The Solidification of Lead-Zinc Smelting Slag through Bentonite Supported Alkali-Activated Slag Cementitious Material

 ,
,  and
and
Abstract
:1. Introduction
2. Materials and methods
2.1. Materials
2.2. Methods
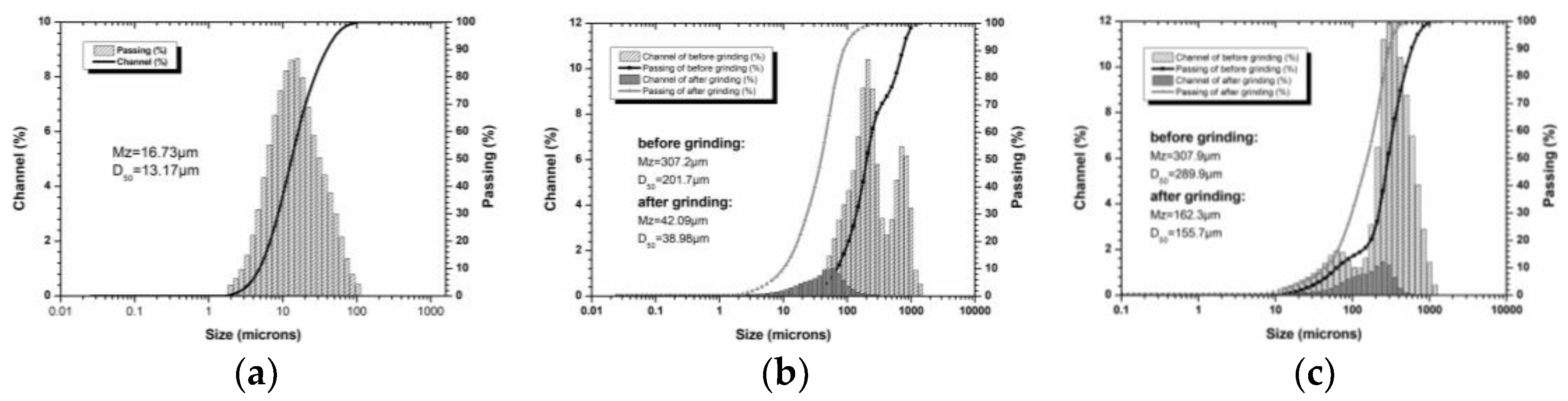
2.2.1. The Grinding of Blast Furnace Slag and Lead-Zinc Smelting Slag
2.2.2. Specimen Preparation
2.2.3. The Synthesis of Alkali Activated Slag Cementitious Material (AAS) with Addition of Bentonite
2.2.4. Solidification of Lead-Zinc Smelting Slag (LZSS)
2.2.5. Leaching Tests
2.2.6. Speciation Analysis of Heavy Metal
2.2.7. Compressive Strength
2.2.8. The Methods of Analysis
3. Results and Discussion
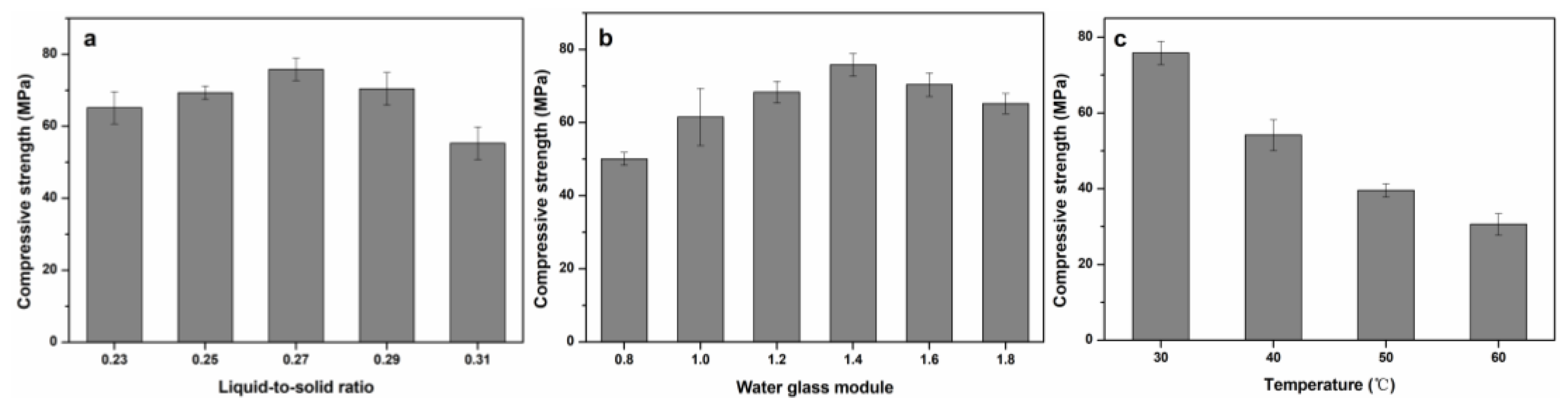
3.1. Synthesis of AAS Cementitious Material
3.1.1. Compressive Strength of AAS without Addition of Bentonite
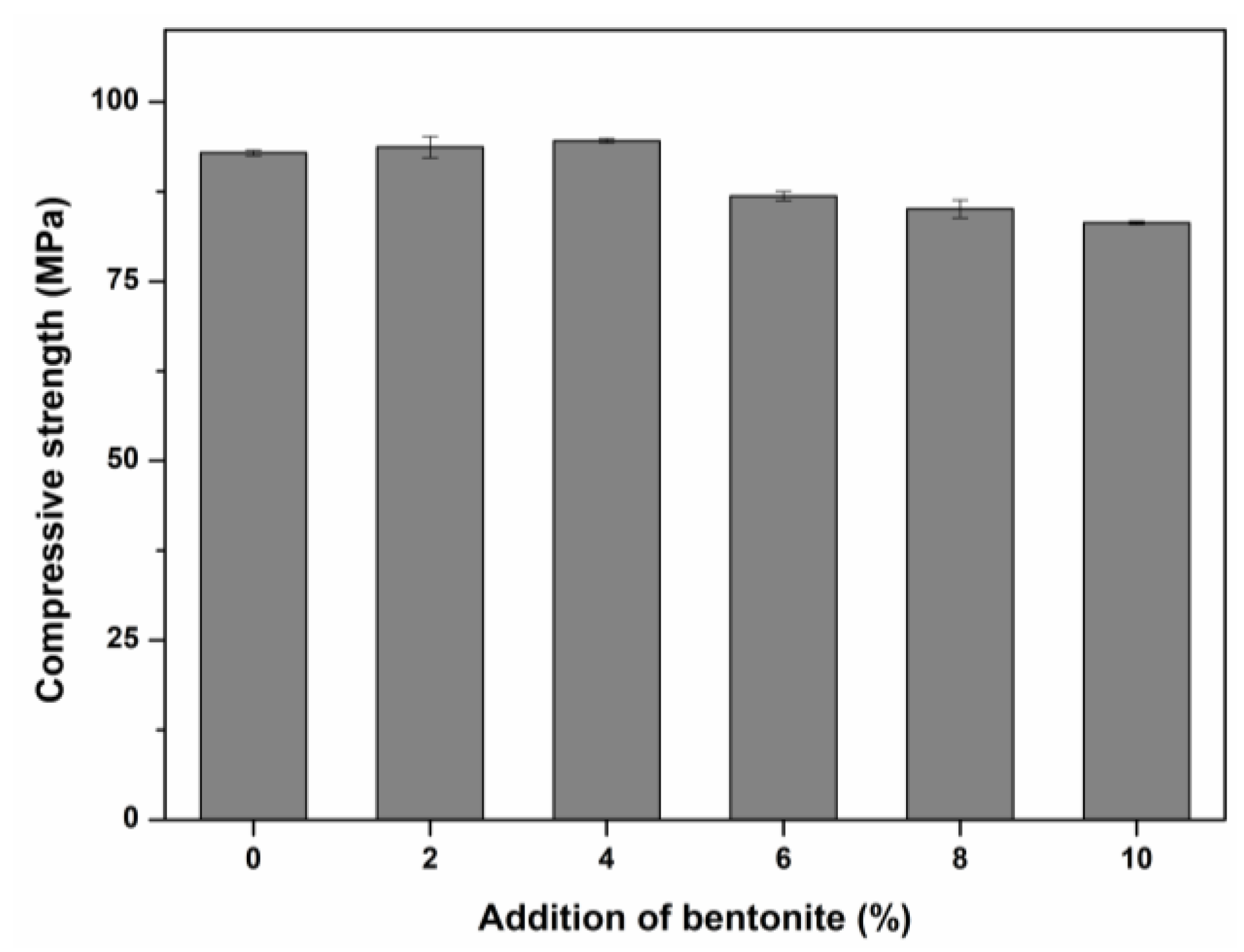
3.1.2. Synthesis of AAS with Bentonite as an Auxiliary Additive
3.2. Stabilization/Solidification (S/S) of LZSS
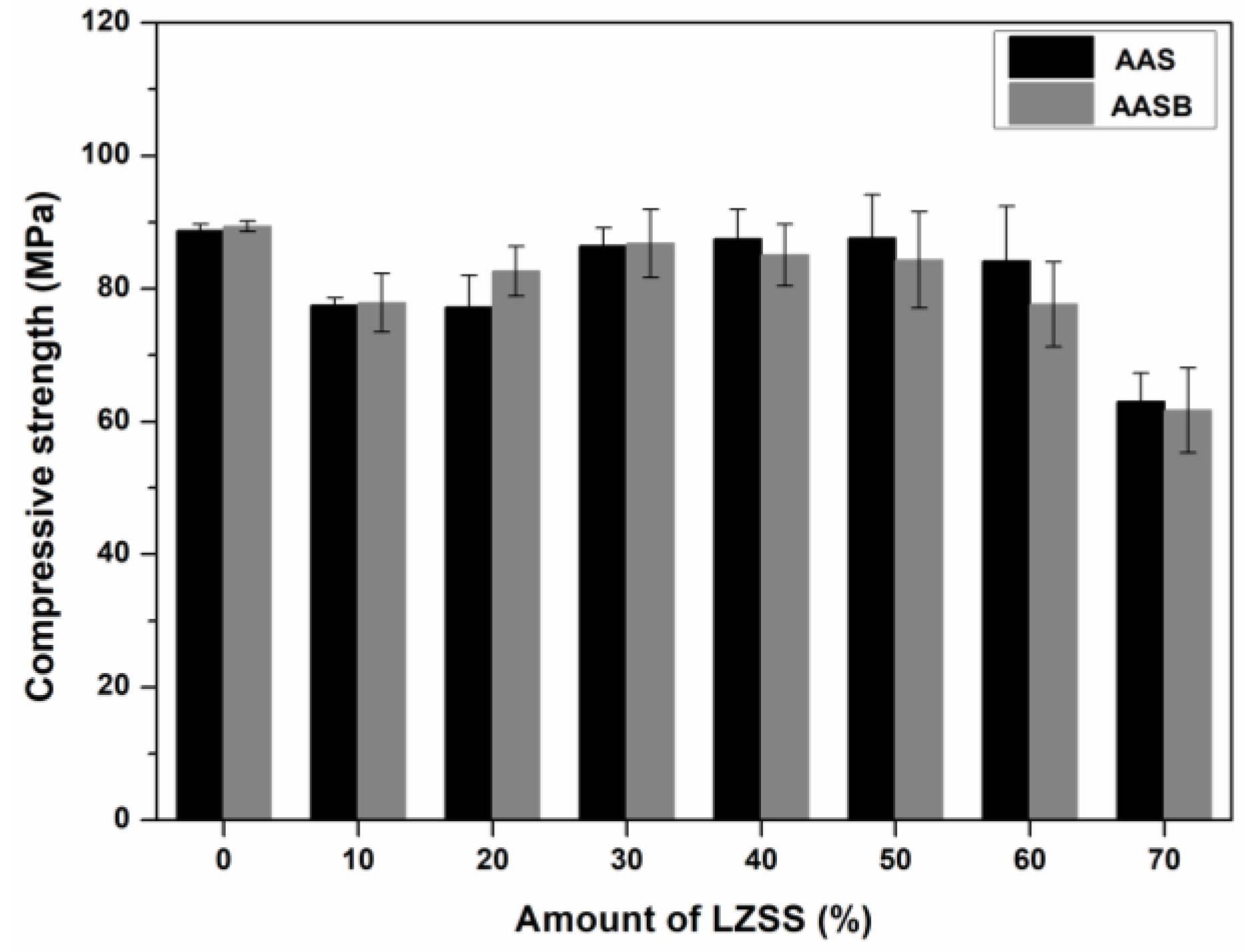
3.2.1. Compressive Strength
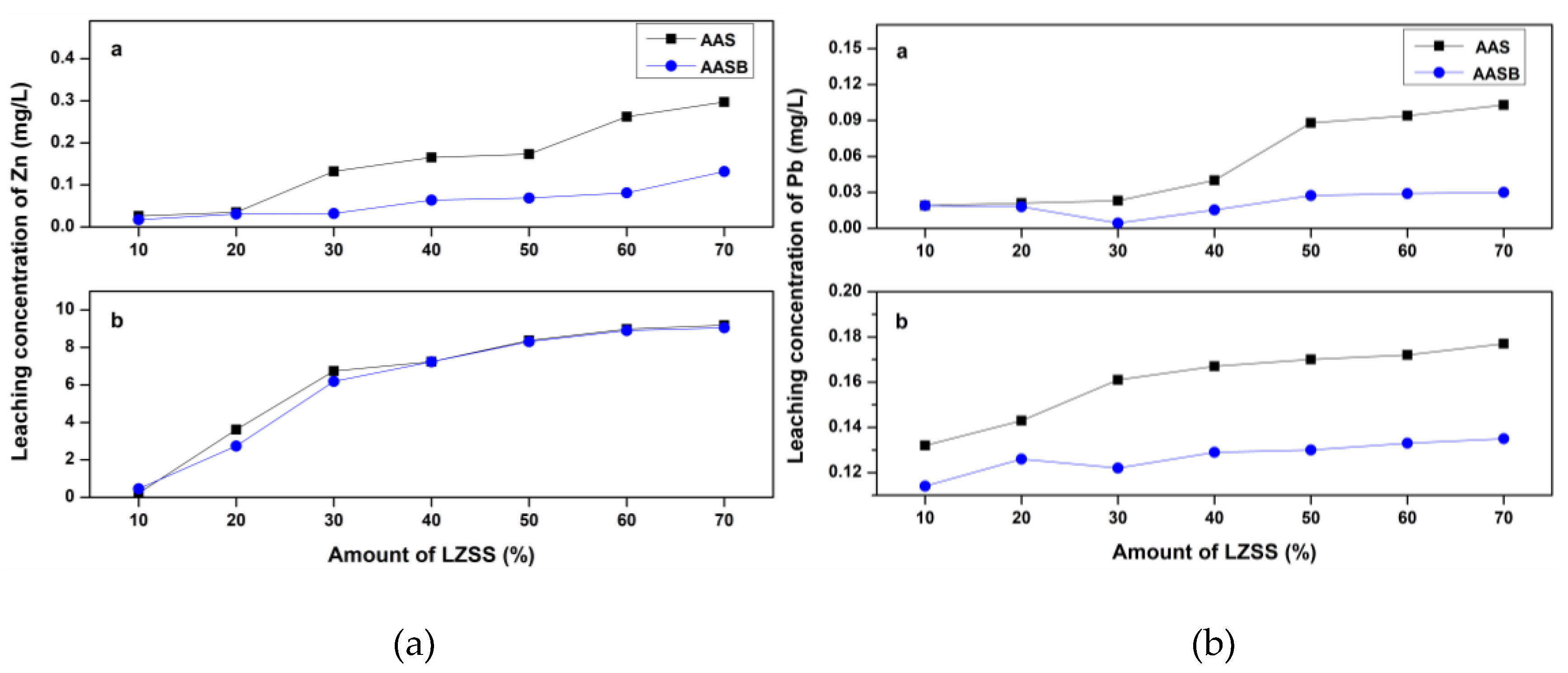
3.2.2. Leaching Experiment
3.3. Heavy Metals Speciation Analysis
3.4. Material Characterization
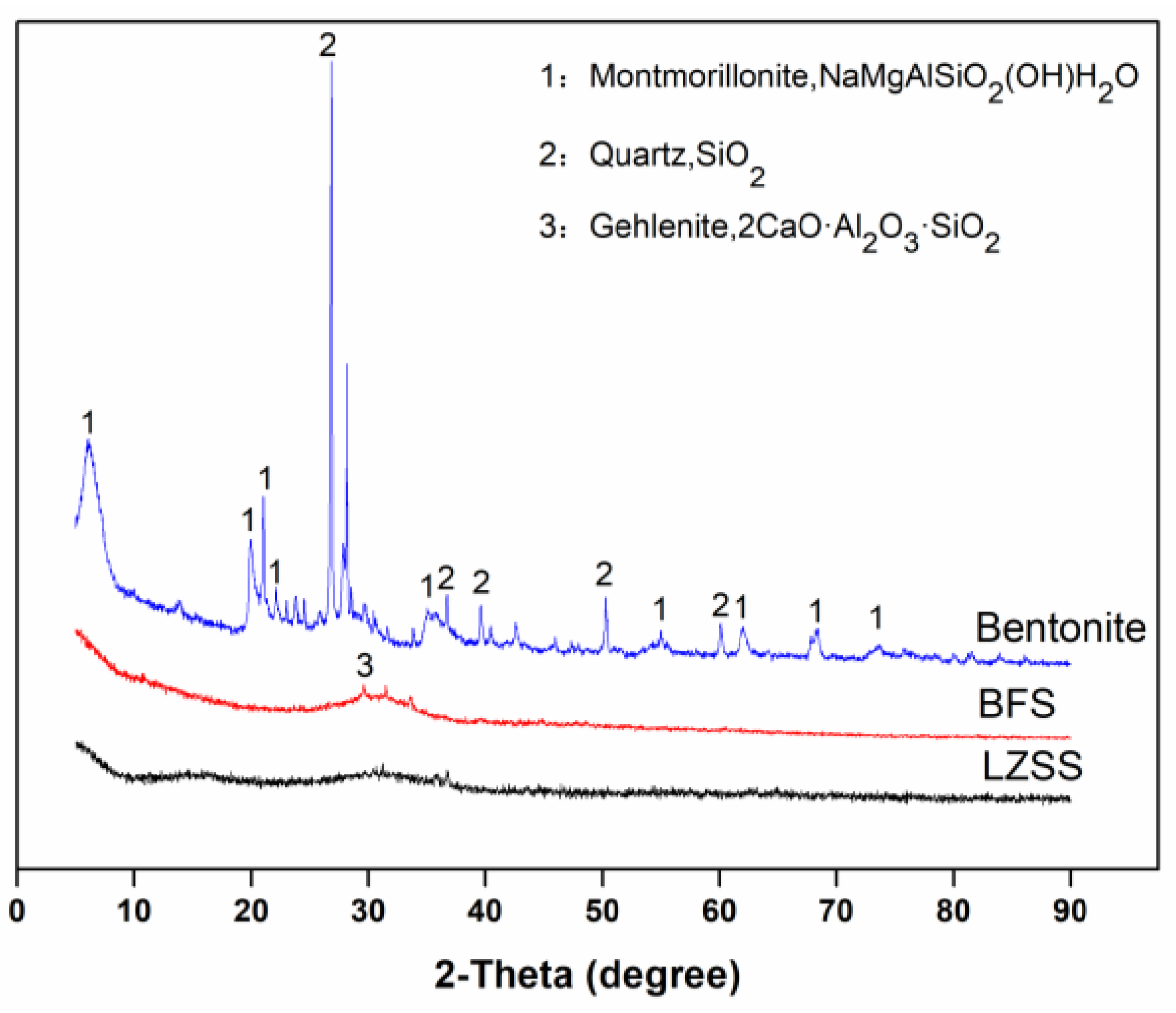
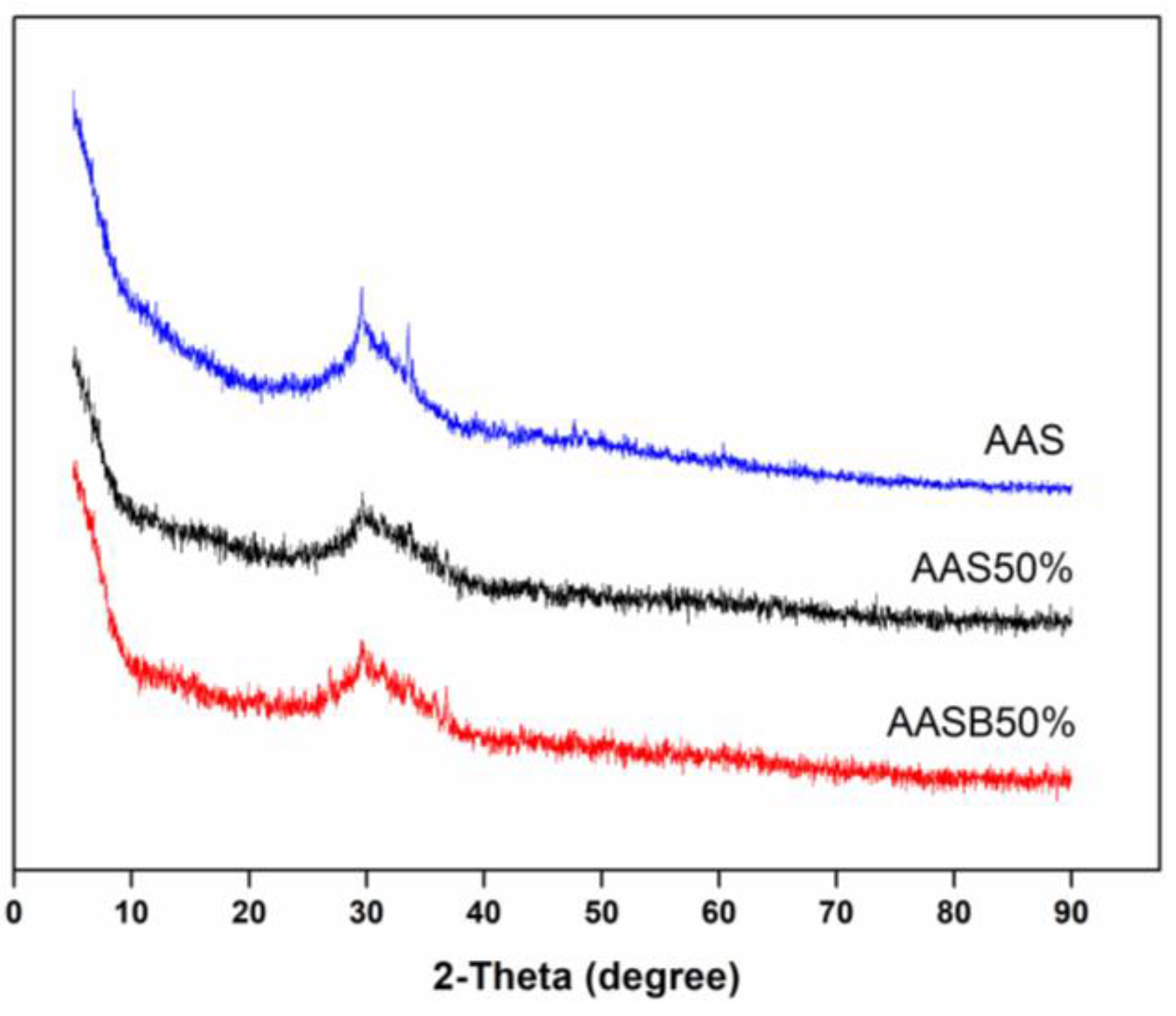
3.4.1. The X-ray Diffraction (XRD) Analysis
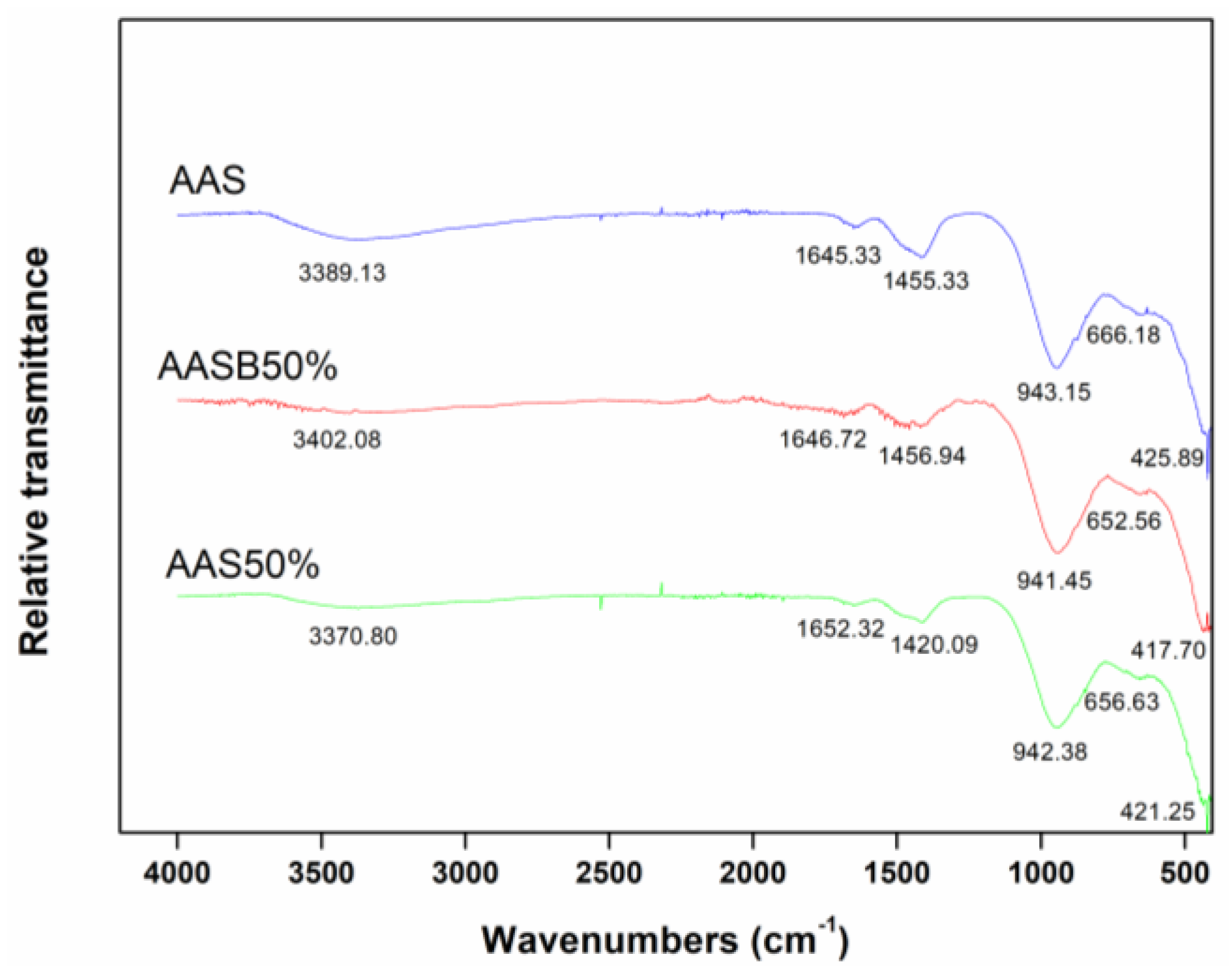
3.4.2. The Fourier Transform Infrared Spectroscopy (FTIR) Analysis
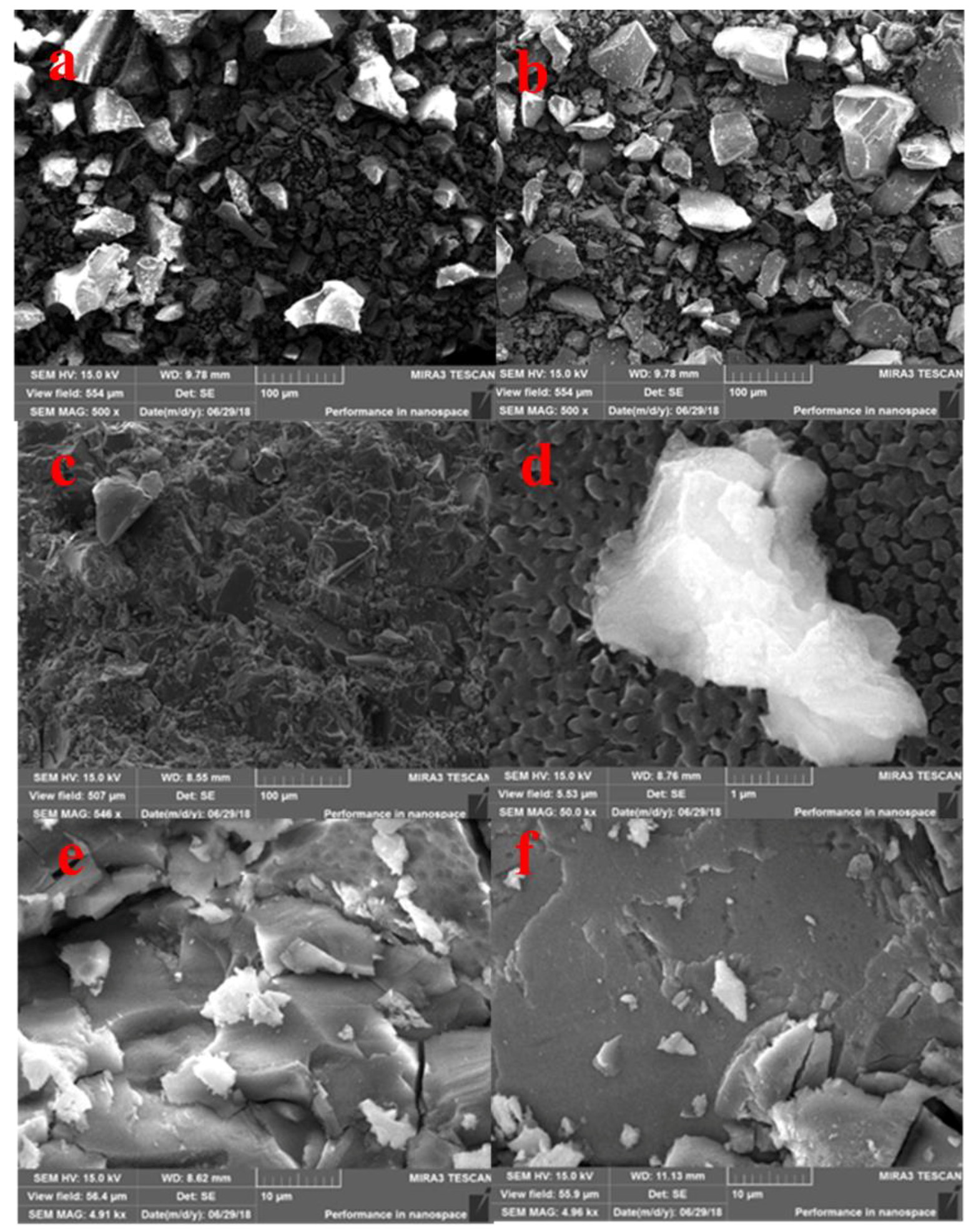
3.4.3. The Scanning Electron Microscope Analysis
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Komarek, M.; Vanek, A.; Ettler, V. Chemical stabilization of metals and arsenic in contaminated soils using oxides—A review. Environ. Pollut. 2013, 172, 9–22. [Google Scholar] [CrossRef] [PubMed]
- Bolan, N.; Kunhikrishnan, A.; Thangarajan, R.; Kumpiene, J.; Park, J.; Makino, T.; Kirkham, M.B.; Scheckel, K. Remediation of heavy metal(loid)s contaminated soils—To mobilize or to immobilize? J. Hazard. Mater. 2014, 266, 141–166. [Google Scholar] [CrossRef]
- Ogundiran, M.; Nugteren, H.; Witkamp, G. Immobilisation of lead smelting slag within 12 spent aluminate-fly ash based geopolymers. J. Hazard. Mater. 2013, 248, 29–36. [Google Scholar] [CrossRef]
- Alwaeli, M. Application of granulated lead-zinc slag in concrete as an opportunity to save natural resources. Radiat. Phys. Chem. 2013, 83, 54–60. [Google Scholar] [CrossRef]
- Xia, M.; Muhammad, F.; Zeng, L.; Li, S.; Huang, X.; Jiao, B.; Shiau, Y.; Li, D. Solidification/stabilization of lead-zinc smelting slag in composite based geopolymer. J. Clean. Prod. 2019, 209, 1206–1215. [Google Scholar] [CrossRef]
- Zhang, M.; Yang, C.; Zhao, M.; Yang, K.; Shen, R.; Zheng, Y. Immobilization potential of Cr(VI) in sodium hydroxide activated slag pastes. J. Hazard. Mater. 2017, 321, 281–289. [Google Scholar] [CrossRef] [PubMed]
- Guo, B.; Pan, D.A.; Liu, B.; Volinsky, A.A.; Fincan, M.; Du, J.F.; Zhang, S.G. Immobilization mechanism of Pb in fly ash-based geopolymer. Constr. Build. Mater. 2017, 134, 123–130. [Google Scholar] [CrossRef]
- van Deventer, J.S.; Provis, J.L.; Duxson, P.; Lukey, G.C. Reaction mechanisms in the geopolymeric conversion of inorganic waste to useful products. J. Hazard. Mater. 2007, 139, 506–513. [Google Scholar] [CrossRef]
- Bakharev, T.; Sanjayan, J.G.; Cheng, Y.B. Resistance of alkali-activated slag concrete to acid attack. Cem. Concr. Res. 2003, 33, 1607–1611. [Google Scholar] [CrossRef]
- Pacheco-Torgal, F.; Abdollahnejad, Z.; Camoes, A.F.; Jamshidi, M.; Ding, Y. Durability of alkali-activated binders: A clear advantage over Portland cement or an unproven issue? Constr. Build. Mater. 2012, 30, 400–405. [Google Scholar] [CrossRef] [Green Version]
- Parthasarathy, P.; Hanif, A.; Shao, H.; Li, Z. Microstructural and morphological studies of ordinary portland cement paste and fly ash based geopolymer in the presence of chloride ions. In Proceedings of the International Conference on Advances in Construction Materials and Systems, Chennai, India, 3–8 September 2017; pp. 623–631. [Google Scholar]
- Guo, B.; Liu, B.; Yang, J.; Zhang, S.G. The mechanisms of heavy metal immobilization by cementitious material treatments and thermal treatments: A review. J. Environ. Manag. 2017, 193, 410–422. [Google Scholar] [CrossRef]
- Pavithra, P.; Srinivasula Reddy, M.; Dinakar, P.; Hanumantha Rao, B.; Satpathy, B.K.; Mohanty, A.N. A mix design procedure for geopolymer concrete with fly ash. J. Clean. Prod. 2016, 133, 117–125. [Google Scholar] [CrossRef]
- Kumar, S.; Kumar, R.; Bandopadhyay, A.; Alex, T.C.; Kumar, B.R.; Das, S.K.; Mehrotra, S.P. Mechanical activation of granulated blast furnace slag and its effect on the properties and structure of portland slag cement. Cement Concrete Compos. 2008, 30, 679–685. [Google Scholar] [CrossRef]
- Huang, X.; Huang, T.; Li, S.; Muhammad, F.; Xu, G.J.; Zhao, Z.Q.; Yu, L.; Yan, Y.J.; Li, D.W.; Jiao, B. Immobilization of chromite ore processing residue with alkali-activated blast furnace slag-based geopolymer. Ceram. Int. 2016, 42, 9538–9549. [Google Scholar] [CrossRef]
- Deja, J. Immobilization of Cr6+, Cd2+, Zn2+ and Pb2+ in alkali-activated slag binders. Cement Concrete Res. 2002, 32, 1971–1979. [Google Scholar] [CrossRef]
- Malolepszy, J.; Deja, J. Immobilization of heavy metal ions by the alkali activated slag cementitious materials. Stud. Environ. Sci. 1994, 60, 519–524. [Google Scholar]
- Gao, X.; Yuan, B.; Yu, Q.L.; Brouwers, H.J.H. Characterization and application of municipal solid waste incineration (MSWI) bottom ash and waste granite powder in alkali activated slag. J. Clean. Prod. 2017, 164, 410–419. [Google Scholar] [CrossRef] [Green Version]
- Hu, M.Y.; Zhu, X.M.; Long, F.M. Alkali-activated fly ash-based geopolymers with zeolite or bentonite as additives. Cement Concrete Compos. 2009, 31, 762–768. [Google Scholar] [CrossRef]
- Tica, D.; Udovic, M.; Lestan, D. Immobilization of potentially toxic metals using different soil amendments. Chemosphere 2011, 85, 577–583. [Google Scholar] [CrossRef]
- Lo, I.M.C. Solidification/stabilization of phenolic waste using organic-clay complex. J. Environ. Eng.-ASCE 1996, 122, 850–855. [Google Scholar] [CrossRef]
- Conner, J.R. Recent findings on immobilization of organics as measured by total constituent analysis. Waste Manag. 1995, 15, 359–369. [Google Scholar] [CrossRef]
- Cioffi, R.; Maffucci, L.; Santoro, L.; Glasser, F.P. Stabilization of chloro-organics using organophilic bentonite in a cement-blast furnace slag matrix. Waste Manag. 2001, 21, 651–660. [Google Scholar] [CrossRef]
- Razakamanantsoa, A.R.; Djeran-Maigre, I. Long term chemo-hydro-mechanical behavior of compacted soil bentonite polymer complex submitted to synthetic leachate. Waste Manag. 2016, 53, 92–104. [Google Scholar] [CrossRef]
- Tessier, A.; Campbell, P.G.C.; Bisson, M. Sequential extraction procedure for the speciation of particulate trace metals. Anal. Chem. 1979, 51, 844–851. [Google Scholar] [CrossRef]
- Muhammad, F.; Huang, X.; Li, S.; Xia, M.; Zhang, M.L.; Liu, Q.; Hassan, M.A.S.; Jiao, B.Q.; Yu, L.; Li, D.W. Strength evaluation by using polycarboxylate superplasticizer and solidification efficiency of Cr6+, Pb2+ and Cd2+ in composite based geopolymer. J. Clean. Prod. 2018, 188, 807–815. [Google Scholar] [CrossRef]
- Zuhua, Z.; Mao, Y.; Huajun, Z.; Yue, C. Role of water in the synthesis of calcined kaolin-based geopolymer. Appl. Clay Sci. 2009, 43, 218–223. [Google Scholar] [CrossRef]
- Yahya, Z.; Abdullah, M.M.A.; Hussin, K.; Ismail, K.N.; Abd Razak, R.; Sandu, A.V. Effect of Solids-To-Liquids, Na2SiO3-To-NaOH and Curing Temperature on the Palm Oil Boiler Ash (Si plus Ca) Geopolymerisation System. Materials 2015, 8, 2227–2242. [Google Scholar] [CrossRef]
- Krizan, D.; Zivanovic, B. Effects of dosage and modulus of water glass on early hydration of alkali-slag cements. Cem. Concr. Res. 2002, 32, 1181–1188. [Google Scholar] [CrossRef]
- Ravikumar, D.; Peethamparan, S.; Neithalath, N. Structure and strength of NaOH activated concretes containing fly ash or GGBFS as the sole binder. Cement Concrete Compos. 2010, 32, 399–410. [Google Scholar] [CrossRef]
- Rovnanik, P. Effect of curing temperature on the development of hard structure of metakaolin-based geopolymer. Constr. Build. Mater. 2010, 24, 1176–1183. [Google Scholar] [CrossRef]
- Kumar, S.; Kumar, R.; Mehrotra, S.P. Influence of granulated blast furnace slag on the reaction, structure and properties of fly ash based geopolymer. J. Mater. Sci. 2010, 45, 607–615. [Google Scholar] [CrossRef]
- Palomo, A.; Palacios, M. Alkali-activated cementitious materials: Alternative matrices for the immobilisation of hazardous wastes—Part II. Stabilisation of chromium and lead. Cement Concrete Res. 2003, 33, 289–295. [Google Scholar] [CrossRef]
- Huang, X.; Muhammad, F.; Yu, L.; Jiao, B.Q.; Shiau, Y.; Li, D.W. Reduction/immobilization of chromite ore processing residue using composite materials based geopolymer coupled with zero-valent iron. Ceram. Int. 2018, 44, 3454–3463. [Google Scholar] [CrossRef]
- Malviya, R.; Chaudhary, R. Factors affecting hazardous waste solidification/stabilization: A review. J. Hazard. Mater. 2006, 137, 267–276. [Google Scholar] [CrossRef] [PubMed]
- Cheng, T.W.; Lee, M.L.; Ko, M.S.; Ueng, T.H.; Yang, S.F. The heavy metal adsorption characteristics on metakaolin-based geopolymer. Appl. Clay Sci. 2012, 56, 90–96. [Google Scholar] [CrossRef]
- Li, X.D.; Poon, C.S.; Sun, H.; Lo, I.M.C.; Kirk, D.W. Heavy metal speciation and leaching behaviors in cement based solidified/stabilized waste materials. J. Hazard. Mater. 2001, 82, 215–230. [Google Scholar] [CrossRef]
- Thevenin, G.; Pera, J. Interactions between lead and different binders. Cement Concrete Res. 1999, 29, 1605–1610. [Google Scholar] [CrossRef]
- Shi, C.J.; Shi, Z.G.; Hu, X.; Zhao, R.; Chong, L.L. A review on alkali-aggregate reactions in alkali-activated mortars/concretes made with alkali-reactive aggregates. Mater. Struct. 2015, 48, 621–628. [Google Scholar] [CrossRef]
- Bernal, S.A.; Provis, J.L.; Rose, V.; de Gutierrez, R.M. Evolution of binder structure in sodium silicate-activated slag-metakaolin blends. Cement Concrete Compos. 2011, 33, 46–54. [Google Scholar] [CrossRef]
- Lee, W.K.W.; van Deventer, J.S.J. The effects of inorganic salt contamination on the strength and durability of geopolymers. Colloid Surf. A 2002, 211, 115–126. [Google Scholar] [CrossRef]
- Navarro, C.; Diaz, M.; Villa-Garcia, M.A. Physico-Chemical Characterization of Steel Slag. Study of its Behavior under Simulated Environmental Conditions. Environ. Sci. Technol. 2010, 44, 5383–5388. [Google Scholar] [CrossRef] [PubMed]
- Chindaprasirt, P.; Jaturapitakkul, C.; Chalee, W.; Rattanasak, U. Comparative study on the characteristics of fly ash and bottom ash geopolymers. Waste Manag. 2009, 29, 539–543. [Google Scholar] [CrossRef] [PubMed]
- Andini, S.; Cioffi, R.; Colangelo, F.; Grieco, T.; Montagnaro, F.; Santoro, L. Coal fly ash as raw material for the manufacture of geopolymer-based products. Waste Manag. 2008, 28, 416–423. [Google Scholar] [CrossRef]
- Yousuf, M.; Mollah, A.; Hess, T.R.; Tsai, Y.N.; Cocke, D.L. An Ftir And Xps Investigations of the Effects of Carbonation on the Solidification Stabilization Of Cement-Based Systems-Portland Type-V with Zinc. Cement Concrete Res. 1993, 23, 773–784. [Google Scholar] [CrossRef]
- Torrens-Martin, D.; Fernandez-Carrasco, L. Effect of sulfate content on cement mixtures. Constr. Build. Mater. 2013, 48, 144–150. [Google Scholar] [CrossRef]
- Wang, Y.G.; Han, F.L.; Mu, J.Q. Solidification/stabilization mechanism of Pb(II), Cd(II), Mn(II) and Cr(III) in fly ash based geopolymers. Constr. Build. Mater. 2018, 160, 818–827. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | CaO | SiO2 | Al2O3 | MgO | TiO2 | SO3 | Fe2O3 | K2O | Na2O | P2O5 |
|---|---|---|---|---|---|---|---|---|---|---|
| BFS | 40.43 | 30.18 | 10.77 | 7.91 | 6.01 | 3.21 | 0.64 | 0.56 | 0.28 | - |
| LZSS | 12.48 | 30.67 | 7.27 | 3.27 | 0.90 | 3.06 | 29.73 | 0.96 | 0.72 | 0.15 |
| Bentonite | 2.59 | 70.52 | 15.85 | 2.09 | 0.51 | 0.04 | 3.34 | 1.07 | 3.61 | 0.08 |
| Material | ZnO | MnO | CuO | Cr2O3 | PbO | NiO | BaO | SrO | ZrO2 | - |
| BFS | - | - | - | - | - | - | - | - | - | - |
| LZSS | 6.39 | 2.97 | 0.55 | 0.12 | 0.03 | 0.02 | 0.14 | 0.41 | 0.04 | - |
| Bentonite | 0.01 | 0.11 | - | - | - | - | 0.08 | 0.05 | 0.04 | - |
| No. | A (Liquid-to-Solid Ratio) | B (Water Glass Modulus) | C (Curing Temperature) | Compressive Strength/(MPa) |
|---|---|---|---|---|
| 1 | 1(0.26) | 1(1.3) | 1(25 ℃) | 99.39 |
| 2 | 1 | 2(1.4) | 2(30 ℃) | 84.99 |
| 3 | 1 | 3(1.5) | 3(35 ℃) | 68.16 |
| 4 | 2(0.27) | 1 | 2 | 80.35 |
| 5 | 2 | 2 | 3 | 73.15 |
| 6 | 2 | 3 | 1 | 95.76 |
| 7 | 3(0.28) | 1 | 3 | 60.09 |
| 8 | 3 | 2 | 1 | 87.46 |
| 9 | 3 | 3 | 2 | 79.28 |
| Kj1 | 252.56 | 239.83 | 282.62 | |
| Kj2 | 249.26 | 245.60 | 244.62 | |
| Kj3 | 226.82 | 243.20 | 201.40 | |
| kj1 | 84.19 | 79.94 | 94.21 | |
| kj2 | 83.09 | 81.87 | 81.54 | |
| kj3 | 75.61 | 81.07 | 67.13 | |
| Optimal level | A1 | B2 | C1 | |
| R | 8.58 | 1.93 | 27.07 | |
| Order | C > A > B | |||
| Optimal combination | A1B2C1 | |||
| Heavy Metal | Cr (mg/L) | Zn (mg/L) | Pb (mg/L) | Cu (mg/L) | Ni (mg/L) | Mn (mg/L) |
|---|---|---|---|---|---|---|
| TCLP method | 0.59 | 368.60 | 7.50 | 1.48 | 0.56 | 71.83 |
| sulfuric and nitric acid method | 0.07 | 5.23 | 0.15 | 0.13 | 0.27 | 3.76 |
| Toxicity limitation (US EPA) standard | 5 | - | 5 | 15 | - | - |
| Toxicity limitation (GB5085.3-2007). | 15 | 100 | 5 | 100 | 5 | - |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mao, Y.; Muhammad, F.; Yu, L.; Xia, M.; Huang, X.; Jiao, B.; Shiau, Y.; Li, D. The Solidification of Lead-Zinc Smelting Slag through Bentonite Supported Alkali-Activated Slag Cementitious Material. Int. J. Environ. Res. Public Health 2019, 16, 1121. https://doi.org/10.3390/ijerph16071121
Mao Y, Muhammad F, Yu L, Xia M, Huang X, Jiao B, Shiau Y, Li D. The Solidification of Lead-Zinc Smelting Slag through Bentonite Supported Alkali-Activated Slag Cementitious Material. International Journal of Environmental Research and Public Health. 2019; 16(7):1121. https://doi.org/10.3390/ijerph16071121
Chicago/Turabian StyleMao, Yanhong, Faheem Muhammad, Lin Yu, Ming Xia, Xiao Huang, Binquan Jiao, YanChyuan Shiau, and Dongwei Li. 2019. "The Solidification of Lead-Zinc Smelting Slag through Bentonite Supported Alkali-Activated Slag Cementitious Material" International Journal of Environmental Research and Public Health 16, no. 7: 1121. https://doi.org/10.3390/ijerph16071121
APA StyleMao, Y., Muhammad, F., Yu, L., Xia, M., Huang, X., Jiao, B., Shiau, Y., & Li, D. (2019). The Solidification of Lead-Zinc Smelting Slag through Bentonite Supported Alkali-Activated Slag Cementitious Material. International Journal of Environmental Research and Public Health, 16(7), 1121. https://doi.org/10.3390/ijerph16071121