1. Introduction
In the development of small-caliber smart ammunition, the most important features of a projectile and its fuze are lethality. To significantly increase lethality, the ammunition should precisely airburst above a predetermined target. This is because small-caliber ammunition has a limited explosive charge. The ultimate effectiveness of the small-caliber ammunition is, therefore, directly related to accurate estimation of a target range for air-bursting.
A previously employed method, time-counting fuze [
1], was used to convert the target range from a gun into a flight time on the basis of an assumed nominal muzzle velocity. The time-counting fuze, however, has an inherent problem: an unacceptable range error due to muzzle velocity deviation. The actual muzzle velocity of the ammunition changes with propellant density, propellant temperature, propellant humidity and barrel wear. In general, the deviation between actual and nominal muzzle velocities is about ±10%. The ammunition with the time-counting fuze, therefore, produces an unacceptable range error because the flight range is equal to velocity×time. To more accurately determine the range of the projectile and control the time-counting fuze, bulky and heavyweight velocity correction devices should additionally be appended to the gun for compensating the deviations of the actual muzzle velocity from the nominal muzzle velocity. Velocity correction devices, however, cannot be adoptable because they increase the gun's weight. Another method of controlling target range is the use of a turn-counting fuze [
2]. The turn-counting fuze is used to convert the target range into an accumulated turns of the ammunition and detonate the ammunition when the counted turns coincide with the programmed turns. The ammunition with the turn-counting fuze can airburst more precisely than that with the time-counting fuze because the turn-counting fuze is much less sensitive to muzzle velocity deviations than the time-counting fuze from the ballistic viewpoint.
Figure 1 shows estimated burst ranges of the time-counting and turn-counting fuzes as a function of muzzle velocity deviation based on the simulation results using PRODAS
® (projectile design and analysis system) software. Recently, the turn-counting fuze using active GMR sensor [
3] was reported. The fuze system, however, showed difficulty in designing the excitation energy for GMR sensor due to an inherent power limit in a small-caliber fuze.
In the development of the turn-counting fuzes, a device for sensing the spinning of the ammunition is indispensable. The turn-counting sensors previously used to monitor the rotational velocity of a projectile were a yaw sonde [
4] and gyroscopes [
5,
6]. The yaw sonde, composed of solar cells and sunlight-entering pinholes, showed too large a volume that it could not fit into the small-caliber ammunition and could be operated only under the limited environment conditions of sufficient sunlight. Recently, MEMS-based gyroscopes have been presented. The gyroscopes, however, showed a limited dynamic range of ∼±300 °/s, which was much less than that of the ammunition. In military applications, such as monitoring the turn of the ammunition fired by a rifled gun, the turn-counting sensor should satisfy the following requirements: A passive sensor that does not require electrical energy due to the power limit in the fuze, a wide dynamic range of ∼60,000 rpm, a miniaturized size, a shock survivability in a high-
g environment and a 20-year shelf life. With our attentions given to geomagnetism, magnetic sensors are beginning to make their appearance as turn-counting sensors. Among magnetic sensors, fluxgate [
7,
8], AMR [
9,
10] and GMR [
11,
12] sensors are active sensors that require electrical energy. Therefore, a magnetic induction sensor, which operates in a passive way, is designed and fabricated as a turn-counting sensor.
A miniaturized magnetic induction sensor (MMIS), composed of amorphous alloy cores and a coil that surrounds the cores, converts the mechanical energy of ammunition into an electrical signal across the terminals of the coil based on Faraday's law when the ammunition rotates around its longitudinal axis in geomagnetic field. The present magnetic induction sensor has three novel features: First, the magnetic induction sensor uses the high rpm of ammunition in geomagnetic field, which is natural that the ammunition is fired by a rifled gun in the earth, sensing the ammunition's turn in a passive way. Secondly, the MMIS has a robust structure without moving parts to increase the shock survivability in a gunfire environment of ∼30,000 g's. Thirdly, the design of the MMIS is based on the simulation results of Maxwell®3D, resulting in the reductions in design period and cost. In this paper, a new class of miniaturized magnetic induction sensor using geomagnetism is presented to develop an accurate, simple and low cost (∼$10) turn-counting sensor for small-caliber ammunition in a high-g environment.
2. Structure and Working Principle
The present miniaturized magnetic induction sensor (MMIS) has a robust and nonmoving structure for reducing fabrication cost and increasing shock survivability in a high-
g environment. The MMIS is composed of laminated cores that are cobalt-based amorphous materials, an induction coil that surrounds the cores, and a molding, as shown in
Fig. 2. The laminated cores with a high permeability increase the sensitivity of the magnetic sensor by minimizing an eddy current in the cores and concentrating the magnetic flux inside the induction coil, thereby achieving significant reductions in size and weight. The molding protects the MMIS from the rough environments at handling and firing. In the present MMIS, the magnetic field source is geomagnetism of 0.03 (equator)∼0.06 (pole) mT.
The working principle of the MMIS is based on Faraday's law. Faraday's law, given by
(1), states that if the magnetic flux through a coiled conductor changes, a current is induced in the coil and a voltage is proportional to the rate of change in the flux.
Where,
V is the voltage induced in the coil having
N turns,
Φ is the magnetic flux in the coil,
A is the effective cross-sectional area,
μo is the permeability of vacuum,
μr is the relative permeability of the core and
H is the magnetic field intensity around the coil.
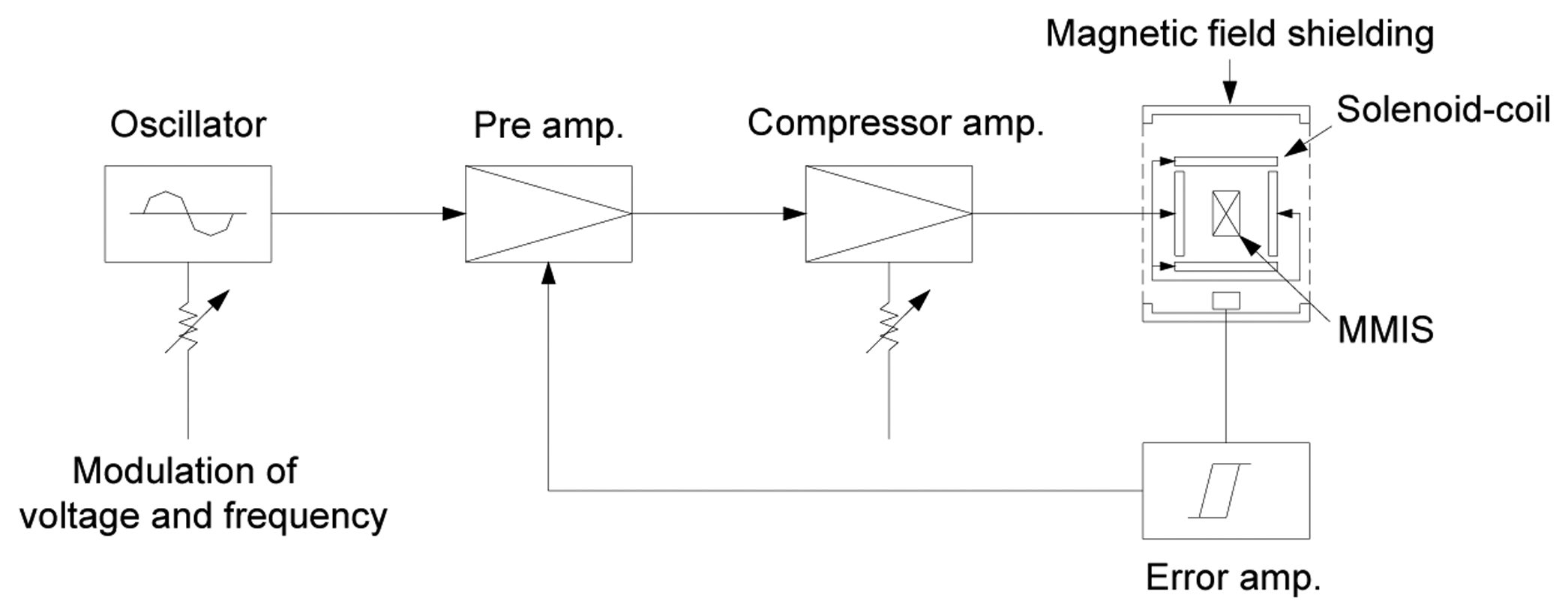
When a projectile including the MMIS fired from a rifled gun experiences a high rpm rotation around its longitudinal axis in the earth, the electromagnetic field around the induction coil changes, and consequently, the voltage based on the Faraday's law is generated across the terminals of the induction coil. The signal-processor in the fuze amplifies the generated signal and then compares it with predefined reference voltage, making a pulse train, as shown in
Fig. 3. Using the pulse train, the fuze electronics counts the accumulated turns of the projectile and sends an explosion signal for a detonator when the counted turns coincide with the programmed turns set by a fuze setter.
Figure 4 shows the working principle of the turn-counting fuze with the MMIS.
3. Design and Fabrication
The design of the MMIS is on the basis of the general requirements for the turn-counting sensor of a small-caliber fuze summarized in
Table 1. To fit the MMIS within the small-caliber fuze, the MMIS's length, width, height and weight should be less than 10 mm, 5 mm, 5 mm and 1 g, respectively. Based on the operating environment of the MMIS, frequency bandwidth and frequency-normalized voltage sensitivity must be 100∼1,000 Hz and more than 0.1 V/T·Hz, respectively. For reasons of shock survivability and operation conditions, the MMIS should endure a setback acceleration of ∼30,000
g's in a temperature range of -30∼+43°C, which is basic cold and hot climatic category of MIL-STD-810E [
13].
The present MMIS is basically composed of cores, an induction coil and a molding. For the cores, Metglas 2714A is chosen as a suitable shock-independent low-loss amorphous core material. The cobalt-based amorphous material has some advantages over Permalloy, the general core material in magnetic induction sensors: It is isotropic and almost insensitive to vibrations. Its extremely low-coercive field reduces considerably the magnetic noise and the undesirable influence of the magnetic remanence on the sensor behaviors [
14]. The Metglas 2714A has a remanent induction of 0.55 T, a saturation induction of 0.57 T, a coercive magnetic force of -0.4 A/m and a maximum permeability of 1×10
6. The cores are stacked with the six laminated core ribbons to increase the sensitivity of the MMIS. This is because the laminated core ribbons have much less eddy current than a solid core. The core ribbon is designed to be a hexahedron with a length of 8.0 mm, a width of 2.2 mm and a height of 0.02 mm. The edges of the core ribbon are designed to be round in order to remove the shape anisotropy at both ends. The core ribbon is fabricated by photolithography and chemical etching of Metglas 2714A because the mechanical stimuli in the fabrication process generate the local magnetization in the core ribbon.
In the design of the induction coil, tradeoff exists between the diameter and turn number of the coil. As the diameter of the coil gets smaller, a more number of coil can be winded in the restricted region, and consequently, a higher induction voltage is assumed to be generated at ends of the coil. The resistance of the coil, however, is also increased and the actual induction voltage is decreased markedly [
15]. To minimize the resistance and maximize the turn number of the coil, the diameter is experimentally determined as 50 μm. The induction coil is made out of a copper coil of AWG 44 with a cross-sectional area of 1,963 μm
2, a resistance of 8.75 Ω/m and a maximum current of 6 mA.
On the basis of the results of the comparative studies among commercial molding resins, Victrex® PEEK is chosen as a molding material because of its excellent mechanical properties in a low- and high-temperature and high-g environment. The Victrex® PEEK has a density of 1.3 kg/m3, a tensile strength of 98.5 MPa, a Charpy impact strength of 9.1 kJ/m2 and a thermal expansion coefficient of 47×10-6. To reduce the volume of the sensor and simplify the assembly process within the fuze, the molding is designed to fabricate the MMIS in the SMD (surface mount device) type.
For the signal-processor, the output signal of the MMIS is amplified 84-fold because the output signal of the MMIS is very low. The amplified signal is compared with a reference voltage of 50mV in a comparator, which generates a pulse train. Using the pulse train, the electronic circuit of the turn-counting fuze counts the accumulated turns of a projectile.
In the design of the MMIS, the dimensions of the cores and coil are determined from the simulation results of an electromagnetic analysis tool, Maxwell® 3D. The electromagnetic field around the MMIS is assumed to be 3D and transient one. In material setup process, the core is Metglas 2714A with nonlinear B-H curve characteristics as above mentioned. In the numerical analysis, the cores are assumed to have no magnetic loss because the MMIS rotates in a low magnetic field at a low frequency. The coil and molding are assumed to be copper and epoxy, respectively. The MMIS is modeled to be isolated from other electric or magnetic fields except for geomagnetism of 0.05 mT on the Korean peninsula.
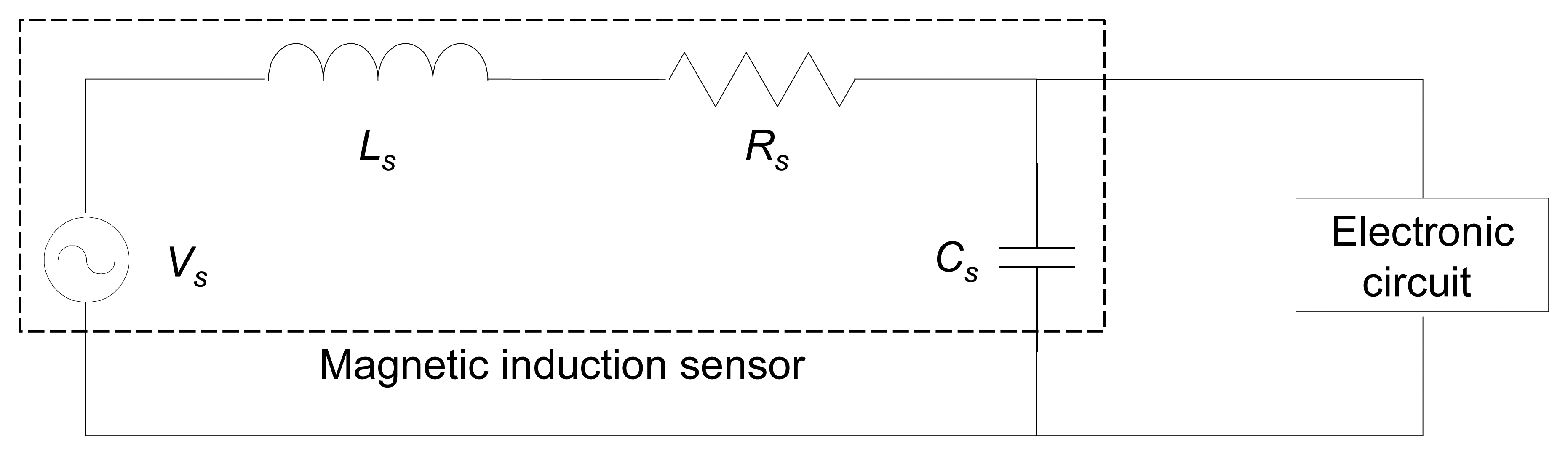
To estimate the induction voltage of the MMIS, the MMIS is coupled with an external electric circuit, as shown in
Fig. 5. The inductance, resistance and capacitance of MMIS are based on the measured or assumed values at a voltage of 1 V and a frequency of 500 Hz. The measured inductance and resistance of MMIS are 4.0 mH and 31.1 Ω, respectively. The parasitic capacitance of the MMIS is assumed to be 0.1 pF [
16]. The sensor is supposed to rotate at 30,000 rpm with an angle between magnetic field and ammunition rotation axis,
θ, of 90°.
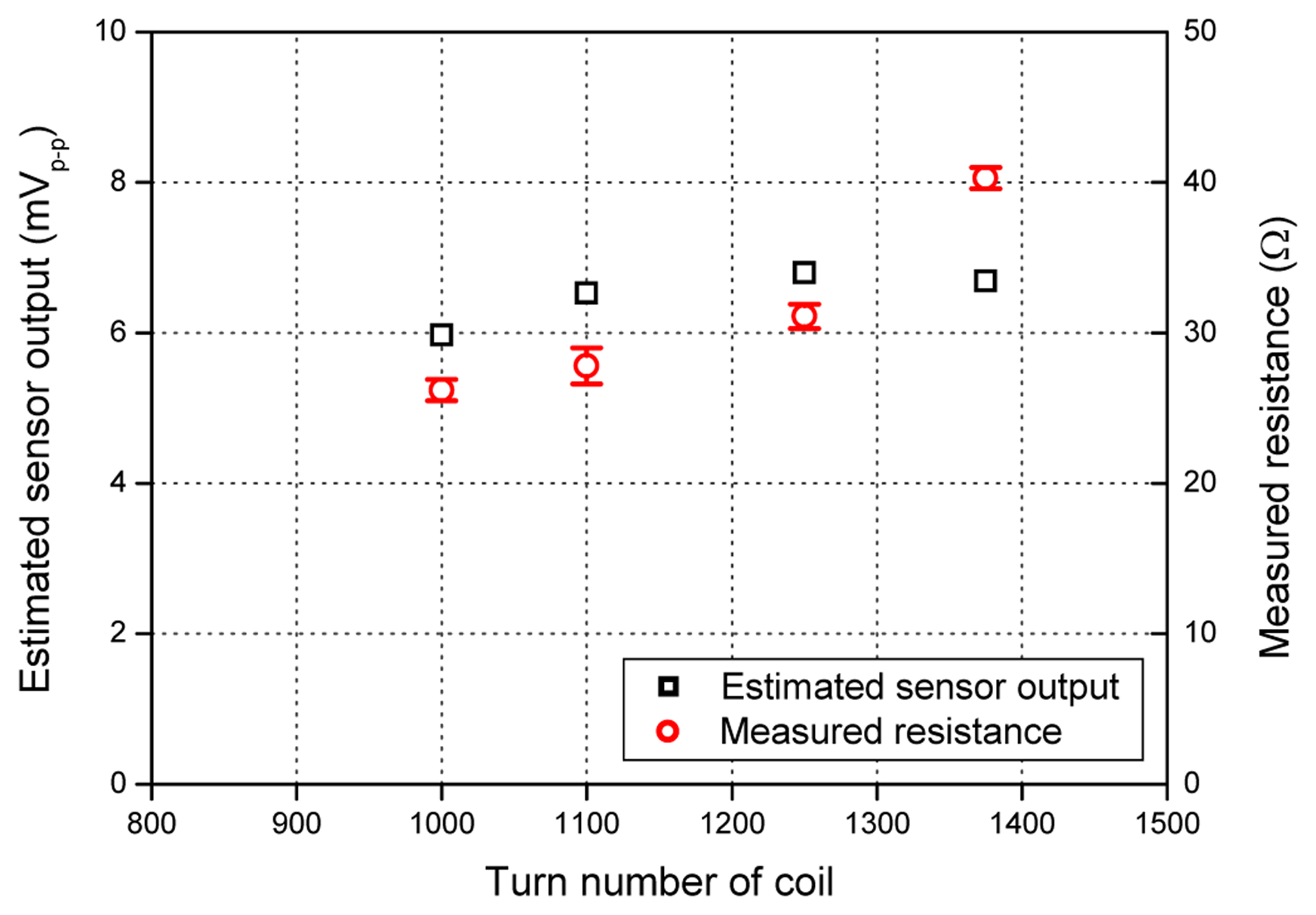
To determine the optimal turn number of the coil, the sensor output of the MMIS is estimated, as shown in
Fig. 6, and the turn number of the coil is determined to be 1250 based on the simulation results, considering a stray effect in the core's ends and the sensitivity of the MMIS.
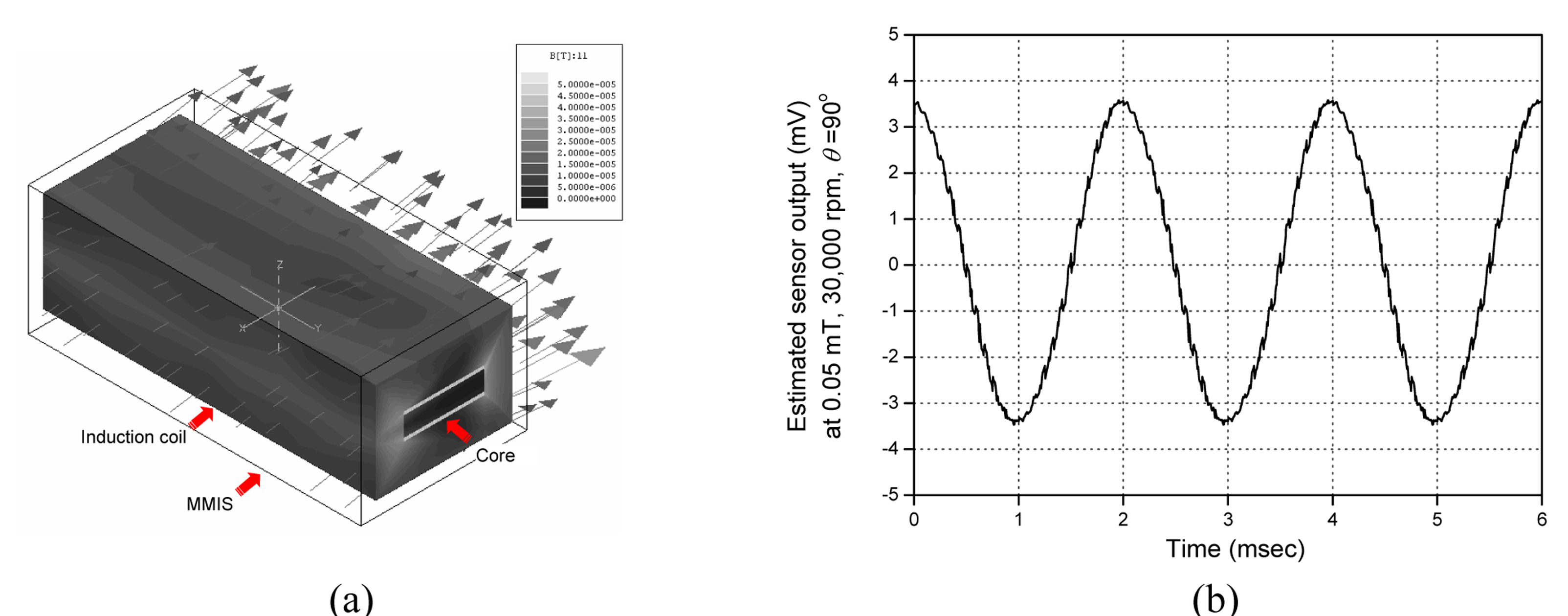
Figure 7 shows the estimated magnetic flux density distribution and the estimated induction voltage of the MMIS. The estimated induction voltage of the fabricated MMIS at 0.05 mT and 30,000 rpm is 6.8 mV
p-p. Based on the simulation results, the detailed dimensions of the MMIS are determined, as summarized in
Table 2.
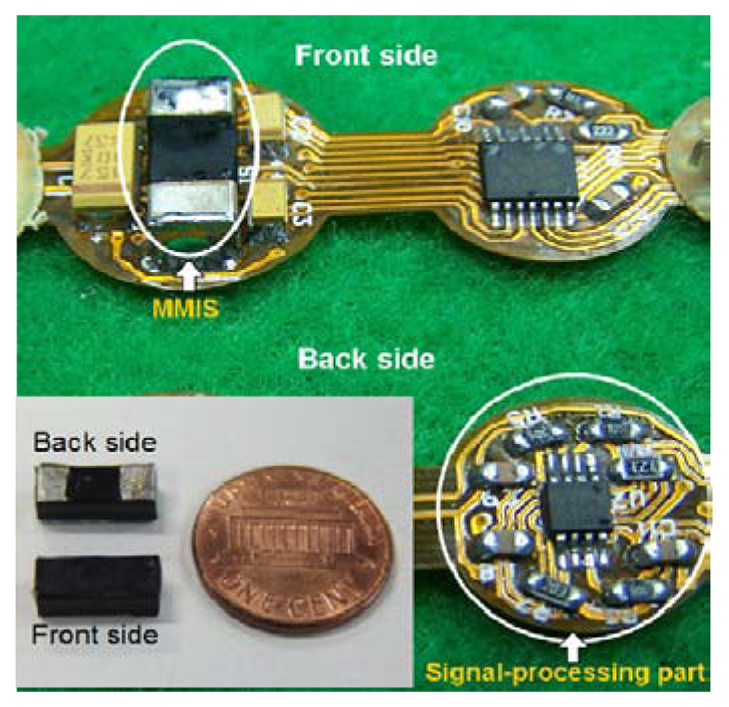
Figure 8 shows the photograph of the fabricated MMIS and the sensor assembly with the signal-processing part. The length, width, height and weight of the fabricated MMIS are 9 mm, 4.5 mm, 3.5 mm and 0.55 g, respectively.
5. Conclusions
A miniaturized magnetic induction sensor (MMIS) has been presented for applications to the turn count of small-caliber ammunition in a high-g environment. To detect the turn of the small-caliber ammunition in a passive way, the MMIS using the high rpm rotation of the ammunition in geomagnetic field has been fabricated based on Faraday's law. The MMIS, composed of cores and a coil, had a robust and nonmoving structure to increase the shock survivability in a gunfire environment of ∼30,000 g's. The cores and coil of the MMIS have been designed on the basis of the simulation results of Maxwell® 3D, optimally miniaturizing the MMIS. In the static and dynamic MMIS tests, the fabricated MMIS has shown that an induction voltage of 6.5 mVp-p is generated at a magnetic flux density of 0.05 mT and a rotational velocity of 30,000 rpm. From the measured signal, the MMIS has shown a signal-to-noise ratio of 44.0 dB, a nonlinearity of 0.59%, a frequency-normalized sensitivity of 0.256±0.010 V/T·Hz and a drift of 0.27% in the temperature range of -30∼+43°C, which satisfies MIL-STD-810E. Firing test has proved that the MMIS can be used as a turn-counting sensor in a small-caliber smart ammunition. The operational characteristics and shock survivability of the fabricated MMIS in a gunfire environment of 30,000 g's have been also experimentally verified. It is foreseeable that the detectable minimum turn angle is improved by using dual or multi MMIS, resulting in more accurate estimation of a target range for air-bursting.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}