Micro Fluidic Channel Machining on Fused Silica Glass Using Powder Blasting

Abstract
:1. Introduction
2. Material Properties of Fused Silica Glass
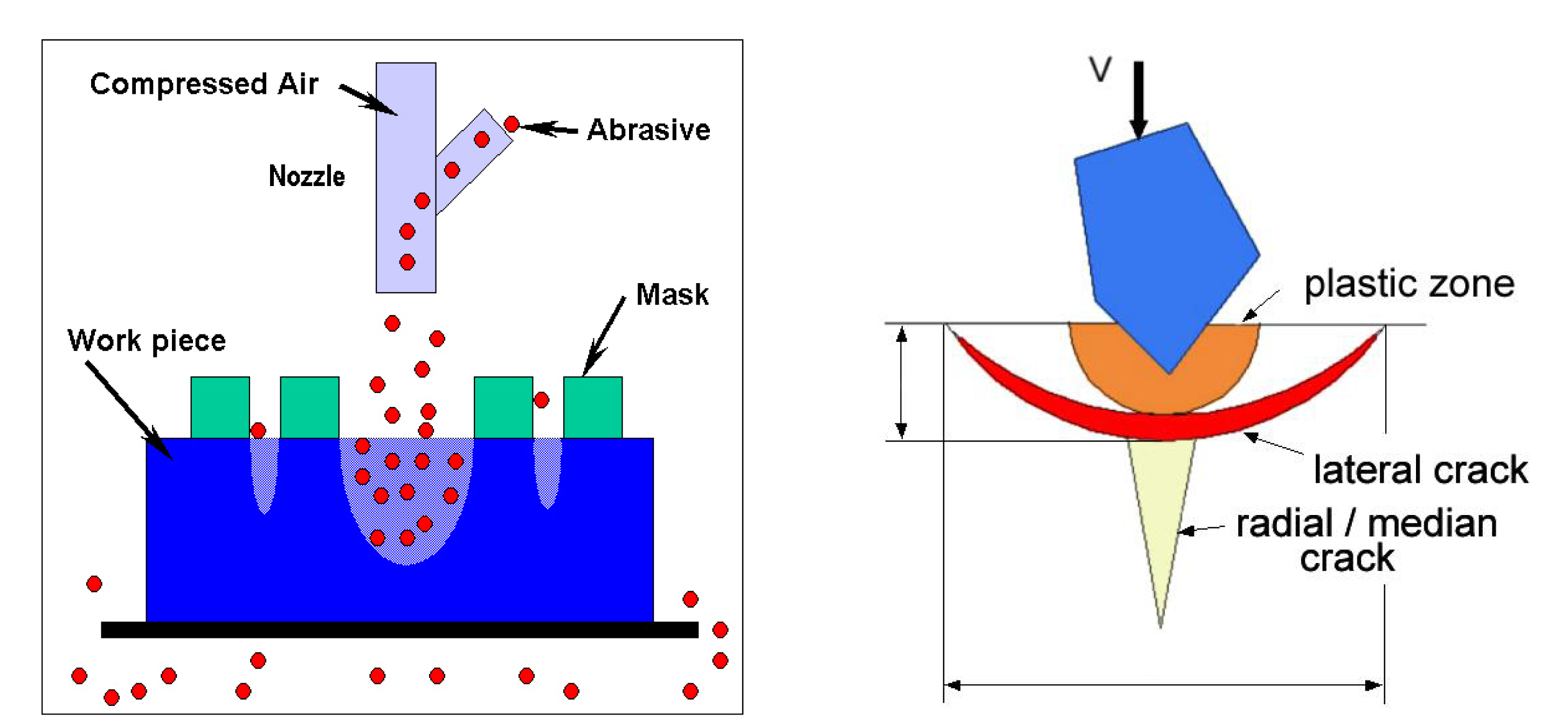
3. Basic principles of the Powder Blasting
4. Experimental Methods
4.1. Specimen Preparation
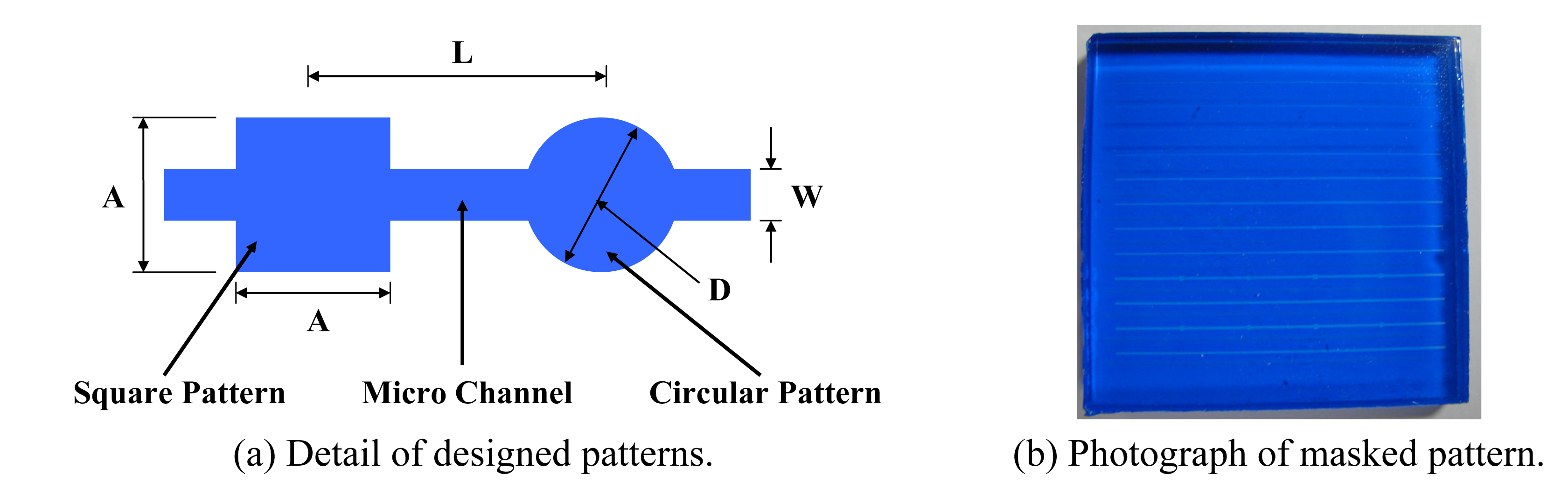
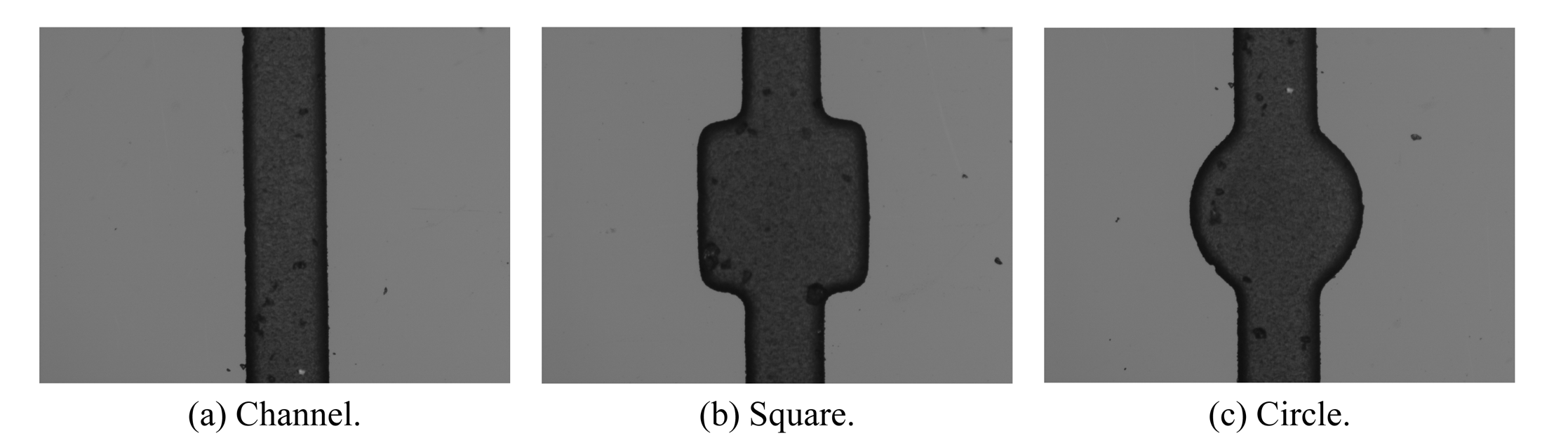
Micro pattern design
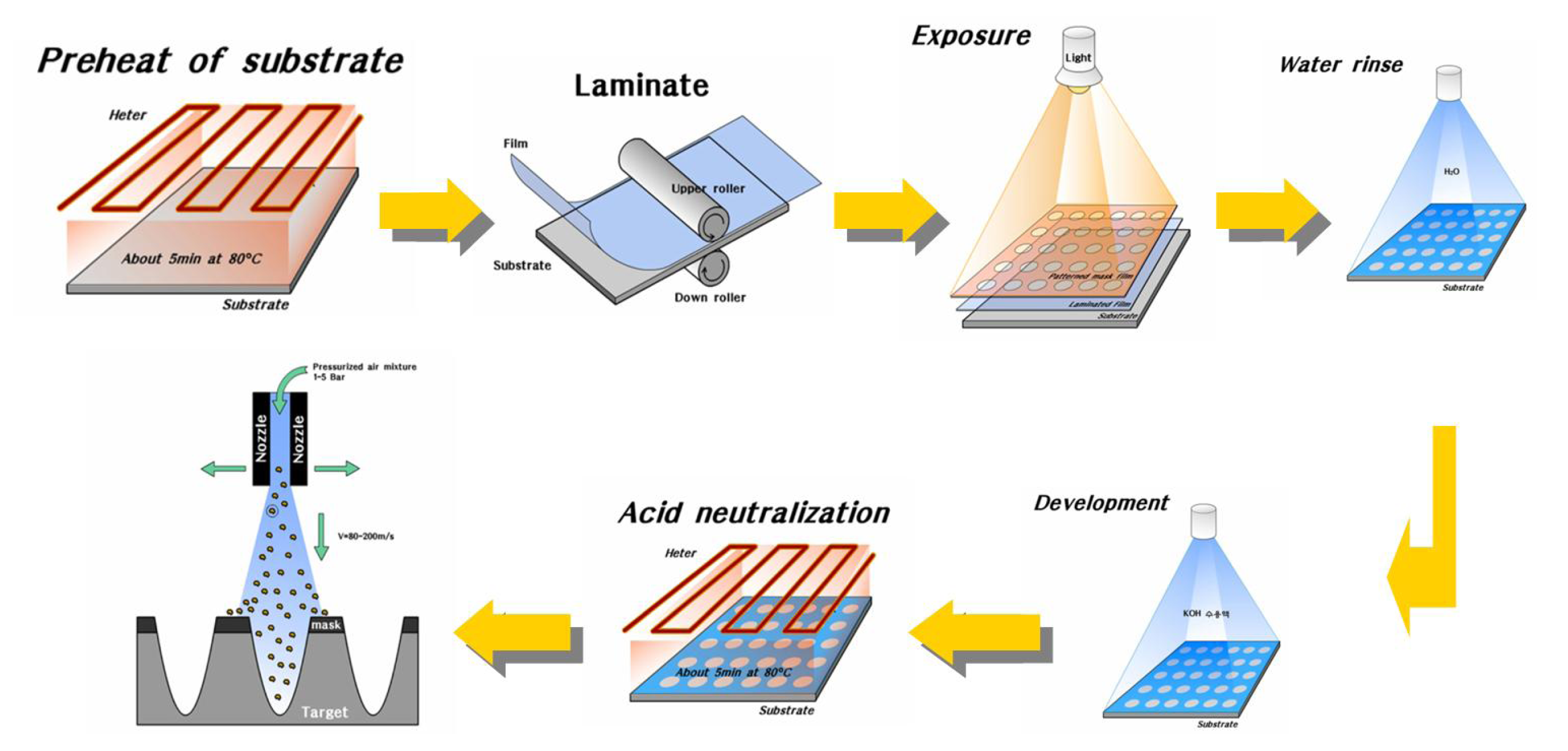
Masking process
- -
- Laminating: A film is adhered to the workpiece.
- -
- Exposure: A parallel UV beam is irradiated to make required patterns.
- -
- Developing: The specimen is developed using a developing solution, which is composed of distilled water and a 5% Na2CO3 solution. Finally, required patterns can be obtained by removing the masks from the desired regions.
Powder blasting process
Mask removing and cleaning process
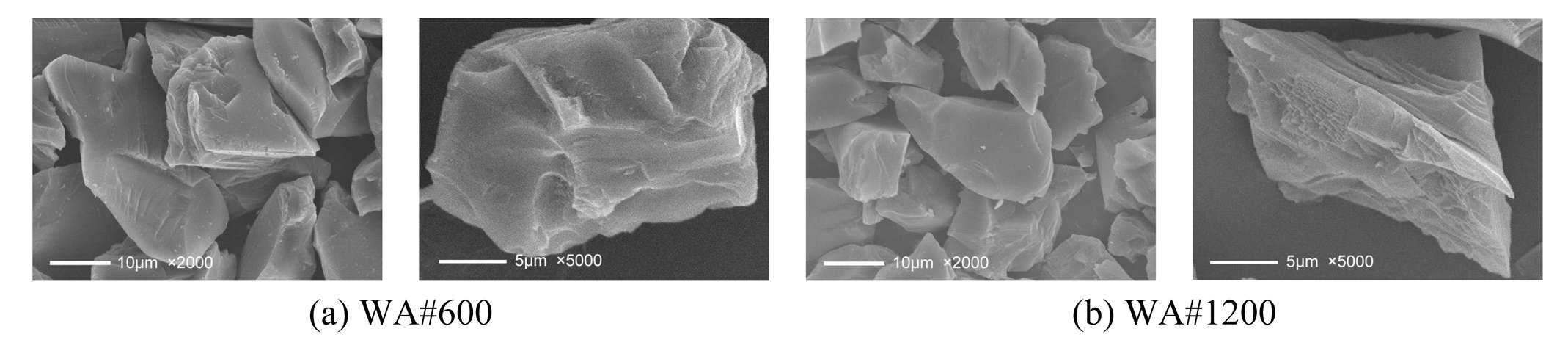
4.2. Abrasive Particles
4.3. Experimental Conditions
5. Experimental Results
6. Conclusions
- (1)
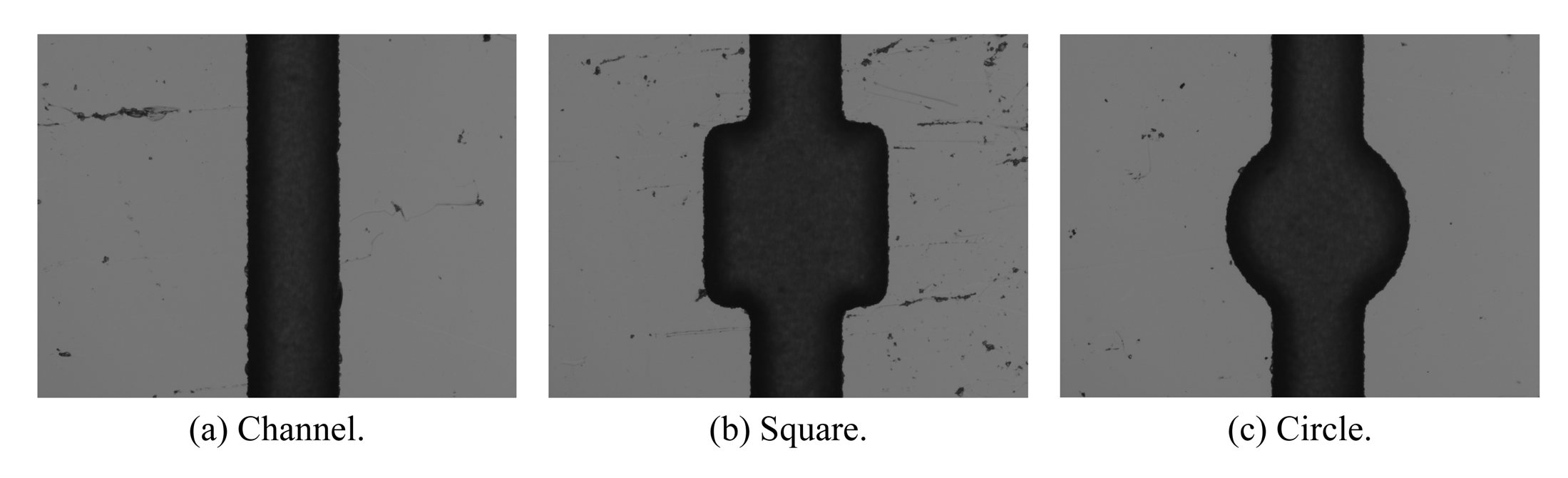
- In the micro pattern masking process, masking errors of roughly 10 μm were detected for all types of the designed channel width. For further research, more precise masking techniques should be applied.
- (2)
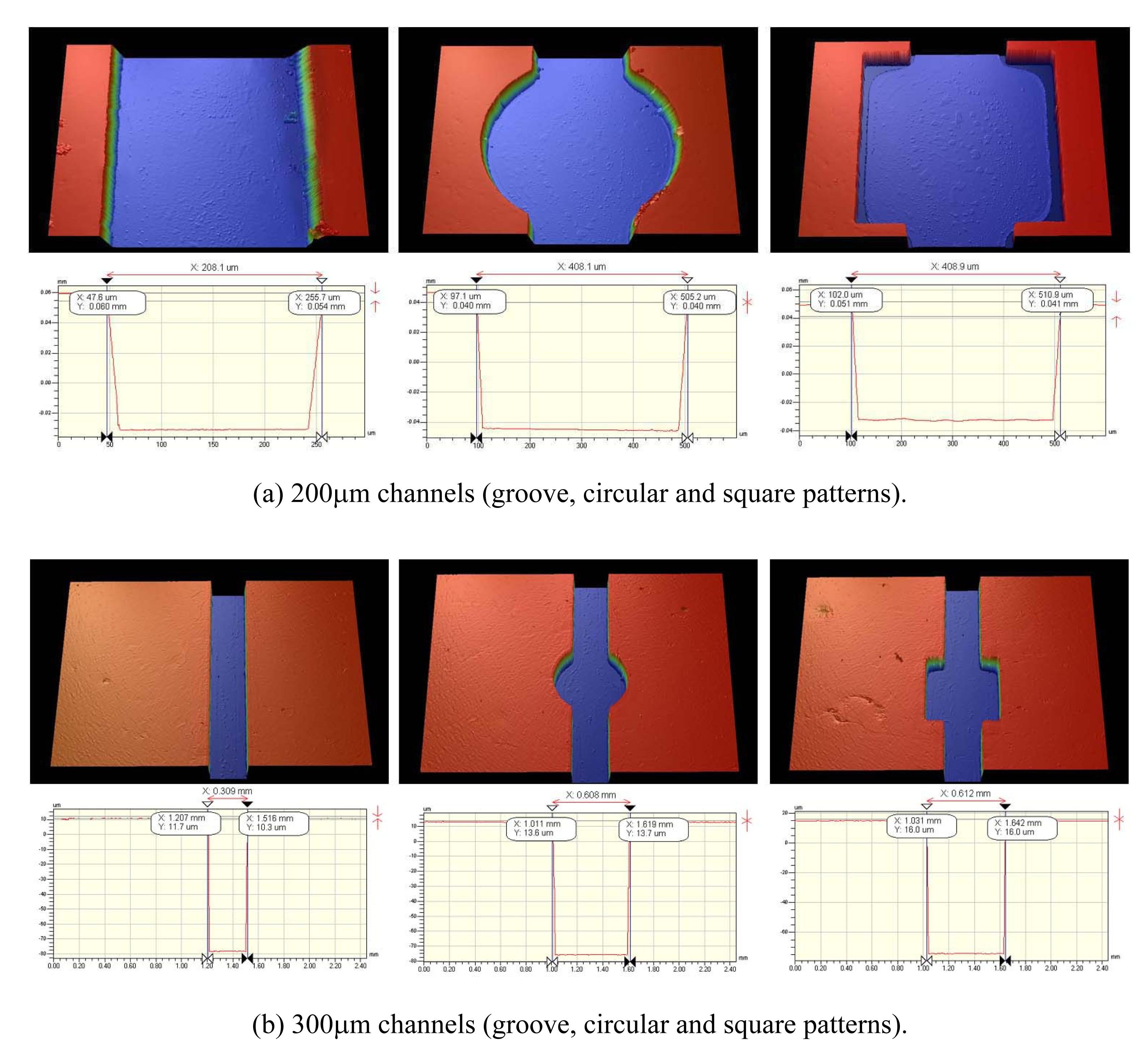
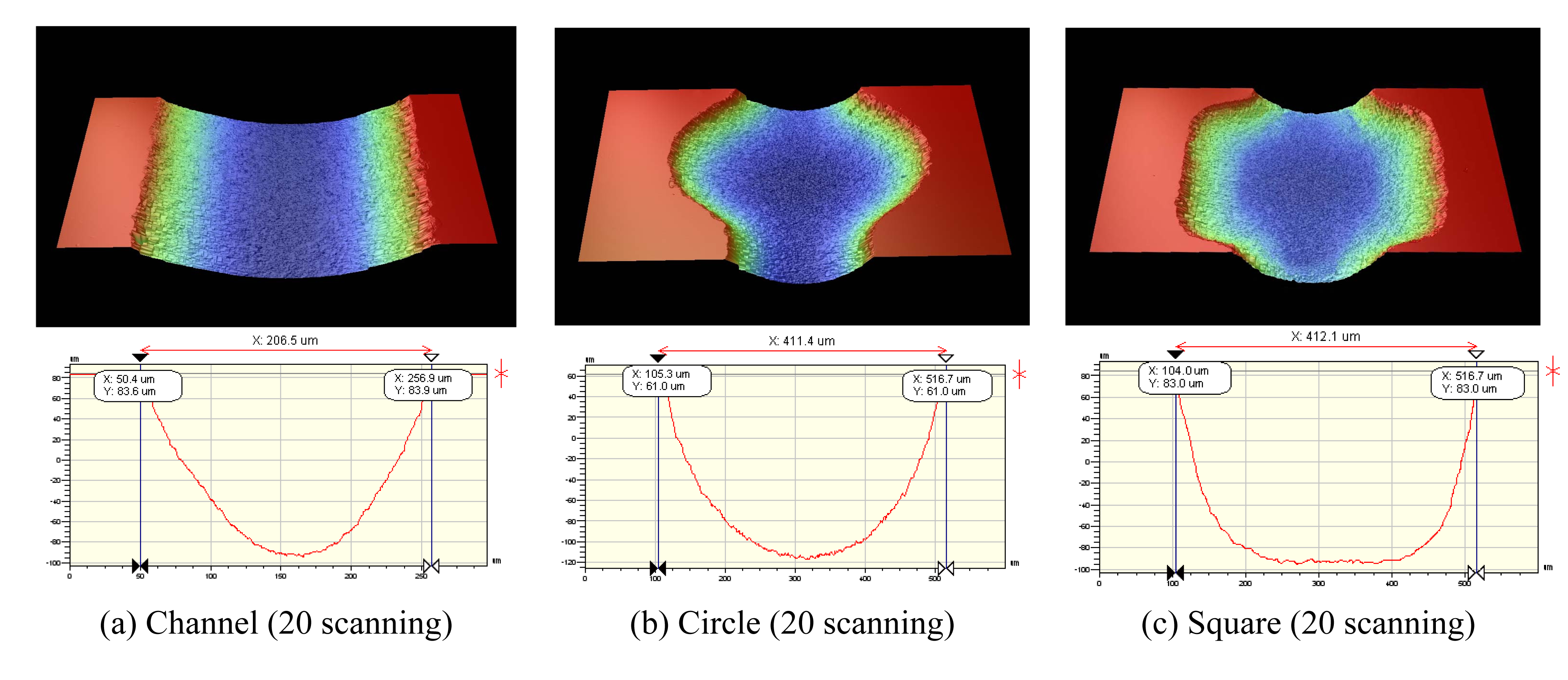
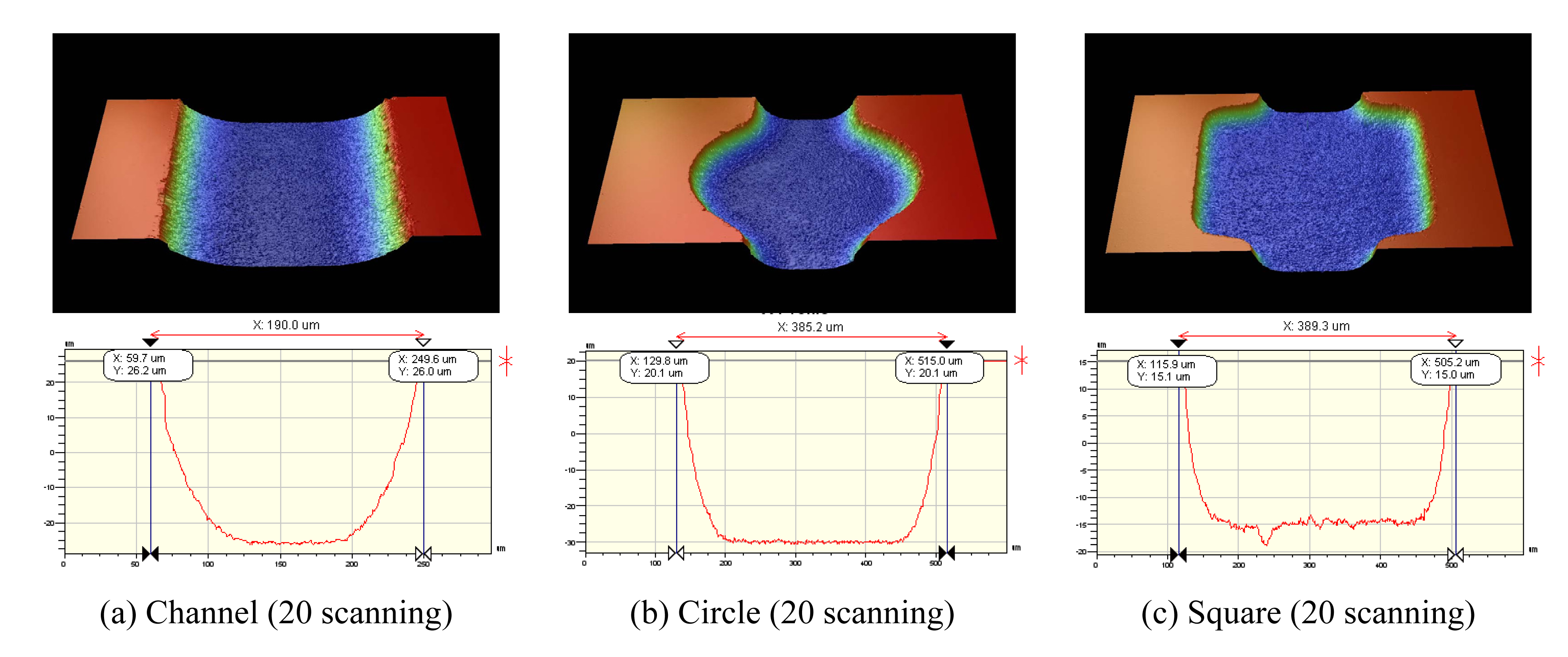
- Overall, the measured micro channels show U-shape cross-sections due to the material removal characteristics of the applied powder blasting method. It was found that the machined depths increase in proportion to an increase of the number of nozzle scanning.
- (3)
- Machined depths of circular and square type patterns increase in proportion to an increase of the number of nozzle scanning. It was found that more precise patterns could be obtained by increasing the number of nozzle scanning.
- (4)
- The size of the employed abrasives, one of the process parameters in powder blasting, affects the machinability of the workpiece; larger abrasive size results in deeper and wider material removal, and a higher increasing rate of depth.
Acknowledgments
References
- Solignac, D.; Sayah, A.; Constantin, S.; Freitag, R.; Gijs, M.A.M. Powder blasting for the realisation of microchips for bio-analytic applications. Sensors and Actuators A 2001, 92, 388–393. [Google Scholar]
- Yamazaki, Y. Application of MEMS technology to micro fuel cells. Electrochemica Acta 2004, 50, 663–666. [Google Scholar]
- Mouradian, S. Lab-on-a-chip: Applications in proteomics. Current Opinion in Chemical Biology 2002, 6, 51–56. [Google Scholar]
- Kricka, L.J. Microchips, microarrays, biochips and nanochips – personal laboratories for the 21st century. Clinica Chemica Acta 2001, 307, 219–223. [Google Scholar]
- Belloy, E.; Thurre, S.; Walchiers, E.; Sayah, A.; Gijs, M.A.M. The introduction of powder blasting for sensor and microsystem applications. Sensors and Actuators 2000, 84, 330–337. [Google Scholar]
- Yun, K.S.; Yoon, E. Microfabrication of 3-dimensional photoresist structures using selective patterning and development on two types of specific resists and its application to microfluidic components. Proc. IEEE International conference on MEMS, 2004; pp. 757–760.
- Tseng, F.G.; Chuang, Y.J.; Lin, W.K. A novel fabrication method of embedded micro channels employing simple UV dosage control and antireflection coating. Proc. IEEE 15th International Conference in Micro Electro Mechanical Systems, 2002; pp. 69–75.
- Roylance, A.M.; Angell, J.B. A batch-fabricated silicon accelerometer. Proc. IEEE Transactions of Electron Devices 1979, 8, 1911–1917. [Google Scholar]
- Slikkerveer, P.; Bouten, P.; de Haas, F. High quality mechanical etching of brittle materials by powder blasting. Sensors and Actuators A 2000, 85, 296–303. [Google Scholar]
- Wensink, H.; Berenschot, J.W.; Jansen, H.V.; Elwenspoek, M.C. High resolution powder blast micromachining. Proceedings of the IEEE Micro Electro Mechanical Systems 2000, 769–774. [Google Scholar]
- Park, D.S.; Yun, D.J.; Cho, M.W.; Shin, B.C. An Experimental Study on the Fabrication of Glass-based Acceleration Sensor Body Using Micro Powder Blasting Method. Sensors 2007, 7, 697–707. [Google Scholar]
- Park, D.S.; Cho, M.W.; Lee, H.; Cho, W.S. Micro-grooving of glass using micro-abrasive jet machining. Journal of Materials Processing Technology 2004, 146, 234–240. [Google Scholar]
- Park, D.S.; Cho, M.W.; Lee, H. Effects of the impact angle variations on the erosion rate of glass in powder blasting process. International Journal of Advanced Manufacturing Technology 2004, 23, 444–450. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Standard |
|---|---|
| Density | 2.201 g/cm3 |
| Shear Modulus | 31 GPa at 25°C |
| Young's Modulus | 73 GPa at 25°C |
| Tensile Strength | 50 MPa |
| Compressive Strength | 1.1 GPa |
| Knoop Hardness | 500 kg/mm2 |
| Parameter | Standard |
|---|---|
| Specific Heat Capacity | 703 J/Kg K |
| Coefficient of Expansion | 0.55×10-6/°C |
| Softening Point | 1600°C |
| Strain Point | 1025°C |
| Melting Point | 1713°C |
| Powder material | WA#600, WA#1200 |
| Impact angle | 90° |
| Scanning speed | 100 mm/sec |
| Abrasive mass flow rate | 100 g/min |
| Blasting pressure | 0.15 MPa |
| Scanning counts | 5, 10, 15, 20 |
| Scanning counts | 200μm channel | 300μm channel | ||
|---|---|---|---|---|
| WA# 600 | WA#1200 | WA#600 | WA#1200 | |
| 5 | 39.4 | 7.2 | 41.7 | 7.8 |
| 10 | 77.3 | 15.8 | 82.5 | 15.1 |
| 15 | 109.9 | 21 | 122 | 22 |
| 20 | 176.6 | 52 | 199.6 | 49.1 |
| Scanning counts | 200μm channel | 300μm channel | ||
|---|---|---|---|---|
| WA# 600 | WA#1200 | WA#600 | WA#1200 | |
| 5 | 175.8 | 162.5 | 282.4 | 274.2 |
| 10 | 193.2 | 174.2 | 295.5 | 280.8 |
| 15 | 199.2 | 183.9 | 306.9 | 290.6 |
| 20 | 206.5 | 190 | 318.3 | 299.5 |
© 2008 by MDPI Reproduction is permitted for noncommercial purposes.
Share and Cite
Jang, H.-S.; Cho, M.-W.; Park, D.-S. Micro Fluidic Channel Machining on Fused Silica Glass Using Powder Blasting. Sensors 2008, 8, 700-710. https://doi.org/10.3390/s8020700
Jang H-S, Cho M-W, Park D-S. Micro Fluidic Channel Machining on Fused Silica Glass Using Powder Blasting. Sensors. 2008; 8(2):700-710. https://doi.org/10.3390/s8020700
Chicago/Turabian StyleJang, Ho-Su, Myeong-Woo Cho, and Dong-Sam Park. 2008. "Micro Fluidic Channel Machining on Fused Silica Glass Using Powder Blasting" Sensors 8, no. 2: 700-710. https://doi.org/10.3390/s8020700
APA StyleJang, H. -S., Cho, M. -W., & Park, D. -S. (2008). Micro Fluidic Channel Machining on Fused Silica Glass Using Powder Blasting. Sensors, 8(2), 700-710. https://doi.org/10.3390/s8020700