M.U.; Serin, G.; Ozbayoglu, A.M.; Unver, H.O. An industrially viable wavelet long-short term memory-deep multilayer perceptron-based approach to tool condition monitoring considering operational variability. Proc. Inst. Mech. Eng. E 2023, 237, 2532–2546. [Google Scholar] [CrossRef]
- Gradisek, J.; Govekar, E.; Grabec, I. Time series analysis in metal cutting: Chatter versus chatter-free cutting. Mech. Syst. Signal. Process. 1998, 12, 839–854. [Google Scholar] [CrossRef]
- Abbasimehr, H.; Shabani, M.; Yousefi, M. An optimized model using LSTM network for demand forecasting. Comput. Ind. Eng. 2020, 143, 106435. [Google Scholar] [CrossRef]
- Yu, H.; Miao, X.D.; Wang, H. Bearing fault reconstruction diagnosis method based on ResNet-152 with multi-scale stacked receptive field. Sensors. 2022, 22, 1705. [Google Scholar] [CrossRef]
- Li, K.; Gao, X.L.; Sutherland, J.W. Finite element simulation of the orthogonal metal cutting process for qualitative understanding of the effects of crater wear on the chip formation process. J. Mater. Process. Technol. 2002, 127, 309–324. [Google Scholar] [CrossRef]
- Huang, W.; Li, Y.; Wu, X.; Shen, J. The wear detection of mill-grinding tool based on acoustic emission sensor. Int. J. Adv. Manuf. Technol. 2023, 124, 4121–4130. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter Definition | Parameter Settings |
|---|---|
| Optimization method | Adam |
| Network input dimension | 3 × 40 |
| Loss function | RMSE |
| Batch size | 20 |
| Dropout | 0.5 |
| Initial learning rate | 0.1 |
| Epoch | 200 |
| Number | Spindle Speed (r/min) | Feed (mm/min) | Cutting Depth (mm) | Tool Wear Status | Remarks |
|---|---|---|---|---|---|
| 1 | 3000 | 400 | 0.2 | Normal wear stage | Normal |
| 2 | 3000 | 400 | 0.3 | ||
| 3 | 3000 | 400 | 0.4 | ||
| 4 | 3000 | 400 | 0.5 | ||
| 5 | 3000 | 400 | 0.6 | ||
| 6 | 3000 | 500 | 0.2 | Moderate wear stage | Normal |
| 7 | 3000 | 500 | 0.3 | ||
| 8 | 3000 | 500 | 0.4 | ||
| 9 | 3000 | 500 | 0.5 | ||
| 10 | 3000 | 500 | 0.6 | ||
| 11 | 3000 | 600 | 0.2 | Rapid wear stage | Abnormal |
| 12 | 3000 | 600 | 0.3 | ||
| 13 | 3000 | 600 | 0.4 | ||
| 14 | 3000 | 600 | 0.5 | ||
| 15 | 3000 | 600 | 0.6 | ||
| 16 | 3000 | 800 | 0.2 | Tool breakage stage | Abnormal |
| 17 | 3000 | 800 | 0.3 | ||
| 18 | 3000 | 800 | 0.4 | ||
| 19 | 3000 | 800 | 0.5 | ||
| 20 | 3000 | 800 | 0.6 |
| Model | MAE (mm) | RMSE (mm) | |
|---|---|---|---|
| LSTM | 0.0182 | 0.0281 | 0.8744 |
| Resnet | 0.0118 | 0.0182 | 0.9745 |
| ResNet-LSTM | 0.0085 | 0.0101 | 0.9825 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, K.; Wang, A.; Wu, L.; Xie, G. Machine Tool Wear Prediction Technology Based on Multi-Sensor Information Fusion. Sensors 2024, 24, 2652. https://doi.org/10.3390/s24082652
Wang K, Wang A, Wu L, Xie G. Machine Tool Wear Prediction Technology Based on Multi-Sensor Information Fusion. Sensors. 2024; 24(8):2652. https://doi.org/10.3390/s24082652
Chicago/Turabian StyleWang, Kang, Aimin Wang, Long Wu, and Guangjun Xie. 2024. "Machine Tool Wear Prediction Technology Based on Multi-Sensor Information Fusion" Sensors 24, no. 8: 2652. https://doi.org/10.3390/s24082652
APA StyleWang, K., Wang, A., Wu, L., & Xie, G. (2024). Machine Tool Wear Prediction Technology Based on Multi-Sensor Information Fusion. Sensors, 24(8), 2652. https://doi.org/10.3390/s24082652